Что такое рабочий цикл сварочного инвертора
Особенности выбора сварочного инвертора

Сварочные аппараты имеют четкое деление по длительности рабочего цикла.
Электрическая схема подключения сварочного инвертора
Делая выбор сварочного инвертора для использования в быту, прежде всего обращают внимание на длительность рабочего цикла: время работы плюс перерыв.
Выбор инвертора зависит от того, какой толщины металл планируют сваривать.
При этом необходимо сравнить характеристики существующих аналогов и убедиться, что инвертор является именно тем прибором, что необходимо иметь для сварки в домашних условиях.
Аппараты, применяемые для сваривания металлов
Классификационная схема трансформаторов в зависимости от способов их питания.
Электрическая или дуговая сварка являются основным методом создания неразъемных соединений. Сварочные аппараты применяют и для резки металлов. Все эти устройства можно назвать источниками тока, регулируемого по величине, который является основным элементом изделия.
- Сварочные трансформаторы. Простейшим источником тока является понижающий трансформатор, с помощью которого напряжение сети (220 или 380 В) снижается до требуемого для сварки значения. Сам по себе трансформатор имеет большой вес, но для улучшения условий сварки и для сваривания цветных металлов применяют и другие достаточно тяжелые элементы, и вся конструкция получается громоздкой. В процессе сварки всегда наблюдается сильное падение напряжения в сети, ”просадка”. Работать с такими массивными конструкциями неудобно. Однако трансформаторы обладают существенным положительным качеством: они сравнительно недороги и, главное, долговечны и надежны в эксплуатации.
- Сварочные выпрямители. Это тот же понижающий трансформатор, на выходе которого имеется преобразователь переменного напряжения в постоянное (выпрямительный блок), и в нем имеется приспособление для регулирования величины сварочного тока. На постоянном токе получаются лучшие характеристики электрической дуги и, как следствие, более качественный шов, что является их преимуществом перед трансформатором. В этой конструкции, как и у трансформатора, практически нечему ломаться. По весу и стоимости сварочные выпрямители не очень отличаются от трансформаторов и имеют те же положительные качества и те же недостатки.
- Инверторы. Весьма сложная модификация источника сварочного тока, недавно появившаяся на рынке.
Устройство сварочного инвертора
Устройство сварочного инвертора.
До выбора сравнительно дорогого аппарата целесообразно выяснить его характеристики. Поэтому необходимо ознакомиться с устройством инвертора.
Сварочный инвертор состоит из входного выпрямителя, собственно инвертора и выходного выпрямителя. Бытовой инвертор рассчитан на работу от однофазной сети напряжением 220 В. Его вход не имеет понижающего трансформатора. Это значит, что вся элементная база входного выпрямителя рассчитана на напряжение 220 В.
Инвертор преобразует постоянное напряжение в переменное, но уже имеющее частоту не 50 Гц, как на входе аппарата, а частоту, измеряемую килогерцами. У разных производителей она может изменяться от 20 до 65 кГц.
Это частотное преобразование лежит в основе преимуществ, которые дает инвертор. Чем больше частота на выходе инвертора, тем более эффективна его работа. В настоящее время ведутся разработки инвертора, который будет иметь частоту до 100 кГц.
Схема работы сварочного инвертора.
Только на высокой частоте в выходной части аппарата появляется понижающий высокочастотный трансформатор. Он снижает напряжение до 70-90 В. Ток же на его выходе можно регулировать в широких пределах, и он может достигать 200 А.Размеры высокочастотного трансформатора намного меньше, чем обычного трансформатора или трансформатора-выпрямителя. Например, сварочный инвертор, обеспечивающий на выходе ток в 160 А, имеет трансформатор весом 250 г.
Обычный сварочный аппарат для обеспечения такого тока имел бы на входе понижающий трансформатор весом 18 кг.
После понижения напряжения снова осуществляется преобразование переменного тока в постоянный, который, проходя через высокочастотный фильтр, сглаживается, избавляясь от пульсаций.
Наиболее дорогим элементом сварочного инвертора является блок, осуществляющий управление всеми происходящими в нем процессами. Далее под термином “инвертор” будем понимать не узел в составе аппарата, а сам аппарат.
Отличительные особенности инверторов
Виды сварочных источников питания.
Убедившись, что для выполнения небольшого объема сварочных работ в домашних условиях подойдет именно инвертор, следует разобраться, чем отдельные модели этих источников тока отличаются между собой.
Существуют две технологии их производства: MOSFET и IGBT. В середине прошлого века была разработана технология MOSFET. Однако значительно экономичнее оказались современные модели, выполненные по технологии IGBT. В Европе, где серьезно относятся к экономному расходованию энергоресурсов, в продаже имеются только модели, изготовленные по этой технологии.
В нашей торговой сети пока можно найти оба типа этих изделий. Поэтому есть необходимость рассказать об их отличиях. Возможно, кто-то посчитает целесообразным вариантом приобретение менее экономичного, но более дешевого изделия, выполненного по технологии MOSFET.
Они больше подходят для сварки несложных сварочных швов в домашних условиях и пока еще более надежны, чем аппараты, изготовленные по технологии IGBT. При небольшом объеме работ преимущество, связанное с меньшими затратами энергии, практического значения не имеют.
Инвертор IGBT.
Инверторы IGBT работают на частоте 60-85 кГц, большей, чем имеет инвертор MOSFET, что позволило в них еще уменьшить вес всей конструкции. Технология IGBT более надежна по температурным характеристикам. Температура аварийного отключения при перегреве составляет 90°С, что примерно на 30˚ больше, чем у аппаратов технологии MOSFET.
Но и здесь есть над чем подумать. Если продолжительность собственно сварки небольшая, то это преимущество может быть несущественным.
Что касается такого важного для инверторов вопроса, как ремонт, то мнения тех, кто его выполняет, расходятся.
Больше деталей, но к ним более свободный доступ у аппаратов технологии MOSFET, что для ремонта является преимуществом. Так считают одни.
Другие считают, что компактный и имеющий меньшее количество элементов инвертор технологии IGBT, реже выходит из строя, да и ремонтировать его проще.Более существенным является тот факт, что инвертор IGBT лучше приспособлен к сварке не только черных, но и цветных металлов и чугуна.
На что следует обращать внимание, приобретая аппарат
Структуры однофазных ШИМ инверторов.
Само по себе приобретение такого сварочного аппарата достаточно дорогое удовольствие, но и его ремонт может обойтись недешево.
Например, замена основного элемента, называемого материнской платой, обойдется примерно в половину стоимости всего инвертора.
Поэтому, приобретая дорогую вещь, не стесняйтесь беспокоить продавца, старайтесь получить от него как можно больше информации и внимательно изучайте документацию инверторного сварочного аппарата.
- Все инверторы в соответствии со стандартами имеют три режима: Anti-Sticking и Arc-Force исключают прилипание электрода в процессе сварки и уменьшают ток после включения, режим Hot‑Start ‑ автоматически увеличивает ток в момент касания электродом шва и обеспечивает надежное зажигание дуги.
- Для инверторов, собранных на элементах, чувствительных к накапливающейся пыли, большое значение имеет их вентиляция. Она должна быть организована так, чтобы как можно меньше пыли скапливалось на платах. Лучше, если в изделии имеется два вентилятора.
- Немаловажное значение имеет и диапазон эксплуатационных температур. Даже если планируют использование инвертора только в обогреваемом помещении, не исключено, что возникнет необходимость его применения в зимних условиях, в мороз.
- Для работы в сельской местности существенное значение имеет диапазон напряжений, в котором производитель гарантирует надежную работу инвертора. Обычно регламентируемое отклонение напряжения ±10% в сельской местности практически никогда не выдерживается. Существуют модели, которые имеют значительно больший рабочий диапазон.
- Будет не лишним поинтересоваться, имеются ли детали для приобретаемой модели и каковы сроки их поставки. Наличие деталей может свидетельствовать либо о том, что такую модель часто ремонтируют, либо о том, что производитель заботится о потребителях своей продукции.
- В быту для сваривания обычно достаточно 3-х мм электродов, однако лучше воспользоваться и приведенной ниже таблицей № 1 (Соотношение толщины свариваемых деталей, диаметра электрода и требуемого при этом тока).
| Толщина деталей, мм | 0,5 | 1-2 | 3 | 4-5 |
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 |
| Сварочный ток, А | 10-20 | 30-45 | 65-100 | 100-160 |
Преимущества сварочного инвертора
Схема диодного моста для сварочного полуавтомата.
Среди прочих достоинств начинающему сварщику важно знать, что даже человеку, не имеющему достаточного опыта, эти аппараты позволяют качественно выполнять сварку. Далее приведем преимущества, которые должны убедить в целесообразности приобретения именно этого типа аппарата.
- Малый вес. Есть инверторы массой 3 кг.
- Высокий КПД. У некоторых моделей он достигает 95%. Для сравнения: сварочный трансформатор в лучшем случае имеет КПД, равный 90%.
- Обеспечивает плавную регулировку сварочного тока в широком диапазоне (см. таблицу).
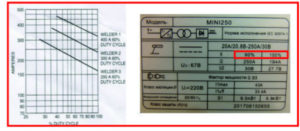
- Большой процент времени работы (ПВ). У некоторых моделей он достигает 80%. Этот параметр должен быть указан на самом устройстве. Его определяют относительно 10-минутного цикла работы на максимальной мощности. Например, обозначение “80%ПВ‑200 А” означает, что непрерывно на максимальном токе, равном 200 А, можно работать в течение 8 мин, после чего необходимо сделать 2-минутный перерыв.
- Инвертор можно использовать с электродами для переменного и постоянного тока, а также для сварки под инертным газом.
- Высокое качество сварного шва и малое разбрызгивание металла в процессе сварки.
- При большом постоянном токе всегда имеется т. н. электромагнитное дутье, то есть отклонение дуги от прямой линии. В инверторах это явление сведено до минимума.
- Инверторы позволяют сваривать металлы и сплавы, которые не поддаются сварке на других аппаратах.
Примечание. Реальный цикл сварки указан на самом аппарате.
В инструкции должен быть обозначен класс защиты изделия. Обозначение состоит из четырех индексов, размещаемых после литер IP.
Первый индекс определяет защиту от попадания внутрь предметов:
Обратная и прямая полярность в сварочном инверторе.
Далее указана защита от попадания внутрь предметов разных диаметров:
- более 50 мм;
- более 12 мм;
- более 2,5 мм;
- более 1 мм;
- не защищен от пыли, но она на работу аппарата не повлияет;
- защищен от попадания пыли.
Второй индекс определяет защиту от попадания внутрь воды:
- не защищен;
- защищен от проникновения вертикально падающих капель;
- защищен от проникновения капель, падающих под углом 15˚;
- защищен от проникновения капель, падающих под углом 40˚.
Например, обозначение IP23 означает, что аппарат защищен от попадания предметов диаметром более 2,5 мм и брызг воды, падающих на аппарат под углом 40˚. Здесь целесообразно проинформировать, что под дождем сваривать запрещено.
Недостатки сварочного инвертора
Схема намотки сварочного трансформатора.
Основным врагом элементов электроники этого сварочного аппарата является влага и пыль. Под дождем сваривать детали запрещено. Однако влага может образоваться внутри, если после работы на морозе сразу же перенести аппарат в теплое помещение.
В этом случае прежде, чем варить в теплом помещении, необходимо выдержать в нем инвертор определенное время. Для удаления пыли необходимо открывать корпус и продувать детали сжатым воздухом, делая тщательно эту операцию.
Трудно обвинять эти изделия в том, что они чувствительны к изменению напряжения. Наоборот, они рассчитаны на значительно больший разброс напряжения, чем большинство бытовых приборов.
Практически вся элементная база, из которой оно состоит, реагирует на многие факторы, которые на обычный сварочный трансформатор или выпрямитель не оказывают никакого влияния.
Поэтому в нем присутствует много элементов защиты, которые также могут выходить из строя.
Например, элемент, называемый варистором, защищает схему от резких бросков напряжения. После защиты этот элемент выходит из строя и его приходится заменять.
При временном отсутствии централизованного электроснабжения к электрогенератору можно подключать только инвертор, имеющий компенсатор перепадов напряжения. Приобретая, проверьте, есть ли в нем это устройство. Об этом должно быть сказано в сопроводительной документации.
Имеется еще один момент, который должны учитывать сварщики, работавшие только на инверторах: такому специалисту при переходе на обычный сварочный аппарат придется учиться заново.
Итак, прежде чем приступить к работе на таком оборудовании, необходимо усвоить хотя бы азы сварочного дела. При этом следует понимать, что влияет на качество шва, на каком расстоянии от шва необходимо держать электрод и под каким углом к свариваемой поверхности.
Основные характеристики сварочного инвертора
По своей сути – та же характеристика диапазона рабочего тока. Иногда по неграмотности или злонамеренно указывается диаметр электрода, которым заявленным максимальным током варить не получится. Иногда наоборот: указан максимальный диаметр электрода, явно не дотягивающий до значения заявленного сварочного тока.
Последний вариант изредка является проблеском совести поставщиков-обманщиков. В качестве максимального тока они указывают ток короткого замыкания. А максимальный рабочий диаметр электрода указывают все-таки честно.
Тип сварочного тока: постоянный (DC) или переменный (AC)
Варить постоянным (иначе прямым, по-английски – DC) током проще: легче удерживать дугу. Поэтому 99,9% современных инверторных аппаратов ММА выдают постоянный сварочный ток.
А вот среди трансформаторов раньше большинство составляли как раз аппараты переменного тока.
Переменный ток (по-английски – AC) используется для сварки цветных металлов. Но не аппаратами ММА, а аппаратами TIG. Поэтому сварочный инвертор ММА, выдающий переменный ток, — большая редкость.
Напряжение без нагрузки
После включения аппарата, до момента поджига дуги напряжение на кончике электрода существенно выше, чем во время работы. И чем оно выше, тем легче поджечь дугу. Но стандарты запрещают уровень напряжения холостого хода на аппаратах, выдающих прямой ток, свыше 100В.
Для еще большего сокращения рисков используют т.н. блоки VRD. Аппарат, снабженный VRD, имеет на кончике электрода до начала поджига дуги всего несколько вольт. И лишь при прикосновении к металлу напряжение холостого хода восстанавливается до уровня, необходимого для поджига дуги.
На всех электродах всегда указывается полярность подключения, тип сварочного тока (постоянный или переменный) и минимально требуемый для поджига уровень напряжения холостого хода. Для абсолютного большинства широко распространенных электродов он не превышает 60В.
Напряжение холостого хода, также как и сварочный ток, зависит от уровня входного напряжения. Чем ниже напряжение в источнике питания, тем ниже напряжение холостого хода. Поэтому по мере снижения напряжения питания поджиг электрода становится все сложнее.
Рабочий цикл, он же ПВ (период включения), он же ПН (полезная нагрузка)
ПВ указывается двумя цифрами. Первая – сила тока. Вторая – процент времени. Например, «130А-50%» означает, что данный аппарат током 130А может варить половину времени. А столько же будет простаивать в ожидании охлаждения до рабочей температуры.
Если измерения проводятся на максимальном токе аппарата, первую цифру опускают, оставляя только показатель в процентах.
Например, если аппарат с номиналом 160А имеет напротив «ПВ» запись «30%», это означает, что током 160 ампер он может работать 30% времени, а 70% будет остывать.
Все верно. Остается только добавить, что отечественный ГОСТ Р МЭК 60974-1-2004 не устанавливает единой обязательной методики измерения показателя ПН для аппаратов ММА. «Стандарт не распространяется на источники питания для ручной дуговой сварки с ограниченным режимом эксплуатации, которые проектируются преимущественно для эксплуатации непрофессионалами».
Европейская методика, изложенная в стандарте EN60974-1, предлагает измерение на нагрузочном стенде при температуре окружающей среды 40С только до первого отключения ввиду перегрева. Полученный результат относят к 10-минутному промежутку. Получается, сработала термозащита через 3 минуты, цикл аппарата на данном токе – 30%.Методика концерна TELWIN. К настоящему времени ее используют большинство китайских производителей (тех, которые вообще проводят такие испытания своих машин). Сам итальянский концерн при замерах ПВ своих аппаратов по собственной методике после показателя скромно указывает «TELWIN». Абсолютное большинство китайских производителей этого не делает.
Наконец, существует российская, она же советская, методика. По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.
В итоге один и тот же аппарат по всем 3 методикам выдает совершенно различный процент! Естественно, самые скромные «циферки» получаются по европейской методике, а самые впечатляющие – до 2 раз и более – по методике Telwin.
Исполнение: класс защиты IP
Класс защиты IP указывает на исполнение электротехнических приборов в отношении твердых объектов (первая цифра) и жидкостей (вторая цифра).
Определить степень защиты аппарата можно визуально. Если у аппарата с IP21 все вентиляционные щели полностью открыты, то у IP22 они уже прикрыты сверху выступающими козырьками. А у аппарата с IP23 эти козырьки почти полностью закрывают щели.
Степень защиты IP24 и выше технически затруднена и не имеет смысла.
Исполнение: класс изоляции (по нагревостойкости)
Многие материалы при нагреве выше определенной температуры утрачивают свои рабочие свойства. Для стандартизации материалов по данному признаку введена классификация изоляции по нагревостойкости.
Почти все сварочные инверторы на транзисторах IGBT имеют класс изоляции H, что соответствует предельной температуре нагрева 180С. Предыдущая «ступенька» — класс F – означает предел нагрева 155С.
Выше класса F – только класс С, указывающий на возможную температуру нагрева свыше 180С.
Температура эксплуатации
Как и внутренний нагрев, внешний нагрев и особенно охлаждение накладывают на эксплуатацию определенные ограничения. Большинство инверторных сварочных аппаратов пригодны для работы в диапазоне от 0С до +40С. Если аппарат пригоден для эксплуатации на морозе, обязательно указывается его предельное значение: минус 20С или минус 40С.
Автор текста: Ю.Шкляревский.
Что такое рабочий цикл сварочного инвертора

Появление на рынке электрифицированного инструмента сварочных инверторов произвело своеобразную технологическую революцию.
Благодаря им, операция соединения металлов путем использования свойств электрической дуги стала доступна не только профессиональным сварщикам, но и любому домашнему мастеру.
Сегодня мы расскажем вам о том, на чем основан принцип действия инвертора и на что стоит обратить внимание при покупке этого инструмента.
Высокая частота – ключ решения проблемы
Первым, кто сумел применить на практике эффект разогрева металлов дугой электрического разряда и перенос ею его молекул, был русский инженер-электротехник Николай Бернандос. Было это в 1882 году. В его установке использовался неплавящийся угольный электрод, а соединение металлов происходило при внесении в зону горения дуги посредника – расплавляемого металлического прутка.
Фактически она являлась прообразом современной сварки TIG. Через шесть лет инженер Николай Славянов создал установку, в которой электрод, провоцировавший возникновение электрической дуги, одновременно играл и роль расплавляемого присадочного прутка. Так возникла ММА – сварка с плавящимся электродом.
Общим в этих электроустановках является природа возникновения электрической дуги. Она зажигается в результате пробоя газовой среды – промежутка между двумя проводниками. Чтобы поставить ее под контроль, инженерам требовалось устройство, обладающее электрической инерцией, поскольку лавинообразное нарастание тока способно уничтожить все на своем пути.
Таковым является трансформатор переменного тока, состоящий из двух обмоток, размещенных на металлическом сердечнике. Магнитный поток в нем имеет силу, прямо пропорциональную породившему его току, но направлен противоположно ему.
Трансформатор же решает и другую задачу – снижает напряжение относительно входа, благодаря чему увеличивается ток, являющийся первопричиной пробоя среды и возникновения электрической дуги.
Чем он выше, тем сильнее ее разогрев и тем большее количество молекул металла она может перенести.
Чтобы трансформатор мог работать в режиме короткого замыкания, его обмотки должны эффективно противодействовать силе тока, разрушающей их. Для этого сечение провода делают очень большим, а сердечник максимально массивным.
Инженерами-электротехниками был обнаружен эффект, заключающийся в том, что физическое воздействие потока электронов на проводник тем сильнее, чем ниже частота его колебаний. Например, если по медному проводу сечением 1 мм2 пропустить ток частотой 50 Гц и силой 50 ампер, то он расплавится. Но если при тех же количествах ампер его частота будет равна 20-30 кГц, то он останется холодным.
Главным недостатком токов высокой частоты является невозможность передачи электроэнергии на большие расстояния. Поэтому частота промышленного тока равна 50 (в некоторых странах 60) Гц. Это оптимальное значение, позволяющее получить удовлетворительный уровень потерь и не делать электроустановки слишком массивными.Сварочные аппараты, на обмотки трансформаторов которых подается ток промышленной частоты 50 Гц, имеют большую массу и габариты из-за того, они должны работать в режиме короткого замыкания и не разрушаться при этом.
Они вызывают чрезмерные перегрузки в электросети, что существенно затрудняет их применение в быту. Возможность воплотить в жизнь идею использования высокочастотных колебаний при сварочных работах появилась лишь в конце XX века, когда на основе полупроводниковых приборов сконструировали источники высокочастотных незатухающих колебаний.
Сварочные инверторы
Схема, когда ток промышленной частоты 50 Гц преобразуется в высокочастотный, получила название инверторной от английского слова inversion – преобразование, изменение. Принцип работы инвертора любого типа заключается в следующем:
- Переменный ток промышленной частоты 50 Гц выпрямляется. Для этого его сначала подают на понижающий трансформатор переменного тока. А потом на так называемый диодный мост, состоящий из четырех элементов с односторонней проводимостью. На его выходе получается пульсирующее напряжение, которое сглаживается конденсатором. Это первая стадия инверсии.
- Постоянное напряжение используется для питания полупроводникового генератора незатухающих колебаний, представляющих собой бесконечную последовательность прямоугольных импульсов разной полярности. Ее принято называть квазисинусоидой из-за схожести с эпюрой напряжения генератора переменного тока. Это вторая стадия инверсии – получение переменного тока высокой частоты.
Устройство сварочного инвертора значительно отличается от электроустановок, построенных по этому принципу. Например, от частотного преобразователя, использующегося для управления скоростью вращения асинхронных электродвигателей.
В первую очередь тем, что частота колебаний в нем повышается до десятков килогерц (у частотников она не выше 60 Гц). Это позволяет сделать трансформатор, который работает в режиме короткого замыкания, компактным.
При этом величина выходного напряжения трансформатором уменьшается, а не увеличивается, как в том же частотнике.
На вход прибора подается питание 220 вольт, а с разъемов для подключения проводов снимается от 40 до 80 вольт.
Это делается не только с целью получения сварочного тока более 50 ампер, что является основным условием возникновения электрической дуги, но и для того, чтобы обезопасить сварщика от поражения электрическим током.
Принцип работы сварочного инвертора отличается еще и тем, что в нем производится двойная инверсия – для зажигания дуги и переноса металла в ней используется постоянный ток, получаемый выпрямлением высокочастотных колебаний.
Это усложняет схему и приводит к удорожанию прибора, но конструкторы идут на такие ухищрения по той причине, что они создавали устройство для массового и непрофессионального использования.Бытовое применение такого прибора облегчается еще и тем, что сварка инвертором не вызывает перегрузки сети (при использовании промышленного оборудования 50 Гц падение напряжения заметно по ослаблению силы свечения ламп накаливания). А происходит это по той причине, что генератор высокочастотных импульсов играет роль гальванической развязки.
Выбор сварочного инвертора
Зная то, как работает оборудование сварочного инверторного аппарата, вы можете сделать правильный выбор при его покупке. Надо обращать внимание на следующие параметры:
- Потребляемая мощность. Эта величина влияет на то, как долго может сварочник работать под нагрузкой без критического нагрева элементов схемы. Для рядового потребителя она может быть не слишком понятна, поэтому в технических характеристиках указывается еще и продолжительность включения на максимальном токе (ПВ) в процентах. Например, если ПВ равно 60%, то рабочий цикл состоит из шести минут работы под нагрузкой и четырех на холостом ходу для остывания. Любительские модели мощностью до 2 кВт имеют ПВ, равным 30%. А у профессиональных устройств (от 4 кВт и выше) ПВ всегда выше 50%.
- Диапазон рабочих токов. Обычно он делается в пределах от 16 до 220 ампер. Для бытового применения достаточно 110-120 ампер. Двести двадцать необходимо для сваривания фасонного металлопроката большого сечения и массы.
- Холостой ход. Напряжение на выходных контактах инвертора без нагрузки. Для сварщика напряжение холостого хода сварочного инвертора является фактором, влияющим на легкость поджигания дуги. Чем оно больше, тем проще. Однако большой ХХ ведет к тому, что шов становится пористым и забивается шлаком, что ослабляет его. Для работ с чистым металлом достаточно, чтобы ХХ был равен 40 вольтам. Для грубой сварки из ржавых труб и профилей необходимо 70-80 вольт.
- Опции. Hotstart – увеличение сварочного тока в момент касания электродом поверхности. Она помогает при работе со ржавым металлом или низком уровнем напряжения на входе инвертора. Arcforce – форсаж дуги, который не дает ей погаснуть во время работы, если, например, встретился толстый слой окислов. Antistick – сброс сварочного тока до нуля при прилипании электрода. Позволяет легко оторвать его от шва без осыпания слоя флюса. Экономит расходный материал. Начинающим сварщикам они помогут быстро освоить азы профессии и уберегут от неизбежного брака в работе.
Сварочный инвертор необходим каждому домашнему мастеру. Он дает реальную свободу действий при ремонте и монтаже металлических конструкций.
Пн и пв сварочных аппаратов
Часто спрашивают: что такое ПВ или ПН сварочного аппарата? Заглавные буквы ПН обозначают продолжительность нагрузки, а ПВ — продолжительность включения соответственно. Режим работы инверторного аппарата не менее важная характеристика, чем величина максимального сварочного тока. Про режим работы часто забывают начинающие сварщики. Этого делать нельзя.
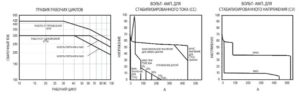
Параметр ПН/ПВ всегда указан в процентах и показывает время работы инвертора при десятиминутном цикле.
Например, если ПН/ПВ равен 40% — это означает, что после 4 минут работы аппарату нужно будет передохнуть, охладиться в течении 6 минут до повторного запуска.
Таким образом, цифра позволяет приблизительно оценить, сколько раз инвертор будет отключаться по перегреву при бесперебойной работе в течение длительного времени.
Нагрузка источника питания (далее по тексту ИП) для дуговой сварки имеет, как правило, переменный характер. Процесс сварки состоит из повторяющихся циклов в которых рабочий период чередуется с паузами необходимыми для замены электродов, подготовки к наложению следующего шва, подгонки деталей и т.д. Согласно стандартам различают три типовых режима работы:
- Длительный при неизменной нагрузке;
Так работают ИП для автоматической сварки и многопостовые источники.
Рабочие периоды прерываются режимами работы на ХХ. В данном случае применяется понятие продолжительности нагрузки (ПН)
Рабочие периоды чередуются с периодами полного отключения силовых цепей ИП от сети.
В данном случае рабочий режим положено именовать как продолжительность включения (ПВ)
ПН/ПВ равно отношению времени работы аппарата к времени всего цикла. Длительность цикла принимается за 10 мин. Формула выглядит так:
ПН/ПВ =tраб./tцикла *100%
Для большинства сварщиков-профессионалов, не говоря уже о любителях, понятие режима работы сварочного аппарата является не очень понятным. Данная характеристика должна показать, как поведет себя сварочный аппарат при работе на максимальном токе и температуре +40 градусов.
Сварщики профессионалы, выбирая аппарат для работы, смотрят на ток длительной нагрузки, который обозначен на шильде аппарата в графе ПН 100%. Опираясь на цифры в данной графе, эксперт в сварке может представить, будет ли достаточно заявленного производителем тока для решения тех задач, которые стоят перед сварщиком.
Если токовые режимы, указанные в графе 100% совпадают или превосходят предполагаемые токи необходимые для выполнения конкретных задач, значит аппарат в процессе работы не будет перегреваться и уходить в защиту.
Для бытового использования высокие значения ПН не столь важны, поскольку для работы по дому аппарат редко используется на пределе своих возможностей, да и нагрузки носят скорее кратковременный характер. Заявленные данные по режиму работы инвертора являются результатами изысканий разработчиков оборудования. Необходимый ПН или ПВ закладывается в расчете при проектировании.В соответствии с поставленной задачей по продолжительности нагрузки инженеры подбирают компоненты сварочного аппарата. В расчет принимается множество нюансов. Например, теплостойкость изоляции проводов, размеры и число охлаждающих радиаторов, номиналы температурных датчиков, места их установки.
Инженеры просчитывают наиболее теплонагруженные узлы и проверяют, как они будут влиять на режим работы инвертора в процессе длительной эксплуатации.
Как проверяют ПН/ПВ?
Рассчитать ПН инвертора могут только инженеры на этапе проектирования источника. В условиях лаборатории можно только подтвердить исходные данные, заявленные производителем, либо опровергнуть их. Посчитать ПН конкретного аппарата, опираясь на данные, полученные во время испытаний, можно только условно и очень приблизительно.
Существует метод проверки работы ИП. Он обозначен в ГОСТ Р МЭК 60974-1-2012 и подразумевает нагружение источника максимальным током заявленным производителем. Данный способ позволяет подтвердить или опровергнуть заявленные значения режима работы достаточно быстро.
Что такое рабочий цикл сварочного инвертора? — Металлы, оборудование, инструкции
Часто спрашивают: что такое ПВ или ПН сварочного аппарата? Заглавные буквы ПН обозначают продолжительность нагрузки, а ПВ — продолжительность включения соответственно. Режим работы инверторного аппарата не менее важная характеристика, чем величина максимального сварочного тока. Про режим работы часто забывают начинающие сварщики. Этого делать нельзя.
Параметр ПН/ПВ всегда указан в процентах и показывает время работы инвертора при десятиминутном цикле.
Например, если ПН/ПВ равен 40% — это означает, что после 4 минут работы аппарату нужно будет передохнуть, охладиться в течении 6 минут до повторного запуска.
Таким образом, цифра позволяет приблизительно оценить, сколько раз инвертор будет отключаться по перегреву при бесперебойной работе в течение длительного времени.
Нагрузка источника питания (далее по тексту ИП) для дуговой сварки имеет, как правило, переменный характер. Процесс сварки состоит из повторяющихся циклов в которых рабочий период чередуется с паузами необходимыми для замены электродов, подготовки к наложению следующего шва, подгонки деталей и т.д. Согласно стандартам различают три типовых режима работы:
- Длительный при неизменной нагрузке;
Так работают ИП для автоматической сварки и многопостовые источники.
Рабочие периоды прерываются режимами работы на ХХ. В данном случае применяется понятие продолжительности нагрузки (ПН)
Рабочие периоды чередуются с периодами полного отключения силовых цепей ИП от сети.
В данном случае рабочий режим положено именовать как продолжительность включения (ПВ)
ПН/ПВ равно отношению времени работы аппарата к времени всего цикла. Длительность цикла принимается за 10 мин. Формула выглядит так:
Особенности выбора сварочного инвертора
Сварочные аппараты имеют четкое деление по длительности рабочего цикла.
Электрическая схема подключения сварочного инвертора
Делая выбор сварочного инвертора для использования в быту, прежде всего обращают внимание на длительность рабочего цикла: время работы плюс перерыв.
Выбор инвертора зависит от того, какой толщины металл планируют сваривать.
При этом необходимо сравнить характеристики существующих аналогов и убедиться, что инвертор является именно тем прибором, что необходимо иметь для сварки в домашних условиях.