Что нужно для аргонной сварки
Что варят аргоновой сваркой
Нередко возникает потребность сварить материалы, которые при обычных видах сварки не соединяются, к примеру, алюминий, медь, титан и так далее. Поэтому, чтобы создать прочную неразъемную конструкцию из этих металлов, применяется сварка аргоном. Что такое аргонная сварка, как она работает? На эти и другие вопросы ответы в этой статье.
Особенности аргонной с варки
Процесс – аргонодуговая сварка происходит в среде инертного газа аргона, отсюда и название сварочного процесса. Использование аргона в сварке при соединении двух металлов – это защита от окисления, которая может произойти за счет соприкосновения с кислородом в воздухе. То есть, аргон покрывает зону сварки и не дает кислороду проникнуть в зону сопрягаемых поверхностей.
Сам режим сварки может производиться ручным способом, полуавтоматическим и автоматическим.
Существует классификация режимов, которые зависят именно от вышеописанных способов и вида электрода, участвующего в процессе сварки. Два вида электродов: плавящийся и неплавящийся.
Ко второму виду относится вольфрамовая проволока, с помощью которой можно гарантировать прочное и надежное соединение двух металлов, даже разнородных.Итак, классификация режимов сварки аргонодуговой:
- Ручная сварка аргоном, где используется неплавящийся электрод – его маркировка РАД.
- Аргоновая сварка автоматическая, где применяется неплавящийся элемент – ААД.
- Аргонно дуговая сварка автоматического типа, где используется плавящийся электрод – ААДП.
Техника сварки аргоном
Знание некоторых правил облегчит проведение процесса сварки аргоном и позволит добиться высокого качества сварного шва.
- Чем длиннее сварочная дуга, тем шире шов и меньше его глубина, что снижает качество шовного соединения. Поэтому рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей.
- Чтобы создать узкий и глубокий шов, необходимо придерживаться только продольного движения электрода и горелки. Отклонения в сторону (поперечные движения) уменьшают качество сварочного соединения. Поэтому при сварке аргоном необходима аккуратность и внимание сварщика.
- Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварки, прикрытыми аргоном. Это не даст возможности кислороду и азоту проникнуть внутрь зоны.
- Подача присадочной проволоки должно проводиться плавно и равномерно. Резкая подача – это разбрызгивание металла в большом количестве. Процесс подачи не самый простой, все приходит с опытом.
- Есть такой показатель – проплавленность. В аргонной сварке он определяется самим сварочным швом. Если он имеет округлую и выпуклую форму, то это говорит о низком его качестве. Проплавление поверхности было проведено недостаточно.
- Присадочная проволока подается перед горелкой с неплавящимся электродом. К тому же ее подача производится под углом. Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс.
- Нельзя начинать и заканчивать сварку аргоном резко, потому что это открывает доступ кислорода и азота в зону сваривания. Поэтому рекомендуется сварку начинать после 15-20 секунд, как будет начата подача в стык соединения двух металлов инертного газа. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.
Внимание! Заканчивать сварочный процесс нужно снижением силы тока при помощи реостата, который входит в состав сварочного аппарата. Просто отводить горелку – это значит, открыть доступ в зону сваривания азота и кислорода.
Стыки свариваемых металлических деталей перед началом работ необходимо очистить и обезжирить.
Режимы аргонной сварки
Сварка аргоном пройдет качественно, если правильно выбрать оптимальный режим проведения процесса.
- От свойств свариваемых металлов будет зависеть выбор полярности и направления тока. Так со стальными конструкциями в аргонной сварке используется постоянный ток прямой полярности. Для сваривания алюминия или бериллия применяется постоянный ток обратной полярности.
- Сила свариваемого тока выбирается на основе трех составляющих: диаметра используемого электрода, типа металла свариваемых деталей и их толщины, полярности. Взаимосвязь всех параметров определяется табличными значениями. Некоторые мастера выбор делают с учетом собственного опыта. Вот одна из таблиц, которая определяет режим работы аргонодуговой сварки титана.
Преимущества и особенности сварки аргоном
Вам наверняка знакома проблема качественной сварки особых типов металла, например, алюминия, меди или цветных металлов. При стандартной электросварке с помощью электродов у вас не получится сварить надежный шов, это связано с особенностями металла и его свойствами. В таких случаях опытные мастера ищут другой способ сварки, и их выручает сварка в среде аргона.
Что такое аргонная сварка и каков принцип работы? Какие плюсы или минусы есть у такого метода сварки и как правильно сварить металл аргоном? В этой статье мы ответим на все интересующие вас вопросы.
Общая информация
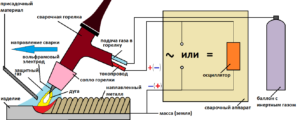
Аргонно-дуговая сварка — что это такое? Как работает аргонная сварка? Это, по сути, такая же сварка, как и все остальные, отличие заключается лишь в том, что процесс производит в аргоновой среде. Аргоновая среда — это газовый поток, который направляется в сварочную зону во время сварки.
Ниже вы можете видеть схему сварки с применением аргона. Аргон, как и любой другой газ, выполняет при сварке защитную функцию: препятствует окислению металла, улучшает качество шва и ускоряет работу.
Аргон для сварки, направляемый в сварочную зону, образует своеобразные «Купол», не позволяя кислороду негативно влиять на качество шва.
Можно варить аргоновой сваркой различные особые металлы, например, титан. В работе можно использовать плавящиеся и неплавящиеся электроды, проволоку из вольфрама. Вольфрамовая проволока зачастую используется при сварке разнородных металлов. Сварка осуществляется как в ручном, так и в автоматическом режиме.
Ручная сварка в аргоне (РАД сварка) — это самый распространенный и недорогой вид аргоновой сварки. Если выбрана РАД сварка, то желательно использовать неплавящийся электрод.
Есть автоматическая сварка аргоном с применением плавящего и неплавящегося электрода (маркировка ААДП и ААД, соответственно). Мы не будем утверждать, что ручная сварка лучше автоматической или наоборот.
В конечном итоге, каждый сварщик сам для себя решает, какой метод для него предпочтительнее при выполнении тех или иных работ.
Оборудование
Для аргонной сварки используется несколько типов сварочного оборудования. Это может быть ручной способ, когда мастер своими руками держит горелку и подает проволоку в сварочную зону или усовершенствованный ручной способ, когда проволока подается с помощью специального прибора.
Также есть оборудование, с помощью которого осуществляется автоматическая сварка аргонодуговая.
Горелка и проволока подаются в сварочную зону в автоматическом режиме, порой сварщику даже не нужно следить за этим процессом, его может заменить специальный оператор.
На дорогих производствах может использоваться роботизированное оборудование, не требующее присутствия человека. В аппарат заранее загружают программу, по которой робот выполняет сварку.Теперь перейдем к делу. Мы расскажем вам, как варить аргоновой сваркой, чтобы работа получилась качественной и долговечной.
Как варить в аргоне
Что нужно для правильной сварки? Конечно, немного теории и много практики. Теорию мы вам расскажем, а вот практику придется выполнять самостоятельно. Чем больше вы будете практиковаться, тем быстрее сможете приступить к выполнению серьезной работы. А пока давайте узнаем, какова технология аргонодуговой сварки и что нужно учесть, чтобы не наделать ошибок.
Прежде всего, нужно тщательно очистить и обезжирить стыки свариваемых деталей. Даже если визуально нет никаких загрязнений или коррозии, нужно все равно очистить поверхность металла. Во время работы старайтесь сокращать длину сварочной дуги. Дело в том, что длинная дуга формирует широкий неглубокий шов. Качество такого соединения оставляет желать лучшего.
Поэтому при работе с неплавящимся электродом постарайтесь сделать дугу как можно короче, приближая стержень к поверхности металла. Но этого может быть недостаточно для того, чтобы шов получился узким и глубоким.
Двигайте электрод продольно, не отклоняясь в сторону и не выполняя поперечные движения.
Именно по этой причине у сварщика должна быть «твердая рука» при сварке аргоном, иначе малейшее отклонение может привести к ухудшению качества сварного соединения.
Присадочную проволоку и электрод следует располагать только в сварочной зоне. Если вы будете постоянно отводить стержень или проволоку в сторону, то нарушите защитные свойства аргона и в сварочную ванну проникнет кислород. Проволоку стоит подавать плавно и равномерно, избегая резкой подачи. В противном случае металл будет сильно разбрызгиваться и ухудшит качество сварки.
Многим мастерам (особенно начинающим) по началу трудно понять, с какой скоростью подавать проволоку. Увы, не существует какой-то единой нормы, которая решит эту проблему.
Все познается с опытом, так что экспериментируйте. Проволока для присадки должна подаваться под углом и перед стержнем. Эти требования обязательны.
Их несоблюдение приводит к формированию неровного шва и усложняет сварочный процесс.
Также не рекомендуется резко начинать или заканчивать процесс сварки, поскольку в сварочную зону гарантировано попадет ненужный кислород. Мы рекомендуем на протяжении 20 секунд подавать в сварочную зону газ для аргоновой сварки и только затем приступать к работе.Если вы планируете окончить сварку, то сначала уберите проволоку, затем выключите горелку. Этот процесс должен занимать около 10 секунд. Также при окончании сварки снизьте силу тока.
Если вы этого не сделаете, а просто уберете проволоку и горелку, то кислород попадет в сварочную зону.
Как видите, сварка аргоном требует большого терпения и хотя бы минимального опыта. Вы можете оценить свою работу, пользуясь показателем проплавленности. Осмотрите шов, который вы сделали: он не должен иметь округлую выпуклую форму.
Если шов выглядит так, то это значит, что он не проплавлен. Таким незамысловатым способом можно проверить качество шва и оценить его прочностные характеристики.
Конечно, такой метод не заменить полноценный контроль качества с помощью приборов, но вы уже на начальном этапе сможете увидеть недостатки своей работы.
Настройка режима сварки
Теперь, когда мы разобрались, как работает аргонная сварка, подробнее остановимся на выборе режима. От этого также сильно зависит качество сварного соединения. Чтобы правильно подобрать режим, нужно много практиковаться и внимательно изучать теорию. Мы собрали несколько советов по правильному выбору режима сварки и надеемся, что они помогут ускорить ваше обучение.
Итак, режим сварки — это, по сути, выбор полярности и направления тока. Выбор режима сварки зависит от индивидуальных характеристик металла (или металлов), который нужно сварить. Если нужно сварить стальные металлоконструкции, то установите прямую полярность и постоянный ток. Если нужно сварить алюминий и его сплавы — постоянный ток и обратную полярность.
Читать еще: Станки для абразивной обработки
Также важно правильно настроить силу тока. Этот параметр настраивается исходя из толщины металла, диаметра электрода и установленной вами полярности.
Все эти параметры взаимосвязаны. Многие мастера узнают практическим путем, какое значение силы тока нужно установить для выполнения конкретных задач.
Но мы рекомендуем для начала воспользоваться специальными таблицами, одну из которых вы можете видеть ниже.Ранее мы говорили, что качественный шов получается в случае, если дуга короткая. То же самое касается и напряжения дуги. Кстати, не забывайте о расходе газа в аргоновой среде.
Если вы работаете на производстве, то вам нужно будет следить за этим показателем. Чтобы сократить расход лучше создавать ламинарное течение газа.
Ламинарное течение — это когда газ движется равномерно, не перемешивается и не пульсирует.
Плюсы и минусы
- Нет необходимости сильно нагревать стыки, поэтому детали не деформируются под действием высокой температуры.
- Газ аргон для сварки называют инертным, а это значит, что тяжелее воздуха, так что при соблюдении технологии кислород не проникнет в сварочную зону.
- Дуги высокая тепловая мощность, поэтому при должном опыте работа проводится быстро и качественно.
- Несмотря на множество нюансов, процесс сварки не такой сложный, как кажется, и ему можно быстро обучиться.
- Можно сварить металлы, которые при других типах сварки не соединяются.
- Не рекомендуется проводить сварку на открытом воздухе, если на улице сильный ветер. Часть газа улетучивается, из-за чего сварочный шов становится менее качественным. Проводите сварку в закрытом цеху или гараже и с принудительной вентиляцией.
- Новичкам первое время трудно правильно настроить оборудование и вести дугу.
- Если планируется использование высокоамперной сварочной дуги, то нужно заранее продумать, как вы будете охлаждать шов.
Вместо заключения
Аргонная сварка для начинающих: инструкции, особенности, правила, плюсы и минусы
Аргон-это газ, что часто применяется в сварке. Он полностью бесцветный, у него нет запаха и он защищает металл от плохого влияния атмосферы.
причина по которой его так широко применяют в сварке-это его низкая цена, ведь другие защитные газы иногда имеют менее низкие цены, мастера просто их не покупают, чем снижают качество шва.
Введение
Применение аргона настолько широко, что его используют не только на заводах и производствах, но даже в домашних условиях мастера научились его применять, хоть часто работа с газом бывает небезопасна и нет ничего хорошего, что оно стоит в гаражах у обычных людей, но это не тот вариант аргон полностью безопасен он не взрывается. Этот газ продается только в баллонах из стали.
Они бывают разных размеров, производитель предлагает объёмы от пятнадцати до сорока литров, так что если вам предстоит заварить метр участка раз в год, то вы просто можете пробрести маленький баллон вам его хватит на очень долго.
Ещё один плюс аргона по технике безопасности, он не взрывоопасен и также не выделяет токсинов при работе с ним, а это важно, потому что если речь идет о домашнем использовании, то возле баллона могут быть не квалифицированные люди или даже дети.
Самые часты сферы применения-это в дуговой, лазерной и плазменной сварке. Если это сварка с помощью дуги, то в комплекте к газу должен идти электрод, он может быть с плавящийся и не плавящимся покрытием.
В нашей статье мы сделали выжимку из основных статей на эту тему. Если вам они покажутся интересными, то можете их прочитать в полной версии.
Плюсы и характеристики сварки с помощью аргона
Конечно сварка аргоном имеет свои плюсы и характеристики, не отставая от всех прочих видов и технологий сваривания металлов.
Эта статьи расскажет вам обо всем плохих и хороших сторонах сварки аргоном, также некоторые тонкости работы с таким газом, и даже про то как настроить ваш сварочный аппарат, чтобы шов получился качественным.
Очень полезна к прочтению эта информация, оно даст сориентироваться в принципах аргона и не допускать оплошностей. А это важно для новичков, или людей которые ещё не пробовали работать с таким видом сварки.
Это статья очень базисная, она очень рекомендована к чтению если вы совсем ничего не знаете про варку аргоном.
Она приоткроет вам занавес на те процессы, которые проходят при таком виде варки и почему это происходит в принципе. Это статья должна быть первая в списке прочтения, потому что без нею вас не сориентироваться в других статьях.
Она ещё описывает, разнообразную оснастку к такому виду работ, чтобы ваш результат был удовлетворительным ведь очевидно, что если человек никогда не работал с таким видом варки он и не знает какие для этого нужны расходные материалы.
Как сварить алюминий аргоном
Алюминий –это один из тех металлов, что у каждого есть на языке, даже ребенок знает что алюминий это металл.
Этот металл используют на промышленных предприятиях, из него делают посуду и даже элементы к микроэлектронике, а это очень специализированная ниша.
НО даже такая широкая известность этого металла не обеспечила того, чтобы все знали как с ним обращаться. В большинстве случаев новичок не будет знать с какой стороны подойти к такому металлу, как алюминий.
Причина по которой швы на таком металле часто выходят слабыми и не красивые-это оксидная пленка что покрывает металл.Именно из-за этого работа с одним из самых распространенных металлов так кропотлив и не легка. Подробнее про оксидную пленку мы расскажем вам в другой статье поскольку это очень широкая и болезненная тема.
Ещё статья расскажет вам про поджигание и поддержание стабильности дуги и образование сварочной ванны. Эта стать даст вам все необходимые сведенья о том как варить алюминий с помощью аргона даже в диких условиях.
Особенности сварки черного металла аргоном
Черными металлами классически считается железо и сплавы из него. Такие металлы редко выступают самостоятельно, чаще их берут как сырье, производят например чугун, или используют на переработку для производств стали.
Редко, но иногда возникают ситуации, когда нужно иметь дело с чистым железом.
Это очень непростая задача, но этот газ на много её упрощает. Как и любой метод сварка аргоном имеет преимущества, недостатки. И если вам нужно получить сносный результат, то придётся строго соблюдать технологию.
Про все это рассказывает эта статьи, также в ней будет идти речь про то как выбрать сварочный режим, какие стоит соблюдать правила безопасности, а в частности пожарной. Потому что сварка дело не простое и часто возникают небезопасные ситуации.
Сваривание нержавеющей стали с помощью аргона
Эта статья расскажет вам как сварить нержавейку с помощью, все нюансы и особенности. Те кто занимаются варкой, знают, что нержавеющая стал далеко не простой метал, при работе с которым часто возникает много проблем, нужно разрезать, переваривать, а иногда можно и не разрезать, швы сами по себе трескаются и расходиться, но как с этим бороться ?
Именно поэтому вам стоит прочитать нашу статью где мы расскажем как варить нержавеющую сталь своими руками с помощью аргона.
Важным этапом сварки является подготовка металла, именно от этого зависит качество шва, что у вас получиться в конце, металл нужно хорошо зачистить, проверить на дефекты.
В этой статье рассказывается как наиболее выгодно использовать газа к положению горелки. Тут вы найдете советы, которые мастера отточили в ходе практики, и вам уже не придётся повторять чей-то ошибок.
Просто возьмите и переймете опыт человека который уже знает как будет хорошо а как плохо. Например, как варить аргоном металл так, чтобы он не окислился, или как варить тонкий металл, ведь это филигранная работа, что требует внимательности.
Даже В ГОСТах таких советов не пишут, хотя там можно найти очень содержательные инструкции по эксплуатации, что помогут и новичкам и бывалым сварщикам.
Итог
Если вам нужно чтобы ваши швы были надежными и аккуратными, не приходилось переваривать по сто раз, тратить кучу денег на дорогие расходные материалы, то вам необходимо почесть эти статьи.
В них рассказывают все нюансы сварки с помощью аргона, самых разных, достаточно сложных в работе металлов. Если работать с нержавейкой или алюминием, то этих нюансов в разы больше чем при работе с другими металлам.
Нужно не слабо постараться чтобы ваши швы были крепкими, красивыми без наплывов и не проварвов. Прочитайте все приведенные нами плюсы, минусы сварки этим газом и оцените стоить ли вам её использовать, но чаще всего такой метал себя оправдывает.
Если вы бывалый мастер то напишите что вы думаете по этому поводу, приходилось ли вам работать с аргоном, облегчило ли вам это работу, или возможно даже наоборот.Расскажите про расход газа, это будет очень полезно для предпринимателей что сваркой зарабатывают деньги. Ваш опыт будет полезен нам для следующих статей и новичкам, что только учатся. Желаем вам удачи и новых успешных работ!
Какое нужно оборудование для сварки аргоном?
Инверторное оборудование для аргонной дуговой сварки можно разделить на 3 вида: специальное, специализированное и универсальное. Подобный вид работ могут применять как профессионалы, так и начинающие сварщики. Это объясняется тем, что агрегаты очень просты в использовании и легко поддаются изучению.
Поэтому аргоновая сварка успешно может использоваться на бытовом уровне и на крупном производстве при соединении сложных конструкций. Подбор оборудования всегда будет зависеть от поставленных перед ним задач и уровня сложности будущей сварки.
Особенности оборудования для аргонной сварки
Как говорилось ранее, все устройства делятся на три типа:
- Универсальное. Используется для нескольких видов материала.
- Специализированное. Имеет узкую специализацию и применяется для деталей какого-то определённого типа. Например, для круглого каркаса или двутавровой балки.
- Специальное. Предназначено для решения одной определённой задачи. В основном сварка аргоном с помощью таких устройств используется в крупных предприятиях для серийного производства.
Первые являются более популярными у многих специалистов. Эти аппараты выпускаются серийно и благодаря достаточно приемлемой цене имеют высокий спрос. Но, в большей мере, все виды агрегатов используют только в промышленных целях, на специально оборудованном рабочем месте, которое называется сварочным постом.
Каждое устройство для аргонной сварки имеет практически идентичное строение и состоит из таких компонентов:
- Приспособление для стабилизации дуги переменного тока или для её активации.
- Устройство, защищающее и контролирующее цикл сварки.
- Регуляторы рабочего тока.
- Горелки, необходимые для сварки с определённым напряжением.
- Источник постоянного или переменного тока.
С недавнего времени оборудование для аргонной сварки начало прогрессировать. Разработчики задумались об увеличении диапазона свариваемого материала, улучшении производительности и получении неразъёмных крепежей соединений. Для этого уже были внедрены некоторые инновационные способы аргонодуговой сварки.
Одним из этих внедрений является применение пульсирующего тока.
При попадании импульса на изделие, оно плавится и кристаллизируется в моменты паузы. Сама дуга может двигаться с постоянной скоростью или отрывками.
При этом уменьшенная поставка напряжения не дает изделию нагреваться, это значительно снижает вероятность деформации.
Ещё одним выигрышным способом является применение нагрева присадочной проволоки. Этот вариант используется для увеличения производительности. А чтобы швы получались без подреза, было решено применить несколько электродов из вольфрама. Все эти способы предполагают использование стандартного аппарата в комплексе с дополнительными устройствами.
Агрегаты для аргонодуговой сварки
Сварочный инвертор является одним из самых популярных и востребованных устройств для аргонного соединения. Его используют сварщики-любители при соединении несложных конструкций и профессионалы в условиях промышленного производства. Его популярность среди начинающих сварщиков обусловлена тем, что он очень прост в освоении и в тоже время позволяет решить даже сложные задачи.
Его часто используют для ремонта автомобилей, а именно при сварке коробки передач или элементов кузова. Стоит также отметить его компактные габариты и легкий вес, что всегда позволит удобно переносить аппарат и использовать его в тесном пространстве.
Чтобы начать работу, требуется установить присадочную проволоку, затем включить инвертор. Подача газа должна начаться автоматически.
На сегодняшний день практически все агрегаты оснащаются дополнительными функциями, которые решают проблему розжига дуги, её стабилизации и модуляции сварочного тока.
Советы экспертов по сварке с аргоном
При использовании неплавящегося электрода для сварки желательно приблизить его максимально близко к соединяемой детали. В результате чего образуется небольшая дуга, увеличение которой спровоцирует повышение ширины шва и уменьшение провальной глубины.
Такая ситуация способна негативно повлиять на качество стыковки.
В процессе сварки аргоном алюминия или других металлов нужно проделать одно передвижение вдоль соединяемой поверхности, без перпендикулярных отклонений.
Это позволит сделать шов качественным с точки зрения внешнего вида.
Важно!
Если используется вольфрамовый электрод, проволоку необходимо выдвигать перед горелкой, что позволит сделать шов более эстетичным и надёжным.
Когда работа проделана до конца, заварку кратера производят, используя пониженное напряжение. Стоит также учитывать то, что конечный этап не должен завершаться обрывом дуги.А подача самого аргона прекращается постепенно, примерно в течение 15 секунд после окончания сварки.
Как самостоятельно выполнить аргоновую сварку?

На производстве часто возникают ситуации, когда нужно соединить металлы и сплавы, которые невозможно сварить обычными способами. В этом случае применяется аргоновая сварка. При использовании этой технологии нужно учитывать определённые особенности и правильно выбирать оборудование.
Что такое аргонная сварка?
Аргонная сварка — это соединение металлических деталей путем нагревания в защитной газовой среде. Название технологии происходит от используемого газа — аргона.
Он защищает рабочую зону от образования оксидной плёнки, что позволяет соединять сплавы, однородные металлы. Окисление начинается после взаимодействия обрабатываемой поверхности с воздухом. Аргон исключает поступление кислорода в рабочую зону.
Благодаря этому можно эффективно соединять цветные металлы, разные виды стали.
Существует три вида сваривания, которые отличаются инструментом, используемыми исходниками:
- Ручной. При этом способе соединения деталей используются вольфрамовые электроды.
- Автоматический. Необходимо использование неплавящихся элементов.
- Полуавтоматический.
При создании швов могут использоваться плавящиеся электроды, вольфрамовые стержни, присадочная проволока.
Технология
Сварка аргоном — это технология, которая подразумевает соблюдение определенных правил:
- При сваривании деталей нужно удерживать вольфрамовый электрод как можно ближе к рабочей поверхности, но не касаться её. Если делать большую дугу, проварка будет неглубокой и шов расширится.
- При создании прочного шва глубокой проварки нужно делать только продольные движения. При поперечных отклонениях качество соединения будет ухудшаться.
- Используя плавящуюся присадочную проволоку или вольфрамовый электрод, нужно удерживать их в зоне покрытия газа.
- Необходимо равномерно подавать присадочную проволоку. При быстрой подаче металл будет разбрызгиваться, что осложнит сварочный процесс.
- Подавать присадочную проволоку нужно под углом.
- Начинать сваривание нужно спустя 20 секунд после открытия баллона с газом. Прекращать — за 15 секунд до перекрытия вентиля баллона с аргоном. Связано это с тем, что кислород может попасть на область расплавленного металла и ухудшить качество соединения.
Чтобы защитить поверхность от «кратеров», под конец шва нужно снижать силу тока. Делают это с помощью реостата. Если просто отвести горелку вверх или сторону, на соединение попадёт кислород и образуется оксидная плёнка.
Режимы
Чтобы сварка аргоном была проведена правильно, необходимо учитывать режим работы оборудования. Правила настройки:
- Стальные конструкции следует соединять аргонно-дуговой сваркой с постоянным током прямой полярности. Для сваривания некоторых сплавов из цветных металлов используется ток обратной полярности.
- При выборе силы тока учитывают три показателя — вид металла, диаметр электрода, толщину заготовки. Таблицы в которых присутствует соотношение этих параметров, можно найти в интернете.
- Качество соединения зависит от длины дуги.
- Важно правильно рассчитывать поток аргона. При большом количестве газа производство становится более дорогим, а при недостатке аргона соединение будет окисляться.
Сначала могут возникать проблемы с выбором режимов и настройкой оборудования. В дальнейшем действия будут выполняться автоматически, без затруднений.
Преимущества и недостатки
У этой технологии есть ряд сильных и слабых сторон.
Преимущества:
- Невысокий температурный режим нагрева. Сваренные аргоновой сваркой детали не деформируются при рабочем процессе.
- Максимальная защита создаваемого соединения от появления оксидной плёнки. Аргон тяжелее кислорода и препятствует его проникновению в рабочую зону.
- Благодаря высокой мощности тепловой дуги увеличивается производительность труда.
- Возможность соединять разные металлы и сплавы.
Недостатки:
- При сильном ветре необходимо увеличивать силу потока газа. Это связано с тем, что газ улетучивается и соединение становится менее качественным. Сварочные работы лучше проводить в закрытых помещениях с хорошей системой вентиляции.
- Для качественного соединения нужно уметь подбирать размер дуги и правильно настраивать оборудование.
Если обрабатываются тугоплавкие металлы, следует создавать высокоамперную дугу. Она требует дополнительного охлаждения деталей.
Какое оборудование необходимо?
Первоначально нужно выбрать оборудование и расходные материалы для соединения металлических заготовок. К ним относится аргон для сварки, который закачивается в газовые баллоны, аппарат вырабатывающий сварочный ток, вольфрамовые или плавящиеся электроды.
Газовый баллон для сварки аргоном
Виды сварочных аппаратов
Существует 4 вида оборудования для сварки:
- Автоматическое — технология, подразумевающая автоматическую подачу газа, присадочной проволоки или вольфрамового электрода. Оборудованием управляет оператор.
- Механизированное — подразумевает автоматическую подачу присадочной проволоки. Сварщику следует удерживать горелку в нужном положении.
- Роботизированное — современное оборудование, которое работает в автоматическом режиме. Требует начальной настройки программы и задания алгоритма.
- Ручное — классический инструмент, требующий участия сварщика.
Выбор оборудования для сварка аргоном зависит от наличия возможностей и необходимой производительности.
Сварочные аппараты
В магазинах можно найти ряд сварочных аппаратов, позволяющих варить аргоном на производстве или в частных мастерских. Покупное оборудование можно разделить на несколько групп:
- специальные аппараты;
- специальное;
- универсальное.
Как варить?
Аргонная сварка своими руками подразумевает соблюдение определённого технологического процесса. Он состоит из нескольких этапов:
- Подготовьте рабочие поверхности. Счистите с них слой грязи, налёта, ржавчины.
- Обезжирьте детали.
- Настройте сварочный аппарат.
- Включите подача газа. Через 20 секунд зажгите дугу.
- К концу шва снизьте силу тока. После затухания дуги оставьте газ открытым ещё на 10 секунд.
Важно делать равномерные движения и удерживать небольшую длину дуги.
Аргоновая сварка — технологический процесс соединения металлических деталей, который протекает под защитой инертного газа. Таким образом можно работать с различными металлами и сплавами, избегая образования оксидной плёнки.
Как самостоятельно выполнить аргоновую сварку? Ссылка на основную публикацию
Преимущества и недостатки сварки аргоном

Существуют поверхности, которые не поддаются обычной электродуговой сварке с применением электродов. Это связано с химическими свойствами таких металлов как алюминий, медь или цветные сплавы.
Для этих целей используется аргонодуговая сварка плавящимся электродом.
Что представляет собой аргонная сварка, какие есть особенности технологии, преимущества и недостатки, читайте в нашей статье.
Принцип действия
Процесс аргонодуговой сварки практически не отличается от других аналогичных работ. Единственное отличие в защитной оболочке, которую выполняет аргоновая среда. Аргон под давлением подается в сварочную ванну, оберегая металл от негативного воздействия воздуха. Под образовавшимся куполом, швы получаются более качественными, а сварочный процесс протекает быстрее.
Смесью аргона можно сваривать специфические изделия из титана, алюминия, нержавейки. Использовать можно неплавящиеся и плавящиеся электроды. При сварке металлов из разных сплавов применяется вольфрамовый стержень. Работать можно в ручном, автоматическом или полуавтоматическом режимах.
Ручная аргонно-дуговая сварка распространена больше, чем автоматическая из-за своей относительной дешевизны. Но однозначного ответа нет, какой сваркой лучше варить, все зависит от предпочтений мастера и условий соединения деталей.
Оборудование для сварки
Как мы уже знаем, сварка может производиться вручную, где сварщик сам ведет шов, подает присадочную проволоку и самостоятельно выставляет настройки аппарата.
Полуавтоматические установки оснащены специальным механизмом, когда проволока подается в автоматическом режиме, а мастер выполняет все остальные работы, не отвлекаясь на подачу металлического стержня. Автоматические агрегаты применяются на больших производствах и действуют совместно со станком ЧПУ.
В этом случае, человек не участвует в процессе сварки, а все необходимые настройки заносит в программу, и машина выполняет точные и стабильные соединения.
Как варить в аргоновой среде
Для начала дадим немного теории, без которой невозможно приступить к практике. Еще раз напомним о технологии аргонодуговой сварки, как правильно начинать сварку, на что обратить внимание, чтобы вы не сделали много брака.
Перед началом работ, необходимо тщательно очистить свариваемые детали. Даже если видимые загрязнения отсутствуют, все равно обезжиривание и протирание стыков нужно произвести. Во время сварки дуга должна быть не длинной, 0,7 – 1,0 вполне достаточно. При длинной дуге швы получаются слишком широкими, а провариваются металлы не достаточно глубоко. Такие соединения не держатся долго.
При работе с вольфрамовыми электродами постарайтесь держать наконечник на минимальном расстоянии от металла, этим вы сократите дугу. Но и это еще не все хитрости качественного шва. Движение горелки должно быть плавным, не вилять из стороны в сторону. Нужно отработать положение руки, иначе любое отклонение от параллели может привести к отходам производства.
Присадка и электрод должны находиться в зоне сварочной ванны. Если вы отклоните их от потока аргона, то в область сварки попадет воздух и вся защита будет нарушена. Проволоку старайтесь подавать равномерно, без резких скачков скорости. Не плавное продвижение прутка приведет к обильному разбрызгиванию металла.
В каком темпе будет идти проволока можно выяснить только на собственном опыте. Четких норм не существует. С одной стороны, этот вопрос сложен для начинающих, но, вместе с тем вы тренируете свои умения и после нескольких швов вы поймете, как следует действовать. Присадочный пруток держите под углом и перед электродом.
Соблюдение этого правила облегчит вам работу и благоприятно повлияет на ровность шва.
Опытные мастера рекомендуют начинать и заканчивать процесс сварки подачей аргона. Тогда вы будете уверены в том, что кислород не попадет в зону шва. Сначала включите вентиль газа, а после начинайте разжигать дугу и совершать шов.
В обратном порядке следует заканчивать сварочную работу. Отключите подачу проволоки, выключите аппарат, и только после этого закройте баллон с газом.
То есть, защитная среда подается за несколько секунд раньше сварки и продолжает свое действие в течение такого же времени после завершения работ.Аргонно-дуговая сварка требует терпения от сварщика и небольшой опыт. Определить качество проварки шва можно визуальным методом, не прибегая к измерительным приборам.
Если после осмотра остывшего соединения вы обнаружите выпуклый валик, это значит, что стык выполнен неправильно и металл не полностью расплавился.
Безусловно, дать стопроцентную гарантию, невозможно без специальных приборов, но понять, что шов оставляет желать лучшего, можно.
Выбор режима сварки
После того, когда вы имеете представление об аргонной сварке, нужно правильно сделать настройки аппарата, в каком режиме ему работать. Для этого существуют специальные учебные заведения, где режимы изучают на протяжении нескольких месяцев, но времени для обширной теории у нас нет, поэтому приступим в самым действенным советам.
Что такое режим сварки? Это правильный выбор полярности тока и его направленное движение, а также контроль силы тока. В зависимости от типа и размера металла все характеристики относительны. Если вы работаете со сталью, то настройте прямую полярность и постоянный ток. Если вам необходимо сварить алюминиевые детали, то полярность должна быть обратная при постоянном токе.
С силой тока все понятно, чем толще металл, тем крупнее диаметр электрода, а соответственно, больше сила тока. Но это только на словах. На практике с этим возникают сложности, как впрочем, со всеми новыми начинаниями.
Новичкам следует обратиться к нормативным источникам, а бывалые мастера устанавливают этот параметр интуитивно. Со временем, у начинающих тоже все получится. Приведем несколько примеров, чтоб вы знали от чего оттолкнуться.
При толщине металла до 1 мм, используйте диаметр электрода 1,6, а силу тока установите в 40 Ампер. При толщине 1,5-2,0 мм, электрод должен быть 2 мм, ток в пределах 80-120А.
Немаловажный факт контроля расхода газа. Но это скорее относится к производству. Для сокращения этого показателя советуем использовать ламинарный поток, когда газ поступает равномерно в сварочную ванну, не перемешивается с воздухом и не пульсирует.
Достоинства и недостатки аргонодуговой сварки
В каждой работе есть свои плюсы и минусы. Начнем с хорошего:
- детали не искривляются под воздействием сильного нагрева, так как данная сварка не предусматривает такой режим;
- аргон по своим химическим свойствам тяжелее, чем воздух, поэтому он своим весом вытесняет воздух и не дает окислиться металлу;
- если приноровиться к сварке аргоном, то процесс идет быстрее и качественней;
- соединение поверхностей возможно при любых типах металла.
Теперь немного слабых звеньев:
- не стоит работать с аргоном при плохих погодных условиях на открытых территориях. Порывы ветра сдуют поток аргона, вследствие чего металл вступит в реакцию с воздухом, а это приведет к дальнейшей коррозии. Работы проводятся в закрытых помещениях с хорошей вытяжкой;
- новичкам сложно разжечь дугу и твердой рукой вести шов;
- необходимо заранее подготовить средства охлаждения, если вы используете высокий ток.
Выводы
Надеемся, что наша статья помогла вам разобраться в преимуществах и особенностях аргонной сварки. Ее уникальность в том, что благодаря такой технологии, можно сваривать материалы, которые недоступны качественному соединению другими видами сварки. Например, сварка черного металла, автомобильных дисков или сварка труб аргоном выполняется только при соблюдении данного метода.
Аргоновая сварка металлов и сплавов

Оглянувшись, можно увидеть большое количество изделий, сделанных из нержавеющих сталей, меди и бронзы, алюминия и сплавов на их основе. В отличие от обычного железа эти металлы имеют свои особенности.
Сварка аргоном – это лучший способ ремонта металлов и сплавов со своеобразными свойствами. Для работы понадобится баллон с газом, специальное оборудование, определенные технические навыки.
Основы процесса
Сварочные работы в аргоне это газовая сварка, совмещенная с дуговой. Сплавление проводится в поле электрической дуги в атмосфере инертного газа. Почему нельзя это делать как обычно в воздухе?
Дело в том, что кислород воздуха активно окисляет вещества сплавов. Продукты окисления попадают в шов, разрыхляют его. В образовавшиеся поры могут попадать пузырьки воздуха, окончательно ухудшая качество шва. Получается, что варить в принципе можно, но соединение будет очень слабым.
Во избежание негативных последствий была разработана технология аргоновой сварки. Инертная атмосфера полностью исключает возможность окисления. Относительная молекулярная масса аргона равна 40 а.е.м.
Для воздуха этот показатель принято считать равным 29 а.е.м. Следовательно, аргон существенно тяжелее воздуха. Как только начинается его нагнетание из баллона, сразу же воздушная смесь в рабочей зоне вытесняется вверх, как более легкая.
Воздух в сварочной ванне не может присутствовать даже в остаточных количествах. Сварка аргоном гарантирует прочность, долговечность шва.Для проведения работ в аргоне могут использоваться плавящиеся электроды или остающиеся неизменными. Не плавится при температуре дуги вольфрам. Тип и диаметры электродов выбирают по таблицам из справочников. Главным показателем, определяющим выбор электродов, являются сплавляемые материалы.
Различные технологии
Чаще всего приходится работать со сталями, содержащими различное количество добавок, и алюминиевыми сплавами. Рассмотрим международную классификацию видов сварок в аргоне, применяемых для этих материалов:
- сварка ММА выполняется по ручной технологии в поле электрической дуги, образованном электродом с покрытием. При переменном токе таким способом можно варить только углеродистую сталь. При постоянном токе – сталь как углеродистую, так и нержавеющую, а также алюминий и его сплавы;
- сварка TIG производится ручным способом в аргоне или другом инертном газе вольфрамовым электродом. При переменном токе так можно варить только алюминий и его сплавы. При постоянном – углеродистые и нержавеющие виды сталей;
- сварка MIG – это полуавтоматическое сваривание плавящейся проволокой. В технологии используют переменный ток. Свариванию подлежат оба типа стали и алюминий со сплавами.
В русскоязычном информационном пространстве параллельно с международной терминологией часто применяют отечественную классификацию.
Это вполне оправданно и понятно. Технологические подходы во многих странах отличаются, что влечет за собой разницу в терминологии и аббревиатурах.
Отечественная терминология
В отечественно технической литературе может встречаться несколько другая терминология, касающаяся сварки в аргоне. Существуют также государственные стандарты, в которых описаны требования к характеристикам процесса.
Под сокращением РАД подразумевают ручную дуговую сварку в аргоне с использованием неплавящегося электрода.
Аббревиатура ААД обозначает автоматический вид аргонно дуговой сварки с применением неплавящегося электрода.
Под сокращением ААДП объединены все варианты автоматизированного сваривания с плавящимися электродами.
Специалисты легко ориентируются в терминологии. Начинающим мастерам придется изучить требуемый метод, запомнить его название, освоить технику выполнения.
Профессионалы при работе на производстве с аргоном и другими газами руководствуются едиными государственными требованиями. Исполнение их обязательно, подлежит строгому контролю.
ГОСТ 14771 нормирует виды, характер швов, толщину свариваемых деталей из нержавеющих сплавов на основе железа и никеля. В стандарте заложены требования по работе с неплавящимися электродами с использованием присадок и без использования таковых, а также с плавящимися электродами.
Присадки в последнем случае не нужны. Аргонодуговая сварка – это разновидность сварки в инертной среде, оговоренной в данном ГОСТе.
Требуемое оборудование
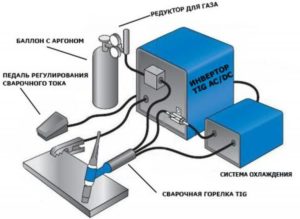
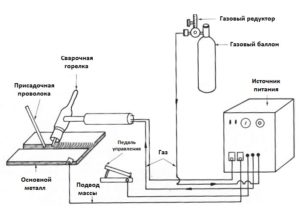
Для сварки аргоном понадобится комплект оборудования, отличающийся от стандартного, используемого при обычном сваривании в атмосфере воздуха. Нужно обеспечить поставку аргона, регулировать режим его подачи, иметь источник тока и устройства для розжига дуги. Ручная аргонодуговая сварка может проводиться при наличии следующего самого простого набора:
- горелки;
- специального сопла на горелку;
- трансформатора, поставляющий ток из сети;
- осциллятора для инициирования горения дуги;
- регулятора продолжительности подачи аргона в рабочую зону;
- баллона с газом, обязательно оснащенного редуктором;
- набора электродов;
- присадочной проволоки;
- защитной одежды и очков;
- некоторых дополнительных устройств.
Назначение всего необходимого понятно, не требует комментариев. Следует обратить внимание на необходимость осциллятора. При обычной сварке в атмосфере воздуха для розжига электрической дуги было достаточно прикоснуться к поверхности металла. В работе с аргоновой сваркой таким способом дугу разжечь невозможно. Для инициирования процесса нужен осциллятор.
Очень удобен в применении готовый аппарат TIG. При покупке нужно обратить внимание на его назначение. Для работы с алюминиевыми сплавами подойдет аппарат с переменным током. Он маркируется буквами АС.
Для стальных сплавов предназначен агрегат, поставляющий постоянный ток. На нем указана маркировка DC. Если планируется постоянный ремонт разных металлических деталей, рекомендуют приобрести универсальный аппарат. Он может работать в обоих режимах, легко совмещается с центральной сетью электроснабжения.
Приобретая готовый аппарат, вам дополнительно нужно будет купить только баллон с аргоном, расходомер, шланги для подсоединения баллона. Все остальные устройства вмонтированы в агрегат.
Особенности процесса
Возможности сварки в среде аргона велики. Работа с каждым конкретным металлом имеет особенности, без учета которых хороший шов получить не удастся.
На поверхности алюминиевых изделий всегда присутствует оксидная пленка. На воздухе он окисляется очень быстро. Даже если этот слой механически счистить, то новый образуется в течение нескольких минут.
Оксид алюминия очень тугоплавкое вещество. Разрушить оксидную пленку на поверхности детали можно, применяя переменный ток или подключение с обратной полярностью.
В таком случае аргон не только создает инертную среду, но и разрушает оксиды. Расход аргона при работе с тонкими деталями равен 6 л/мин, с толстыми (больше 5 мм) – достигает 15 л/мин.Сварка нержавейки в среде аргона может выполняться с присадкой из нержавеющих прутков или без них. Угол наклона электрода при варке без присадки составляет 90 °C.
Сваривание с прутом проводят наклоненным электродом. Обязательно наличие термостойкого сопла горелки. Температура рабочей зоны очень высока.
По окончании сваривания подачу газа резко прекращать нельзя. Шов может растрескаться. Следует дождаться полного остывания рабочей зоны, потом выключить газ.
Отличие меди и титана
Своеобразием отличается медь. Металл также очень легко окисляется, обладает большой теплопроводностью (в 6 раз больше, чем у железа). Для сваривания медных деталей нужна высокая температура дуги.
При этом придется значительно увеличить расход аргона. Скорость потока варьируется в диапазоне от 7 л/мин при работе с тонкими деталями (1,2 мм) до 14 л/мин при сваривании в несколько проходок деталей с толщиной 25 мм.
Специфика меди заключается также в большом линейном расширении, которое может приводить к образованию трещин на горячем материале. Для предотвращения негативных явлений медь разогревают постепенно до 300 °C, бронзовые сплавы – до 600 °C. Только после этого можно приступать к работе.
Для работы с титаном аргон приходится направлять с тыльной стороны детали. Поэтому заранее следует приобрести специальные форсунки для подачи газа. Расход аргона составляет 6-7 л/мин.
Аргоновая сварка — это процесс со многими параметрами. Учесть все можно и нужно, руководствуясь специальными справочниками. Имея представление об основах, сориентироваться в технической литературе гораздо проще.