Длина сварочного кабеля не должна превышать
Как правильно выбрать сварочный кабель
29.04.2019
После покупки инвертора выясняется, что входящий в комплект сварочный кабель неудобен для сварки в отдаленных местах из-за малой длины. Поэтому недостающие метры придется докупать. Чтобы кабель не ухудшал параметры оборудования, был удобен при работе и переноске, нужно знать по каким критериям его выбирать.
Требования к сварочным кабелям
Для уверенного выбора сварочного кабеля полезно ознакомиться с требованиями, которые к нему предъявляются:
- недопустимо появление на изоляции дефектов после многократных перегибов и сматывания/разматывания во время переноски;
- внешняя оболочка должна быть устойчивой к продуктам нефтепереработки, ударным и разрывным нагрузкам;
- проводник, подключаемый к держателю, должен быть максимально гибким, чтобы не мешать выполнению работы;
- изоляция не должна растрескиваться на холоде и от действия ультрафиолета;
- чтобы сварочные провода не перегревались во время работы их сечение должно быть достаточным для сварки на максимальном токе выдаваемым аппаратом.
Виды кабелей
В зависимости от числа жил, сварочные кабели классифицируют как:
- Одножильные, сделанные тонкой медной проволокой, собранной в пучок. Применяются для переносных аппаратов, которыми проводят электродуговую сварку.
- Двужильные применяют для подключения анода и катода при проведении импульсной сварки током высокой частоты и нарезания заготовок.
- Трехжильный сварочный шнур нужен для качественной сварки стыков трубопроводов в автоматическом режиме и наложения струйных швов.
Характеристики и маркировка сварочного кабеля
В магазинах продаются различные марки сварочных кабелей, рассчитанных на определенные условия работы. Одни выдерживают сильный холод, другие жару, есть такие которые могут работать под водой. Чтобы выбрать необходимый вариант, нужно изучить их характеристики.
Кабель КРТП с гибкими многопроволочными жилами из меди предназначен для передвижных аппаратов, которыми выполняют ручную сварку. Буквы означают, что это кабель с резиновой изоляцией, тяжелый, переносной. Цифрами в конце обозначения указано число проводников и площадь сечения. Если они разные по толщине или есть заземляющий проводник, маркировка делается многозвенной.
Снимаемую с производства предыдущую марку заменяют гибким сварочным кабелем КГ. Количество проводников, и сечение указываются цифрами. Для обозначений исполнения используются дополнительные буквы:
- ХЛ ― указывают на то, что работать можно при температуре до -60⁰C. Материал покрытия не растрескается на морозе.
- Т ― означает, что изоляция сделана из антисептического материала, на котором не селятся грибок и плесень. Кабель может эксплуатироваться в среде с повышенной влажностью при температуре до +55⁰C. В некоторых источниках указано значение до +85⁰C.
- Н ― ставится у проводов с негорючей изоляцией, рекомендуемых для работы в пожароопасных условиях.
- Приставка в виде буквы П добавляется, если жила отдельно заизолирована полимерным материалом, например, пленкой ПВХ.
- Обозначение высокочастотных проводов дополняют буквами ВЧ. Этот вариант рекомендуется для работы с инвертором.
Кабели марки КОГ отличаются особой гибкостью, что облегчает ведение сварки в неудобных местах без ущерба для качества. Ими подключают держатели электродов к аппаратам ручной, полуавтоматической, автоматической сварки. Тип исполнения маркируется буквами:
- Т ― для работы при температуре -30 — +50⁰C;
- У ― -50 — +50⁰С;
- ХЛ ― -60 — +50⁰C.
Пример маркировки сварочного кабеля
Выбор сечения сварочного кабеля
Неправильный выбор сечения приводит к преждевременному выходу из строя оборудования, короткому замыканию или работа станет неэффективной из-за увеличения длительности проведения операций и повышенного расхода электроэнергии.
Если сечение сварочного кабеля недостаточно от аппарата, для поддержки нормального режима сварки, потребуется повышенный ток. Поэтому при поджоге дуги будет срабатывать защита от перегрузки, а работа станет невозможной.
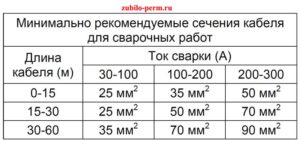
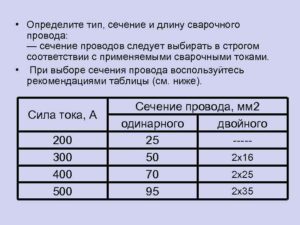
Не ошибиться при выборе поможет таблица, в которой указана зависимость сечения от тока.
| Сечение, мм² | Сила тока, А |
| 6 | 80 — 100 |
| 10 | 120 |
| 16 | 189 |
| 25 | 240 |
| 35 | 289 |
| 50 | 362 |
| 70 | 437 |
| 95 | 522 |
Длина сварочного кабеля
Чтобы не было неприятностей с инспектором, при наращивании сварочного провода следует учитывать, что по правилам пожарной безопасности он не должен превышать 40 м по длине.
Официально удлинение жил не запрещено, однако вместе с ним увеличивается сопротивление провода, для преодоления которого нужно настраивать аппарат на максимальные нагрузки.
Такой режим работы быстро изнашивает оборудование.
Чтобы величина сопротивления жил оставалась неизменной, увеличивают сечение. При удлинении провода в 2 раза сечение придется повысить тоже вдвое.
При максимальной длине сварочного кабеля с учетом увеличения площади сечения его вес может стать больше чем у инвертора. Для сварки небольших металлоконструкций достаточно 5 — 10 м.
Если этого мало аппарат подключают к электросети через удлинитель.
Соединяют сварочные кабели между собой несколькими способами:
- Скрутки просты в выполнении, достаточно надежны, но удлинять провода этим способом запрещено правилами установки электроустановок. Исключением являются случаи, когда они включены в технологии других соединений. Однако многим сварщикам запрет не мешает использовать их. Для надежного контакта очищенные от изоляции концы жил перед скруткой обрабатывают растворителем, а затем наждачной бумагой.
- Разъем типа «папа-мама» удобен для быстрого наращивания жил до нужной длины из нескольких частей. В магазинах имеется большой выбор по конструкции и сечению.
- Горячей пайкой соединяют небольшие по сечению жилы. Их концы зачищают до блеска, лудят, скручивают, обжимают плоскогубцами. Для защиты от окисления на поверхность наносят канифоль или флюс. В зависимости от сечения скрутку нагревают паяльником или горелкой. Припой вносят в пламя горелки или на жале паяльника, заполняя промежутки между проволочками. После остывания оставшийся флюс смывают.
- Опрессовку выполняют гильзами сделанными из того же материала что и кабель (медный или алюминиевый). Их надевают на скрутки и обжимают клещами.
- Надежное соединение выполняется контактной, газовой, термитной сваркой. В первом случае жилы сплавляются после нагрева дугой, создаваемой угольным электродом. Газовую сварку применяют для соединения только цельных алюминиевых жил сечением не больше 20мм². Для термитного сваривания потребуются специальные патроны.
Длина сварочного кабеля не должна превышать — Справочник металлиста
Сварка – отличный способ соединения деталей, происходит посредством оплавления металлов с помощью сварочной дуги. Такой тип соединений носит название – дуговая сварка.
Но для проведения работ нужно знать целый ряд тонкостей – полярность, выбор тока, электродов и, наконец, самого кабеля. Последний нужен для подключения сварочного инвертора к источнику питания, а также подключения зажима массы и электрододержателя непосредственно к самому сварочнику.
В этой статье мы рассмотрим, как выбрать кабель для сварочного аппарата, каким должно быть сечение и марка проводника.
Требования к кабелю для сварочника
Во-первых, если вы выбираете кабель для подключения зажима массы и держака электродов к сварочному аппарату, нужно учитывать следующие особенности работы:
- Сварочные аппараты любых типов выдают значительные токи – от 10-20 до 400-500А. При этом бытовые сварочные аппараты инверторного типа обычно рассчитаны на 200А с отклонением в 50А в каждую сторону, а промышленные сварочные трансформаторы выдают токи и по 400А.
- Сварщику в работе встречаются самые разнообразные задачи, как простые швы в удобных положениях, так и сварка изделий сложных форм или в труднодоступных местах.
- Помимо разнообразных задач, варить приходится как в очень жарких помещениях, так и зимой на морозе.
- Для транспортировки оборудования кабеля сворачивают.
Отсюда выходит, что кабель должен удовлетворять следующим требованиям:
- Силовой сварочный кабель должен быть гибким, чтобы обеспечить удобство в манипуляции электродом или горелкой для сварочного полуавтомата.
- Проводник должен иметь толстую изоляцию и быть устойчивым к агрессивным средам, ударам и разрывам.
- Для работы на холоде проводник должен быть морозостойким.
- Сварка металлов происходит пониженным напряжением, но высоким током, поэтому есть отдельное требование к сечению проводов для подсоединения электрододержателей и массы. Это значит, что провод должен быть толстым, чтобы минимизировать просадки напряжения и потери.
- Должен выдерживать многократные изгибания и сматывания/разматывания при транспортировке.
Подходящие марки и виды кабеля
Наиболее популярным вариантом для сварочного аппарата является кабель КГ, это гибкий одножильный кабель с многопроволочной жилой в резиновой изоляции. Также популярен и КОГ – с повышенной гибкостью. Есть и специализированный КС, это основные марки проводников которые используются для сварочных работ.
В названии может присутствовать и пометка об исполнении:
- Т – тропическое исполнение, может работать при температуре окружающей среды до +50 (по некоторым источникам 85) градусов Цельсия.
- КХ или ХЛ – морозоустойчивый, работает и при -60 градусов Цельсия.
А также приставка П – дополнительная оболочка жилы из полимерных материалов.
Цифры в маркировке говорят о количестве жил и их сечении, например: КГ 1х16 говорит, о том, что он состоит из 1 жилы с площадью поперечного сечения в 16 кв. мм.
Выбор сечения и длины
Сечение кабеля для сварочного аппарата подбирается исходя из тока. Для примерной оценки необходимого сечения мы подготовили таблицу:
| Сечение, кв. мм | Ток, А |
| 1х6 | 80-100 |
| 1х10 | 120 |
| 1х16 | 189 |
| 1х25 | 240 |
| 1х35 | 289 |
| 1х50 | 362 |
| 1х70 | 437 |
| 1х95 | 522 |
Длина кабеля – предмет споров многих мастеров. При увеличении длины, при неизменном сечении возрастает его сопротивление, а также индуктивность. Если выбрать слишком длинный кабель, то не придется сматывать в катушку при сварке вблизи сварочного аппарата, но если выбрать короткий – придется постоянно перемещать сварочник.
С другой стороны, если вы не варите на производстве большие объемы, то оптимальной будет длина сварочного кабеля в 5-10 метров, а аппарат подключить к сети через удлинитель. Тем более, что любительские аппараты инверторного типа, которые чаще остальных используются в последнее время, достаточно компактны и легки, поэтому их переноска не вызовет особых трудностей.
Если всё же вам нужно удлинить имеющийся провод – лучше всего подойдут гильзы.
Кабель для подключения сварочника к сети
Кроме подключения электрода и массы к сварочному аппарату, нужен еще и кабель для подключения сварочника к питающей электросети. Независимо от того, какой тип аппарата, инвертор или трансформатор, сварочный ток достигает сотен ампер, а вот питающий ток гораздо ниже. Может достигать порядка 30-50 Ампер, в зависимости от мощности сварочника.
Поэтому для его питания не нужен настолько толстый кабель, как для электрододержателя. Его рассчитывают в зависимости от расстояния от точки подключения до электросети.
Если у вас однофазный бытовой аппарат инверторного типа на 220, или двухфазный на 380В трансформатор – то подойдет медный проводник с сечением жил в 2,5-4 кв, мм.
По количеству жил используют двухжильный кабель, если на объекте нет заземления и трёхжильный, если вы подключаетесь к заземленной розетке.Для удобства, достаточно сетевого кабеля длиной 3-5 метров, а для переноски по территории объекта использовать переноску, сечение которой от 2,5 кв. мм, если длина переноски 10-20м. Для уверенной работы аппарата от более длинной переноски, например 40-60 метров, лучше взять кабель с сечением в 4 кв. мм.
Если вы собираетесь пользоваться длинной переноской, то лучше купить удлинитель с катушкой, тогда кабель не будет путаться под ногами и прослужит дольше. Однако в катушке он будет плохо охлаждаться, чтобы он не перегревался, лучше взять сечение с запасом.
Для промышленных трёхфазных аппаратов на 380В используют четырёхжильные медные кабеля сечением от 4-6 кв. мм, или алюминиевые – сечением от 16 кв. мм. Не забудьте проверить правильность подключения и направления вращения вентилятора охлаждения, если он присутствует.
Правила эксплуатации
Вместо заключения расскажем о том, как правильно выбрать и эксплуатировать сварочный кабель:
- Подключать провода к сварочному аппарату нужно кабельными наконечниками, их опрессовывают или паяют.
- Для удлинения и стыковки нескольких отрезков используют гильзы или другой метод соединения, кроме скрутки.
- В сварочных инверторах обычно провода подключаются с помощью байонетных разъёмов. Это нужно учесть и заблаговременно купить, иначе вы не сможете использовать кабель с таким сварочным аппаратом. С их помощью можно быстро сменить полярность тока.
- Не покупайте провода слишком большой длины и сечения, если вы не собираетесь использовать весь его потенциал. Это приведет к излишней массе проводников и затруднениям в работе.
- Не подтягивайте поближе к себе сварочник за кабеля, чтобы их не повредить.
- Не превышайте допустимый ток через провода.
- Удлинитель с катушкой станет незаменимым при частом перемещении сварщика по объекту.
Теперь вы знаете, как выбрать кабель для сварочного аппарата по сечению, марке и длине. Напоследок рекомендуем просмотреть полезное видео по теме статьи:
Полезное по теме:
Сварочный кабель: сечение провода для сварочного аппарата, удлинитель для инвертора
Говорим о кабеле для сварочных аппаратов. Его строение и, главное выбор конкретного вида для конкретных работ по сварке металлов намного важнее, чем это может показаться на первый взгляд. Начнем с его функционального назначения. и единственная функция – эффективная подача электрического тока к электроду.
Вы знаете, что мы всегда ставим во главу угла эффективность сварочных работ, которая обусловлена многими параметрами. Один из важнейших параметров такого рода относится к характеристикам специального провода – это площадь его поперечного сечения.
Этот показатель нужно держать в голове при выборе подходящего варианта в обязательном порядке, равно как и несколько других параметров: общую длину, характеристики местной сети с точки зрения возможного падения напряжения и многое другое, о чем мы сейчас поговорим.
Длина и соединение сварочных кабелей, провода для сварочных аппаратов
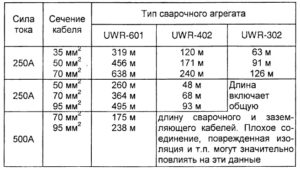
Полученное значение – это максимальная длина сварочного кабеля для инвертора, которая является общей для шнура с клеммой и электрододержателем.
Приведем пример, чтобы рассчитать, какая допустимая длина сварочного кабеля для инвертора Ресанта 190. Максимальная величина тока равна 190 А. Как было указано ранее, если сила тока не превышает 200 А, то при подсчете коэффициента силу тока необходимо разделить на 100. Таким образом получается, что коэффициент k = 190/100 = 1,9.
При работе с инвертором подобного типа применяется кабель, площадь сечения которого составляет 16 мм2. То есть Sk = 16. Следовательно, итоговый расчет выглядит следующим образом: Lmax = 16 / 1.9 = 8,4 метра.
Данные сведения помогут легко решить, какой кабель нужен для сварочного инвертора.
Вот еще в довесок мнение от уважаемого практика с Ютуба, дяди Гены.
[ads-pc-2][ads-mob-2]Силовой для полуавтомата
Сварочные полуавтоматы являются профессиональным оснащением и применяются, в основном, в производственных и промышленных условиях.
Для подсоединения данного оборудования к сети применяются кабели с площадью сечения свыше 35 мм2. Расположенная ранеее таблица поможет определить, какой кабель нужен для сварочного аппарата полуавтоматического типа.
Что позволит исполнителю выбрать и приобрести проводник с оптимальными характеристиками.
По пожарной безопасности
Важно! Согласно техники пожарной безопасности общая длина сварочного кабеля не должна превышать 30-40 метров.
Использование более длинного провода приводит к ухудшению качества сварки, происходящее из-за падения напряжения в сварочной цепи. Кроме нецелесообразности применения слишком длинного шнура, это также может привести к поломке оборудования и причинению вреда здоровью исполнителю.
Длина шнуров между питающей сетью и мобильными агрегатами не должна быть больше 10 метров.
Соединение
Соединение сварочных кабелей может производиться горячей пайкой, сваркой, опрессовкой или с помощью соединительных муфт с последующей изоляцией мест соединения.
Также существует еще один способ, который является самым простым – это соединение “скруткой”. Соединение сварочных кабелей при наращивании длины производится всеми вышеперечисленными способами.
Наиболее надежным является сваривание.
На практике используются три метода сварки:
- контактный;
- газовый;
- термитный.
Первый метод подходит для соединения жил однопроволочных проводов из меди или алюминия; подразумевает использование клещей с двумя угольными электродами. В качестве источника энергии выступает трансформатор или инвертор. Может также применяться флюс. Сплавление концов жил осуществляется в результате нагрева электродов.
Газовая сварка используется для работы с однопроволочными жилами из алюминия, площадь сечения которых не превышает 20 мм2. Применение данного метода для сваривания медных жил недопустимо. В качестве горячего газа выступает ацелитен-кислородная и пропан-воздушная смесь.
Многопроволочные жилы следует сваривать в два этапа: соединение жил в единое целое, а затем сплавление между собой.
При термитной сварке используются специальные (термитные) патроны АТО, А и АТ.
Места соединений необходимо изолировать, например изоляционной лентой. Таким образом, соединение сварочных кабелей при наращивании длины будет носить надежный характер.
Другие способы соединения представлены в соответствующей статье.
[ads-pc-3][ads-mob-3]
Какой кабель нужен для подключения аппарата
Ранее мы уже рассматривали наиболее популярные марки одножильных кабелей: КГ И КОГ. Данные провода применяются для соединения оборудования различного типа (инвертор, трансформатор, выпрямитель) с электрододержателем и клеммами массы. Стоит также уделить внимание проводникам с несколькими жилами.
Они предназначены для присоединения аппарата к электрической сети в 220 или 380 В. Далее будут проанализированы наиболее распространенные провода подобного вида. Это необходимо знать, чтобы выбрать и провести кабель для сварочного аппарата.
NYM – электрический кабель, являющийся качественным проводником от немецкого производителя.
Может использоваться в промышленных и в бытовых условиях; применяется для наружной прокладки.
Маркировка:
- N – Normenleitung (немецкий стандарт кабелей);
- Y – изоляция из ПВХ;
- M – монтаж возможен в любых условиях.
Основные технические характеристики:
- номинальное напряжение составляет 660 В частотой 50 Гц;
- количество жил: 1-5;
- поперечное сечение медных жил – от 1,5 до 35 мм2;
- температура эксплуатации составляет от -50 до +50°С;
- минимальный радиус изгиба – 4 диаметра шнура.
Производители кабелей NYM: Helukabel, Lapp Kabel, TKD Kabel (все – Германия), DENIZLI CABLE LTD (Турция), Nexans (Франция), Севкабель, Камкабель, Псковкабель.
ВВГ – кабель, пользующийся особой популярностью при проведении работ в домашних условиях. Данная марка провода подойдет для того, чтобы провести питание до аппарата. Кроме этого, может применяться для промышленных и производственных работ, в помещениях и на улице.
Маркировка ВВГ:
- кабель медный, так как в аббревиатуре отсутствует буква А (алюминий);
- В – изоляция жил из ПВХ (поливинилхлорида);
- В – наружная оболочка из ПВХ;
- Г – голый.
Технические характеристики:
- номинальное напряжение 660 В частотой 50 ГЦ и 1000 В;
- количество жил: 1-5;
- температурный диапазон эксплуатации: от -50 до +50°С;
- минимальный изгиб многожильного шнура – 7,5 диаметров, одножильного – 10.
О том, какой кабель нужен для сварочного аппарата 220 В, можно узнать здесь.
Для более наглядного понимания того, какой кабель использовать для сварочного инвертора, приведем пример.
Если аппарат инверторного типа потребляет, например, 4,1 кВт, то исполнителю понадобится один двухжильный медный кабель ВВГ с сечением в 2,5 мм2.
Дополнительная информация также поможет определить, как выбрать сварочный кабель для оборудования любых типов.
Производители ВВГ: Кольчугинский завод, Севкабель, Энергокабель, Камкабель, Псковкабель, Подольсккабель, Москабель.
ВВГнг – является разновидностью кабеля ВВГ; буквы “нг” в маркировке обозначают, что кабель негорючий. Изолирующий слой содержит галогеновые химические элементы, основное предназначение которых – препятствие процессу горения.
Технические характеристики:
- номинальное напряжение 660 В частотой 50 Гц и 1000 В;
- количество жил: 1-5;
- температура эксплуатации: от -50 до +50°С;
- минимальный изгиб многожильного шнура – 7,5 диаметров, одножильного – 10.
Производители: Кольчугинский завод, Москабель, Подольсккабель, Севкабель, Энергокабель.
ВВГнг-LS – еще одна разновидность кабеля ВВГ, английские буквы “LS” (low smoke) информируют сварщика о том, что провод имеет пониженное газо- и дымовыделение.
Технические характеристики схожи в ВВГнг.
[ads-pc-4][ads-mob-4]СИП – самонесущий изолированный провод, применяется для наружных работ (на улице). Существует несколько разновидностей этого проводника.СИП-1 – четырехпроводной кабель из алюминия или его сплава, три жилы покрыты светостойким полиэтиленом, устойчивы к ультрафиолетовому излучению, четвертая жила со стальным сердечником, является несущей и нейтральной. СИП-1 предназначен для сетей в 380 В.
СИП-2 – четырехжильный кабель, в котором все жилы имеют изоляцию.
СИП-3 (на картинке) – провод с одной сталеалюминивеой жилой, оболочка которой состоит из светостабилизированного полиэтилена.
СИП-4 – четырехжильный провод, где все жилы имеют изоляцию, несущая жила отсутствует.
СИП-5 – количество жил 2 и более, несущая отсутствует, остальные покрыты сшитым полиэтиленом.
Технические характеристики:
- номинальное напряжение проводов СИП-1, 2, 4 и 5 до 1000 В,СИП-2 – до 350 В;
- диапазон температур эксплуатации: от -60 до +50°С;
- количество жил: 1-4;
- сечение жил: 16-240 мм2;
- минимальный радиус изгиба – 10 диаметров.
Производители: Камкабель, Москабель, Рыбинсккабель, Севкабель.
Данная статья поможет любому исполнителю определить, какой кабель для сварочного аппарата различного типа подойдет лучше.
Длина сварочных проводов не должна превышать
Разместить публикацию Мои публикации Написать
Требования электробезопасности, предъявляемые к сварочному оборудованию
На электросварочную установку (сварочный трансформатор, агрегат, преобразователь, выпрямитель) должны быть паспорт, инструкция по эксплуатации и инвентарный номер, под которым она записана в журнале учета и периодических осмотров.
В качестве источников сварочного тока могут применяться трансформаторы, выпрямители и генераторы постоянного тока, специально для этого предназначенные.
Непосредственное питание сварочной дуги от силовой (или осветительной) распределительной цеховой сети не допускается. Источники сварочного типа можно присоединять к распределительным электрическим сетям напряжением не выше 660 В.
Нагрузка однофазных сварочных трансформаторов равномерно распределяется между отдельными фазами трехфазной сети.
В передвижных электросварочных установках для подключения их к сети следует предусматривать блокирова- ние рубильников, исключающее возможность присоединения и отсоединения провода, когда зажимы находятся под напряжением.
Электросварочные установки должны включать в электросеть и отключать от нее, а также ремонтировать только электромонтеры. Выполнять эти операции сварщикам запрещается. Длина первичной цепи между пунктом питания и передвижной сварочной установкой не должна превышать 10 м.
Токоведущие части сварочной цепи необходимо надежно изолировать (сопротивление изоляции должно быть не менее 0,5 МОм) и защитить от механических повреждений. Сопротивление изоляции электрических цепей установки измеряют при текущих ремонтах в соответствии с ГОСТ на эксплуатируемое электросварочное оборудование.
Сроки текущих и капитальных ремонтов сварочных установок определяет лицо, ответственное за электрохозяйство предприятия, исходя из местных условий и режима эксплуатации, а также указаний завода-изготовителя. Установку и ее пусковую аппаратуру следует осматривать и чистить не реже одного раза в месяц.
Все открытые части сварочной установки, находящейся под напряжением питающей сети, надежно ограждаются.
Сопротивление изоляции необходимо проверять не реже одного раза в три месяца, а при автоматической сварке под флюсом — один раз в месяц. Изоляция должна выдерживать напряжение 2 кВ в течение 5 мин.
Корпуса электросварочного оборудования зануляются (заземляются). Для защитного зануления (заземления) корпуса источники питания, снабженные специальными болтами, присоединяют к проводу зануляющего (заземляющего) устройства.
При этом каждую сварочную установку необходимо непосредственно соединять с зануляющим (за-земляющим) проводом. Последовательное соединение установок между собой и применение общего зануляющего (заземляющего) провода для группы установок не допускается.
Несоблюдение этого требования может привести к тому, что при обрыве провода, последовательно соединяющего установки, некоторые из них окажутся неза-нуленными.
Правила электробезопасности при сварочных работах
Согласно правил электробезопасности, перед включением и отключением рубильника необходимо убедиться, занулен ли его кожух и изолирована ли ручка. При наличии повреждения рубильник отключают.
Прежде чем приступить к работе, необходимо привести в порядок спецодежду; осмотреть рабочее место, проверить исправность электросварочной аппаратуры, наличие запломбированных электроизмерительных приборов; вытереть .
насухо пол, если он окажется скользким (облит маслом, краской, водой); проверить исправность кабелей, проводов и их присоединения к узлам сварочной машины. При наличии неисправностей к электросварке приступать запрещается. Надо следить за тем, чтобы руки, обувь и одежда всегда были сухими.
По окончании сварки электросварщик обязан выключить сварочный трансформатор или генератор, отключить сварочный кабель с электродержателем, смотать провода в бухты и сложить в специально отведенное место.Присоединение и отсоединение от сети электросварочных установок, а также наблюдение за их исправным состоянием должны вестись электротехническим персоналом с квалификационной группой не ниже III.
Что можно использовать в качестве обратного провода при электросварке
В качестве обратного провода, соединяющего сва-риваемое изделие с источником сварочного тока, можно использовать гибкие провода, а также, где это возможно, стальные шины любого профиля достаточного сечения.
Обратный провод должен быть изолирован так же, как и присоединенный к электродержателю.
Использование в качестве обратного провода сети заземления металлических строительных конструкций зданий, коммуникаций и несварочного технологического оборудования запрещается.
Отдельные элементы, используемые в качестве обратного провода, тщательно соединяют между собой (сваркой или с помощью болтов, струбцин или зажимов). В установках для дуговой сварки в случае необходимости (например, при выполнении круговых швов) допускается соединение обратного провода со свариваемым изделием с помощью скользящего контакта.
Особенности электросварки в особо опасных условиях
При сварке внутри металлических конструкций, котлов, резервуаров, а также наружных установок (после дож- дл и снегопада) сварщик кроме спецодежды обязан дополнительно пользоваться диэлектрическими перчатками, галошами и ковриком. При работе в закрытых емкостях необходимо также надевать резиновый шлем. Пользоваться металлическими щитками в этом случае запрещается.
Работы в закрытых емкостях ведутся не менее чем двумя лицами, причем один из них должен иметь квалификационную группу не ниже III и находиться снаружи свариваемой емкости для контроля за безопасным проведением работ сварщиком. Электросварщик, работающий внутри емкости, снабжается предохранительным поясом с веревкой, конец которой должен быть у второго лица, находящегося снаружи.
Ограничение напряжения холостого хода сварочного трансформатора
Все электросварочные установки при ручной дуговой сварке переменным током, предназначенные для сварки в особо опасных условиях (например, внутри металлических емкостей, в колодцах, туннелях, при нормальных работах в помещениях с повышенной опасностью и т.п.), должны быть оснащены устройствами ограничения напряжения холостого хода до 12 В эффективного действия с выдержкой времени не более 1 с.
1129
Закладки
Характеристики и виды сварочных кабелей
и единственная функция сварочного кабеля – бесперебойно и без потерь доставить электроэнергию до места сварки, где она преобразуется в тепло, что приведет к расплавлению металла и последующей сварке.
Кабель состоит из двух проводников, на одних концах которых смонтированы держатель электрода или зажим массы, на других клеммы или штекеры, как на бытовых сварочных инверторах.
Требования
Сварочный кабель должен пропускать рабочий ток сварки с наименьшими потерями. Из доступных материалов максимальная проводимость у меди. Чтобы сам провод не грелся, то есть на нем не происходило заметного падения напряжения, он должен быть достаточно толстым (большого сечения).
Свариваемые конструкции имеют сложную форму, и сваркой приходится заниматься в различных положениях. Электрод должен свободно доставать до любых мест свариваемой конструкции. Поэтому сварочный провод должен иметь максимальную гибкость и не мешать производству работ.
Так как вокруг свариваемых деталей часто бывают металлические токопроводящие конструкции, то провод должен иметь надежную изоляцию. Кроме этого, изоляция должна позволять варить в сложных природных и производственных условиях.
Так как в процессе работы сварочный провод много раз приходиться сматывать и заматывать, то он должен выдерживать и это. Таким требованиям отвечает многожильный медный провод большого сечения в мягкой маслостойкой резиновой оболочке.
Характеристики
На сегодняшний день не производят универсальный сварочный кабель, который мог бы работать во всех климатических и производственных условиях. Но выпускают довольно большую линейку проводов, которые отвечают главным условиям сварочного кабеля: минимальное сопротивление и гибкость.
У отечественных производителей марка КГ означает, что гибкий кабель сделан из меди. Он предназначен для соединения силовых элементов нестационарного оборудования, может использоваться в качестве сварочного кабеля. Кроме этого имеется специальный сварочный кабель КС. По техническим характеристикам они практически идентичны.
Если на проводе присутствует маркировка КГ 1х16, это означает гибкий силовой одножильный кабель сечением 16 мм2. Допустимый рабочий ток 189 А.
Первая цифра обозначает количество жил, две или три последующие – сечение провода. Буквы ХЛ сообщают о том, что кабель можно использовать при низких рабочих температурах до -60 ⁰C. Дополнительное покрытие предотвращает появление трещин на холоде.Буква Т говорит о способности провода работать в условиях повышенной влажности и температуры до + 85 ⁰C. Кроме этого буква Т говорит, что провод обладает антисептическими свойствами, не боится грибка и плесени, что характерно для тропического климата.
Аббревиатура КОГ сообщает о том, что жилы сварочного проводника особо гибкие и позволяют использовать его в любых самых неудобных и труднодоступных местах без причинения вреда рабочим качествам.
Такой кабель обеспечивает максимальный комфорт для сварщика. В сварочном кабеле КС буква П означает полимерное покрытие, ВЧ – напряжение высокой частоты. Выбор такого кабеля для инвертора будет идеальным решением.
При проведении сварочных работ в зонах повышенной пожарной опасности необходимо использовать соответствующий сварочный кабель.
Маркировка КГН означает негорючесть. Весь кабель КГ независимо от климатического исполнения полностью герметичный, может использоваться под водой. Единственное, что нужно сделать, это обеспечить герметичность в местах соединения проводника с аппаратом и держателем электрода.
Типы используемых проводников
Основными типами кабелей, применяемым в сварочных устройствах являются:
- одножильные проводники с медной токоведущей жилой, выполненной из множества тонких проволочек, применяются в основном для инвертора;
- двужильные проводники, представляющие собой анод и катод, которые обеспечивают применение высокочастотного тока для импульсной сварки и переменный ток для резки металла;
- трехжильные проводники используются в аппаратах автоматической сварки, применяемых при монтаже трубопроводов и других изделий, где требуется ровный и высококачественный шов.
Для сварочного аппарата в комплекте идут кабели, рассчитанные на рабочие токи устройства. Если их нет, то необходимо выбрать соответствующие сварочные провода.
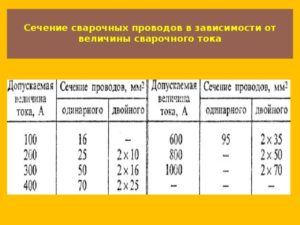
Обращая внимание на максимальный рабочий ток аппарата. Он указывается в инструкции по эксплуатации прибора. Если в документации указан рабочий ток в пределах 160-189 А, то сварочный провод согласно требованиям ГОСТ должен иметь сечение 16 мм2.
При токах 240-250 А необходим проводник сечением 25 мм2. При использовании полупрофессиональных устройств на 350-362 А требуется проводник сечением 50 мм2.
В профессиональных сварочных аппаратах при максимальных рабочих токах 437 А или 522 А требуются подключить проводники сечением 70 мм2 и 95 мм2 соответственно.
Допустимо ли удлинять
С длинным проводом удобнее работать, но он повышает сопротивление проводника и соответственно на нем происходит дополнительное падение напряжения.
Для обеспечения требуемого тока аппарат приходится переводить в режим максимальных нагрузок, что вызывает быстрый износ устройства. Удлинить кабель, в том числе обратный провод, можно, но с заменой более толстым с большим сечением.
Тогда потери на проводнике не изменятся, но увеличится масса кабеля. Так как удельное сопротивление постоянно для конкретного металла, то увеличив длину проводника вдвое, потребуется увеличить площадь сечения тоже вдвое.
При этом необходимо правильно подсоединять штекеры и клеммы к кабелю. Они должны соединяться методом опрессовки или пайки с последующей изоляцией.
Четкого однозначного запрета на удлинение от производителей нет. Особые требования по обеспечению тока предъявляют к держателям электродов. Однако многие специалисты не рекомендуют удлинять кабель, заявляя, что аппарат может выйти из строя, а производитель при этом снимет гарантию.Как выбрать кабель для сварочного аппарата и каким должно быть сечение
Сварка – отличный способ соединения деталей, происходит посредством оплавления металлов с помощью сварочной дуги. Такой тип соединений носит название – дуговая сварка.
Всё, что вам необходимо знать о сварочном кабеле
Время чтения: ≈5 минут
Если вы когда-либо выбирали аппарат для инверторной сварки, то наверняка замечали, что комплект очень скудный. Зачастую при покупке вы получаете сам аппарат, инструкцию и кабель питания. Но этого недостаточно для полноценной работы. Помимо электродов или газа вам также не обойтись без экипировки, держака и, конечно, сварочных кабелей.
Но как понять, какой кабель для сварки выбрать? На что вообще обратить внимание при покупке? На эти, и некоторые другие вопросы, мы ответим в этой короткой статье.
статьи
Общая информация
Для начала давайте разберемся, зачем вообще нужны кабели и для чего подключать их к сварочному аппарату.
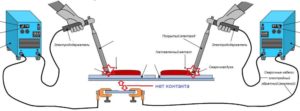
Говоря простыми словами, сварочные провода, подключенные к источнику тока (сварочному аппарату),призваны проводить получаемый ток к держателю и к детали. Один кабель подключается к держаку, а второй подключается на массу (на деталь). Из-за такого подключения во время сварки образуется электрическая цепь, которая как раз и позволяет осуществить сварочный процесс.
По своему строению кабель сварочный практически не отличается от кабеля бытового. Он состоит из проволоки и внешней изоляции. Но отличия кроются в том, какая именно проволока используется при производстве кабелей и для каких условий они предназначены.
Естественно, сварочный кабель способен работать и в жару, и в холод. К тому же, изоляция может состоять из двух и более слоев, чтобы обеспечить максимальную защиту.
И, в целом, у кабелей для сварки должен быть повышенный запах по прочности, чтобы они могли надежно работать даже в самых экстремальных условиях.
Для каждых температурных условий предусмотрена своя изоляция. Если вы собираетесь варить зимой на улице, то стоит приобретать кабели с морозостойким покрытием.
Если пренебречь этим, кабели просто потрескаются и придут в негодность. А для работы при очень высоких температурах нужно выбирать провода, оплетка которых не расплавится на солнце.
Словом, учитывайте все температурные нюансы ваших сварочных работ.
Также не забывайте о влажности. Кабель для сварочного аппарата, не предназначенный для работы в очень влажных условиях может просто заплесневеть и испортиться. Необходимо выбирать кабели с антисептическими свойствами. Такие провода не только выдерживают повышенную влажность и высокие температуры, но и в целом обладают большим сроком службы.
Отдельный вопрос — это длина сварочных кабелей. Максимальная длина сварочного кабеля может достигать 50 метров, но насколько это удобно и практично? Если вы варите стационарно, то приобретите два кабеля.
Один для держателя длиной 3 метра, и второй для массы длиной 2 метра. Это оптимальная длина.Вы, конечно, можете увеличивать длину по мере необходимости, но учитывайте, что длина сварочного кабеля не должна превышать 30-40 метров.
Если у вас в комплекте все же есть кабели, но они слишком короткие, вы можете их соединить.
Выбор кабеля
Марка сварочного кабеля — это первое, на что вам нужно обратить свое внимание при выборе. Существует две марки: КГ (кабель гибкий) и КОГ (кабель особо гибкий). Первая марка наиболее популярная и универсальная. Вторая подойдет для менее мощного оборудования.
Нельзя однозначно сказать, какой кабель сварочный лучше. Нужно выбирать исходя из типа работ. Если варите инвертором с предельной мощностью 250 Ампер, то рекомендуем выбрать кабель КГ 1х50. В целом, здесь всегда работает правило «Чем меньше ампер, тем меньше сечение сварочного кабеля». Для маломощных аппаратов может быть достаточно и 16 мм2.
Также маркировка сварочного кабеля содержит дополнительную информацию в виде цифр. Обычно записывается в формате YхY, например, 1х25. Первая цифра обозначает, сколько жил содержит данный кабель сварочный. А вторая цифра говорит о том, какое сечение у этого кабеля. Сечение измеряется в мм2.
Иногда в марке указывается, для каких температурных условий предназначен кабель. Кабели ХЛ способны работать при температуре до -60 градусов, кабели Т работают от -10 до +50 градусов.
Но какой кабель нужен для выполнения работ, если вы не знаете диапазон температур, при которых будете его использовать? Ищите кабели без маркировки касаемо их температурных условий.
Обычно возможно использование таких проводов при температуре от -40 до +60 градусов, чего достаточно для большинства работ.
Также кабель можно подобрать исходя из того, с каким значением ампер вы собираетесь работать. Ниже представлена небольшая таблица, которая поможет вам с выбором.
Вместо заключения
Надеемся, что эта статья поможет вам решить вопрос, как выбрать кабели для сварки. Если эта тема все так же вызывает у вас трудности можете купить комплект сварочных кабелей с электрододержателем и зажимом. Это оптимальный вариант для новичков, которым трудно разобраться в особенностях сварочных кабелей. Желаем удачи в работе!
Кабель для сварочного аппарата: марки, характеристики, как выбрать
Нередко кабели, поставляемые вместе со сварочными аппаратами, короткие и имеют алюминиевый сердечник, который быстро перегревается.
Чтобы укомплектовать свой инвертор надежными шнурами для электрододержателя и зажима массы, нужно разобраться, какие марки сварочного провода бывают, и на что обращать внимание при выборе.
Так, Вы сможете подобрать кабель для сварочного аппарата, которым будет комфортно работать при любой температуре воздуха, а сама электрическая магистраль сможет выдерживать оказываемые нагрузки.
Поскольку сварочный кабель испытывает повышенные нагрузки как со стороны аппарата, так и от внешних факторов (строительные условия, трение о землю или бетон, нагрев, мороз), то от правильности выбора зависит срок его службы и эффективность. Сперва вникнем, какие существуют сварочные кабели и в чем их отличия.
КГ
Это самый распространенный тип кабеля, который расшифровывается как «кабель гибкий». Он подходит для эксплуатации с постоянным током до 1000 Вт или с переменным до 600 В и частотой не выше 400 Гц. Провод используется для подключения инвертора к сети 220 или 380 В, а также присоединения держателя электродов и зажима массы.
Cварочный кабель КГ.
КОГ1
В отличие от предыдущего кабеля, здесь используется более тонкий диаметр жил, поэтому шнур получается особо гибким. В результате радиус поворота у него меньше.
Это особенно пригодится при сварке в труднодоступных местах, когда сварщику требуется завести руку с держателем под непривычным углом.
Еще это практично во время работы на высоте, где принято наматывать кабель на руку (чтобы легче удерживать) — тогда петли не будут сильно выпирать по сторонам. В отличие от КГ, он рассчитан на пропуск 220 В с частотой 50 Гц.
Сварочный кабель КОГ1.
КГН
Такой сварочный кабель с добавлением в маркировку буквы «Н» означает, что материал негорючий. Изоляционная оболочка выполнена из жаростойкого покрытия, выдерживающего температуру свыше 200 градусов.
Этот провод пригодится, если приходится вести электросварку/резку буквально в условиях возгорания (нужды МЧС, ремонтные бригады на кораблях и т. д.).
В бытовой и промышленной областях это практично, когда собираемая конструкция большая, и сварщику нужно перемещаться по только что сваренным участкам для продолжения работы. Тогда кабель, соприкасающийся с нагретым металлом, не будет плавиться.
КГ-ХЛ
Индекс этого товара содержит буквы «ХЛ», подразумевающие разрешенную эксплуатацию на холоде. Для этого в состав добавлен специальный каучук. Он сохраняет гибкость при температуре до -60 градусов, поэтому особенно подойдет для работы в условиях крайнего Севера. Если Вам часто приходится вести сварку зимой на улице, то обратите внимание на продукцию с маркировкой КГ-ХЛ.
Сварочный кабель КГ-ХЛ.
КПЭС
Это тип кабеля, где вместо жилы применяется спиралевидная трубка. Он рассчитан на пропуск внутри себя проволоки, для замыкания цепи и возбуждения электрической дуги. Проволока может быть как цельной, так и трубчатой, с флюсом внутри. Применяется кабель для сварки полуавтоматом.
Цена кабеля зависит от внутреннего диаметра. Но полая конструкция содействует сокращению срока службы до 1.5 года. Такая электромагистраль способна передавать напряжение 42/48 В независимо от типа тока (переменный или постоянный).
Применять низковольтную линию получится при температуре до -10 градусов.
Сварочный кабель КПЭС.
КВС
Кабель с обозначением КВС подразумевает наличие в изоляции полихлорвинила. Такая оболочка более устойчива к истиранию и подходит в случаях, когда сварщику требуется часто перемещаться, волоча кабель по полу. Изоляция поможет сохранить сердечник от оголения.
Кабель выдерживает стабильную передачу напряжения 127-220 В. Температурный диапазон составляет -40…+40 градусов. Но ПВХ не имеет такой гибкости как каучук, поэтому для электродержателя он не подходит.
Чаще всего провод ПВХ используют для подключения сварочного аппарат к розетке.
Сварочный кабель КВС.
КГТ
Этот тип кабеля выдерживает температуру воздуха до +85 градусов, поэтому оптимален для эксплуатации в жаркой среде. Покрытие активно сопротивляется грибкам и плесени, и кабель подойдет для работы во влажных теплых условиях.
Как выбрать сварочный кабель
Разобравшись в маркировке товаров, перейдем к практичным советам по выбору. Сварочный кабель должен соответствовать аппарату, с которым он будет взаимодействовать. Существуют и другие параметры, подбираемые исходя из предстоящих задач по сварке.
Какой должна быть жила сварочного кабеля
Сварочный кабель, присоединяемый от аппарата к держателю и массе, может быть одножильным (например, 1х16). Первая цифра означает, что в разрезе у него сердечник общий, не разделенный на две или три изолированные линии под единой оболочкой. Такое исполнение уменьшает нагрев и содействует ускоренной передаче напряжения от источника к держателю.
Одножильный сварочный кабель.
Многожильные кабеля обозначаются 11х30, где первая цифра указывает на наличие 11 раздельных жил. Такое исполнение применяется на промышленных установках, использующих напряжение 500 А и выше.
Многожильный сварочный кабель.
Сама жила бывает алюминиевой или медной. В магазинах чаще всего комплектуют сварочные аппараты алюминиевыми кабелями, поскольку они дешевле. Этого достаточно для начинающего сварщика или редкого использования инвертора.
Алюминиевый сварочный кабель.
Профессионалы же всегда устанавливают медные кабели, поскольку у них удельное сопротивление в 7 раз меньше, чем у алюминия. В результате потери тока сокращаются. Еще медь лучше гнется и меньше греется.
Медный сварочный кабель.Китайский дешевый кабель может называться медным, но содержать Cu не более 70%. Это легко заметить по тусклому цвету жилы в разрезе. Для бытовых нужд товар подойдет, а вот для производства лучше от него отказаться.
Сечение сварочного кабеля
Внутри металлического сердечника находятся тонкие проводки, которых может быть от 30 до 1000. Их общее сечение выбирается по мощности аппарата и используемого тока. Например, кабель сечением 1х6 мм² рассчитан на максимальную нагрузку в 11 кВт с силой тока 80-100 А.
Но никогда нельзя использовать расчетные значения по максимуму. Оптимально всегда делить их на 2. В итоге, такой провод подойдет для источника питания с потребляемой мощностью 5 кВт.
При возрастании силы тока (А), необходимо увеличивать и сечение кабеля, иначе это все-равно, что пытаться заправлять автомобиль на АЗС через соломинку — суженный проход будет снижать производительность.
Чтобы не было потерь сварочного тока, сечение выбирают исходя из выдаваемой мощности аппарата по этой таблице.
| 80-100 | 1х6 |
| 120-150 | 1х10 |
| 150-180 | 1х16 |
| 200-250 | 1х25 |
| 250-300 | 1х50 |
| 330-400 | 1х100 или 11х50 |
| 500-600 | 1х120, 11х95 |
| 600 | 1х185 и выше |
Если Вы варите «двоечкой» на токе 80 А, то вполне можете обходиться тонким кабелем 1х6 мм². Но это не позволит применить электрод «тройку».
Поэтому аппараты требуется комплектовать исходя из возможной максимальной силы сварочного тока. Для бытового инвертора на даче достаточно минимального показателя 1х16 мм². В мастерскую необходимо 1.25 или 1х50 мм².
Работа кабелем с меньшим сечением приводит к его перегреву и расплавлению.
Требования к гибкости кабеля
Для сварки требуется кабель с гибкостью не ниже 4-го класса. Более жесткие провода будут выкручивать руки сварщику, их труднее сматывать для транспортировки, неудобно манипулировать держателем при ведении шва в потолочном или вертикальном положении.
Шнур с обозначением КГ относится к 5-му классу гибкости. У него диаметр «волоска» составляет 0.41 мм. Товары с маркировкой КОГ относятся к 6-му классу. Повышенная гибкость достигается за счет диаметра «волоска» 0.21 мм.
Изоляция кабеля
Оболочка кабеля изготавливается согласно ГОСТ 23286-78. Изоляция не должна быть тоньше 1.1-1.2 мм, чтобы надежно защищать токоведущую часть от оголения.
Выпускают наружную обмотку из резины с добавлением различных компонентов. На ощупь она должна быть мягкой и гибкой.
Класс изоляции обозначается буквами и указывает на максимальную температуру нагрева, которую способна выдержать оболочка.
Например: индекс F подразумевает 150 градусов, а Н — 180.
Длина сварочного кабеля и можно ли его увеличивать
Длина сварочного кабеля влияет на удобство перемещения сварщика, когда работы ведутся вдоль длинной конструкции (например забора) или на высоте. Тогда аппарат можно реже переставлять, и передвигаться только с держателем в руке. Для стационарной деятельности достаточно 2 метров на массу и 3 метра на держатель. Для цеха лучше купить на электрододержатель 5 метров.
Но удлинять кабеля по своему произволу нельзя. Увеличение длины повышает сопротивление, а значит сила тока будет снижаться.
Максимальная длина рассчитывается по формуле:
Максимальный сварочный ток деленный на 100 = множитель.
Например, аппарат с показателем 160 А:100=1.6.
Сечение существующего кабеля нужно разделить на полученный множитель. Имеем кабель 1х25 мм². Если 25 разделить на 1.6, то получим 15 метров.
Это максимальная длина, которую требуется разбить на массу и держатель, например 10 и 5 м. Если использовать кабель 20 м, то сила тока из аппарата 160 А понизится до 120 А.
Каждое увеличение длины добавляет и вес, что сказывается на удобстве транспортировки.
Чтобы дорастить кабель, применяют медную опрессовку. Это обеспечивает плотный контакт и отсутствие перегрева. Скрутки не допускаются, поскольку создают дополнительное сопротивление.
Пример соединения кабеля опрессовкой.
Применяя эти советы получится выбрать сварочный кабель, точно соответствующий мощности аппарата и предстоящим задачам.