Детали из листового металла
Проектирование деталей из листового металла

Дизайн конструкций из листового металла используется во многих областях промышленности.
Изделия из листового металла используются во многих областях:
- Автомобильный дизайн;
- Воздухоплавательные конструкции;
- Морской дизайн;
- Проектирование транспортных систем;
- Медицинское оборудование и продукты;
- Приборостроение;
- Системы отопления и охлаждения;
- Дизайн мебели;
- Еда и посуда;
- Архитектура и строительство;
- Телекоммуникационная система;
- Конструкции корпусов машин.
Машиностроение, строительная область, автомобильная промышленность и другие производственные сферы испытывают постоянную необходимость в высококачественных металлических листовых изделиях, которые соответствовали бы современным требованиям. Изготовлением деталей из листового металла по чертежам, как правило, занимаются предприятия по металлообработке.
С помощью компьютерного числового программного управления (ЧПУ) на специальных станках, листовому металлу можно придать различную форму и стиль, который будет соответствовать вашим требованиям. Материал можно отрезать, согнуть, пробить, просверлить, сформировать любую форму по вашему желанию.
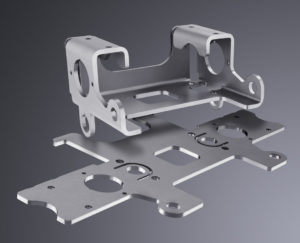
Пример листового корпуса с выполненными различными операциями на станке с ЧПУ.
Если конечный продукт состоит более чем из одной детали металлического листа, то различные части можно соединять совместно, используя несколько различных методов которые не испортят материал.
Приборостроение. Корпус блока управления.
В зависимости от размера и объема проекта, проектировщик может рассчитать и спроектировать наилучший способ соединения различных частей листового металла вместе.
Это может быть использование винтов, заклепок или клеев, или может потребоваться сварить, спаять, закрепить или сложить вместе.Дизайнер выберет оптимальный метод в зависимости от того, как используется продукт и учитывая толщину и марку листового материала.
Важные критерии при проектировании детали.
Варианты оформления изделия металлического листа бесконечны. Но нельзя в проектировании опираться на одно только визуальное предпочтение.
Существенное ограничение в выборе дизайна вносит такое понятие как технологичность и этим критерием нельзя пренебрегать.
Грамотный и опытный дизайнер всегда выберет наиболее оптимальный вариант и создаст спецификацию для любого типа листового металла. Конечный продукт будет работать именно так, как вы хотите, и иметь заявленный вид и форму.
Проектирование детали из листового металла в Компас 3D.
В САПР КОМПАС-3D возможно моделирование деталей, получаемых из листового материала с помощью гибки.
Команды, предназначенные для работы с листовыми телами, расположены в меню Операции, а кнопки для их вызова находятся на панели Элементы листового тела.
Следует отметить, что команды по работе с элементами листового тела в САПР Компас 3D реализованы достаточно удачно и наглядно, являются простыми в управлении.
Панели операций для листового тела в Компас 3D.
Проектирование деталей из листового металла — это сложный процесс, который может быть реализован только при наличии соответствующей квалификации специалиста.
Дизайнер должен иметь глубокое понимание того, как деталь работает и какие свойства имеет материал, чтобы данные характеристики были учтены на этапе проектирования, чтобы деталь или изделие в целом могло выполнять заданные функции в течение заданного срока службы, нужно произвести множество расчетов перед изготовлением деталей. Среди них расчет прочности и силовых нагрузок. Для этого определяется номинальная нагрузка (либо максимальная, либо наиболее длительно действующая) и переменные рабочие нагрузки. Работоспособность деталей определяется такими параметрами как прочность, жесткость, износостойкость, виброустойчивость. В соответствии со всеми произведенными расчетами определяется материал изделия и его форма.
У листовых моделей есть одна очень интересная возможность: поскольку большинство элементов модели получено с помощью гибки, то саму деталь можно разогнуть, то есть получить модель листа, из которого деталь изготовлялась (так называемую развертку).
Детальные чертежи конструкции металлического листа имеют очень специфические требования, обычно 2 комплекта конструктивных спецификаций.
Один набор спецификаций должен быть создан для продукта, когда он все еще плоский, а другой набор необходим для продукта после того, как весь листовой металл был спроектирован и собран должным образом.
Чертеж листовой детали Кронштейн, а также ее развертка.
Чертежи деталей очень похожи на чертежи для дома или сложные инструкции оригами, с множеством слоистых размеров. При создании чертежей листового металла дизайнеры должны помнить об физических ограничениях того или иного материала и о том, как он может быть трансформирован в различные формы.
ZT-HF-01-Moo W — Петля поршневая (малая) изготовлена из листовых заготовок, соединена заклепками.
Характеристики металлического листа и 2D проектирование.
Листовой металл, хоть и является твердым и прочный материалом, он все же имеет структурные ограничения.
Когда металлический лист согнут, внутренняя створка будет сжатой, а наружная створка материала растянута. Если материал сложить или согнуть слишком сильно, он потеряет часть своей прочности, в результате чего металл станет хрупким и непригодным для использования.
Это также может произойти, если слишком много секций материала вырезаны для функциональности или эстетических особенностей. Как и удаление структурной балки в вашем доме, вырезание слишком больших участков материала может снизить предел прочности металла и сделать его слабее.
Лазерная резка листового металла.
Когда листовой металл используется в электрооборудовании или других инструментах, которые сильно нагреваются, дизайнеры должны думать о дополнительной нагрузке, которую это накладывает на материал.
В этих случаях проектировщик добавит функции в технические характеристики конструкции, чтобы тепло можно было вентилировать вдали от металла.Таким образом, металл не будет перегреваться и плавиться или терять свою прочность и долговечность.
Дизайнеры-эксперты, используя современные технологии проектирования 2D и 3D CAD, работают не только в рамках стандартов листового металла, но и, самое главное, в рамках ваших стандартов. Они найдут способ сделать вашу проектную работу без потери прочности, за которую «отвечает» именно листовой металл.
Современные технологии проектирования листового металла.
Они понимают, как максимально эффективно использовать характеристики материала, когда дело доходит до производства, и не создадут концепцию дизайна, который выходит за рамки реальных возможностей листового металла. Вместо этого они работают с проверенными в отрасли методами, чтобы создать дизайн, который не ухудшает физические свойства материала детали.
С точки зрения тепловой вентиляции, упомянутой выше, дизайнер может создать вентиляционные вырезы, которые выходят за рамки стандартной формы дырокола.
Эскизы, вентиляционные вырезы в листовых корпусах.
Таким образом, материал используется эффективно и сохраняет свою структурную целостность, но он также хорошо выглядит в глазах клиентов, которые его используют.
Корпус из листового материала с вентиляционными вырезами.
Опыт САПР инженеров для достижения идеальных характеристик.
Если структурная целостность более важна для Вас, чем современный внешний вид, индустриальный дизайнер «выжмет» из материала все его преимущества и создаст такой продукт, который будет отличаться повышенным качеством и долговечностью.
Дизайнеры, работающие с листовым металлом помогут вам выбрать лучшие материалы для продукта, который вы хотите создать, и дадут вам спецификации дизайна для него в любой форме, которую вы затребуете. При выборе материала важнее всего сфокусироваться на прочности, устойчивости к коррозии, процессе сборки и затратах. Это основные критерии.
Выбор правильного материала для проекта может иметь большое значение и в конечном счете определяет качество готового изделия.
Если ваш дизайн продукта требует, чтобы материал был сложен несколько раз, есть определенные марки листового металла, которые могут справиться с такой конструктивной особенностью лучше, чем другие и это следует брать во внимание.
Но не волнуйтесь, если вы не специалист по листовому металлу. Опытный дизайнер посоветует вам подходящий материал.
Опытный дизайнер посоветует вам подходящий материал.
Чертеж необходим, чтобы разработать технологическую карту изготовления, в которой описаны операции и последовательность действий.
Поэтому правильно подготовленный чертеж играет решающую роль, будет ли изделие отвечать необходимым параметрам и использоваться по назначению или это будет просто испорченный кусок материала со всеми вытекающими последствиями.
Чтобы получить наилучший дизайн детали из листового металла, держите своего дизайнера в курсе, какие инструменты или методы изготовления вы используете для производства изделия. Если дизайнер знает, как вы планируете производить продукт, который он разрабатывает, тогда это не только упростит работу, но и исключит форс-мажорные ситуации.
Существует очень много различных инструментов, которые можно использовать для придания формы, резки и сгибания листового металла, поэтому, прежде чем вы позволите своему дизайнеру работать над проектом, обязательно расскажите ему все возможности которыми обладает или есть доступ у производства.
Имея достоверную и полную информацию, дизайнер обязательно оправдает ваши ожидания и создаст совершенный продукт!
На данный момент на территории СНГ осталось не так много конструкторских бюро, и в основном они сконцентрированы вокруг крупных машиностроительных предприятий и работают «под них». И если вы не собираетесь заказывать на таком предприятии более 1000 единиц продукции, то вряд ли они будут заинтересованы в сотрудничестве с вами.Либо за услуги разработки конструкторской документации получите стоимость, в которую будут включены 400 % накладных расходов. Также не следует забывать о том, что в больших организациях присутствует весьма неповоротливый бюрократический аппарат.
Даже внесение небольших доработок может вылиться в приличные временные затраты, это сегодняшняя реальность, с которой приходится считаться.
Какие услуги по изготовлению чертежей на заказ я оказываю?
- Создание чертежей согласно ТЗ (техническому заданию) Правильно составленное техническое задание — это половина дела. Отправьте его мне. После согласования цены, сроков и внесения предоплаты я приступлю к изготовлению чертежей. На выходе вы получите полный комплект документации, необходимой для воплощения спроектированного изделия в металле. Если составление ТЗ вызывает затрудение, я также смогу помочь.
- Изготовление рабочих чертежей детали, возможно сделать заказ не только целого механизма, станка или иного агрегата, но и отдельной детали. Это могут быть чертежи валов, чертежей для литья, детали из листового металла, а также чертежей для изготовления деталей, получаемых лазерной резкой.
- Изготовление чертежей по уже существующей детали Допустим, у вас есть готовая деталь, но нет на нее чертежа. Я могу выехать к вам, снять необходимые замеры и создать требуемый чертеж.
- Изготовление чертежей по вашему эскизу Бывает, что какое-либо изделие создается «на коленке», по эскизу, нарисованному от руки. Но внедрение его в серийное производство требует наличие правильно оформленного чертежа. В этом случае я также могу вам помочь.
- Проверка (доработка) чертежей. Нормоконтроль. Эта услуга может понадобиться, если у вас есть комплект документации, но вы не уверены в его правильности, либо он требует некоторой доработки в соответствии с вашими требованиями либо в связи с изменившимися условиями изготовления. Приведем пример. Есть чертеж питателя, который раньше изготовлялся литьем. А вам нужны переработанные чертежи, чтобы сделать его сварным. Или по чертежам, которые у вас есть на руках, изделие никогда не изготовлялось.
- Подготовка нужных чертежей, графиков, диаграмм, таблиц, планов, схем, иллюстрация для регуляторной подготовки вывода продукта, технологии, ноу-хау, изобретения на рынок (патентование, проведение региональных испытаний продукта, получение разрешений, сертификатов, лоббирование и др.)
Мои чертежи, не похожи на другие:
- Удерживаю стоимость чертежей на достаточно низком уровне, поскольку основная нагрузка при их создании ложится на проектирование 3d модели, а дальнейшая генерация и оформление чертежей занимает всего 10% трудозатрат. Вы платите за разработку 3d модели, а стоимость изготовления чертежей формируется только на основании необходимости их оформления по требованиям ГОСТ. Впоследствии, я могу создать для Вас неограниченное число чертежей любых деталей, элементов, разрезов, видов и т.п. в считанные часы;
- Работая с моими чертежами, Вы никогда не столкнетесь с проблемами при сборке конечного изделия. Детали, собранные в 3d, по законам физики не могут не подойти друг к другу после производства;
- Опыт, 12 глет работаю на рынке, предоставляя услуги в удаленном режиме. За этот период я отработал действительно эффективную схему коммуникации с клиентом, которая позволяет тех. специалисту вести работы только на основании эскизов, фотографий, Ваших замеров и др. материалов без непосредственного контакта с изделием;
- Ориентируюсь на малый и средний бизнес, поскольку считаю его наиболее перспективным, новаторским и динамично реагирующим на изменения рынка. Я вижу в представителях таких компаний не клиентов, я вижу долгосрочных партнеров.
Отзывы на Яндекс Услугах о работах инженера конструктора Павла Самуты.
Стоимость и сроки выполнения данных услуг зависят от объема работ и оговариваются отдельно. При необходимости изготовленные чертежи могут быть конвертированы в любой удобный для просмотра и печати формат изображения, например, JPEG, PDF.
Штамповка листового металла (горячая и холодная): виды, оборудование

Штамповка деталей из листового металла сегодня является очень распространенной технологией, по которой производят изделия практически для всех отраслей промышленности. Благодаря применению такой технологии из плоского металлического листа можно получать как миниатюрные, так и габаритные детали даже сложной геометрической формы.
Листовые заготовки, изготовленные на координатно-револьверном прессе
Что собой представляет листовая штамповка
Говоря о штамповке деталей, изготовленных из листового металла, имеют в виду технологическую операцию, при выполнении которой на заготовку оказывается значительное давление. Под воздействием такого давления заготовка деформируется, приобретает требуемую конфигурацию и размеры.
Использовать такую операцию (правда, в значительно упрощенном виде) начали еще наши далекие предки. Именно при помощи воздействия на металл давлением они изготавливали сельскохозяйственные орудия, оружие, предметы домашнего обихода и различные украшения.
Современный пресс для штамповки кузовных деталей
Активное развитие штамповка как технология производства изделий из листового металла получила в конце XIX века.
Именно в тот период (начиная с 1850-х годов) данная технология активно совершенствовалась, а для ее реализации специалисты создали мощное оборудование.
Штампованные детали, которые в то время можно было уже производить серийно, отличались достойным качеством и обладали хорошими эксплуатационными характеристиками.
На совершенно новый уровень развития как горячая, так и холодная штамповка вышла уже в начале XX века.
Именно благодаря совершенствованию технологии штамповки листового металла стал возможен серийный выпуск автомобилей, для которых с помощью данного метода производились кузовные детали.
Начиная с 1930-х годов данную технологию начали активно применять предприятия, работающие в авиа- и судостроительной отрасли, а чуть позже (спустя всего пару десятков лет) при помощи штамповки стали производить детали космических аппаратов.
Высокая популярность, которую штамповка завоевала за относительно долгий период своего развития, объясняется возможностями:
- производства изделий различных геометрических форм и размеров, качество и точность изготовления которых позволяют сразу использовать их по прямому назначению;
- полной механизации и автоматизации производственных процессов, что достигается, в частности, путем оснащения производства роторно-конвейерным оборудованием для штамповки листового металла;
- серийного производства изделий, геометрические параметры которых отличаются особо высокой точностью (такие изделия могут быть легко заменены друг на друга, если в этом возникает необходимость).
Холодная штамповка на гидравлическом прессе
Использование такой технологической операции, как объемная штамповка, позволяет превратить металлический лист в геометрически сложное и небольшое по массе изделие, прочностные характеристики которого находятся на высоком уровне.
Применение методов штамповки деталей из листового металла позволяет изготавливать как очень массивные изделия, используемые при производстве машиностроительной продукции, водных и воздушных судов, так и миниатюрные детали для электронных устройств и часовых механизмов.
Горячая и холодная штамповка часто используется в качестве подготовительной операции. Например, по таким технологиям производят детали, которые затем обрабатываются другими методами – сваркой, резкой и др.
Особенности технологии
В качестве исходного сырья для штамповки может выступать металлический лист, стальная полоса или тонкая лента. Наибольшее распространение по целому ряду причин получила холодная листовая штамповка.
Технологию горячей штамповки применяют в тех случаях, когда мощности используемого оборудования не хватает для деформирования металла в холодном состоянии или когда обработке необходимо подвергнуть деталь из металла, отличающегося невысокой пластичностью.
Как правило, по технологии горячей штамповки выполняют обработку листовых заготовок, толщина которых не превышает 5 мм.
В зависимости от того, что в процессе выполнения штамповки необходимо сделать с листовым металлом, различают разделительные и формоизменяющие технологические операции.В результате выполнения первых от заготовки отделяется часть металла, что может происходить по прямым или кривым линиям, а также по определенному контуру.
Отделение металла в таких случаях происходит из-за сдвига его частей относительно друг друга.
Существует целый ряд разделительных штамповочных операций, для выполнения которых используется пресс, оснащенный специальным инструментом. Резка
В процессе резки части металлической детали отделяются друг от друга по прямой или фигурной линии. Пресс, при помощи которого выполняется такая операция, правильнее называть ножницами, которые могут быть дисковыми, вибрационными или гильотинными. При помощи резки получают готовые к дальнейшей эксплуатации изделия или формируют заготовки для их дальнейшей обработки другими методами.
Схемы резки листового металла ножницами
Пробивка
Эта операция используется для того, чтобы сформировать в листовой заготовке отверстия различной конфигурации.
В процессе пробивки часть материала удаляется в отход
Вырубка
При помощи вырубки из металлической детали формируют готовое изделие с замкнутым контуром.
Пример детали, изготовляемой из полосы вырубкой
Формоизменяющие штамповочные операции в полном соответствии со своим названием используются для того, чтобы без механического разрушения изменить форму листовой металлической заготовки, а также ее размеры. Отбортовка
Это технологическая операция штамповки листового металла, в результате выполнения которой вокруг отверстий в металлической заготовке, а также по ее контуру формируются бортики требуемых размеров и формы. Чаще всего отбортовке подвергают концы труб, на которых впоследствии планируется фиксировать фланцы.
Схема отбортовки детали вокруг заранее пробитого отверстия
Вытяжка
Это по-настоящему объемная штамповка, целью которой является получение из плоского металлического листа полых пространственных изделий. При помощи такой технологической операции можно изготавливать предметы коробчатой, полусферической, цилиндрической, конической и других форм.
Инструментальные способы вытяжки
Обжим
Данная операция выполняется при помощи матрицы конического типа. Целью обжима является сужение торцов полых деталей, изготовленных из листового металла.
При обжиме конец заготовки вталкивается в воронкообразное отверстие матрицы
Гибка
При помощи такой технологической операции штамповки заготовкам из листового металла придают требуемый изгиб.
Гибка позволяет получать детали разнообразных форм, в зависимости от которых различают типы гибки
Формовка
Это такое изменение формы и размеров локальных участков заготовки, при котором внешний контур изделия остается неизменным.
Обработке по технологии холодной штамповки могут подвергаться не только листы из углеродистых и легированных сталей, но также детали из меди, алюминия и их сплавов. Более того, используя пресс и соответствующие штампы листовой штамповки, можно выполнять обработку таких материалов, как кожа, картон, резина, полимерные сплавы.
Детали, для производства которых была использована холодная штамповка, отличаются не только точностью своих геометрических параметров, но и высоким качеством поверхности. Чистота последней в отдельных случаях может соответствовать 8-му классу. В среднем чистота поверхности штампованных изделий находится в интервале 2–6 классов, что вполне устраивает потребителей такой продукции.
Производственный цех, в котором ведется процесс листовой штамповки
Следует иметь в виду, что выполнение холодной штамповки листового металла сопровождается увеличением его прочностных показателей.
Выбирая пресс для выполнения такой технологической операции, а также занимаясь проектированием штампов листовой штамповки, следует учитывать целый ряд параметров исходного сырья. Только так можно обеспечить высокое качество готовых изделий. К таким параметрам, в частности, относятся:
- электрическая и магнитная проводимость материала, который будет подвергаться обработке;
- твердость и механическая прочность металла;
- масса заготовки;
- ударная вязкость, которой обладает обрабатываемый металл;
- теплопроводность металла, а также его теплостойкость;
- степень устойчивости металла к коррозии и его износостойкость, что будет оказывать влияние на долговечность, которой будет обладать штампованный лист.
Оборудование, инструменты и приспособления
Для штамповки деталей, изготовленных из листового металла, необходимы пресс и сам рабочий орган такого оборудования – штамп.
В свою очередь рабочими органами штампа, элементы конструкции которого изготавливаются из инструментальных сталей, являются матрица и пуансон.
Деформирование обрабатываемого листа как раз и осуществляется матрицей и пуансоном, а происходит это в тот момент, когда они сближаются друг с другом.
В процессе обработки двигается только верхняя часть штампа, которая фиксируется на ползуне пресса. Нижняя часть рабочего инструмента, являющаяся неподвижной, устанавливается на рабочем столе оборудования. В отдельных случаях, когда штамповке подвергают не листовую сталь, а более мягкий материал, рабочие элементы штампа могут изготавливаться из древесины или полимерных сплавов.
Штамповая оснастка для вырубки
Когда методом штамповки необходимо изготовить крупногабаритную единичную деталь, нередко используют не пресс, а несложное приспособление, состоящее из бетонной или чугунной матрицы и контейнера, наполненного жидкостью, в качестве которой выступает вода. Обрабатываемый металлический лист укладывают на матрицу, а жидкий пуансон располагают над ним.
Чтобы создать в жидкости давление, которое деформирует лист металла по форме матрицы, в ней подрывают пороховой заряд или создают электрический разряд требуемой мощности. Для выполнения такой технологической операции, как резка, используют не пресс, как уже говорилось выше, а ножницы, отдавая предпочтение моделям вибрационного типа.
Классификация прессовых машин по кинематической схеме
Собираясь выполнить штамповку изделия из листового металла, следует уделить особое внимание выбору пресса. Чаще всего в качестве такого оборудования выбирают устройства кривошипного типа, которые могут быть оснащены одним, двумя или четырьмя кривошипными механизмами. Принцип работы этого устройства достаточно прост и заключается в следующем.
- Приводной электродвигатель передает движение на кривошипный вал через кинематическую цепочку, состоящую из клиноременной передачи и фрикционной муфты.
- Чтобы сообщить движение ползуну кривошипного механизма, используется шатун, длина которого может регулироваться.
- Чтобы запустить рабочий ход пресса, используют ножную педаль.
Штамповочное оборудование, которое применяется для изготовления изделий сложной конфигурации, может быть оснащено не одним, а несколькими ползунами.
Детали из металла по чертежам: особенности проектирования и производства
Вопросы, рассмотренные в материале:
- В чем сложность проектирования чертежей деталей из листового металла
- Как производят детали из металла по чертежам
- Каковы особенности изготовления деталей из металла по чертежам заказчика
Современные производства выпускают на рынок огромное разнообразие продукции из металла, поэтому покупатели, заинтересованные в приобретении деталей, могут выбрать те, что нужны для решения их задач. Но все же встречаются ситуации, когда в продаже нет необходимых изделий.
Тогда вы можете обратиться в компанию, которая выполняет индивидуальные заказы и изготавливает детали из металла по чертежам. Техническая документация разрабатывается непосредственно производителем или ее приносит заказчик.
Какие при этом возникают сложности в зависимости от подхода, вы узнаете из нашей статьи.
Сложности проектирования деталей из листового металла
Любой инженер-конструктор при создании чертежа будущей детали должен быть знаком с особенностями технологического процесса.
Но часто производители, изучая поступивший с заказом чертеж, сталкиваются с откровенным непрофессионализмом инженеров-конструкторов и незнанием технологии изготовления деталей. И это не мелкие недочеты, которые можно списать на спешку или невнимательность при оформлении проектной документации – такого рода промахи можно устранить, поговорив по телефону или пообщавшись через мессенджер.
Тут речь идет о полном отсутствии компетентности в вопросах изготовления изображенной на чертеже детали из металла. Понятно, что на данной схеме есть сама деталь с размерами. Но опытный производственник сразу может сказать, что такое изделие не может быть выполнено с помощью имеющихся технологий.
Этому явлению имеется простое объяснение: во-первых, инженер-конструктор, выполнивший чертеж, не обладает достаточным опытом, а во-вторых, он не наладил четкую связь с технологами производства для оперативного уточнения вопросов и действовал самонадеянно. Кто-то может сказать, что дело конструктора – создать чертеж, а все остальные вопросы по поводу производства должен решать технолог.
Такой подход к работе тоже возможен, но в этом случае за изготовление продукции заказчику придется заплатить очень дорого. Ведь согласно золотому правилу, стоимость детали пишет карандаш конструктора (сегодня это относится к компьютерной мышке).
При составлении заказа нужно определиться с металлом и толщиной листа, логичней выбрать материал из имеющегося на производстве. Если этого не сделать, то переделка проекта займет какое-то время, а в итоге детали все равно изготовят из того металла, который есть в наличии.Место изгиба у гнутых деталей, для которых используется листовой металл, всегда будет иметь определенный радиус. Эта особенность технологии влияет на параметры развертки. Можно указать внутренний или внешний радиус. Обычно величина внутреннего радиуса равна толщине металла. Когда заказчику нужен другой размер, то радиус указывают в чертежах.
- Холодная штамповка: каким требованиям должны отвечать детали, производимые из металлического листа.
Развертка будущей детали по своим габаритам не должна быть больше стандартного размера металлического листа, как правило, это 1250 мм на 2500 мм, но иногда встречаются и другие параметры. Если такого размера не хватает, то нужно в чертежах предусмотреть, что для изготовления деталей нужно будет взять два или три листа.
Второе условие – по своим габаритам развертка не должна быть больше рабочей поверхности станка, на котором будет выполняться операция. При невозможности соблюсти это требование придется изделие изготавливать из нескольких частей или производить работу на другом оборудовании, где рабочий стол больше или можно перехватить и немного переместить заготовку, чтобы продолжать обработку.
Очень важно для работы обрабатывающего инструмента (пуансона), чтобы минимальное отверстие было больше толщины металла в 2 раза, иначе его хватит только на один-два удара.
Методу холодной штамповки можно подвергать заготовки с большой площадью перфорации, кривыми углами в развертке, фасками, небольшими радиусными (не больше R=80–100 мм) закруглениями, но только не с криволинейными контурами.
Если у детали они должны быть, тогда требуется обработка с помощью лазера.
Правда, при этом возникают другие издержки – у криволинейной поверхности появится некоторая «угловатость» и заготовку нужно будет обрабатывать с помощью напильника.
Для этого метода подходят детали с толщиной металла в пределах 0,1–3 мм. Для другой толщины лучше выбрать плазменную резку.
- Лазерная резка: каким требованиям должны отвечать детали.
Обычно металл в листах имеет размеры 1250х2500 мм, хотя встречаются и другие, поэтому развертка будущей детали не должна быть больше этих стандартных габаритов. Если такого размера не хватит для изготовления, то для производства изделия придется взять два или больше листов.
Также по своим размерам развертка производимой детали не должна быть больше габаритов рабочей поверхности станка для ее изготовления. В противном случае придется составлять ее из нескольких частей или работать на другом оборудовании.
Лазерная резка подходит для изготовления изделий с кривыми углами в развертке, фасками, любыми радиусными закруглениями и криволинейным контуром. Единственное, что перфорацию на больших площадях лучше выполнять не с помощью лазерной резки, а посредством холодной штамповки, так как лазер будет сильно увеличивать стоимость детали.Металл должен быть толщиной в пределах 0,1–5 мм. Для материала с другой толщиной лучше использовать плазменную резку.
- Гибка изделий: каким требованиям должны удовлетворять заготовки.
По длине деталь не должна быть больше, чем пуансон и матрица оборудования для гибки. Более длинное изделие придется сгибать за два раза, при этом образуется ступенька в точке соединения.
Перед обработкой детали с П-образным контуром нужно рассчитать, что при второй гибке первый сгиб не будет разгибаться. Лучше, если эти предварительные измерения будут сделаны на чертеже.
Конструктор должен убедиться, что биссектриса, проведенная из угла второй гибки, не пересечется с предыдущей стенкой.
Если пересечение происходит, то необходимо обсудить на производстве, можно ли изготовить такую деталь.
Для гибки подходит металл толщиной 0,1–3 мм. Возможности обработки материала с другой толщиной необходимо согласовывать с технологами производства.
Как производят детали из металла по чертежам
После получения чертежей специалист производства рассчитывает, какого размера должна быть заготовка из металла. Наличие припусков необходимо для проведения любой механической обработки: фрезеровки, токарной обработки, термической и т. д.
Технолог должен составить специальную программу, если предстоит фрезеровка с помощью станка с ЧПУ. А когда технологический процесс создания деталей включает нестандартную обработку, то необходимые специальные технические приспособления или инструменты будут заказаны.
Любые производственные нюансы нужно согласовывать с заказчиком, особенно, если речь идет об удорожании изготовления деталей из металла. Например, все дополнительные инструменты могут быть переданы ему после выполнения заказа.
Техническое описание с чертежами (конструкторская документация), изучается технологами производства и в соответствии с ней составляется маршрутный технологический процесс. Затем все документы на изделия передаются специалистам механического цеха для выполнения токарных, фрезерных, шлифовальных работ и термической обработки в определенной последовательности.Процесс создания детали из металла состоит из следующих этапов:
- Составляется управляющая программа для работы на станке с ЧПУ исходя из чертежа.
- Отдел закупок приобретает необходимый металл, и проводится входной контроль материала.
- Специалисты проводят наладку оборудования, подбирают режимы обработки и необходимый инструмент.
- Далее непосредственно производственный цикл изготовления деталей из металла, затем оператор оборудования осуществляет проверку изделий на соответствие чертежам.
- Проверка контролером ОТК на выходе, оформление паспорта на продукцию.
- Выполнение отгрузки упакованных деталей.
Иногда производство выполняет работы частично, к примеру, токарную или фрезерную обработку на станках с ЧПУ. Но все-таки шлифовку заготовок из металла обязательно проводят, в особенности, когда чертежи и техническое описание требуют высоких показателей чистоты поверхностей металла и точного соответствия деталей.
Для повышения твердости изделия, если необходимые показатели не могут быть обеспечены маркой металла (стали), применяют термообработку. При расчете технологи обязательно учитывают свойства материала.
На производстве часто могут возникнуть оперативные вопросы к заказчику, и это вполне нормальный рабочий процесс.
Например, какая-то технологическая операция по объективным причинам была выполнена без должного качества.
Если искажения или неточности никак не отразятся на общем качестве изготавливаемых деталей, то вполне вероятно, что можно будет согласовать изменения. Если ошибка фатальна, то придется переделывать изделия.
Весь процесс изготовления (от листа металла до готового продукта) проходит под наблюдением инженера-технолога. Конечно, если такая должность на предприятии предусмотрена.
На небольших механических предприятиях контроль качества осуществляет непосредственный исполнитель, работающий на токарном или фрезерном станке. Он же полностью отвечает за выполненную работу.У заказчика тоже есть возможность контроля за технологическим процессом. Выполнение любой работы по чертежам требует составления договора, в котором прописывают сроки исполнения, стоимость работы, оплату и ответственность той и другой стороны.
Иногда уже после запуска деталей из металла в работу заказчик может принести новые чертежи с измененными параметрами. При таком форс-мажоре возможны два варианта развития событий. Первый предусматривает проведение корректировки технологического процесса с доработкой деталей. Заказчику необходимо прямо на рабочем месте убедиться, что степень готовности изделий дает такую возможность.
Второй вариант – когда внести изменения в готовые изделия невозможно, поэтому работу приостанавливают. В технологическую документацию вносят поправки, проставляется дата изменений. После этого начинают работу в соответствии с измененными чертежами. Заказчику придется оплатить все понесенные производством расходы.
Тонкости изготовления металлических деталей по чертежам заказчика
Существуют определенные технологические операции, которые осуществляются специальным отделом производства. Речь идет об эксплуатационных испытаниях деталей из металла. Данная деталь может быть предоставлена заказчиком в техническую лабораторию только для проверки или изготовлена по чертежам как опытный экземпляр для проведения испытаний.
Во время проведения технических испытаний формируется комиссия из представителей производства и заказчика, чтобы не было возможностей подтасовок. В конце на основе результатов составляется акт испытаний, и все заинтересованные лица могут высказать свои пожелания и замечания по отношению к используемой марке металла, самой детали или ее обработке.
Если специалисты пришли к выводам, что необходимо внести изменения в чертежи, то в документах отражаются все дополнения и корректировки, чтобы на производстве изготовить новую деталь. После всех согласований производитель выпускает новый образец детали, который опять направляется на лабораторные испытания.
Такие процедуры могут продолжаться довольно долго до достижения оптимального результата, когда заказчик будет удовлетворен качеством детали. Безусловно, это имеет смысл при высоких требованиях к производимой продукции. В итоге новая папка с чертежами отправляется к технологам для дальнейшей работы.
Отметим также, что производственные компании при получении заказа обговаривают до мелочей все технические тонкости. И это вполне понятно, так как такие процессы отнимают время и требуют существенных затрат. Любое изготовление деталей из металла по чертежам заказчика – это ответственный и трудоемкий процесс.
Порой испытания занимают меньше времени, чем заказчик и представитель производства указали в документах. В любом случае будет рациональней остановить на время выполнение заказа, чтобы детали не ушли в брак, закончить лабораторные опыты и определить дальнейшие совместные действия.
Предположим, что детали из металла, запущенные в производство, соответствуют оптимальным требованиям.
Но все-таки стоит обсудить совместно с производителем возникающие ситуации и после изменений продолжить работу. Недопонимания и неразрешенные вовремя вопросы чаще приводят к конфликтным ситуациям.Когда испытания будут успешно завершены, производственный процесс возобновится по новым чертежам.
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.