Что такое плазменная сварка косвенного действия
Что такое плазменный сварочный аппарат?
Время чтения: 6 минут
В середине прошлого века инженеры впервые нашли применение плазме, сконструировав плазмотрон промышленного типа. Сначала сварка с помощью плазмы применялась только в узких сферах вроде космонавтики.
Но со временем она получила распространение и в остальных сферах производства. С развитием технического прогресса плазменная сварка стала доступна и частным мастерам.
Сейчас любой желающий может приобрести плазменный сварочный аппарат для своих целей.
В этой статье мы подробно расскажем, что такое аппарат плазменной резки, какие существуют разновидности и каково его устройство.
Общая информация
Плазма – это ионизированный газ, по совместительству четвертое состояние вещества. Современные сварочные плазменные аппараты способны выдавать температуру от 5 до 10 тысяч градусов по Цельсию. Аппарат для плазменной резки и сварки часто называют плазмотроном. Плазмотрон может формировать три типа дуги: косвенную, смешанную или прямую.
Перед сваркой дугу специальным образом «закручивают», поскольку она склонна к распаду. После «закрутки» формируется тонкая стабильная дуга, поскольку газ ионизируется очень быстро. В конечном итоге получается очень мощная дуга, способная генерировать энергию в одной точке. Именно в этой точке происходит плавление основного металла.
Плазменная дуга способна нагреть практически любой металл, вне зависимости от его толщины и состава. Возможен нагрев до температуры плавления и даже до температуры кипения. Единственное условие – необходимо обеспечить достаточно мощную дугу.Дополнительно зону сварки защищают с помощью другого газа, инертного. Это может быть азот, аргон или органические пары ацетона. Горелка плазмотрона сконструирована таким образом, что она может подавать защитный газ и плазму одновременно. Так что сварочная ванна защищается прямо во время проведения работ. Металл не окисляется и швы получаются очень качественными.
Из чего состоит?
Аппарат для плазменной сварки состоит из нескольких компонентов: источник питания, специальная сварочная горелка, катод и кабель-пакеты. Давайте рассмотрим их подробнее.
Источник питания
Плазменный сварочный аппарат прошлого поколения использовал обычный трансформатор в качестве источника питания. Такой источник сам по себе был немаленьким и тяжелым, поэтому существенно увеличивал конечные габариты и вес аппарата. В итоге плазменные аппараты старого образца были громоздкими и очень тяжелыми, что доставляло много проблем.
К счастью, прогресс не стоял на месте и со временем появились альтернативные источники питания на транзисторах. Их и стали применять в инверторах, полуавтоматах и, конечно, плазменных аппаратах. Благодаря такому прорыву удалось сконструировать компактные и легкие аппараты, которые к тому же стали еще функциональнее по сравнению со своими прошлыми «собратьями».
Современный источник питания, работающий на IGBT транзисторах, обеспечивает крайне стабильное горение дуги и позволяет точно и быстро регулировать сварочный ток с помощью одной рукоятки. Профессиональные плазменные аппараты снабжены дополнительным функционалом вроде бесконтактного поджига дуги или режим дежурной дуги при сварке на малом значении тока.
Сварочная горелка
Сварочная горелка – обязательный компонент при плазменной сварке и резке. Через нее осуществляется подача защитного газа, через нее образуется плазменная дуга и в ней же устанавливается катод. Существует множество типов горелок, все они отличаются своей конструкцией и возможностями. В большинстве случаев горелку подбирают в соответствии с мощностью сварочного аппарата.
Маломощные и горелки средней мощности могут использовать вручную. А горелки для сильноточных аппаратов устанавливаются на специальной роботизированный манипулятор.
Катод
Катод используется для передачи тока и может быть изготовлен из различных материалов. В аппаратах, предназначенных для бытового и полупрофессионального применения, используются вольфрамовые или медные катоды, легированные гафнием.
Они наиболее безопасны для здоровья сварщика. В плазмотронах и плазморезах профессионального уровня могут использоваться катоды из бериллия или тория. Они могут быть опасны для сварщика, поскольку выделяют неблагоприятные пары.
Чтобы снизить негативное воздействие необходимо обеспечить мощную вентиляцию рабочего места.
Кабель-пакет
Плазменный сварочный аппарат необходимо соединить с горелкой. Для этого используется специальный кабель-пакет.
Он состоит из двух шлангов (для подачи защитного газа и для подачи рабочего газа), двух шлангов подачи воды, а также из кабелей подачи тока, для пусковой искры, и для цепи управления.
Все эти компоненты размещаются в одном большом шланге типа «пакет», отсюда и название «кабель-пакет». Не смотря на богатую «начинку» такой кабель-пакет отлично гнется и его можно использовать без страха переломать все компоненты внутри.
Разновидности
Аппарат плазменной сварки может различаться по своим характеристикам и назначению. Основное отличие – ток плазменной дуги. Его значение может существенно отличаться от аппарата к аппарату. Также отличия кроются в устройстве аппаратов и сварочных горелок. Мы выделили три условных разновидности плазменных аппаратов и далее расскажем о них поподробнее.
Аппарат микроплазменный
Микроплазменные аппараты чрезвычайно функциональны, хоть и выдают максимальный ток в 25 Ампер. Такие устройства предназначены как для очень точных и сложных ювелирных работ, так и для сварки тонкого металла. Помимо этого, микроплазменные аппараты можно использовать для резки деталей, толщиной до 1 см.
Микроплазменный аппарат прост в своей конструкции и в применении. Он работает на постоянном токе. Диаметр сопла у горелки редко превышает 3 мм. В качестве рабочего газа используют ацетиленовые смеси. Катод – медный, с легированным гафнием.
Аппарат среднего тока
Аппарат среднего тока по своим характеристикам похож на обычный недорогой инвертор. Он выдает от 50 до 150 Ампер. Вот только сфера применения у него не так широка. Среднеточный аппарат зачастую используется для резки металлов. В качестве рабочего газа часто используют воздух. Но при желании можно использовать любой защитный газ.
Такие аппараты сложнее в своей конструкции, горелки тоже. Катод – вольфрам. Некоторые горелки могут быть оснащены дополнительной водной системой охлаждения для анода.
Что такое плазменная сварка косвенного действия
Одним из сравнительно новых видов соединений металлов и сплавов является плазменная сварка.
Этот вид, схожий с вариантом аргонодуговой сварки неплавящимся электродом, позволяет получать более качественный результат гораздо быстрее.
Технология плазменной сварки заключается в использовании электрической дуги, горящей в среде полностью или частично ионизированного газа. Газ называется плазмообразующим.
Особенности и характеристики процесса
Главной особенностью плазменного метода является очень высокая температура в зоне сваривания вследствие принудительного уменьшения размеров сечения дуги и увеличения ее мощности.
В результате происходит сварка, так называемой, плазменной струей, температура которой может доходить до 30000 °C, в отличие от 5000-7000 °C при обычной аргонодуговой сварке.
Кроме этого, дуга приобретает цилиндрическую форму, в отличие от обычной конической, что позволяет сохранять одинаковую мощность по всей ее длине. На практике это успешно используется для более глубокого и точного прогрева металла.
Давление дуги на поверхность свариваемых деталей при плазменной сварке очень велико, что позволяет воздействовать практически на любые металлы и сплавы.
Технологический процесс плазменной сварки позволяет использовать ее при малых токах величиной всего 0,2 — 30,0 А.
Все эти особенности делают плазменную сварку практически универсальной. Она может с успехом использоваться в труднодоступных местах, при соединении тонких алюминиевых листовых заготовок без опасения их прожига.
Незначительное изменение расстояния между электродом и деталью не оказывает сильного влияния на прогрев, а значит и на качество шва, как при других видах сварки.
Большая глубина прогрева деталей позволяет обходиться без предварительной подготовки их кромок. Допускается сваривание металлов с неметаллами.В результате повышается производительность работ, уменьшается температурная деформация шва, то есть деталь не «ведет». Используя технологию плазменной сварки, плазменной струей можно быстро и качественно резать металлы и неметаллы практически в любом положении.
Как это работает
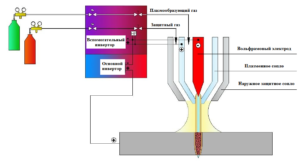
Для реализации идеи плазменной сварки, в конструкции горелки используется устройство (горелка), именуемое плазмотроном. Он представляет собой коническое сопло, внутри которого находятся охлаждающая жидкость.
Электрическая дуга в плазменной сварке возбуждается при помощи сварочного аппарата со встроенным осциллятором. Она горит внутри плазмотрона, и во время горения к ней подается плазмообразующий газ.
Как правило, это аргон с малыми примесями водорода или гелия. Газ подается под небольшим давлением, но внутри горелки он нагревается и, увеличиваясь в объеме до 30 раз, создает на выходе из сопла мощную струю.
Сама конструкция сопла наделяет газ высокой кинетической энергией, которая и реализуется в мощный поток, имеющий высокую температуру. Это и есть плазма.
Так как возбуждать дугу между электродом и свариваемой деталью затруднительно, конструкция горелки предусматривает постоянное поддержание «дежурной» дуги между электродом и соплом. Она преобразуется в рабочую при касании горелкой соединяемых изделий.
Защитный газ, а это, как правило, тоже аргон, подается в зону сварки по отдельному каналу и, как бы обволакивает струю и разогреваемую ею область металла. При этом защитный газ, вытесняя воздух из будущего шва, не допускает окисления материала соединяемых деталей и присадочного материала вплоть до образования прочного однородного шва.
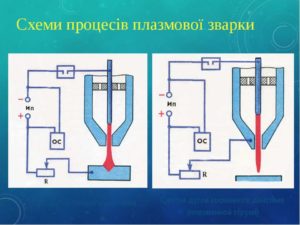
Способы подключения
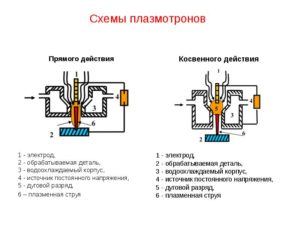
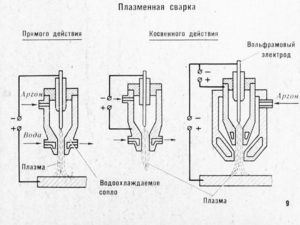
В зависимости от конструкции горелки и схемы подключения к источнику тока, различают два способа плазменной сварки:
- дугой прямого действия;
- дугой косвенного действия.
Первый способ подключения заключается в подаче тока от источника питания на электрод из вольфрама и свариваемую деталь.
В этом случае дуга устойчиво горит между электродом и металлом, а ее характеристики усиливаются и доводятся до нужных значений струей плазмообразующего газа внутри сопла, которое является электрически нейтральным относительно всей системы. Способ прямого действия применяют для резки металлов, наплавки и непосредственно сварки. Его часто применяют в быту.
При втором способе ток подается на электрод и сопло. В этом случае дуга образуется между электродом и корпусом сопла, а плазмообразующий газ выдувает ее, превращая в мощную струю плазмы.
Температура дуги в косвенном методе сварки меньше, чем в прямом. Косвенный способ применяют для напыления металла, нагрева деталей. Им можно варить и резать материалы, не проводящие электричества.
При плазменной сварке и резке необходимо учитывать правильность выбора режима. Режимы должны учитывать правильную подачу тока, типы свариваемых материалов, их толщину, диаметр сопла плазмотрона. При резке разных материалов используются и разные газы.
Требования к соблюдению технологии
При кажущейся простоте процесса плазменной сварки, он очень требователен к точному соблюдению технологии и оборудования. Основными ошибками являются:
- запоздалая замена сменных элементов плазмотрона;
- использование некачественных или дефектных деталей;
- использование некорректных режимов, которые сокращают срок службы элементов;
- отсутствие контроля за параметрами плазмообразующего материала;
- высокая или низкая скорость резки в сравнении с предусмотренной режимом;
Для успешного осуществления работ при помощи плазменной сварки необходим сварочный аппарат, обеспечивающий необходимые характеристики сварочного тока.
Понадобиться также специальная горелка с неплавящимся электродом, комплект шлангов для подачи или циркуляции охлаждающей жидкости, баллоны с аргоном и комплект газопроводных шлангов.
Как сделать плазмотрон своими руками
Ручной аппарат для плазменной сварки можно изготовить из обычного сварочного аппарата инверторного типа. Основной задачей является изготовление непосредственно самого плазмотрона, так как в остальном весь процесс схож с обычной аргонодуговой сваркой.
Анод и сопло
Для плазмотрона понадобится бронзовая заготовка, которую предстоит обрабатывать на токарном станке. Из этой заготовки необходимо выточить две детали околоцилиндрической формы, которые, вставив одна в другую, необходимо спаять вместе, чтобы внутри образовалась полость по принципу термоса.
Эта полость будет использоваться для прокачки охлаждающей жидкости. Это будет анод горелки. Он может быть и соплом в плазменной сварке. Диаметр сопла должен быть 1,8-2,0 миллиметра. Можно сделать сопло из более тугоплавкого материала и вкрутить его в анод, предварительно предусмотрев устройство резьбы на обеих деталях.
Охлаждение
Циркуляцию охлаждающей жидкости можно осуществить путем подключения через систему шлангов обычного автомобильного омывателя ветрового стекла. То есть не самого омывателя, а только бачка с перекачивающим насосом. Питание насоса напряжением постоянного тока 12 В организуется от аккумулятора или через подходящий блок питания.
Корпус
Сам корпус можно выполнить из неметаллического твердого тугоплавкого материала. Внутри необходимо предусмотреть возможность подачи плазмообразующего и защитного газа, для чего необходимо впаять патрубки подходящих размеров.
Возбуждение дуги
От основного источника питания, который теперь можно называть плазменным инвертором, подводится положительный заряд. Минимальная величина тока в 5-7 А должна будет поддерживать горение дежурной дуги.
Если аппарат имеет встроенный осциллятор, то возбуждение дуги не должно вызвать проблем. Если осциллятора нет, придется усложнить конструкцию плазмотрона, подпружинив катод таким образом, чтобы можно было осуществить кратковременное касание анода.
Именно в момент касания и будет зажигаться дежурная дуга. Пружину необходимо предусмотреть достаточно жесткую, чтобы контакт был как можно короче по времени, иначе катод может пригореть к аноду.
Нагнетание газа
При работе необходимо учесть существенный недостаток – в самодельном устройстве для плазменной сварки, расход аргона будет неоправданно высок. Поэтому при резке металлов или других материалов целесообразно использовать сжатый воздух или водяной пар. Но ими можно только резать, так как и воздух и пар не являются химически нейтральными к металлу и могут вызвать окисление шва.
Для нагнетания сжатого воздуха используются компрессоры. Подключать компрессор к плазмотрону лучше не напрямую, а через ресивер – баллон, в котором воздух аккумулируется под некоторым давлением.
Если ресивер не использовать, то подача воздуха будет неровной и качество плазменной дуги будет низкое. Для подачи водяного пара используют различные парогенераторы.
Микроплазменные аппараты
Очень часто домашние умельцы делают аппараты для плазменной резки и пайки, в которых температура плазмы не превышает всего 8000-9000 °C. Отличительной особенностью такого микроплазменного аппарата, является то, что он использует для образования плазмы спиртоводную жидкость, которая испаряется прямо в плазмотроне.
Для этого в конструкции предусмотрен специальный резервуар. Подобные аппараты очень удобны для мелких работ ввиду своей мобильности, ведь нет необходимости транспортировать громоздкие баллоны с газом или газогенераторы.
Плазменный сварочный аппарат
Плазменная сварка и резка металлов и неметаллов базируется на технологии воздействия на свариваемые вещества потоком ионизированного газа, порождаемого электрической дугой. Такой газ называется плазмой.
Процент ионизации в сварочном потоке довольно высокий, но остаются и атомы в обычном, нейтральном состоянии, которые создают вокруг зоны сваривания плотную защитную газовую оболочку.
Это предотвращает окисление сварочного шва и обеспечивает его охлаждение.
Температура плазменного потока достигает 30 0000 С, что намного выше, чем температура сваривания при газовой или электродной сварке. Одновременно, сварка при столь высокой температуре придает плазменной технологии определенные преимущества:
- шов получается очень тонким и ровным;
- металл в зоне сваривания не деформируется — участки, соседствующие с зоной сварки, просто не успевают нагреваться;
- при сварке не образуется брызг металла;
- резка осуществляется в высочайшей точностью по контурам любой конфигурации, дополнительная обработка кромок не требуется;
- сварка и резка возможна при низких токах.
Аппарат для плазменной сварки отличается очень устойчивой дугой. В этом заслуга одного из основных узлов — плазмотрона.
Устройство плазмотрона и его виды
В плазменной сварке используется две конструкции горелок — косвенного и прямого действия, отличающихся по способу возбуждения электрической дуги. Плазмотроны косвенного действия применяются преимущественно для нагревания, вороннеия или напыления, а прямого — для резки и сварки.
вернуться к меню ↑
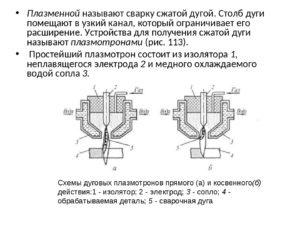
Плазмотрон прямого действия
Плазменная дуга возникает между катодом и свариваемым токопроводящим материалом. Основными его узлами служат:
- катодный узел, состоящий из вольфрамового электрода и устройства подачи газа;
- корпус плазмотрона;
- сопло (формирующий наконечник);
- изолятор;
- система охлаждения (в устройствах с водяным охлаждением);
- ручка с пусковой кнопкой.
Корпус плазмотрона с соплом изолированы от катодного узла. Электрод катода изготовляется из тугоплавкого материала, преимущественно вольфрама с добавками оксидов лантана, тория, иттрия или других металлов, повышающих устойчивость вольфрама при высоких температурах и снижающих потенциал его воздействия с ионизированными газами.
Дуга возбуждается между катодом и положительно заряженной поверхностью свариваемого или разрезаемого металла. К ней подключен положительный кабель от сварочного аппарата.
Возникшая электродуга вызывает ионизацию газа, который подается в камеру плазмотрона под небольшим давлением от баллона или компрессора.
При ионизации газ разогревается и стремительно увеличивается в объеме, что приводит к выбросу плазменной струи из камеры с высокой скоростью.
Формирование плазменно-дуговой струи производится с помощью тугоплавкого сопла, охлаждаемого водой или струей газа. Для облегчения розжига дуги в камере плазмотрона вмонтирован дежурный электрод — анод.При запуске плазмотрона он включается в сеть, и дуга возникает внутри камеры между ним и катодом. Образовавшаяся струя плазмы нагревает свариваемый металл и вызывает возникновение более мощной дуги между ним и катодом плазмотрона.
После этого дежурная дуга угасает, и сварочный аппарат работает на основной.
вернуться к меню ↑
Плазмотрон косвенного действия
Отличается от предыдущей конструкции тем, что на выходе образуется не цилиндрическая дуга в окружении плазмы, а исключительно плазменная струя конической формы.
Дуга работает исключительно внутри камеры плазмотрона, обеспечивая генерацию плазмы, с большой скоростью устремляющейся наружу сквозь сопло. Подключения свариваемого материала к источнику тока не требуется.
Вся электронная схема работает исключительно внутри плазмотрона.
вернуться к меню ↑
Основные разновидности плазменных горелок
Разработано много разновидностей горелок для плазменной резки и сварки металлов и неметаллов, отличающихся сферами применения и некоторыми специальными возможностями. Из наиболее распространенных можно назвать:
- для работы с инертными и восстановительными газами (аргоном, гелием, азотом, водородом);
- для окислительных газов (воздуха, смесей инертных газов и кислорода);
- комбинированные (двухпоточные) использующие и окислительные и восстановительные газы;
- с газожидкостной или магнитной стабилизацией дуги.
Для каждого вида сварки профессиональные сварщики в промышленных условиях используют наиболее приспособленные для него горелки. Для бытовой и полупрофессиональной сварки, как правило, используются воздушно-плазменные и жидкоплазменные горелки.
вернуться к меню ↑
Аппарат для сварки и резки Горынычъ
Среди десятков моделей сварочных плазменных устройств для непромышленного использования можно выделить аппарат плазменной резки и сварки российского производства «Горынычъ», отличающийся многофункциональностью и надежностью в работе. Хотя он и отличается простотой, но требует минимальных навыков в работе с газопламенным оборудованием.
Блокинг-генератор. Четыре детали.
Трансформатор самодельный, ферритовый стержень от магнитной антенны радиоприемника (ДВ,СВ).Транзистор мощный биполярный FP1016, покупал за 80 руб. Питание подавал до 20В, дальше подавать питание не стал. Ток не измерял. Показано как сделать трансформатор. При испытании при кратковременном отрыве дуги не происходило пробоя трансформатора и транзистора.
Транзистор обязательно на радиатор
Возможности аппарата «Горынычъ»
Возможности сварочного аппарата практически неограничены и купить его можно как для домашнего использования, так и для автомастерских, строительных компаний, ремонтных предприятий, где требуется:
- резка чугуна, стали, любого вида металлов и сплавов;
- сварка всех марок сталей и цветных сплавов;
- пайка мягкими припоями;
- плавление металлов в тиглях;
- обработка нетокопроводящих тугоплавких материалов;
- воронение;
- закалка;
- порошковое напыление;
- удаление окислов.
Использовать аппарат можно даже в ювелирном деле и создании художественных произведений.
Покупка аппарата плазменной сварки требует тщательного выбора. Это довольно дорогая установка, и прежде чем приобрести ее, необходимо тщательно оценить ее возможности и способность выполнения тех задач, которые вы будете ставить перед ней. Но, в любом случае, плазменный сварочный аппарат оправдает возлагаемые на него надежды и ожидания.
плазменный сварочный аппарат горыныч
вернуться к меню ↑
Итог
Мы рассказали о технологии плазменной резки, изучили плазменные сварочные аппараты, ознакомились с теоретической частью сварочного процесса, сделали видео-обзор популярного сварочного инвертора «Горынычъ».
Плазменная сварка: принцип работы установки и в чем заключается сущность работы плазмотрона
Из большого многообразия методов обработки металлов – плазменная сварка является наиболее распространенной.
В первую очередь это обусловлено тем, что в современной промышленности довольно часто используется нержавеющая сталь, цветные металлы и их сплавы, для которых применение других видов обработки малоэффективно.
Современное оборудование обеспечивает высокую продуктивность в сравнении с другими технологиями.
Достоинства и недостатки плазменной сварки
Итак, что такое плазменная сварка? Это процесс локального расплавления металлического изделия плазменным потоком. Он формируется высокоскоростной дугой, температурой 5000-30000°С.
Газовый поток, проходящий через дугу, нагревается и ионизируется, за счет чего он превращается в плазменный поток и выдувается соплом плазматрона для сварки. В этом и заключается сущность ее работы.
Для того, чтобы данный аппарат функционировал, необходимо лишь электричество и поток сжатого газа. Если используется компрессор, тогда достаточно только электричества.
Для работы необходимо менять лишь плазмотрон и электроды. На этом обслуживание оборудования такого типа и заканчивается. В то время как для других типов сварок необходимо выполнять большее количество работ по уходу. Кроме того они являются более взрывоопасными.
Особенности сварки плазмой.
К основным достоинствам данных аппаратов можно отнести:
- высокую скорость резки металлов;
- возможность использования аппарата практически со всеми металлами и сплавами;
- высокая точность и качество шва;
- более низкая стоимость работ по сравнению с другими методами;
- отсутствие деформаций металла при обработке плазмой;
- высокий уровень безопасности выполнения работ.
Характеристики
Принцип работы плазменной сварки дает понять, что ее лучше всего использовать для тонких материалов, нержавеющей стали, цветных металлов и сплавов на их основе. Стоит сразу отметить, что во многих случаях использование других технологий, аргонодуговую сварку не представляется возможным.
В то же время в металлургии и других областях промышленности необходимо выполнять работы именно с такими изделиями.
Схема технологии сварки плазмой.
К основным характеристикам дуги микроплазменной сварки относятся:
- цилиндрическая форма;
- концентрация энергии в небольшой области;
- маленький угол расхождения потока;
- невосприимчивость к изменению расстояния между плазмотроном и изделием;
- высокая безопасность зажигания.
Все перечисленные выше характеристики являются одновременно и достоинствами метода. Например, цилиндрическая форма и возможность увеличения длины позволяет осуществлять сварочные работы даже в самых труднодоступных местах.
Также особенности технологии упрощают проведение сварки при наличии колебаний изделий, за счет нечувствительности к изменению расстояния.
Устройство и принцип работы
Особенности аппарата для сварки плазмой.
Плазменная сварка характеризуется следующим принципом работы: она основана на формировании дуги посредством осциллятора. Приборы функционируют на токах прямой полярности, которые и питают дугу. Она, в свою очередь, образует плазму.
С использованием данной дуги можно осуществлять резку или соединение любых типов металлов и сплавов во всех пространственных положениях.
Плазма формируется из газов, в качестве которых используют аргон или гелий. Они же выполняют и защитные функции. Это исключает косвенное влияние оксида на изделие при плазменной сварке.
Метод характеризуется незначительной чувствительностью к изменению длины дуги. При этом возможно соединение деталей толщиной более пятнадцати миллиметров без скоса кромок.
Это становится возможным благодаря сквозному прорезанию детали. В результате поток может выходить и на обратную сторону изделия. Само же соединение состоит из двух процессов: разрезание и последующая заварка.
Технология сварки
Специфика метода плазменно-дуговой технологии сварки состоит в том, что в область соединения подается плазма из специальной горелки – плазмотрона. В некоторых случаях, если необходимо, может быть использован аргон или гелий для создания инертной среды в области стыка деталей.
Чертеж сварочного аппарата.
Вся энергия концентрируется в плазменной струе. За счет этого нагрев не распространяется по всей области изделия, а фокусируется только возле соединения. При этом температура на таком участке может составлять 10000-15000°С. Однако за счет быстрого отвода тепла металлом, она снижается до температуры плавления в зоне стыка.
Если во время данной процедуры соединение защитить инертным газом, то можно получить высококачественный шов, который не потребует дополнительной ручной обработки.
Корпус горелки выполняется из стали, анод – из меди. Последний охлаждается водой. Дуга питается газом, подающимся под большим давлением в полость между анодом и катодом.
В то же время важно иметь в виду, что аргон не ионизируется. Он быстро улетучивается, смешиваясь с воздухом. Чтобы он надежно выполнял свои защитные функции, необходимо придерживаться определенного расстояния между горелкой и деталью.Поскольку метод обеспечивает высокий нагрев только в области стыка, это может привести и к нежелательным последствиям. Иногда приходится изделие предварительно прогревать или использовать несколько горелок, чтобы избежать резкого перепада температур по поверхности материала.
При использовании микроплазменной сварки удается получать качественные швы на тонких материалах. Реализация данной технологии возможна даже без использования присадочной проволоки.
Используемое оборудование
Установки для плазменной сварки широко применяются не только на крупном производстве, но и в бытовых условиях. При этом стоит отметить, что спрос на данном оборудовании постоянно растет, что лишний раз подтверждает его востребованность.
Устройство оборудования для сварки.
Все оборудование, предназначенное для выполнения данной работы, можно разделить по следующим особенностям:
- тип воздействия;
- способ стабилизации дуги;
- сила тока.
При этом стоит отметить, что не стоит забывать и о других технологиях. Так, для сваривания деталей в серьезных отраслях, например, в авиастроении и аэрокосмической сферах, широко используется аргонодуговая сварка.
Плазменная, в свою очередь, чаще всего применяется для резки металлов, так как она позволяет осуществлять данный процесс с высокой скоростью.
Особенно она становится незаменимой при обработке сплавов с минимальным последующим короблением и развитием напряжений, а также деформаций.
Плазменная сварка: что это такое, особенности и сущность
Чтобы металлические конструкции изделия были прочными и качественными, для соединения важных частей из стали применяется сварка. Эта технология используется на протяжении многих лет и за период ее существования появилось множество разновидностей, которые позволяют работать с разными материалами.
Плазменная сварка является популярной разновидностью, которую применяют многие опытные сварщики. В ее основе лежит принцип расплавления сплавов узконаправленной струей плазмы, которая обладает огромной энергией.
Этот вид технологии используется для соединения некоторых марок нержавеющих сталей, тугоплавких и многих цветных металлов, а также изделий из разных материалов.
Но все же перед тем как приступать к сварочным работам стоит предварительно рассмотреть важные особенности.
Сущность плазменной сварки
Плазменная сварка металла основывается на использовании технологии аргонодуговой технологии. Различие между этими двумя технологиями состоит в особенностях дуги. В отличие от электрической дуга плазма имеет вид сжатой плазменной струи, которая обладает мощной энергией.
Чтобы понять, в чем заключается сущность плазменной сварки, требуется для начала рассмотреть, что такое плазма и условия ее возникновения.
Плазмой считается состояние газа при его частичной или полной ионизации.
Это означает, что в его основу могут входить не только нейтральные молекулы и атомы, но и электроны, ионы, имеющие определенный электрический заряд, состоящие полностью из заряженных частиц.
Для перевода газа в состояние плазмы требуется провести ионизацию большей части его молекул и атомов. Чтобы это получить, необходимо приложить к электрону, входящему в основу атома, усилие, превышающее его энергию связи с ядром и помочь оторваться от него. Именно в этом состоит сущность плазменной сварки.
Преимущества и недостатки
Плазменная сварка и резка является востребованной технологией, при помощи которой производят сваривание конструкций разного размера. Этот процесс имеет ряд положительных качеств:
- повышенный показатель температуры плазмы, который может доходить до 300000С;
- небольшое поперечное сечение дуги;
- в отличие от газовой сварки скорость металла с толщиной от 5 до 20 см по плазменной технологии выше три раза;
- наблюдается высокая точность сварных соединений, которые получаются в процессе плавления;
- качество проведенных работ не требует проведения дополнительной обработки краев изделий;
- плазменный сварочный процесс может применяться практически для любых типов металла. К примеру, при помощи него можно варить изделия из запорожской стали, меди, алюминия, чугуна;
- во время проведения сварочных работ металл не подвергается деформациям, даже при вырезании сложных фигур;
- плазменная технология предполагает проведение резки металлической поверхности, которая не прошла предварительную подготовку. К примеру, ее можно применять в случаях, когда на изделии присутствует ржавчина, краска;
- нет необходимости применять аргон, ацетилен, кислород. Это позволяет существенно сэкономить;
- наблюдается высокая степень безопасности проводимых работ. Это связано с тем, что во время сваривания не применяются баллоны с газом, которые выделяют токсичные пары. Также при неправильном применении и хранении они могут взорваться.
У плазменного сварочного процесса имеются некоторые недостатки:
- во время его проведения происходит частичное рассеивание энергии в пространство;
- требуется использование плазмообразующего газа;
- обязательно должно проводиться охлаждение плазмотрона при помощи воды;
- высокая стоимость сварочных аппаратов.
Принцип работы
Перед тем как приступать к плазменной сварке стоит рассмотреть ее принцип работы. Во время процесс подается мощный электрический разряд, который превращает рабочую среду в плазменную. Образуется газ, который имеет высокую температуру.
За счет воздействия на металлическую поверхность потока ионизированного газа, проводимого электрическим током, происходит плавление металлической основы. Во время нагревания дуги газ подвергается ионизации, уровень которой увеличивается с повышением температурных показателей газа.
Плазменная струя, которая обычно имеет сверхвысокую температуру, повышенная мощность, это все формируется из обычно дуги после сжатия, вдувания в дугу. Она образуется при помощи плазмообразующего газа, в качестве которого часто применяется аргон, в редких случаях используется водород, гелий.
Плазменная сварка прямого действия
Что такое плазменная сварка прямого действия? Этот метод является распространенным, он осуществляется благодаря электрической дуге, которая образуется между электродом и рабочим изделием.
Технология плазменной сварки имеет некоторые характерные особенности:
- Плазменная сварка алюминия должна выполняться с максимальной осторожностью. Это связано с тем, что данный металл плавится при температуре 660,3 градусов.
- Обязательно нужно внимательно контролировать процесс, чтобы не допустить пропал.
- В инструкции к сварочным аппаратам всегда указывается таблица, в которой обозначается рекомендованная сила тока для каждого вида металла. К примеру, плазменная сварка нержавейки выполняется на среднем токе, а стали — на высоком.
Обратите внимание! В дуге с прямым действием изначально происходит возбуждение дуги на малых токах, между соплом и заготовкой. После того как плазма прикасается к свариваемой детали образуется основная дуга прямого действия.
Питание дуги производится при помощи переменного или постоянного тока с прямой полярностью. Ее возбуждение выполняется осциллятором.
Плазменная сварка косвенного действия
Перед тем как приступать стоит рассмотреть, что такое плазменная сварка косвенного действия. Во время этого метода образование плазмы осуществляется так же, как и при технологии прямого действия. Отличие состоит в том, что источник питания подключается к электроду и соплу, в результате этого между этими элементами образуется дуга, и на выходе из горелки появляется плазменная среда.
Скорость выхода потока плазмы находится под контролем давления газа. Секрет состоит в том, что газовая смесь при переходе в состояние плазмы увеличивает объем в 50 раз и благодаря этому вылетает из аппарата в виде длиной струи. Энергетические показатели расширяющегося газа совместно с тепловой энергией делают плазму мощным источником энергии.
К преимуществам сварки косвенного действия можно отнести:
- обеспечивает бесперебойный рабочий процесс;
- позволяет существенно сэкономить затраты на электрический ток;
- за счет того, что во время сварочного процесса применяется высокое давление, газовые смеси практически не разбрызгиваются;
- этот вид отлично подходит для сварки и резки металлов.
Важно! Плазменная сварка и резка металлов должна проводиться с использованием правильных режимов. Они должны осуществлять правильную подачу тока, учитывать типы свариваемых материалов, их показатели толщины, диаметр сопла плазмотрона. Для резки разных материалов должны применяться разные виды газов.
Устройство и принцип работы плазмотрона
Во время плазменного сварочного процесса применяется специальный аппарат, который выполняет роль плазменного генератора, он называется плазмотроном. Это устройство применяет энергию электричества для преобразования газа в состояние плазмы для сварки, которая в дальнейшем применяется для создания сварочной дуги.
Применяется два вида устройств, которые работают по схеме косвенного и прямого преобразования дуги. Плазмотрон для сварки плазмой идет прямого действия, когда в качестве катода применяется вольфрамовый электрод, а анода — свариваемая поверхность. Именно это приводит к тому, что дуга приобретает цилиндрическую форму.
К основным узлам плазмотрона относят:
- Вольфрамовый электрод (катод). Он образует одну связку с устройством подачи плазмообразующего газа.
- Корпусная часть прибора.
- Сопло с формообразующим наконечником.
- Термостойкий изолятор.
- Система охлаждения, для которой применяется водная струя.
- Пусковое устройство.
Для возбуждения основной дуги к поверхности металла от устройства подключается кабель с положительным зарядом. Появившаяся дуга ионизирует газ, который поступает из баллона или компрессора в камеру под давлением. При разогревании во время ионизации газ расширяется и выбрасывается из камерного пространства в форме струи с высокой кинетической энергией.
Стоит отметить! Чтобы облегчить розжиг основной дуги, в область камеры плазмотрона встроен вспомогательный электрод, который выполняет функции анода. При включении плазмотрона в сеть и запуске, данный электрод получает положительный заряд и образует дугу с вольфрамовым катодом.
Важные требования
Возможно, для многих плазменно-дуговая сварка покажется простым процессом, который можно с легкостью выполнить с первого раза не имея большого опыта. Однако во время него обязательно требуется соблюдать все важные правила технологии. К основным ошибкам относятся:
- запоздалая замена сменных компонентов плазмотрона;
- применение деталей с низким качеством или дефектами;
- использование некорректных режимов, которые снижают длительность срока службы элементов;
- отсутствие контроля за параметрами плазмообразующего газа;
- применение высокой или низкой скорости резки по сравнению с предусмотренным режимом.
Все эти важные требования относятся к плазменному сварочному процессу, а также его подвидам — микроплазменной сварке, воздушно-плазменной сварке и другим методам.
Обязательно требуется применять сварочный аппарат, который сможет обеспечить необходимые характеристики сварочного тока.
Понадобится горелка, неплавящийся электрод, комплект шлангов для подачи или циркуляции охлаждающей жидкости и другие важные компоненты для работы.
Плазменный сварочный процесс считается востребованной технологией, которую активно применяют в разных областях промышленности — машиностроение, приборостроение, изготовление деталей высокой точности, ювелирная сфера и так далее. Этот метод отличается высокой точностью, он позволяет получить ровный шов отличного качества. Но все же его проведение должно осуществляться с учетом важных правил и требований.