Давление углекислоты при сварке полуавтоматом
Давление углекислоты при сварке полуавтоматом
Отличительной чертой полуавтоматической сварки является автоматизированная подача присадочного материала, в качестве которого выступает сварочная проволока. Ниже рассмотрим, как правильно вести сварку полуавтоматом с углекислотой, и почему применение защитного газа повышает качество шва.
Что нужно знать о сварке полуавтоматом
Прежде чем узнать, как правильно вести сварку с углекислотой на полуавтомате, необходимо более подробно разобраться в самой технологии.
Сварочный процесс при помощи данного оборудования достаточно прост. Проволока подается непрерывно с определенной скоростью, а через сопло в рабочую зону поступает углекислый газ, либо другая газовая смесь. Такие агрегаты очень удобны в эксплуатации и позволяют производить работы даже непрофессионалам, поэтому пользуются большой популярностью в быту и на небольших частных предприятиях.
Изображение процесса сварки полуавтоматом
Одним из основных достоинств подобной технологии является возможность работать как с тонкими изделиями (до 0,5 мм), так и с большими толщинами. Кроме того, общая стоимость работ сравнительно небольшая.
Преимущества использования углекислоты
Во время работы с полуавтоматом желательно использовать защитный газ, благодаря которому результат получается более качественным. Информацию о нем можно почерпнуть в статье: сварочная смесь или углекислота – выбираем защитный газ для сварки.
Применение СО2 имеет неоспоримые преимущества:
- узкая зона термического воздействия позволяет сваривать даже сверхтонкие детали;
- производительность аппарата увеличивается в несколько раз;
- дуга становится стабильнее (в сравнении со сваркой без защитных газов), а разбрызгивание металла уменьшается;
- шов получается высокого качества, даже без дополнительной подгонки деталей;
- углекислота является более доступным газом, чем современные сварочные смеси.
Но CO2 имеет и ряд недостатков:
- дуга недостаточно стабильна по сравнению с использованием надежных защитных газовых смесей;
- разбрызгивание металла все равно остается большим по сравнению с защитными газовыми смесями;
- увеличивается время на процесс зачистки;
- увеличивается расход на присадочные материалы.
Качество швов, полученных с использованием углекислоты и сварочной смеси
Иногда нет смысла использовать дорогие защитные смеси, если работа не требует особой точности, и отличного качества шва. Но идеальные швы сделать не получится, либо же потребуется масса усилий.
Изучить, как правильно вести сварку полуавтоматом с углекислотой, на самом деле не так сложно. Тем более, что применение газа несколько упрощает рабочий процесс, добавляя ему стабильности, и уменьшая трудоемкость.
Конечно, заправка газового баллона требует дополнительных финансовых вложений, однако, в итоге, сварщик получает ряд преимуществ, которые быстро окупают затраты.
А прочитать подробнее про другие технические газы вы можете в этом разделе.
Как правильно вести сварку с углекислотой на полуавтомате своими руками
Чтобы шов получился качественным даже на сложной детали, необходимо иметь определенные навыки, а также придерживаться инструкций.
Соблюдайте инструкции для безопасного и правильного процесса сварки
На начальном этапе главная задача заключается в настройке аппарата. Следует убедиться, что источник настроен правильно, а характеристика выходного тока соответствует паспортным данным.
Для каждой толщины металла выбирается своя сила тока. Не следует забывать и о скорости подачи электрода, которая регулируется электрическим (переменным сопротивлением) или механическим (заменой шестерен) способом.
Держатель располагается так, чтобы наконечник находился в рабочей зоне. Одновременно с нажатием кнопки «Пуск» необходимо «чиркнуть» электродом по металлу для загорания дуги. Во время сварочного процесса наконечник ведется с оптимальной скоростью без резких движений, при этом, сварщик должен постоянно контролировать его положение и наклон.
Быстрая, медленная и нормальная подача проволоки и скорость сварки
Чтобы хорошо усвоить, как правильно вести сварку с углекислотой на полуавтомате, лучше вначале потренироваться на опытном образце.
Таким образом, можно подобрать правильный режим работы аппарата, выбрать необходимую скорость подачи электрода, и определить оптимальный расход газа.Когда дуга станет устойчивой, а количество флюса будет выдаваться согласно норме, можно приступать к основному процессу.
Советы по выбору полуавтомата
От выбора аппарата для полуавтоматической сварки во многом зависит качество и эффективность работ. Ниже приведены основные особенности, на которые следует обращать внимание при покупке данного оборудования:
- чем выше мощность, тем более толстые детали можно сваривать;
- инверторные аппараты намного проще в эксплуатации;
- желательно выбирать устройства со съемными держателями;
- инструкция должна быть удобной и понятной даже непрофессионалу.
Если вы планируете использовать защитный газ, следует позаботиться о заправке баллонов. Полную информацию о данном процессе читайте в статье: углекислота: где заправить – вопрос не праздный.
Также можете посмотреть видео о сварке полуавтоматом:
В компании «Промтехгаз» можно осуществить заправку баллонов качественной защитной смесью. Большой ассортимент продукции позволит подобрать правильный газ для разных целей и материалов.
Какое давление углекислоты при сварке полуавтоматом — Справочник металлиста
Сварка в углекислом газе является разновидностью сварки под флюсом. Она производится плавящимся электродом и широко применяется для монтажных работ, ремонта и восстановления тонкостенных деталей.
Применение сварки в среде углекислого газа
Простота процесса, малый расход материалов и доступность сварки в двуокиси углерода позволяет использовать ее во многих отраслях. Наибольшее распространение сварка и наплавка в среде углекислого газа получила в таких направлениях:
- судостроение;
- машиностроение;
- строительство и ремонт трубопроводов;
- монтажные работы;
- производство котлов и аппаратуры;
- заварка повреждений стального литья и других.
Сварочные работы в среде углекислого газа применяются, в частности, для восстановления тонкостенных деталей кузова автомобиля.
Преимущества сварки в углекислом газе
Сварочные работы в среде углекислоты имеют ряд преимуществ по сравнению с другими видами сварки:
- Видимость процесса сварки и горения дуги для сварщика.
- Отсутствие необходимости в приспособлениях для подачи и отвода флюса.
- Хорошее качество швов. Сварные швы не требуют последующей очистки от остатков флюсов и шлака.
- Увеличенная производительность сварки в углекислом газе, вследствие качественного использования тепла дуги.
- Возможность проведения работ в разных пространственных положениях в режимах автоматической и полуавтоматической сварки.
- Низкая стоимость углекислого газа.
- Использование для сварки электрозаклепками и металлов небольших толщин.
- Доступность сварочных работ на весу без использования подкладки.
Сущность процесса сварки в углекислом газе
Углекислый газ препятствует негативному воздействию атмосферы на процесс сварки.
Высокая температура дуги частично разлагает углекислый газ на окись углерода и кислород. В результате образуется смесь из трех газов в зоне дуги: кислорода, углекислого газа и окиси углерода.
Кислород вступает в реакцию окисления с металлом. Температура электрической дуги значительно выше, чем температура сварочной ванны, поэтому выгорание (дополнительный расход) металла происходит, в первую очередь, в сварочной проволоке. Основной металл в сварочной ванне окисляется не так интенсивно.
Для снижения негативных последствий выгорания, сварочная проволока изготавливается с добавлением легирующих добавок. Повышенное содержание марганца, титана и кремния уменьшает количество окиси углерода и препятствует образованию пор в сварочном шве.
Степень окисления увеличивается при возрастании расхода потребляемого напряжения. Уменьшение интенсивности окисления происходит при увеличении плотности тока. Прямая полярность тока при сварке углекислым газом приводит к большему окислению, чем обратная.
Технология сварки в углекислом газе
Перед сваркой поверхность кромок очищают от ржавчины, загрязнений, окалины и шлака. Потолочные и вертикальные швы выполняют проволоками малого диаметра и на небольших токах.
Проведение сварочных работ в двуокиси углерода может происходить с использованием следующих процессов:
- с частыми принудительными короткими замыканиями;
- с крупнокапельным переносом;
- с непрерывным горением дуги.
Выбор процесса переноса электродного металла зависит от типа сварочной проволоки. Обычно сварочные работы в среде углекислого газа проводят на переменном токе. Реже применяется постоянный ток. Диаметр сварочной проволоки и величина тока зависят от размещения шва в пространстве и толщины свариваемого металла.
Материалы для сварки в среде углекислого газа
Сварочные работы двуокисью углерода производится в полуавтоматическом или автоматическом режиме. Выбор материалов для сварки в среде углекислого газа определяется особенностями этого метода работ. Для их выполнения используют:
- специальную сварочную проволоку;
- сжиженный углекислый газ.
Сварочная проволока
Электроды, применяемые для сварочных работ полуавтоматом в углекислом газе, имеют свои особенности. Сварочная проволока, применяемая для сварки под флюсом, в основном, не подходит при работах в среде двуокиси углерода.
Для сварки в углекислом газе используют электроды с повышенным содержанием легирующих добавок из марганца и кремния.
Для чего нужна углекислота при сварке полуавтоматом?

Углекислота для сварки металлов широко используется в качестве защитного газа. Он подается через специальное сопло в горелке полуавтоматического аппарата и надежно защищает сварочную зону от кислорода и азота воздуха, а также от водяных паров.
Специфика технологии
Сварка в атмосфере углекислого газа — разновидность электродуговой. Постоянный разряд электродуги выделяет большое количество тепловой энергии, которая разогревает и расплавляет металл заготовки. Ток идет через заготовку, воздушный промежуток и неплавкий вольфрамовый электрод.
Сварочный материал в виде проволоки подается в рабочую зону отдельно, она не служит проводником. Подача осуществляется с постоянной скоростью подающим механизмом, встроенным в полуавтоматический сварочный аппарат.
Для того, чтобы защитить сварочную ванну от воздействия кислорода и водорода воздуха, а также водяных паров, в рабочую зону подается защитная атмосфера, состоящая из углекислого газа. Его облако вытесняет воздух и предотвращает нежелательные химические реакции
Что такое углекислый газ?
Молекула углекислого газа СО2 состоит из атома углерода и двух атомов кислорода. При нормальных условиях оксид углерода представляет собой газообразное вещество тяжелее воздуха, без цвета и запаха.
Оксид углерода обладает низкой химической активностью, что делает его отличным кандидатом на роль создателя защитной атмосферы вокруг сварочной зоны. Это же свойство используется при работе углекислотных огнетушителей, прекращающих доступ кислорода воздуха к очагу возгорания.
При атмосферном давлении в жидком состоянии находиться не может. При охлаждении до -78оС затвердевает, образуя рыхлую массу, напоминающую снег. Это так называемый «сухой лед», используемых для охлаждения продуктов в пищевой промышленности и торговле.
Вещество выделяется в ходе окисления органических веществ — при сгорании, гниении, дыхании живых организмов.
Перевозится вещество в газообразном состоянии, в емкостях под давлением.
Сфера применения
Углекислота в производстве обходится существенно дешевле аргона, гелия и других, но уступает им по своим защитным свойствам. Сварка в атмосфере СО2 используется для рядовых соединений из обычных конструкционных сталей.
Для более ответственных конструкций, специальных сталей, высоконагруженных узлов используют более дорогое, капризные в хранения и применении инертные газы.
При массовом производстве типовых металлоконструкций применение углекислого газа для защиты сварочной зоны дает заметную разницу в себестоимости.
Дешевле обходится и организация хранения СО2.
Запорно-регулирующая аппаратура для баллонов
При работе с оксидом азота используют специальную запорно-распределительную арматуру. Редуктор понижает входное давление со 100 атм. до рабочего значения в 3 атм.
Он снабжен двумя манометрами: на выходе и на входе, по которым сварщик следит за значением давления.
Редуктор снабжен двумя фильтрами, задерживающими примеси.
Установка необходимого рабочего давления осуществляется вращением рукоятки регулятора.
С помощью накидных гаек устройство присоединяется к баллону и к шлангу, снабжающему потребителя.
Предохранительный клапан при возникновении нештатной ситуации сбрасывает избыток давления в атмосферу.
Особенности заправки
Углекислотный баллон для полуавтомата заряжают двумя методами:
- перепусканием из емкости хранилища через редуктор и расходомер в заправляемый баллон;
- закачкой в заправляемый баллон с помощью компрессора.
Независимо от способа наполнения важно точно установить вес пустого баллона. Взвесив баллон после заполнения, можно точно установить количество закачанного СО2.
Заправка баллонов оксидом углерода, в отличие от ацетилена или кислорода, не требует чрезвычайных мер предосторожности. Однако расслабляться при этом нельзя: в случае массовой утечки углекислый газ образует атмосферу, непригодную для дыхания. Поэтому необходимо тщательно проверять состояние баллонов, арматуры и шлангов на отсутствие механических повреждений.
При заправке способом «баллон в баллон» тот баллон, из которого заправляют, рекомендуют перевернуть дном вверх и следить за его температурой.
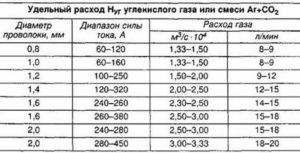
Расход
Расход углекислоты для выполнения сварки полуавтоматом определяется сочетанием ряда факторов.
- погодные условия (температура, ветер, влажность);
- качество сварочных материалов;
- квалификация и опыт сварщика.
Она может изменяться от 3 до 60 литров в минуту.
При расчете планового расхода учитывают такие характеристики, как диаметр сварочной проволоки и толщину заготовок. К расчетному значению, равному произведению удельного расхода на длину шва, добавляют запас в 10% на подготовительные операции.
Из стандартного баллона, содержащим 25 кг СО2, после понижения давления до рабочего образуется приблизительно 500-510 литров газа. При максимальном расходе этого количества хватит на 8 часов работы сварочного углекислотного полуавтомата. В среднем баллона хватает на 15-20 часов.
Плюсы и минусы
Работа в атмосфере СО2 имеет следующие преимущества перед другими видами сварки:
- надежная защита сварной зоны от химически активных веществ;
- дешевизна;
- возможность варить «на весу», без использования подкладочных пластин;
- устойчивая дуга на тонкостенных заготовках;
- рациональное использование тепловой энергии электродуги.
Кроме достоинств, методу присущ и ряд недостатков:
- низкая пригодность для работы с высоколегированными сплавами и цветными металлами;
- сложность проведения многослойной сварки;
- опасность удушья при работе в непроветриваемых объемах.
Длительно время подготовки и запуска процесса делает его малопригодным для небольших объемов сварочных работ, которые нужно выполнить быстро.
Техника безопасности
Углекислый газ имеет два потенциально опасных фактора воздействия:
- взрыв баллона при нагреве;
- удушье при работе в замкнутом непроветриваемом объеме при превышении уровня концентрации в 5%.
Исходя из этих рисков и формируются требования техники безопасности к проведению работ с СО2.
Во время транспортировки:
- все баллоны должны перевозиться в специальном поддоне, в вертикальном положении;
- на каждом баллоне должны быть резиновые предохранительные кольца.
Во время хранения и заправки:
- все помещения должны быть оборудованы газоанализирующей аппаратурой;
- при заправке баллона необходимо контролировать его температуру;
- не допускается перезаправка баллона свыше нормативного значения;
- не прикасаться к трубопроводам, шлангам и арматуре без защитных перчаток.
Во время работы:
- при работе в замкнутом объеме организовать постоянный контроль содержания СО2 в воздухе;
- обеспечить вентиляцию или снабдить сварщика изолирующей маской с подачей воздуха;
- работать вдвоем, причем один человек должен находиться снаружи объема и следить за состоянием сварщика.
При соблюдении требований безопасности углекислый газ не представляет угрозы для здоровья.
Опасность угарного газа СО
Угарный газ – сильно ядовитое вещество. При вдыхании ведет к общему угнетению функций организма и тяжелому отравлению. Возможен и летальный исход. Работать в атмосфере угарного газа допускается только в изолирующей дыхательной аппаратуре.
Полярность
Полярность при сварке полуавтоматом в среде углекислого газа обратная, то есть «плюс» подсоединяется к заготовке, а «минус» — к электроду. При работе прямой полярностью в среде СО2 будет трудно обеспечить стабильность электродуги. Нестабильная дуга при такой схеме подключения приводит к возникновению дефектов сварного шва.
Работа
Перед началом сварки проводятся обязательные подготовительные работы. в них входят следующие операции:
- зачистка зоны шва от механических загрязнений, остатков старых лакокрасочных покрытий, следов коррозии и т.п.;
- обезжиривание поверхности с использованием органических растворителей, кислот или щелочей;
- пробный шов для окончательного уточнения величины рабочего тока, особенно при соединении заготовок малой толщины.
Сварочный полуавтомат с углекислотой размещают так, чтобы шланг не мешал движениям сварщика.
Сварку полуавтоматом-инвертором в среде СО2 выполняют двумя методами, различающимися углом наклона относительно направления движения руки:
- углом вперед, применяется для сварки листовых заготовок малой толщины;
- углом назад, дает возможность глубокого провара на деталях средней и большой толщины, ширина шва при этом получается меньше.
После того, как шов заварен до конца, требуется сохранять подачу газа до остывания сварочной зоны. Это предотвратит окисление нагретого металла. Сначала следит прервать подачу сварочной проволоки, потом- отключить ток и только потом- газ. Ха этот промежуток времени шов остынет.
Далее следует зачистить зону шва от шлака и окалины
Полуавтоматическая сварка в атмосфере углекислоты позволяет обеспечит высокое качество и приемлемую себестоимость сварного соединения. Расход СО2 зависит от параметров детали и условий работы и составляет от 3 до 60 л/час. При работе необходимо соблюдать правила техники безопасности.
Применение углекислого газа для сварки полуавтоматом
Использование углекислоты для сварки полуавтоматом получило широкое распространение как среди начинающих сварщиков, так и среди профессионалов. Такой газ для сварки (имеет маркировку co2) защищает сварочный шов от негативного воздействия атмосферы, улучшает качество работ и увеличивает производительность труда. В этой статье мы расскажем все о сварке в среде углекислого газа.
статьи
- Суть сварки в углекислоте
- Преимущества дуговой сварки в углекислом газе
- Применяемые материалы при сварке в углекислоте
- Сварочная проволока
- Углекислый газ
- Вместо заключения
Суть сварки в углекислоте
Углекислотный газ частично распадается на углерод и кислород, находясь под воздействием большой температуры. Впоследствии формируется смесь из нескольких газов одновременно: кислорода, углерода и углекислого газа.
В совокупности эти газы защищают сварочную зону от негативного влияния окружающей среды, ведь в сварочном цеху или в гараже практически невозможно установить идеальные условия для сварки.
Кроме того, смесь трах газов взаимодействует c железом, что также улучшает качество готового шва.
Углекислый газ обладает свойством сильного окисления металла, что может привести к потере качества работы.Чтобы устранить окислительные процессы в сварочную проволоку в избыточном количестве вводят кремний и марганец, их оксиды высвобождаются во время сварки и благодаря своим свойствам подавляют окислительные процессы.
Они вступают в реакцию друг с другом, а не растворяются в сварочной ванне, тем самым формируется надежное соединение, не подверженное окислению.
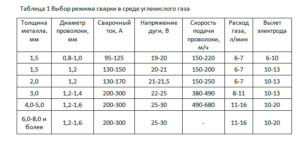
Для сварки в углекислоте используется сварочный полуавтомат. Режим работы полуавтомата выбирается исходя из толщины металла. Ниже вы можете видеть таблицу с рекомендуемыми параметрами для сварки тонких металлов.
Преимущества дуговой сварки в углекислом газе
Мы будем сравнивать дуговую сварку в углекислоте со сваркой под флюсом, поскольку два этих метода часто обсуждают в попытке выяснить, что лучше. Перечислим основные преимущества сварки в углекислом газе:
- Мастер может беспрепятственно наблюдать за процессом сварки и следить за дугой, поскольку нет флюса, закрывающего обзор.
- Нет необходимости использовать дополнительное оборудование для подачи и удаления флюса с поверхности металла, что выгодно экономически.
- Не нужно очищать металл от шлака и остатков флюса. Это преимущество особенно важно, если планируется многослойная сварка деталей.
- Производительность труда повышается в несколько раз за счет равномерной подачи тепла от сварочной дуги. Скорость работы до 3 раз быстрее, чем ручная сварка электродами или сварка под флюсом.
- Качество швов значительно выше, даже если вы начинающий сварщик.
- Можно проводить работы в любом положении. Сварщику доступна возможность выполнить и горизонтальный, и вертикальный шов, а также соединения под углом или на весу, не используя при этом стальную подкладку.
- Углекислый газ стоит дешево и его перерасход незначительно скажется на стоимости работ.
- Можно сваривать тонкий металл без страха ухудшить качество сварного шва.
- Наплавка при сварке полуавтоматом в углекислом газе лучше, чем при сварке под флюсом.
Но и это еще не все. Одним из главных преимуществ такого метода сварки является его экономичность. Она достигается как за счет низкой цены на газ, так и за счет увеличения скорости работы.
Если измерять стоимость работ, руководствуясь количеством металла, необходимого для наплавки, то при сварке в углекислом газу килограмм металла обходится в два раза дешевле, чем при сварке под флюсом или при ручной сварке.

Сварочный процесс с углекислотой широко используется не только гаражными умельцами, но и в промышленных целях.
Этот метод сварки незаменим в машино- и судостроении, при сварке магистральных отопительных и водопроводных систем, при выполнении сложного монтажа металлических конструкций в труднодоступном месте, при производстве изделий из легированной стали, и металлов, устойчивых к теплу, при оперативном ремонте и наплавке.
Как видите, этот метод сварки не зря настолько распространен. Он обладает множеством преимуществ и позволяет существенно улучшить качество сварочных работ. Теперь подробнее разберем материалы, необходимые для углекислой сварки.
Углекислый газ
Самый главный компонент. Газ для сварки не имеет цвета и не наносит вреда здоровью. Углекислоту для сварки хранят и перемещают в специальных баллонах с заданным давлением. В большинстве случаев баллоны можно отличить по характерному черному цвету и подписи «Углекислота», но бывают и исключения.
Качественный газ с углекислотой, применяемый для сварки полуавтоматом, должен на 98% состоять из диоксида углерода. Этого достаточно для выполнения большинства работ. Но если необходимо сварить особо важные металлические конструкции, то лучше приобретать баллон с содержанием 99%. Также важно, чтобы в баллоне не было излишней влаги.
Если углекислота для сварки содержит влагу, то наплавка теряет пластичность, а шов приобретает пористую текстуру и его характеристики ухудшаются.
Если газ не сухой, то мы рекомендуем поставить баллон вертикально на 20-30 минут, чего будет достаточно для того, чтобы лишняя влага осела на дно. В баллоне могут также содержаться примеси азота, которые негативно влияют на качество работ. Выпустите немного газа из баллона, прежде чем приступать к работе, так лишние примеси уйдут в атмосферу и не будут препятствовать хорошему результату.
Вместо заключения
Сварка с использованием углекислого газа — это крайне полезный навык, расширяющий ваши профессиональные умения. С помощью такого вида сварки можно улучшить качество своей работы и повысить производительность труда.
При этом себестоимость таких работ будет достаточно экономной за счет низкой цены на газ.
Конечно, у начинающих сварщиком может быть перерасход газа, пока они не «набьют руку», но с опытом придет полное понимание сути сварки в углекислоте, а значит и осознание, как можно сократить расход комплектующих.
Рабочее давление углекислоты при сварке полуавтоматом

Отличительной чертой полуавтоматической сварки является автоматизированная подача присадочного материала, в качестве которого выступает сварочная проволока. Ниже рассмотрим, как правильно вести сварку полуавтоматом с углекислотой, и почему применение защитного газа повышает качество шва.
Сварка в среде углекислого газа

Сварка металла в защитной среде углекислого газа считается профессионалами одной из самых эффективных. Особенно когда дело касается соединения тонких по толщине заготовок или деталей. Именно поэтому сварка в углекислом газе используется для ремонта кузовов автомобилей, минимальная толщина которых составляет 0,5 мм. К основным достоинствам данного вида сваривания металлов можно отнести:
- достаточно высокую производительность;
- незначительный нагрев свариваемых заготовок, что приводит к минимальному их короблению;
- варить швы можно в любом положении, и это не составляет большого труда, и не влияет на качество конечного результата;
- благоприятные условия проведения сварочного процесса;
- минимальные затраты, так как сам углекислый газ стоит очень дешево.
Проводить дуговую сварку в среде углекислого газа можно ручным способом, при помощи полуавтоматов и автоматов. В небольших цехах по ремонту автомобилей используется именно сварка в среде углекислого газа полуавтоматами. Это удобно, это позволяет регулировать подачу присадочной проволоки в зону сваривания, скорость которой варьируется в пределах 148-600 м/ч.
Режим и техника сварки
На что необходимо обратить внимание, проводя полуавтоматическую сварку в среде углекислого газа.
- Сварка металлов проводится на постоянном токе при обратной полярности. Это когда минус подключается к заготовке, а плюс к электроду. В данном случае с полуавтоматами к присадочной проволоке.
- Силу тока регулируют в зависимости от толщины свариваемых металлов, от скорости подачи присадочной проволоки в зону сваривания и от напряжения электрической дуги.
- Напряжение дуги является очень важной составляющей сварочного процесса. От его значения зависят размеры сварного шва. К примеру, если напряжение большое, то ширина шва в процессе сварки также становится большой.
- Вылет проволоки тоже играет немаловажную роль. Если вылет небольшой, то сварщик плохо видит и сам процесс соединения, и зону сварки. При большом вылете проволоки сварочная дуга дестабилизируется.
Поэтому качество сварки зависит от вылета проволоки из горелки, а также от скорости перемещения последней. Если скорость будет большая, то сварка произойдет прерывистыми участками.
Если малая, то расплавленный металл заполнит не только зазор между заготовками, но и вытечет за его пределы, что приведет к последующей доработке стыка.
К тому же при небольшой скорости появляется вероятность получения прожогов.
Что касается техники при сварке полуавтоматом, то она достаточно проста и не требует каких-то особых манипуляций с горелкой.
В первую очередь перед началом сварочных работ необходимо убедиться, что углекислый газ подается из баллона на горелку.
Для этого нужно всего лишь открыть вентиль на редукторе баллона и подставить ладонь под горелку. Небольшой ветерок говорит о том, что система подачи работает нормально.
Кстати, давление углекислоты в баллоне должно составлять 60-70 кгс/см², что контролируется манометром на редукторе, а вот давление самого газа в горелке показывает второй манометр на редукторе баллона. Его значение должно быть 2,0 кгс/см².Этот показатель не является абсолютным, потому что сам сварочный процесс может проходить при разных условиях. К примеру, сквозняки в цеху, на открытой площадке.
При таких условиях давление на горелке необходимо поднять, что увеличит расход углекислоты.
Все готово, можно приступать к сварке. Для этого проволоку необходимо выпустить из горелки немного больше, чтобы легко ею можно было бы дотронуться до свариваемого металла для возбуждения дуги.
Конец проволоки устанавливается на поверхность металлической заготовки, после чего сварщик нажимает на кнопку пуск на рукоятке горелки. Происходит поджиг дуги, после чего проволока убирается до необходимого размера.
Открывается вентиль на редукторе баллона с углекислым газом, производится подача углекислоты в зону сварки.
В процессе углекислотной сварки горелку можно перемещать в любом направлении. Здесь важно, чтобы для сварщика данное направление было удобным. То есть, он смог бы отслеживать и контролировать сварочную операцию. При этом горелка должна располагаться под углом 60-70° по отношению к свариваемой поверхности заготовок.
Специалисты же отмечают различия направления сварки и угла наклона проволоки. К примеру, если варить слева направо, то горелку лучше держать углом назад. Если справа налево, то углом вперед.
В первом случае глубина сваривания резко увеличивается, а вот ширина сварного шва заметно уменьшается. Во втором случае, наоборот, глубина проварки уменьшается, а ширина шва увеличивается.Последний вариант лучше всего подходит к сварке тонкостенных металлических деталей.
Внимание! Завершать сварочный процесс необходимо полным заполнением кратера расплавленным металлом. Подачу проволоки после этого нужно прекращать, а вот с отключением газа лучше повременить. Здесь важно, чтобы расплавленный металл в сварочной ванне остывал постепенно. Поэтому стоит немного поддержать температурный режим до того, пока металл не застынет.
Особенности процесса сваривания
Сварка в углекислом газе полуавтоматом – это практически тот же процесс, что и сварка под флюсом. Все дело в том, что не все металлы могут свариваться без защитного слоя. Но сваривание углекислотой – это в первую очередь дешево, потому другие виды сварки полуавтоматами также имеют высокое качество конечного результата.
В чем суть применения углекислого газа. Он защищает зону сварки от окружающего воздуха, в котором присутствует влажность и кислород.
Но под действием высоких температур углекислота распадается на тот же кислород и угарный газ. Так вот этот кислород начинает взаимодействовать с металлом, окисляя его. Что, конечно, не очень хорошо.
Вот почему так важно нейтрализовать окисляющий химический элемент.
Это можно сделать одним единственным способом – подавать в зону сварки металл, в состав которого входят раскислители. А это кремний или марганец. Так как эти два металла более активны, чем железо, то они первыми и вступают в реакцию с кислородом.
Поэтому для сварки в углекислоте используется стальная проволока, в состав которой входят два эти элемента. Это очень важный момент. При этом считается, что оптимальное соотношение марганца к кремнию в составе присадочной проволоки должно быть 1,5-2,0.
То есть, марганца должно быть почти в два раза больше.
Самое главное, что при взаимодействии кислорода с марганцем и кремнием образуются оксиды этих металлов. Они не растворяются в жидком расплавленном металле, образованном в сварочной ванне. Но хорошо взаимодействуют друг с другом, превращаясь в шлак, который легко выводится из зоны сваривания. Вот несколько особенностей сварки в углекислом газе.
Комплектность оборудования
Сварочный пост комплектуется нижеследующим оборудованием и принадлежностями.
- Источник постоянного тока. Это может быть сварочный трансформатор или инвертор. Второй источник поддерживает стабильную дугу.
- Газовый баллон вместимостью 40 литров, куда может поместиться углекислый газ весом 25 кг. Его спокойно хватит на непрерывную работу в течение 15 часов.
- Подающий механизм. Сегодня производители предлагают огромнейший ассортимент этого устройства, так что выбрать есть из чего. К примеру, очень популярная модель А-547-У. Механизм подачи располагается в небольшом металлическом чемоданчике, который легко переносится. Некоторые модели снабжаются ремнем для переноски на плече. В чемоданчик помещается и катушка с проволокой. Сюда же установлен газовый клапан, как вторичный защитный элемент. Первый, понятно, редуктор на баллоне.
- Промежуточным элементом от баллона до горелки – осушитель (подогреватель электрический) газа.
- Горелка с комплектом шлангов и кабелей.
Итак, сварка металлических заготовок в среде защитного углекислого газа – эффективный способ сваривания. Он зависит от выбранного режима работы и техники проведения процесса. А в качестве конечного результата получается хорошо сформированный шов с отличным проваром по всей глубине зазора, плюс великолепные технические свойства наплавленного металла.
Поделись с друзьями