Гибка деталей из листового и полосового металла
Гибка полосового металла — заказать по доступной цене

Без металла сегодня весьма проблематично представить себе самые разные отрасли производства и промышленности. Причем речь идет не о какой-то конкретной разновидности материала, а о разных металлах и сплавах на их основе. Особенно востребованным стал полосовой металл, который представлен на рынке в обширном ассортименте.
Его обработка осуществляется посредством различных методик и технологий, но более всего востребована именно гибка полосового металла, которая позволяет получить продукцию требуемых типоразмеров без малейшего вмешательства в первоначальную структуру материала. При этом в полной мере сохраняются и исходные прочностные характеристики заготовки.
Да и вероятность зарождения коррозионных процессов в местах сгиба полностью исключается. Нами проводится эффективная гибка различных металлов. Мы предлагаем широкий комплекс разноплановых услуг на выгодных для клиентов условиях и с максимально короткими сроками реализации. Нам вы можете довериться в любой ситуации. И мы вас не разочаруем.
1. Наши предложения по гибке полосового металла
2. Стоимость гибки полосового металла
3. Гибка и ее разновидности
4. Основные преимущества гибки
5. Почему стоит заказать гибки полосового металла у нас?
Наше предложение по гибке полосового металла
Одним из главных профилей нашей деятельности является гибка металла, которой мы занимаемся вот уже на протяжении довольно длительного периода.
В своей деятельности мы следуем всем актуальным отраслевым тенденциям, работаем на самом лучшем оборудовании, а тесное взаимодействие с изготовителями станков и агрегатов дает нам возможность проводить своевременную замену всего технического парка.
Нами активно внедряются в рабочий процесс инновационные разработки и технологии. Важно! Именно поэтому наша гибка полосового металла полностью соответствует действующим стандартам. Налажен активный мониторинг качества выпускаемой продукции, причем он проводится на каждом из этапов ее изготовления.
Мы гарантируем отсутствие брака и уверены в максимальной точности гибки вне зависимости от сложности переданного нам заказа и его объемности.
Особо стоит выделить еще один момент. Вопросу автоматизации производства мы уделяем самое пристальное внимание.
Каждый из станков оснащен ЧПУ, а участие человека в работе сведено к минимуму. За счет этого мы не только сократили сроки изготовления своей продукции, но и повысили общую рентабельность производства. Причем на качестве наших изделий из металла подобная экономия никоим образом не сказалась.| 1 | 0,5 — 0,8 | 5,00 руб./метр. | 12,00 руб./метр. | 25,00 руб./метр. |
| 2 | 1,0 — 1,2 | 6,00 руб./метр. | 14,00 руб./метр. | 25,00 руб./метр. |
| 3 | 1,5 | 6,50 руб./метр. | 15,00 руб./метр. | 26,00 руб./метр. |
| 4 | 2,0 — 2,5 | 7,00 руб./метр. | 16,00 руб./метр. | 26,00 руб./метр. |
| 5 | 3 | 7,50 руб./метр. | 17,00 руб./метр. | 33,00 руб./метр. |
| 6 | 4 | 9,00 руб./метр. | 23,00 руб./метр. | — |
Но сколько именно стоит услуга? От чего зависит итоговый ценник и на основании каких факторов он формируется? Стоит работа недорого, причем каждая гибка полосового металла просчитывается нами индивидуально.
Сложность заказа и его объемность являются основными факторами. На цену также влияет тип обрабатываемого материала, связанные с гибкой энергозатраты и срочность самой работы. Но обращение к нам будет незатратным для вашего бюджета. Это мы вам гарантируем.
Гибка на нашем производстве осуществляется вручную или с помощью одного из механизированных агрегатов. Выбор в пользу того или иного оборудования принимается исходя из аспектов конкретного заказа и требований заказчика. Различается и технология гибки, которая может быть проведена посредством воздушной технологии или в упор. В первом случает отсутствует какой-либо контакт между верхней и нижней частью инструмента. Заготовка фиксируется на матрице, а пуансон осуществляет гибку в соответствии с параметрами поставленной задачи. Точность гибки при этом очень высокая, а уровень прикладываемых усилий совсем незначительный.
Если же ведется гибка стали в упор, то пуансон опускается прямо внутрь матрицы. Исходя из формы инструмента отличается и формируемый при этом контур, а также угол гиба.
Этот способ более проблематичен и требует обязательного наличия определенного набора инструмента для максимально широкого расширения спектра доступных возможностей. На все это необходимы средства. Хотя сама гибка по своему качеству более высокая по сравнению с рассмотренным выше аналогом. Хотя и усилий она требует побольше.
Есть некоторые ограничения и касательно толщины обрабатываемой заготовки. В подавляющем большинстве ситуаций металл толщиной свыше 5 мм этим методом не деформируется.
Проводимая нами гибка выгодно выделяется на фоне иных технологий обработки стальных изделий сразу по нескольким аспектам. Но в чем же именно заключаются ее преимущества? И почему именно гибка полосового металла столь востребована сегодня на отечественном рынке? Все очень просто. Для этого типа металлообработки присущи такие особенности и достоинства:
- Отличная геометрия любой заготовки вне зависимости от сложности контура;
- Целое и неповрежденное основание без каких-либо на нем дефектов;
- Идеальное соответствие подготовленным проектным данным;
- Полное сохранение изначальных прочностных характеристик;
- Короткие сроки реализации даже наиболее объемного проекта;
- Выгодная и доступная для каждого стоимость изготовления.
Среди главных из них особо выделяются такие:
- Работа с типовыми и индивидуальными проектами;
- Квалифицированный сервис и качественное обслуживание;
- Оперативная обработка заявок и их реализация;
- Обязательная гарантия на любую работу;
- Учет при изготовлении всех пожеланий заказчика.
Сложно переоценить популярность полосового металла и его востребованность среди отечественных пользователей. Потребители используют материал в самых разных целях, но подобная вариативность возможна лишь при условии его грамотной предварительной обработки. И как нельзя более кстати для этого подходит гибка полосового металла, которая может быть проведена нами в любое время по вашему выбору. Мы действуем слаженно, работа занимает минимум времени, а гарантия является обязательной. Причем с письменным подтверждением нашей компанией всех принятых нами обязательств. Есть металл, который требует обработки? Тогда не медлите с визитом к нам. Мы придадим ему ту форму, которая необходима. Обращайтесь. Мы вам всегда рады.
Рассчитать стоимости услуги?Специалисты компании «ANDEKO» с радостью ответят на Ваши вопросы и произведут расчет стоимости услуги! | Запросить цены |
Гибка деталей из листового и полосового металла — Справочник металлиста

Заказать
- Расчет гибки металла
- Гибка труб
Тонколистовой металлопрокат нечасто используется в своем первоначальном виде. Для его дальнейшего применения необходима соответствующая обработка исходного сырья.
Компания «Рушар» предлагает услуги гибки и расчета металла на современном оборудовании согласно требованиям заказчика. Такая технологическая операция позволяет сформировать из плоского проката изделия требуемой формы и размера.
В отличие от сварки гибка листового металла является менее затратной и требует меньше времени.
Применяемое оборудование
Для гибки металла используются гидравлические листогибочные прессы. Их параметры, размеры, нормы точности соответствуют требованиям ГОСТ 10560-88. Данное оборудование обеспечивает регулировку усилий при гибке листового металла. Прессы оснащены средством механизации выгрузки готовых изделий.
На оборудовании, предназначенном для многопереходной гибки, установлено устройство программного управления. Тип последнего определяется особенностями конкретного заказа и видом проката.
Все прессы оснащены устройствами для выдержки готового изделия под нагрузкой, когда гибка металла завершается. Конструкция оборудования позволяет встраивать его в автоматические линии по обработке тонколистового проката.
В процессе гибки листового металла изделие получает заданную форму. При этом наружные слои растягиваются, внутренние сжимаются, средние сохраняют исходную структуру.
Механическая и автоматическая гибка металла осуществляется на соответствующем оборудовании. Суть данного технологического процесса заключается в перегибании тонколистовой полосы на заданный угол.
Минимальные радиусы сгиба рассчитываются согласно ОСТ 1 00286-78.
Современные виды гибки листового металла
- Воздушная (Airbending). Такая листовая гибка осуществляется опусканием пуансона в матрицу на заданную глубину. Их размеры и угол те же, что и в готовой детали. Радиус гибки металла зависит от свойств материала и раскрытия матрицы. Метод является универсальным, позволяет получать углы различной величины.
- Гибка металла по матрице (Bottoming). Такая технология несколько точнее, чем предыдущая. Она используется для тонколистового проката до 5 мм. Однако матричная листовая гибка не позволяет согнуть исходную заготовку на угол более 90о.
- Обработка с использованием поворотной балки (Folding). Используется для гибки тонколистового металла (до 1 мм для конструкционной стали). Метод позволяет гнуть заготовку в обоих направлениях, как вверх, так и вниз.
- Обработка скольжением (Wiping). Схожа с предыдущим способом. При такой листовой гибке требуется отдельный инструмент для каждой толщины проката.
Прайс-лист с ценами гибки листового металла
| толщина,мм. | до 100 мм. | до 1250 мм. | до 3000 мм. | до 8 000 мм. |
| 0,5 — 0,8 | 5,00 руб. | 12,00 руб. | 25,00 руб. | 70,00 руб. |
| 1,0 — 1,2 | 6,00 руб. | 14,00 руб. | 25,00 руб. | — |
| 1,5 | 6,50 руб. | 15,00 руб. | 26,00 руб. | — |
| 2,0 — 2,5 | 7,00 руб. | 16,00 руб. | 26,00 руб. | — |
| 3,0 | 7,50 руб. | 17,00 руб. | 33,00 руб. | — |
| 4,0 | 9,00 руб. | 23,00 руб. | — | — |
| 5,0 | 10,00 руб. | 25,00 руб. | — | — |
| 6,0 | 12,00 руб. | 28,00 руб. | — | — |
| 8,0 | 14,00 руб. | — | — | — |
| 10,0 | 15,00 руб. | — | — | — |
Преимущества наших услуг
Компания «Рушар» предоставляет услуги по гибке листового металла толщиной 0,5–6,0 мм. К нашим основным преимуществам относятся:
- разумная стоимость. Наличие собственного производства позволяет нам поддерживать доступные цены на гибку листового металла;
- высокое качество работ. Для гибки листового металла под заказ используется современное оборудование. Гидравлические прессы обеспечивают необходимую точность размеров готовой детали;
- комплексный подход. Помимо услуг гибки листового металла мы осуществляем гидроабразивную резку, холодную штамповку и другие виды обработки под заказ.
В компании «Рушар» Вы можете оформить заявку на изготовление из листа объемных деталей различной формы и размера. Гибка металла на заказ может производиться по индивидуальным чертежам клиента.
Рекомендуем предварительно сделать запрос расчета гибки листового металла.
Воспользовавшись этим сервисом сайта, Вы можете узнать расценки на гибку листового металла в Москве и Московской области или другом регионе РФ.
За помощью обращайтесь к нашим менеджерам по указанному на сайте телефону. У них же уточняйте текущие цены на гибку металла и другие виды обработки.
При заказе на сумму более 1млн.рублей доставка бесплатно!
Другие наши услуги
- Лазерная резка
- Холодная листовая штамповка
- Фасандные кассеты
- Гнутый профиль
- Перфорированный металический лист
- Доборные элементы кровли
- Изготовление корпусных деталей
- Металлообработка
- Гидроабразивная резка
Станки для гибки листового металла
Гибка стальных изделий с небольшими габаритными размерами поперечного сечения выполняется, как правило, в холодном состоянии. Процесс заключается в необратимом изменении продольной или поперечной оси деформируемой заготовки.
Классификация способов гибки
Виды гибки различаются по следующим параметрам:
- По виду конечного профиля, который может быть L-образным (одноугловая гибка) или П-образным (двухугловая гибка). Для высокопластичных металлов и сплавов без нагрева исходной заготовки возможна и многоугловая гибка. К гибке примыкает также и технология закрутки/скручивания, которой производят, например, оконные и дверные петли.
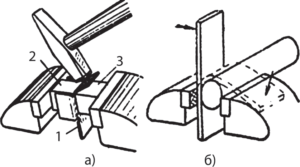
- По характеру приложения основного деформирующего усилия. Гибка может быть свободной, и с калибрующим ударом. В первом случае исходная полоса или профиль укладывается на две опоры, и посредине прикладывается усилие, которое деформирует металл. Во втором случае заготовка укладывается на подпружиненную опору, и перемещается вместе с инструментом вниз до упора. Иногда применяется упрощённый вариант калибрующей гибки, при реализации которого изделие жёстко подчеканивается в конце рабочего хода гибочного инструмента.
- По количеству переходов гибки, которое определяется пластическими свойствами материала. Большинство заготовок в холодном виде способны деформироваться за один переход без трещин на углы до 100…1200. При более интенсивном формообразовании предусматривается двух- и даже трёхпереходная гибка. Для малопластичных материалов между гибочными переходами всегда вводится промежуточный отжиг.
- По способу гибки. Операция может выполняться инструментом, который двигается возвратно-поступательно, либо вращается. Первый вариант гибки реализуется на механических, либо гидравлических прессах вертикального или горизонтального действия. В практике за оборудованием первого вида укоренилось название «листогибы», а за вторым – «кузнечные бульдозеры». Ротационная гибка непрофилированным инструментом производится на сорто- или листогибочных машинах валкового типа. Такое оборудование часто оснащается приспособлениями для правки исходного металлопроката.
Технология гибки профилированным инструментом
Все рассматриваемые далее процессы ведутся с применением специализированного инструмента – штампов. Рабочими деталями любого гибочного штампа являются пуансон и матрица.
Пуансон – подвижная часть штампа – закрепляется. Как правило, в верхней его половине, и при перемещении ползуна двигается возвратно-поступательно.
Матрица – неподвижная часть штампа – располагается в нижней его половине, которая фиксируется на столе оборудования.
Точность штамповки профилированным инструментом зависит от:
- Соответствия рабочих профилей пуансона и матрицы чертёжным размерам изделия;
- Направления оси гибки, которое всегда (это важно!) должно совпадать с направлением прокатки исходной заготовки (легко устанавливается по внешнему направлению волокон на исходной заготовке);
- Учёта пластических и упругих свойств деформируемого металла или сплава;
- Надёжности и точности регулировки упоров под изгибаемую заготовку;
- Скорости деформирования металла ползуном оборудования;
- Температуры деформации (перед горячей гибкой обязательным переходом является очистка поверхности заготовки от окалины, наличие которой ухудшает качество гибки, и провоцирует ускоренный износ рабочего инструмента).
При проектировании рабочего профиля гибочных пуансонов и матриц основным фактором является не технологическое усилие (при всех вариантах гибки оно невелико), а так называемое упругое последействие металла заготовки, называемое пружинением.
В результате пружинения металл всегда стремится вернуться к своей первоначальной форме, а интенсивность этого стремления зависит от предела пластичности. Мягкие металлы (алюминий, медь, сталь с процентом углерода до 0,1% и пр.) распружинивают на 3…8%, а латуни, средне- и высокоуглеродистые стали — на 12…15%.
Учёт пружинения производится по нескольким вариантам:
- Изготовлением пуансонов и матриц с рабочим профилем, который учитывает будущее пружинение (например, если требуется согнуть заготовку на угол 600, при ожидаемом пружинении металла 100, то профиль инструмента выполняют под углом 700). Коэффициенты пружинения определяются по таблицам, в зависимости от марки материала и толщины заготовки.
- Изготовления пуансонов с поднутрением, куда затекает деформируемый металл. При этом силы упругого последействия нейтрализуются усилием пластического деформирования заготовки.
- Введением дополнительного калибрующего перехода, когда происходит доштамповка изделия. Способ непроизводителен, поскольку увеличивает трудоёмкость гибки.
- Снижением скорости деформирования и оставления металла под нагрузкой в течение некоторого времени, пока не исчезнут силы инерции в деформируемом сечении. Это возможно только на гидравлических прессах, либо прессах со специальным, кривошипно-коленчатым приводом.
Гибка деталей из листового и полосового металла
Для увеличения жесткости металлических конструкций применяют уголок гнутый. Он также используется для строительства вентилированных фасадов, в производстве раздвижной мебели и во многих других областях. Угол гнутый получают из холодного листа металла на специальном оборудовании.
Варианты изготовления гнутого углка:
- Гибка на гидравлическом прессе — Полоса металла укладывается на нижний стол с матрицей. Под действием гидравлики сверху двигается пуансон. Прикладывая давление, происходит получение угла гнутого.
- Гибка металла на вальцах — Лист металла пропускается через вальцы. Постепенно сдвигая их при каждом проходе, получают угол гнутый. При таком методе гибки можно получать поверхности разной формы: цилиндрические, сферические, конусные и другие.
Основным условием при получении уголка гнутого является отсутствие изменений свойств металла при обработке. Как первый, так и второй способ оставляют структуру металла на местах сгиба неизменной. При этом лист металла может иметь толщину до 10 мм.
Гибка металла на гидравлическом прессе
Гибка листового металла представляет собой процесс обработки стального листа, в процессе которого им придается необходимая форма.
Стальной лист укладывают на гибочные матрицы нижнего стола. Стальной лист может иметь различную толщину до 10 мм и длину до 6 метров в зависимости от назначения. Под действием поршней цилиндров установленных на верхнем столе пуансоны приближаются к листовому металлу, уложенному на матрицах нижнего стола.
После контакта пуансона с листовым металлом сила давления начинает увеличиваться, и пуансон задавливается в металлический лист или в листовой металл , деформируя его вначале в области упругой деформации, а затем в области пластической деформации, что позволяет получить определенный изгиб листового металла.
Все те слои металла, что располагаются вдоль оси изгиба, по своим размерам остаются неизменными, поэтому все расчеты проводятся именно с ориентировкой на данные слои металла.Гибка стального листа в основном применяется для изготовления деталей различных форм методом холодной гибки(пример: гнутый уголок, гнутый швеллер и др.)
Гибка металла на вальцах
Известно много способов гибки заготовок в холодном и горячем состояниях. В основном используется гибка металла в холодном состоянии на гибочных машинах, листогибочных гидравлических прессах и трех- или четырех-валковых листогибочных вальцах.
На листогибочных вальцах выполняют вальцовку листовой стали для образования цилиндрических, конических, сферических и седлообразных поверхностей и кольцевую гибку (вальцовку) .На роликогибочных станках производят вальцовку уголков, швеллеров, труб и двутавровых балок.
Во избежание структурных изменений, появления значительного наклепа и полной потери пластических свойств стали, при холодной гибке заготовок, остаточное удлинение не должно выходить за границы предела текучести.
При изготовлении гнутых профилей на листогибочных прессах внутренние радиусы закруглений для конструкций из углеродистой стали, воспринимающих статическую нагрузку, должны быть не менее 1,2 толщины листа, а для конструкций, воспринимающих динамическую нагрузку, не менее 2,5 толщины листа. Для листовых деталей из низколегированных сталей минимальные значения внутренних радиусов закругления должны быть на 50 % больше, чем для углеродистой стали.
Листогибочные вальцы имеют три или четыре горизонтальных валка, на которых гнут листовую сталь, максимальная ширина которой 2100—8000 мм при максимальной толщине 20—50 мм. Наибольшее распространение имеют трехвалковые вальцы с пирамидальным расположением вальцов . Два приводных нижних валка вращаются в одном направлении.
Верхний валок перемещается по высоте и вращается в результате трения между валками и изгибаемым листом . Один подшипник верхнего валка может откидываться в сторону, для того чтобы можно было извлечь согнутую деталь. Перед гибкой листовых деталей цилиндрической формы подгибают оба торца листа на подкладном листе.
Подкладной лист должен иметь ширину, в 2 раза превышающую расстояние между осями нижних валков, а радиус гибки должен быть меньше на 10—17 % радиуса гибки детали с учетом упругой деформации стали.
Толщина подкладного листа обычно принимается 25—30 мм, однако она должна быть не менее 2-кратной толщины вальцуемого листа, а мощность вальцов должна быть достаточной для гибки листа в 3 раза больше, чем вальцуемый.После подгибки подкладной лист снимают и приступают к вальцовке, для чего листы пропускают через вальцы несколько раз в обоих направлениях. Степень изгиба листа регулируется подъемом или опусканием верхнего валка .
Оба способа позволяют выполнять гибку листа до 6 метров, металл может быть при этом как черный, так и нержавеющий. Большим преимуществом уголка гнутого можно считать возможность изготовления с самыми различными размерами полок. Уголок может быть симметричным, но возможно производства разнополочного с заданными параметрами.
Рубка и гибка листового и полосового металла цена на заказ от МастерМет
Невозможно представить окружающий мир без металлических изделий. Они присутствуют практически во всех окружающих нас конструкциях. Любое производство или строительство требует определенного вида металлических деталей.
А когда речь идет о серьезных отраслях, то необходима особенно высокая точность изготовления. В большинстве случаев, металлические изделия даже изготавливаются по индивидуальным заказам, так как стандартные размеры не всегда подходят для выполнения многих задач.
Резка гибка металла по индивидуальным заказам для использования его в производстве, возможна в компании МастерМет.
Услуги компании
Предприятие имеет широкий профиль, а потому может предложить большой перечень услуг относительно обработки металлических деталей:
- Сварочные работы. Соединение железных деталей посредством сварки, считается самым надежным и быстрым методом сборки металлоконструкций или изготовления.
- Гибка металла. Из листового или полосного металла можно изготовить широкий ассортимент изделий. Но даже малейший изгиб невозможно сделать качественно и точно без специального оборудования.
- Механическая обработка. Такие услуги необходимы в тех случаях, когда поверхность железных изделий необходимо шлифовать, сверлить или фрезеровать.
- Раскрой металла. От точности раскроя железа зависит качество возводимых металлоконструкций или изготавливаемых изделий.
- Порошковая окраска. Покрытие металлической поверхности порошковой краской считается самым оптимальным методом защитить ее от коррозии и придать презентабельности внешнему виду.
- Сборочные работы. Такая услуга широко востребована при необходимости монтажа металлоконструкций, состоящих из отдельных частей.
Из всего вышесказанного становится понятным, что такие услуги, как рубка и гибка листового металла, раскрой и прочая механическая обработка, позволяет нашим специалистам изготавливать элементы высокой сложности. При этом гарантируется максимально точное соответствие размерам указанным заказчиком. Рассмотрим, почему именно резка, гибка металла, более востребована по сравнению с другими услугами.
Преимущества услуг резки и гибки
Как правило, сборка основных металлоконструкций выполняется посредством сварки или болтовых соединений. Но, каким бы прочным соединение не было, оно всегда является самым слабым местом в конструкции.
Поэтому элементы, которые можно изготовить методом гибки лучше заказать в нашей компании, чем изготавливать их посредством сварки или соединяя болтами. Во-первых, гнутые детали имеют более высокий запас прочности.
Ведь они имеют монолитную конструкцию и меньше подвергаются коррозионным процессам, которые часто возникают в сварочных швах.
Нашим специалистам под силу изготовить детали любых размеров и любой конфигурации. Для этого производство оснащено современными станками-листогибами.
Используя такие станки, наши специалисты могут в самые короткие сроки изготовить деталь с максимально точными углами и ровными гранями. В производстве можно использовать материалы с длиной раскроя до 3 метров и толщиной листа не более 8 мм.
Благодаря универсальности используемого оборудования, детали можно гнуть под углом до 180 градусов.
Подведем основные достоинства гибки металла:
- доступная цена гибки листового металла, позволяет делать заказы в больших объемах отказавшись от менее эффективных методов изготовления элементов металлоконструкций;
- высокая точность изготовления, дает возможность изготавливать даже детали небольших размеров в полном соответствии с требованиями заказчика;
- высокие прочностные качества за счет монолитной конструкции;
- эстетичность, обусловленная отсутствием зазубрин и различных искривлений;
- отсутствие во время производства термического воздействия не ухудшает свойства металла;
- благодаря высокой прочности детали устойчивы к механическим нагрузкам и деформации.
Таким образом, все металлические детали, изготовленные методом гибки специалистами нашей компании, относятся к категории изделий, отвечающих самым высоким требованиям качества.
Используемые технологии
Чтобы согнуть металлическую деталь с высокой точностью, необходимо тщательно выдерживать технологический процесс. Ровные линии с углами получаются благодаря грамотной методике расчетов и высокой точности современного оборудования.
Поэтому даже при использовании железной полосы максимальной до 3 метров, по всей длине получившегося изделия, будет правильный угол и ровные стороны. Также не стоит забывать об отсутствии швов, что имеет большое значение для эстетики.
За счет универсальной технологии гибки, из металлических элементов можно построить забор, въездные ворота или навес. Другими словами, благодаря отменным эстетическим свойствам, эти изделия могут дополнить фасад любого здания.
Кроме этого, компания может изготавливать и такие изделия как емкости разного объема или элементы канализационных систем. Высокое качество конечной продукции обусловлено использованием в производстве исключительно высококачественного сырья, и работе в соответствии с уникальной технологией.
Все станки для обработки листового и полосного металла, регулярно проходят техническое обслуживание и калибровку, что исключает любые неточности.
Цены на гибку металла на заказ
Консультация по номеру +74993900333
| Длина гиба, мм | 101 | 201 | 501 | 1001 | 1501 | 2001 | 2501 | больше 2500 |
| Толщина листа, мм | Цена | |||||||
| 0.5 | 11 руб. | 15 руб. | 21 руб. | 35 руб. | 48 руб. | 60 руб. | 75 руб. | 88 руб. |
| 1 | 11 руб. | 15 руб. | 22 руб. | 36 руб. | 48 руб. | 60 руб. | 75 руб. | 88 руб. |
| 2 | 11 руб. | 15 руб. | 22 руб. | 36 руб. | 50 руб. | 61 руб. | 76 руб. | 93 руб. |
| 2.5 | 11 руб. | 15 руб. | 23 руб. | 36 руб. | 53 руб. | 61 руб. | 76 руб. | 109 руб. |
| 3 | 11 руб. | 16 руб. | 23 руб. | 39 руб. | 60 руб. | 61 руб. | 93 руб. | 130 руб. |
| 4 | 14 руб. | 19 руб. | 25 руб. | 43 руб. | 71 руб. | 78 руб. | 119 руб. | 172 руб. |
| 5 | 16 руб. | 10 руб. | 29 руб. | 48 руб. | 81 руб. | 101 руб. | 153 руб. | 212 руб. |
| 6 | 17 руб. | 23 руб. | 30 руб. | 57 руб. | 97 руб. | 120 руб. | 182 руб. | 256 руб. |
| Цена, в зависимости от длины | |||
| Толщина | До 1000 мм | До 2000 мм | До 3000мм |
| До 1.0 мм | 36 руб. | 41 руб. | 56 руб. |
| 1.5 мм | 41 руб. | 52 руб. | 76 руб. |
| 2 мм | 46 руб. | 56 руб. | 91 руб. |
| 2.5 мм | 51 руб. | 66 руб. | 101 руб. |
| 3 мм | 56 руб. | 71 руб. | 111 руб. |
| 4 мм | 61 руб. | 81 руб. | 116 руб. |
| 5 мм | 71 руб. | 91 руб. | 146 руб. |
| 6 мм | 76 руб. | 101 руб. | 156 руб. |
| 8 мм | 81 руб. | 121 руб. | 166 руб. |
| Стоимость услуги | ||
| Длина детали | ||
| Толщина металла | от 20мм до 1000 мм | от 1000 мм до 2050 мм |
| до 1 мм | 8 рублей | 13 рублей |
| 1,5 мм | 13 рублей | 18 рублей |
| 2 мм | 18 рублей | 23 рублей |
| 2.5 мм | 23 рублей | 28 рублей |
| 3 мм | 28 рублей | 33 рублей |
| 4 мм | 38 рублей | 48 рублей |
| 5 мм | 48 рублей | 58 рублей |
| 6 мм | 58 рублей | 78 рублей |
| Сортамент, диаметр | Цена |
| 57 мм | От 298,00 р. |
| 76 мм | От 398,00 р. |
| 89 мм | От 448,00 р. |
| 102 мм | От 498,00 р. |
| 108 мм | От 548,00 р. |
| 133 мм | От 748,00 р. |
| 159 мм | От 1480,00 р. |
| 194 мм | От 2098,00 р. |
| 219 мм | От 2498,00 р. |
| Сортамент | Цена |
| 30х30 | От 98,00 р. |
| 40х20 | От 118,00 р. |
| 40х25 | От 118,00 р. |
| 50х25 | От 138,00 р. |
| 50х50 | От 158,00 р. |
| 60х30 | От 178,00 р. |
| 60х60 | От 198,00 р. |
| 80х60 | От 248,00 р. |
| 80х80 | От 298,00 р. |
| 100х50 | От 398,00 р. |
| 100х100 | От 548,00 р. |
| 120х80 | От 698,00 р. |
| 120х120 | От 748,00 р. |
| 140х120 | От 948,00 р. |
| 140х140 | От 1048,00 р. |
| 160х160 | От 1498,00 р. |
| 180х180 | От 1998,00 р. |
| 200х200 | От 2698,00 р. |
| Сортамент | Цена |
| N10 | От 298,00 р |
| N12 | От 348,00 р. |
| N16 | От 398,00 р. |
| N18 | От 698,00 р. |
| N20 | От 898,00 р. |
| N24 | От 1498,00 р. |
| N27 | От 1998,00 р. |
| N30 | От 2498,00 р. |
| Сортамент | Цена |
| N10 | От 398,00 р. |
| N12 | От 498,00 р. |
| N14 | От 698,00 р. |
| N16 | От 948,00 р. |
| N18 | От 1248,00 р. |
| N20 | От 1498,00 р. |
| N22 | От 1698,00 р. |
| N24, №25 | От 1998,00 р. |
Процесс обработки металлических изделий, в ходе которого они получают новую форму с изгибами любой сложности, называют гибкой металла. Работа осуществляется на специальных листогибочных прессах, на промышленных предприятиях.
Точные изогнутые формы изделиям задаёт программа, заданная по нужным числовым параметрам. Плоский лист металла после технологической обработки превращается в объёмную металлическую заготовку, которая не имеет стыков, швов и соединений.
Изгибание металла (ручное и механическое) позволяет создать заготовку требуемой формы без дополнительной сварочной обработки.
Область применения
Гибка металла и металлоизделий применяется и в промышленности, и в народном хозяйстве.
Технология позволяет изготовить такие конструкции, как металлические каркасы и откосы , сборно-разборные перегородки, водосточные трубы и желоба, профильные детали, изделия, которые необходимы в строительстве.
Сейчас нередко пользуются услугами по гибки металла для бытовых целей, например, чтобы получить различные декорирующие и дизайнерские элементы для интерьера.
Осуществление гибки на гидравлическом прессе
Создание объёмных изделий из плоского металлического листа путём загибания можно выполнять несколькими способами. Самый популярный из них – гидравлическая прессовая гибка. С помощью пресса можно сделать максимально точный угол и изогнуть металл по точным параметрам.
Деталь для загибки в устройство ставят на специальную матрицу горизонтально напротив упоров. Листогибочный прессовой аппарат может поддерживать лист металла в процессе обработки. Машина состоит из гидравлических цилиндров, нижней и верхней балок с креплениями, системы задних упоров.
Гидравлические прессы бывают трёх типов управления: с ручной настройкой осей вращения, с управлениями от контроллера и те, которые управляются ЧПУ.
Гибка на вальцах
Гибка на вальцах – эффективный и не затратный способ деформации металлоизделий, поэтому промышленные предприятия часто им пользуются. Для этого процесса используют круглые матрицы – вальцы. Металл проходит через них, изгибаясь под нужным углом.
Вальцы применяют для изгибания металла под значительным углом или на большую длину. С помощью гибки на вальцах делают рулоны из стали, различные кольца, детали для винтовых лестниц и прочее. Технология позволяет гнуть металл горячим и холодным способом.
Для обработки стали или листового металла применяют горячую гибку на вальцах. А цветные металлы и сталь вальцуют методом холодного изгибания.
Преимущества гибки листового металла
Процесс гибки металла позволяет производить изделия без дополнительных сварочных и механических работ. Это – главное преимущество данной технологии. Благодаря этому прочность и целостность металла сохраняется.
За счет этого дольше держится срок эксплуатации готового изделия. К тому же, гибкой металла можно изготовить детали, которые недоступны другим технологиям.
Среди прочих преимуществ специалисты отмечают относительно невысокую стоимость этой услуги.