Аргоновая сварка принцип работы
Сварка аргоном
Существует довольно обширный перечень металлов, для которых сварка в обычной атмосфере неприменима. Ввиду высокой химической активности этих металлов и сплавов в нагретом и жидком состоянии, они взаимодействуют с кислородом воздуха и окисляются, теряя свои физические свойства.
Алюминиевые сплавыНержавеющие сталиВысоколегированная стальФерротитанКрасная медь листовая
К таким веществам относятся нержавеющая и высоколегированная сталь, цветные и редкие металлы, такие, как титан, медь, алюминий. Для их качественной сварки была разработана технология сварки в защитной атмосфере инертного газа, препятствующего контакту сварочной ванны с кислородом воздуха. Чаще всего в качестве такого газа применяется аргон.
Ручная дуговая сварка в среде аргона
Технология сварки в среде аргона сложна по сравнению с обычной сваркой, но дает возможность сваривать металлы, соединить которые другим методом практически невозможно.
Технология сварки аргоном
Основной принцип работы — сварка выполняется электродуговым способом в атмосфере защитного газ.
Сварка аргоном
Большая часть цветных металлов, нержавейка и высоколегированная сталь отличаются от черных металлов тем, что в нагретом состоянии проявляют высокую химическую активность и взаимодействуют с кислородом воздуха, образуя окислы и теряя полезные присадки.
Это существенно ухудшает как свойства самого шва, так и металла в околошовной области. Шов получается непрочным, а сплавы теряют свои свойства, обусловленные легирующими добавками. Еще хуже дело обстоит с алюминием и некоторыми другими легкими металлами — они возгораются.
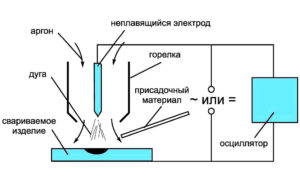
Чтобы избежать этих неприятных последствий, сварку проводят в атмосфере инертного газа — аргона, препятствующего взаимодействию и разогретого металла с кислородом воздуха. Плотность аргона почти в полтора раза больше, чем плотность воздуха, поэтому инертный газ замещает воздух в рабочей области и защищает ее.Сварка аргоном может выполняться как плавкими, так и неплавкими электродами, обычно вольфрамовыми.
Технология аргонодуговой сварки предусматривает три основных метода:
- MMA (РАД) ручную, вольфрамовым электродом
- MIG/MAG (ААД) автоматическую, неплавким электродом
- TIG (ААДП) –также автоматическую, плавким электродом
Особенности аргонной сварки
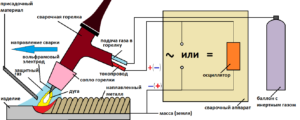
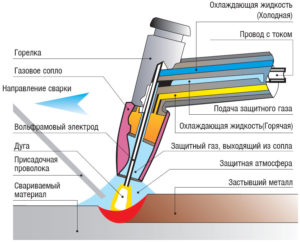
Аргоновая сварка отличается от обычной несколькими особенностями. Основным рабочим инструментом в составе аппаратного комплекса служит горелка. В ней по центру закрепляется вольфрамовый электрод, газ поступает через форсунку.
Электродуга нагревает и расплавляет металл в рабочей области, присадочная проволока, плавясь, дает материал для шва. Состав этой проволоки надо подбирать так, чтобы он был как можно ближе к составу свариваемых металлов.
Технологический процесс состоит из следующих этапов:
- Механическая либо химическая (а в случае сильных загрязнений — и обе) очистка свариваемых поверхностей и околошовной зоны. Необходимо очистить поверхности лот механических загрязнений, масляных пятен и пленки окислов.
- Массовый провод от аппарата присоединяется к свариваемым заготовкам. Следует отметить, что присадочная проволока не входит в состав электроцепи.
- В зависимости от толщины свариваемых деталей выбирается рабочий ток и выставляется на источнике тока.
- За 10-25 сек до розжига дуги подают в рабочую зону газ, открыв вентиль на баллоне. Важно помнить, что отключать подачу газа можно только через 5-15 сек после окончания очередного шва.
Процесс аргоновой сварки
- Горелку с электродом, выступающим на 2-5 мм, следует поднести к месту начала шва по возможности близко к деталям, но не касаясь их. Наилучший зазор, при котором получается аккуратный и надежный шов — примерно два миллиметра.
- Присадочную проволоку следует удерживать перед горелкой, и вместе плавно вести их по линии шва. Очень важно вводить проволоку в рабочую область осторожно и плавно, во избежание образования брызг металла.
- Розжиг дуги выполняется без соприкосновения электрода и заготовок. Для этого в схему добавляют осциллятор, генерирующий мощные импульсы напряжением от 2 до 6 киловольт и частотой до 500 килогерц. Эти импульсы и осуществляют электрический пробой газовой прослойки между электродом и массой.
Для получения надежного шва, требуется правильно выбрать режимы аргонной сварки. Ключевыми параметрами являются:
- Переменный или постоянный ток.
- Полярность сварочного напряжения.
- Значение рабочего тока.
- Темп подачи аргона.
Так, для соединения легких металлов, таких, например, как магний или алюминий, используют переменный ток. Многократная перемена полярности разрушает пленку из окислов, постоянно покрывающей их поверхность.
Выбор режима для аргонодуговой сварки
Роль осциллятора не исчерпывается начальным розжигом дуги. При работе переменным током, во избежание затухания электродуги в момент смены полярности, он продолжает посылать в сварочную цепь высокочастотные импульсы.
Величину рабочего тока определяют, исходя из нескольких параметров:
- Свариваемый металл или пара металлов.
- Толщина и габариты деталей.
- Толщина электрода.
Для облегчения этого выбора существуют специальные справочные таблицы в профессиональной литературе и в руководстве пользователя сварочного аппарата.
Темп подачи аргона устанавливается на основании следующих факторов:
- Скорость сварки и подачи присадочной проволоки.
- Скорость перемещения воздушных масс в рабочей зоне.
Расход газа при постоянном и переменном токе
При наличии сквозняков или сварке на открытом воздухе необходимо будет скомпенсировать сносимый аргон увеличением подачи. В случае сильных порывов ветра для подачи аргона применяют специальные форсунки с ячеистыми сетками.
Кроме того, при работе на открытом воздухе или в случаях, когда не удается полностью очистить поверхность заготовок от загрязнений, в рабочую смесь включают небольшую долю кислорода (до 5 %), чтобы выжечь примеси или обратить их в шлак. Этот примем неприменим при работе с медью, поскольку в результате цепи химических реакций шов выходит пористым и непрочным.
Преимущества и недостатки
К очевидным преимуществам метода относят:
- Высококачественный и прочный шов
- Малая степень нагрева заготовок позволяет сваривать без деформаций конструкции сложной формы.
- Возможность сваривать химически активные в нагретом состоянии материалы, которые бывает затруднительно или невозможно соединить другими способами.
- Повышение скорости работы благодаря высокой температуре дуги.
Кроме перечисленных достоинств, у метода есть и недостатки:
- Сложность аппаратного комплекса и его настройки
- Высокие требования к квалификации и навыкам сварщика
Недостатками данной технологии являются:
- использование сложного сварочного оборудования;
- необходимость в специальных знаниях и достаточном опыте выполнения подобных работ.
Аргонодуговая сварка дает возможность делать прочные и долговечные швы, отличающиеся высокой равномерностью проплавки свариваемых заготовок. Она позволяет сваривать как тонкостенные, так и толстостенные конструкции из цветных металлов в разных их комбинациях.
Использование сварки аргоном позволяет получать качественные и надежные сварные соединения, характеризующиеся равномерной проплавкой соединяемых деталей. Применяя аргонодуговую сварку плавящимся электродом, можно сваривать детали из цветных металлов небольшой толщины даже без применения присадочной проволоки.
Виды сварочного оборудования
Для сварки аргоном применяется несколько типов оборудования:
- Ручной процесс — сварщик держит горелку и присадочный материал.
- Полуавтоматический процесс — присадочный материал и газ подаются автоматически в горелку, которую мастер ведет вдоль шва вручную.
- Полностью механизированный процесс – в рабочей области человек отсутствует, подача присадочного материала и ведение горелки осуществляется оператором дистанционно.
- Роботизированный процесс — оператор только вводит программу, а система ЧПУ исполняет ее.
Большое преимущество метода — возможность соединять материалы, сварка которых другими методами затруднительна.
Это могут быть и разнородные металлы на производстве, и стык труб в домашней системе отопления.
Принцип работы сварочного оборудования
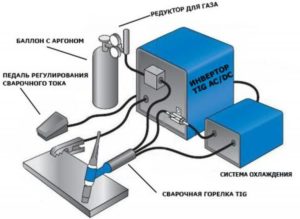
Аппаратный комплекс для сварки в среде аргона включает в себя:
- Сварочный аппарат — инвертор или полуавтомат, развивающий рабочее напряжение в 60-70 В. Возможно использование сварочного трансформатора или выпрямителя.
- Осциллятор — генератор импульсов напряжением 2-6 киловольт и частотой от 150 до 500 килогерц. Служит для розжига электиродуги и ее поддержания при работе переменным током.
- Устройство для подачи газа в рабочую область, включающее в себя баллон, редуктор и шланг, присоединяемый к горелке.
- Керамическая горелка.
- Неплавкий электрод и присадочный материал.
Процесс аргонодуговой сварки
Перед началом сварки проводится настройка параметров работы и зачистка деталей. В правую руку сварщик берет горелку, в левую — присадочную проволоку, не входящую в состав электрической цепи. За 15-20 сек до начала работы нужно подать газ к началу шва с помощью вентиля или кнопки подачи аргона.
Электрод подводят на расстояние около двух миллиметров к заготовкам, не касаясь металла. На электрод подается напряжение. Это удобно делать ножным коммутатором. Осциллятор выдает серию импульсов и осуществляет пробой газового промежутка, разжигая дугу.
Вольфрамовые электроды для сварки аргоном
Мастер плавно, без рывков и касаний электрода вводит проволоку в рабочую область, проволока плавится и заполняет пространство между соединяемыми заготовками, формируя материал шва. Одновременно нужно вести горелку по траектории шва и подавать присадочный материал. Ручная сварка требует отменной координации движений и хорошего глазомера.
Марки аргона используемые при сварке
Государственный Стандарт 10157-79 определяет три марки аргона для использования при сварке:
- А — содержит 99.99% аргона, служит для работы с химически активными и редкими металлами, такими, как титан или цирконий, и для окончательной сварки особо важных конструкций.
- Б — содержит 99.96% аргона, используется для работы с алюминиевыми и магниевыми сплавами и другими материалами, подверженными воздействиям растворимых в металле газов.
- В — содержит 99.90% аргона, применяется для работы по нержавейке, легированным высокопрочным и жаростойким сталям, а также по алюминию в чистом виде.
Технические характеристики аргона для сварки
Весь аргон, выпускаемый промышленностью, сертифицируется по одной из трех марок.
Самостоятельное выполнение сварочных работ
Самостоятельно собрать аппаратный комплекс для ручной аргонодуговой сварки вполне реально для домашнего мастера, обладающего достаточными знаниями и навыками в области электротехники, сварочных и слесарных работ.
Для этого потребуется:
- Трансформатор с амперметром для контроля рабочего тока.
- Коммутатор, или контактор, подающий напряжение на электрод.
- Осциллятор с индуктивно – емкостным фильтром и реле для его включения.
- Регулятор подачи аргона.
- Горелка для аргона.
- Баллон, редуктор и газовый шланг.
- Электроды из вольфрама различного диаметра.
- Источник питания коммутирующих приборов напряжением 24 в.
- Газовый клапан с электроприводом.
- Реле включения осциллятор.
- Балласт для уменьшения постоянной составляющей тока, подключаемый в разрыв сварочной цепи. Вместо специального устройства подойдет старый автомобильный аккумулятор на 50-80 ампер-часов.
- Средства индивидуальной защиты сварщика: маска, краги, брезентовая спецодежда с негорючей пропиткой.
Все эти элементы комплекса можно приобрести сравнительно недорого. Однако если нет уверенности в своих способностях электротехника и газовщика, или время дорого-на рынке такой аппаратный комплекс TIG предлагается по цене от 20 тыс. руб.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Преимущества и особенности сварки аргоном
Вам наверняка знакома проблема качественной сварки особых типов металла, например, алюминия, меди или цветных металлов. При стандартной электросварке с помощью электродов у вас не получится сварить надежный шов, это связано с особенностями металла и его свойствами. В таких случаях опытные мастера ищут другой способ сварки, и их выручает сварка в среде аргона.
Что такое аргонная сварка и каков принцип работы? Какие плюсы или минусы есть у такого метода сварки и как правильно сварить металл аргоном? В этой статье мы ответим на все интересующие вас вопросы.
Общая информация
Аргонно-дуговая сварка — что это такое? Как работает аргонная сварка? Это, по сути, такая же сварка, как и все остальные, отличие заключается лишь в том, что процесс производит в аргоновой среде. Аргоновая среда — это газовый поток, который направляется в сварочную зону во время сварки.
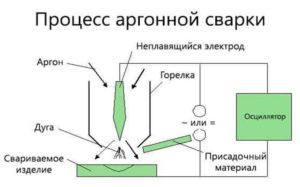
Ниже вы можете видеть схему сварки с применением аргона. Аргон, как и любой другой газ, выполняет при сварке защитную функцию: препятствует окислению металла, улучшает качество шва и ускоряет работу.
Аргон для сварки, направляемый в сварочную зону, образует своеобразные «Купол», не позволяя кислороду негативно влиять на качество шва.
Можно варить аргоновой сваркой различные особые металлы, например, титан. В работе можно использовать плавящиеся и неплавящиеся электроды, проволоку из вольфрама. Вольфрамовая проволока зачастую используется при сварке разнородных металлов. Сварка осуществляется как в ручном, так и в автоматическом режиме.
Ручная сварка в аргоне (РАД сварка) — это самый распространенный и недорогой вид аргоновой сварки. Если выбрана РАД сварка, то желательно использовать неплавящийся электрод.
Есть автоматическая сварка аргоном с применением плавящего и неплавящегося электрода (маркировка ААДП и ААД, соответственно). Мы не будем утверждать, что ручная сварка лучше автоматической или наоборот.
В конечном итоге, каждый сварщик сам для себя решает, какой метод для него предпочтительнее при выполнении тех или иных работ.
Оборудование
Для аргонной сварки используется несколько типов сварочного оборудования. Это может быть ручной способ, когда мастер своими руками держит горелку и подает проволоку в сварочную зону или усовершенствованный ручной способ, когда проволока подается с помощью специального прибора.
Также есть оборудование, с помощью которого осуществляется автоматическая сварка аргонодуговая.
Горелка и проволока подаются в сварочную зону в автоматическом режиме, порой сварщику даже не нужно следить за этим процессом, его может заменить специальный оператор.
На дорогих производствах может использоваться роботизированное оборудование, не требующее присутствия человека. В аппарат заранее загружают программу, по которой робот выполняет сварку.Теперь перейдем к делу. Мы расскажем вам, как варить аргоновой сваркой, чтобы работа получилась качественной и долговечной.
Как варить в аргоне
Что нужно для правильной сварки? Конечно, немного теории и много практики. Теорию мы вам расскажем, а вот практику придется выполнять самостоятельно. Чем больше вы будете практиковаться, тем быстрее сможете приступить к выполнению серьезной работы. А пока давайте узнаем, какова технология аргонодуговой сварки и что нужно учесть, чтобы не наделать ошибок.
Прежде всего, нужно тщательно очистить и обезжирить стыки свариваемых деталей. Даже если визуально нет никаких загрязнений или коррозии, нужно все равно очистить поверхность металла. Во время работы старайтесь сокращать длину сварочной дуги. Дело в том, что длинная дуга формирует широкий неглубокий шов. Качество такого соединения оставляет желать лучшего.
Поэтому при работе с неплавящимся электродом постарайтесь сделать дугу как можно короче, приближая стержень к поверхности металла. Но этого может быть недостаточно для того, чтобы шов получился узким и глубоким.
Двигайте электрод продольно, не отклоняясь в сторону и не выполняя поперечные движения.
Именно по этой причине у сварщика должна быть «твердая рука» при сварке аргоном, иначе малейшее отклонение может привести к ухудшению качества сварного соединения.
Присадочную проволоку и электрод следует располагать только в сварочной зоне. Если вы будете постоянно отводить стержень или проволоку в сторону, то нарушите защитные свойства аргона и в сварочную ванну проникнет кислород. Проволоку стоит подавать плавно и равномерно, избегая резкой подачи. В противном случае металл будет сильно разбрызгиваться и ухудшит качество сварки.
Многим мастерам (особенно начинающим) по началу трудно понять, с какой скоростью подавать проволоку. Увы, не существует какой-то единой нормы, которая решит эту проблему.
Все познается с опытом, так что экспериментируйте. Проволока для присадки должна подаваться под углом и перед стержнем. Эти требования обязательны.Их несоблюдение приводит к формированию неровного шва и усложняет сварочный процесс.
Также не рекомендуется резко начинать или заканчивать процесс сварки, поскольку в сварочную зону гарантировано попадет ненужный кислород. Мы рекомендуем на протяжении 20 секунд подавать в сварочную зону газ для аргоновой сварки и только затем приступать к работе.
Если вы планируете окончить сварку, то сначала уберите проволоку, затем выключите горелку. Этот процесс должен занимать около 10 секунд. Также при окончании сварки снизьте силу тока.
Если вы этого не сделаете, а просто уберете проволоку и горелку, то кислород попадет в сварочную зону.
Как видите, сварка аргоном требует большого терпения и хотя бы минимального опыта. Вы можете оценить свою работу, пользуясь показателем проплавленности. Осмотрите шов, который вы сделали: он не должен иметь округлую выпуклую форму.
Если шов выглядит так, то это значит, что он не проплавлен. Таким незамысловатым способом можно проверить качество шва и оценить его прочностные характеристики.
Конечно, такой метод не заменить полноценный контроль качества с помощью приборов, но вы уже на начальном этапе сможете увидеть недостатки своей работы.
Настройка режима сварки
Теперь, когда мы разобрались, как работает аргонная сварка, подробнее остановимся на выборе режима. От этого также сильно зависит качество сварного соединения. Чтобы правильно подобрать режим, нужно много практиковаться и внимательно изучать теорию. Мы собрали несколько советов по правильному выбору режима сварки и надеемся, что они помогут ускорить ваше обучение.
Итак, режим сварки — это, по сути, выбор полярности и направления тока. Выбор режима сварки зависит от индивидуальных характеристик металла (или металлов), который нужно сварить. Если нужно сварить стальные металлоконструкции, то установите прямую полярность и постоянный ток. Если нужно сварить алюминий и его сплавы — постоянный ток и обратную полярность.
Также важно правильно настроить силу тока. Этот параметр настраивается исходя из толщины металла, диаметра электрода и установленной вами полярности. Все эти параметры взаимосвязаны.
Многие мастера узнают практическим путем, какое значение силы тока нужно установить для выполнения конкретных задач.Но мы рекомендуем для начала воспользоваться специальными таблицами, одну из которых вы можете видеть ниже.
Ранее мы говорили, что качественный шов получается в случае, если дуга короткая. То же самое касается и напряжения дуги. Кстати, не забывайте о расходе газа в аргоновой среде.
Если вы работаете на производстве, то вам нужно будет следить за этим показателем. Чтобы сократить расход лучше создавать ламинарное течение газа.
Ламинарное течение — это когда газ движется равномерно, не перемешивается и не пульсирует.
Плюсы и минусы
Плюсы:
- Нет необходимости сильно нагревать стыки, поэтому детали не деформируются под действием высокой температуры.
- Газ аргон для сварки называют инертным, а это значит, что тяжелее воздуха, так что при соблюдении технологии кислород не проникнет в сварочную зону.
- Дуги высокая тепловая мощность, поэтому при должном опыте работа проводится быстро и качественно.
- Несмотря на множество нюансов, процесс сварки не такой сложный, как кажется, и ему можно быстро обучиться.
- Можно сварить металлы, которые при других типах сварки не соединяются.
Минусы:
- Не рекомендуется проводить сварку на открытом воздухе, если на улице сильный ветер. Часть газа улетучивается, из-за чего сварочный шов становится менее качественным. Проводите сварку в закрытом цеху или гараже и с принудительной вентиляцией.
- Новичкам первое время трудно правильно настроить оборудование и вести дугу.
- Если планируется использование высокоамперной сварочной дуги, то нужно заранее продумать, как вы будете охлаждать шов.
Вместо заключения
Что такое аргоновая сварка, как она выполняется и чем
Всем известно о проблемах, возникающих при попытке сварки таких металлов, как медь, алюминий и некоторых других цветных металлов. Стандартная ручная дуговая сварка электродами не даст качественного результата. Связано это, прежде всего с физико-химическими свойствами материалов.
Мастера со стажем прекрасно знают, что альтернативы сварке в защитной среде аргона просто не существует.
Следует поближе познакомиться с технологией, так как начинать приобщаться к сварочному процессу целесообразно с изучения ключевых теоретических вопросов.
Именно выделение положительных и отрицательных качеств даст более полную картину и сыграет определяющее значение при выборе режима сварки.
- Основные сведения
- Оборудование
- Технология
- Достоинства и недостатки
Основные сведения
Прежде чем рассматривать особенности сварки в среде защитного газа, необходимо понять принципы ведения работ. Принципиального отличия аргоновая сварка от сварки MMA не имеет. Зачастую ее даже называют аргонодуговой.
Металл сваривается посредством частичного плавления и перемешивания жидкой субстанции с расплавленной присадкой. Но в данном случае весь этот процесс ведется в газовом колпаке, состоящем из аргона.
Почему в качестве защитного газа выбирают аргон?
- Во-первых, это инертный газ, а это значит, что он не вступает в химические реакции.
- Во-вторых, аргон тяжелее воздуха, поэтому оседает в зоне формирования шва.
Среда аргона получается из потока газа, направленного в зону сварки из горелки. Защитная функция газа заключается в том, что он вытесняет атмосферный кислород из зоны, препятствуя образованию окисла металла. В результате наблюдается улучшение качества шва и увеличение темпа сварки. Если бы не было защитного газа, то образовавшийся кислород привел бы к появлению пор и трещин в зоне шва.
Сфера применения аргонной сварки весьма широка. Можно сваривать изделия из титана, этот металл известен своей неприспособленностью к обработке.
В качестве расходного материала могут быть использованы плавящиеся электроды, а также неплавящиеся электроды, состоящие из вольфрама. Чаще всего с помощью вольфрамовой проволоки ведут работы по сварке разнородных металлов.
Аргоновая сварка может вестись в ручном режиме, полуавтоматическом или автоматическом. Принципиальное отличие режимов заключается в способе подачи присадочной проволоки.
Принято аргонно-дуговую сварку разделять на три вида, в зависимости от типа электродов и способа подачи.- Ручная сварка выполняется вольфрамовым неплавящимся электродом. Данный материал был выбран неслучайно, так как у вольфрама наиболее высокая температура плавления. Такой режим принято обозначать аббревиатурой РАД.
- Автоматическая сварка вольфрамовым электродом обозначается, как ААД.
- Сварка плавящимися электродами известна, как ААДП.
Сейчас речь не идет о преимуществе одного из режимов. Каждый мастер склонен выбирать тот или иной режим, исходя из технических условий или собственных предпочтений. По международной классификации аргонно-дуговую сварку обозначают аббревиатурой TIG (от Tungsten Inert Gas). Даже на сварочном оборудовании ставят эту маркировку, что свидетельствует о работе инвертора с аргоном.
Технология
Однозначно, по одной лишь статье научиться качественно варить аргоном практически невозможно. Тем не менее, начать свои познания следует именно с теоретических основ.
Отработка и приобретение навыков будет осуществляться только на практике. Если есть хороший наставник, то обучение пройдет быстро, но большинство мастеров вынуждены были начинать познавать процесс сварки в одиночку.
Начать можно с того, что познакомиться с наиболее часто совершаемыми ошибками.
На предварительном этапе подготовки следует уделить внимание кромкам свариваемых деталей, их необходимо зачистить и обезжирить. Эта процедура считается обязательной, даже если визуально поверхности готовы к сварке.
В процессе формирования шва необходимо стараться сокращать дугу. Длинная дуга может дать неглубоки и широкий шов. Прочность такого шва невысокая, так как нет полного проплавления металла. Особенно это правило касается работы с вольфрамовым электродом. Укоротить дугу следует, приблизив стержень к зоне сварки.
Однако это не является достаточным условием формирования глубокого шва. Важно соблюдать постоянство направления движения электрода, он должен двигаться продольно. Поперечные колебания не допускаются. Сварщику следует «набить руку». Это означает, что его движения должны быть четкими и выверенными. Малейшее отклонение от заданной траектории приведет к ухудшению шовного соединения.
Еще одно требование связано с локализацией горелки. Ее нельзя выводить из зоны формирования шва. В противном случае вслед за горелкой сместится и аргоновый купол.
Это означает, что в сварочную ванну обязательно попадет кислород и в металле образуются поры или трещины. Подача проволоки должна осуществляться с постоянной скоростью.
Если потребуется изменить скорость, то делать это нужно плавно, без резких толчков. Резкая смена скорости приведет к разбрызгиванию металла.Если заводить речь о скорости, то вопрос окажется наиболее актуальным. Даже обладая всеми теоретическими знаниями, начинающие мастера не могут сориентироваться, с какой скоростью вести подачу проволоки. Парадокс заключается в том, что нет строго установленных норм. Положительного результата можно добиться только после ряда экспериментальных попыток.
Обратите внимание на взаимное расположение проволоки и стержня. Присадка должна располагаться впереди неплавящегося электрода, причем под некоторым углом. Только так будет обеспечен ровный шов, а сварочный процесс будет оптимальным.
Начало и конец сварки должны организовываться так, чтобы в зону не попадал атмосферный кислород. В хороших инверторах сначала начинает поступать газ, а затем формируется дуга. В конце процесса после исчезновения дуги газ продолжает некоторое время поступать.
Но при отсутствии такой функции рекомендуется сначала подавать газ в зону будущей сварки на протяжении 20 секунд и только после этого следует зажигать дугу. Окончание сварки вручную проводится в следующей последовательности: убирается проволока, выключается горелка.
Общее время на завершение процесса составляет 10 секунд. Также рекомендуется постепенно понижать силу сварного тока. Если резко убрать проволоку и горелку, то есть риск попадания в зону кислорода.
Даже приведенные правила, несмотря на неполный их перечень, говорят о том, что для качественной арноговой сварки нужен определенный опыт.
Качество шва проверяется специальным прибором, однако не у каждого сварщика в арсенале найдется подобное устройство. Чаще всего приходится оценивать проплавленность визуально.
Если шов получился округлым и выпуклым, то это свидетельствует о его низком качестве.
Особое внимание следует уделить выбору режима сварки. Правильный режим, включающий в себя установленные параметры, является залогом качественной работы. Еще раз напомним, что все тонкости познаются только на личном опыте, но некоторые практические советы позволят быстро научиться настраивать оборудование.Важнейшими параметрами считаются тип тока и полярность. Их конкретные значения зависят от свойств свариваемого металла. Для стальных деталей предусмотрена прямая полярность при постоянном токе.
Сплавы алюминия свариваются при обратной полярности. Сила тока выбирается, исходя из толщины заготовки. Также на выбранное значение оказывает влияние толщина электрода. Все условия приходится учитывать одновременно.
Для начинающих мастеров созданы специальные таблицы.
- Толщина металла — 0,3 – 0,7 мм, диаметр электрода – 1,6 мм, сила тока – 40 А.
- Толщина металла – 0,8 – 1,2 мм, диаметр электрода – 1,6 мм, сила тока – 80 А.
- Толщина металла – 1,5 – 2 мм, диаметр электрода – 2 мм, сила тока – 120 А.
- Толщина металла – 2,5 – 3,5 мм, диаметр электрода – 3 мм, сила тока – 200 А.
На производстве есть возможность следить еще за одним параметром. он связан с расходом газа. Для получения наиболее качественного результата следует добиться ламинарного течения газа, то есть, его равномерного движения без перемешивания и пульсации.
Достоинства и недостатки
Газовая сварка аргоном не является панацеей. Она, как и любой другой процесс, обладает определенными достоинствами и недостатками. Вопрос стоит в том, что в некоторых случаях недостатки можно свести к минимуму или вовсе их игнорировать.
К достоинствам можно отнести отсутствие чрезмерно высокой температуры в сварочной ванне. В результате этого детали не деформируются. Применение аргона дает ряд преимуществ.
- Во-первых, газ инертный, поэтому химические реакции полностью исключены.
- Во-вторых, аргон тяжелее воздуха, он опускается вниз, вытесняя атмосферный кислород.
Примечательно то, что при относительно невысокой температуре дуга обладает достаточной тепловой мощностью, поэтому сварка аргоном не только характерна качеством, но и низкими временными затратами.
Было отмечено, что сварщик должен обладать определенными навыками. Тем не менее, эти навыки не так сложно получить. Практически каждый желающий может освоить данный процесс.
Наконец, явным преимуществом TIG сварки является то, что есть возможность соединить металлы, которые другими способами просто не сварить.
К недостаткам можно отнести тот факт, что на улице при сильном ветре сварку качественно не провести. Ветер будет выдувать аргоновый колпак, и в зону шва попадет кислород. Также следует отметить наличие отрицательного результата у новичков. Все ошибки приходится преодолевать самостоятельно. Может потребоваться несколько попыток, прежде чем мастер научится оптимально выбирать режим сварки.
Сварка аргоном — особенности, техника, принцип работы
Нередко возникает потребность сварить материалы, которые при обычных видах сварки не соединяются, к примеру, алюминий, медь, титан и так далее. Поэтому, чтобы создать прочную неразъемную конструкцию из этих металлов, применяется сварка аргоном. Что такое аргонная сварка, как она работает? На эти и другие вопросы ответы в этой статье.
Особенности аргонной с варки
Процесс – аргонодуговая сварка происходит в среде инертного газа аргона, отсюда и название сварочного процесса. Использование аргона в сварке при соединении двух металлов – это защита от окисления, которая может произойти за счет соприкосновения с кислородом в воздухе. То есть, аргон покрывает зону сварки и не дает кислороду проникнуть в зону сопрягаемых поверхностей.
Сам режим сварки может производиться ручным способом, полуавтоматическим и автоматическим.
Существует классификация режимов, которые зависят именно от вышеописанных способов и вида электрода, участвующего в процессе сварки. Два вида электродов: плавящийся и неплавящийся.
Ко второму виду относится вольфрамовая проволока, с помощью которой можно гарантировать прочное и надежное соединение двух металлов, даже разнородных.Итак, классификация режимов сварки аргонодуговой:
- Ручная сварка аргоном, где используется неплавящийся электрод – его маркировка РАД.
- Аргоновая сварка автоматическая, где применяется неплавящийся элемент – ААД.
- Аргонно дуговая сварка автоматического типа, где используется плавящийся электрод – ААДП.
Техника сварки аргоном
Знание некоторых правил облегчит проведение процесса сварки аргоном и позволит добиться высокого качества сварного шва.
- Чем длиннее сварочная дуга, тем шире шов и меньше его глубина, что снижает качество шовного соединения. Поэтому рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей.
- Чтобы создать узкий и глубокий шов, необходимо придерживаться только продольного движения электрода и горелки. Отклонения в сторону (поперечные движения) уменьшают качество сварочного соединения. Поэтому при сварке аргоном необходима аккуратность и внимание сварщика.
- Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварки, прикрытыми аргоном. Это не даст возможности кислороду и азоту проникнуть внутрь зоны.
- Подача присадочной проволоки должно проводиться плавно и равномерно. Резкая подача – это разбрызгивание металла в большом количестве. Процесс подачи не самый простой, все приходит с опытом.
- Есть такой показатель – проплавленность. В аргонной сварке он определяется самим сварочным швом. Если он имеет округлую и выпуклую форму, то это говорит о низком его качестве. Проплавление поверхности было проведено недостаточно.
- Присадочная проволока подается перед горелкой с неплавящимся электродом. К тому же ее подача производится под углом. Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс.
- Нельзя начинать и заканчивать сварку аргоном резко, потому что это открывает доступ кислорода и азота в зону сваривания. Поэтому рекомендуется сварку начинать после 15-20 секунд, как будет начата подача в стык соединения двух металлов инертного газа. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.
Внимание! Заканчивать сварочный процесс нужно снижением силы тока при помощи реостата, который входит в состав сварочного аппарата. Просто отводить горелку – это значит, открыть доступ в зону сваривания азота и кислорода.
Стыки свариваемых металлических деталей перед началом работ необходимо очистить и обезжирить.
Режимы аргонной сварки
Сварка аргоном пройдет качественно, если правильно выбрать оптимальный режим проведения процесса.
- От свойств свариваемых металлов будет зависеть выбор полярности и направления тока. Так со стальными конструкциями в аргонной сварке используется постоянный ток прямой полярности. Для сваривания алюминия или бериллия применяется постоянный ток обратной полярности.
- Сила свариваемого тока выбирается на основе трех составляющих: диаметра используемого электрода, типа металла свариваемых деталей и их толщины, полярности. Взаимосвязь всех параметров определяется табличными значениями. Некоторые мастера выбор делают с учетом собственного опыта. Вот одна из таблиц, которая определяет режим работы аргонодуговой сварки титана.
| 0,3-0,7 | 1,6 | 40 |
| 0,8-1,2 | 1,6 | 60-80 |
| 1,5-2,0 | 2 | 80-120 |
| 2,5-3,5 | 3 | 150-200 |
- Как уже было сказано выше, чем короче сварочная дуга, тем качественнее получается шов. Та же самая зависимость напряжения дуги и ее длины.
- Расход инертного газа зависит от показателя силы и равномерности его потока, выходящего из горелки. Специалисты рекомендуют создавать поток ламинарного типа. То есть, газ подается без пульсаций.
Правильно подобрать определенный режим – дело непростое. Поэтому еще в процессе обучения нужно изучать теорию и овладевать практическими навыками.
Аргоновая сварка: принцип работы, что нужно, что можно варить аргонно-дуговой сваркой
Принцип работы аргоновой сварки сочетает особенности соединения металлов при помощи электро- и газосварочного оборудования. В процессе задействован инертный газ, представленный аргоном. Технология позволяет работать с алюминием, медью, чугуном, другими металлами, а также с нержавейкой.
Принцип работы
Метод подразумевает создание высокой температуры с помощью электрической дуги. Одновременно, сварочная область принудительно заполняется аргоном, который вытесняет кислород, изолирует ее от внешней среды, служит защитой от коррозии.
При использовании неплавящегося электрода поджиг дуги производится без его контакта с изделием. Высокий потенциал ионизации инертного газа препятствует ионизации дугового промежутка за счет искры в промежутке электрод – изделие. В случае с плавящимся электродом, дуга зажигается искрой благодаря низкому, по сравнению с инертным газом, ионному потенциалу, паров железа.
Прикасаясь к свариваемому металлу, вольфрамовый электрод загрязняется и оплавляется. Проблема поджига решается введением в схему питания осциллятора.
Возбуждение дугового промежутка обеспечивается импульсами с большим напряжением. При работе с переменным током, ионизировав дугу, осциллятор преобразуется в стабилизатор.
Его кратковременные импульсы препятствуют деионизации дугового промежутка, когда меняется полярность.
При аргонодуговой сварке объектов толщиной свыше 3 мм, а также для усиления шва используются присадочные прутки (проволока), которые по материалу соответствую изделию.
Классификация видов
Технологически аргонодуговая сварка разнится типами электродов, по питанию – постоянным или переменным напряжением. По уровню механизации она подразделяется на:
- ручную. Сварщик направляет горелку и подает проволоку вручную;
- механизированную. Горелка перемещается сварщиком, а сварочная проволока подается специальным механизмом;
- автоматизированную. За перемещение горелки и подачу проволоки отвечает механическое устройство, контролируемое оператором;
- роботизированную. Оборудование, работающее согласно заложенной программе, не нуждается в присутствии человека.
Первые два вида, помимо промышленности, применяются в быту. Автоматизированные системы используются на крупных предприятиях.
Что можно варить
Аргоновая сварка применяется при работах с цветными металлами, сплавами, легированной сталью. Контроль глубины плавления делает ее эффективной для тонкостенных изделий, когда к поверхности объекта возможен только односторонний доступ. Метод широко распространим в автомобильной, авиационной отраслях. Он востребован областями, где необходимы качественные сварочные швы.
Оборудование и оснащение
Сварочные работы с использованием аргона производится с помощью универсального, специального оборудования. Промышленностью налажен серийный выпуск универсальных аппаратов различной мощности и назначения. Производственный вариант аргонно-дуговой сварки подразумевает организацию «сварочного поста», в комплектацию которого входят:
- источник постоянного/переменного тока;
- горелки для работы с разными электродами;
- устройство запуска, которое поджигает дугу при постоянном токе или стабилизирует при переменном (осциллятор);
- аппаратура контроля сварочного цикла;
- устройство, позволяющее компенсировать и регулировать постоянную токовую составляющую;
- газовая станция (баллон с аргоном, оснащенный датчиком давления);
- вентиляция.
В современном варианте большинство из этих устройств (кроме горелок) объединены в одном аппарате, называемом инвертором. Благодаря доступности, приспособление популярно в быту.
Техника сварки
Перед тем, как варить аргоновой сваркой, необходимо обзавестись инвертором или специальным сварочным трансформатором, баллоном с аргоном, горелкой, присадочными материалами. Процесс подчиняется следующим правилам:
- Область тщательно очищается от загрязнений и обезжиривается.
- Газ подается за 20 секунд до начала сварочных работ, а перекрывается спустя 10 секунд после завершения процесса.
- Минимальная дуга – залог качественной сварки и аккуратного шва. Чем дальше горелка находится от свариваемой поверхности, тем шире область нагрева и глубже проплав поверхности свариваемого изделия.
- Для получения эстетичности шва, движения производятся вдоль его оси без отступлений.
- Присадочный пруток (проволока) подается перед горелкой с исключением поперечных движений. Благодаря этому достигается узкость шва.
- Электрод и присадка не должны покидать защитную газовую зону.
- Плавные движения исключают искры и разбрызгивание металла.
- Процесс завершается заливкой кратера, что производится при пониженном токе. Резкий отвод горелки и обрыв дуги отрицательно влияют на защиту шва.
Научиться пользоваться аргоновой сваркой несложно. Однако, чтобы получить идеальные соединения и швы нужно запастись терпением.
Режимы
Для выбора оптимального режима аргонно-дуговой сварки аргонщику приходится оперировать множеством параметров. При настройке сварочного оборудования учитываются:
- Род тока – постоянный (переменный используется при сварочных работах с алюминием, бериллием, магнием, их сплавами).
- Полярность тока – прямая.
- Сила тока – выбирается с учетом свариваемого материала и диаметра электрода.
- Напряжение дуги – влияет на длину дуги, ширину шва, глубину проплавления.
- Скорость процесса – подбирается индивидуально.
- Расход аргона – зависит от объема и длительности работ.
- Расстояние между кончиком электрода и присадкой – сварка встык: 3–5 мм, угловые, тавровые соединения: 5–8 мм.
При сварочных работах аргонно-дуговым методам не стоит забывать о средствах защиты, представленных маской и перчатками. Хотя метод не сопровождается чрезмерным выделением дыма, его лучше проводить в хорошо проветриваемом помещении.