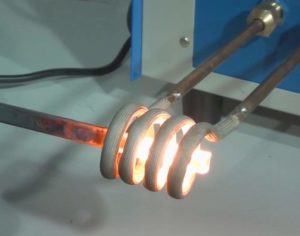
Индукционный нагрев металла своими руками
Индукционный нагреватель металла: простая схема для изготовления своими руками

страница » Индукционный нагреватель металла: простая схема для изготовления своими руками
Технология индукционного нагрева быстро наращивает популярность, благодаря многим преимуществам практического использования. Причём этот метод работы с металлами привлекает не столько промышленную индустрию, сколько частный бытовой сектор. Однако условия создания аппаратных установок в обоих случаях существенно отличаются.
В отличие от промышленного сектора, частникам, работающим в быту, требуется аппаратура относительно небольшой мощности, простая по исполнению, доступная по цене. Здесь описывается схема на индукционный нагреватель мощностью 1600 Вт, которая вполне реализуется в домашних условиях.
Это своего рода пример, демонстрирующий, как создать аппарат под индукционный нагрев для применения в быту.
Принцип технологии индукционный нагрев
Принцип технологии индукционного нагрева достаточно прост с физической точки зрения. Образованная из проводника тока катушка генерирует высокочастотное магнитное поле. В свою очередь, металлический объект, помещённый во внутреннюю область катушки, индуцирует вихревые токи. В результате объект сильно нагревается.
Параллельно с катушкой индуктивности, как правило, включается резонансная ёмкость. Предпринимается такой шаг для компенсации индуктивного характера катушки. Резонансная цепь, созданная элементами катушка-конденсатор, возбуждается на собственной резонансной частоте. Значение тока возбуждения существенно меньше, чем значение тока, протекающего через катушку индуктивности.
Схема индукционного простого нагревателя мощностью 1600 Вт
Представленную схему следует рассматривать, скорее, как экспериментальный вариант. Тем не менее, этот вариант является вполне работоспособным. Главные преимущества схемы:
- относительная простота,
- доступность деталей,
- лёгкость сборки.
Схема индукционного нагревателя (картинка ниже) работает по принципу «двойного полумоста», дополненного четырьмя силовыми транзисторами с изолированным затвором из серии IGBT (STGW30NC60W). Транзисторы управляются посредством микросхемы IR2153 (самостоятельно тактируемый полумостовой драйвер).
НАГРЕВАТЕЛИ
Схематически представленный упрощённый индукционный нагреватель малой мощности, конструкция которого допускает применение в условиях частных хозяйств
Двойной полумост способен обеспечить ту же мощность, что и полный мост, но тактируемый полумостовой драйвер затвора проще в исполнении и, соответственно, в применении. Мощный двойной диод типа STTH200L06TV1 (2x 120A) работает как схема антипараллельных диодов.
Гораздо меньших по мощности диодов (30А) будет вполне достаточно. Если предполагается использовать транзисторы серии IGBT со встроенными диодами (например, STGW30NC60WD), от этого варианта вполне можно отказаться.
Рабочая частота резонанса настраивается с помощью потенциометра. Наличие резонанса определяется по наиболее высокой яркости светодиодов.ТРАНЗИСТОР IGBT
Электронные компоненты простого индукционного нагревателя, создаваемого своими руками: 1 — Мощный двойной диод типа STTH200L06TV1; 2 – транзистор со встроенными диодами тип STGW30NC60WD
ДИОДЫ STTH
Конечно, всегда остаётся возможность построения более сложного драйвера. Вообще, оптимальным видится решение использовать автоматическую настройку. Таковая, как правило, используется в схемах профессиональных индукционных нагревателей, но текущая схема, в случае такой модернизации, явно утрачивает фактор простоты.
Регулировка частоты, катушка индуктивности, мощность
Схемой индукционного нагревателя предусматривается регулировка частоты в диапазоне, примерно, 110 — 210 кГц. Однако схема управления требует вспомогательного напряжения 14-15В, получаемого от небольшого адаптера (коммутатор допускает коммутируемое исполнение или обычное).
Выход схемы индукционного нагревателя подключается к рабочей цепи катушки через согласующий дроссель L1 и трансформатор изолирующего действия. Дроссель имеет 4 витка провода на сердечнике диаметром 23 см, изолирующий трансформатор состоит из 12 витков двухжильного кабеля, намотанного на сердечнике диаметром 14 см.
Выходная мощность индукционного нагревателя с указанными параметрами составляет около 1600 Вт. Между тем не исключаются возможности наращивания мощности до более высоких значений.
КОНДЕНСАТОРЫ
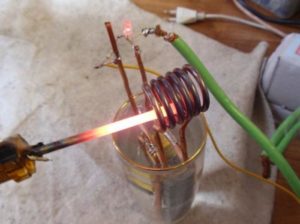
Экспериментальная конструкция индукционного нагревателя, изготовленная своими руками в домашних условиях.
Эффективность устройства достаточно высокая, несмотря на малую мощность
Рабочая катушка индукционного нагревателя изготовлена из проволоки диаметром 3,3 мм.
Лучшим материалом исполнения катушки видится медная труба, для которой допускается применить простую систему водяного охлаждения. Катушка индуктивности имеет:
- 6 витков намотки,
- диаметр 24 мм,
- высоту 23 мм.
Для этого элемента схемы характерным явлением видится существенный нагрев по мере работы установки в активном режиме. Этот момент следует учитывать, выбирая материал для изготовления.
Модуль резонансного конденсатора
Резонансный конденсатор сделан в виде батареи небольших конденсаторов (модуль собран из 23 малых конденсаторов). Общая ёмкость батареи равна 2,3 мкФ. В конструкции допускается использование конденсаторов ёмкостью 100 нФ (~ 275В, полипропилен МКП, класс X2).
Этот тип конденсаторов не предназначен для таких целей, как применение в схеме индукционного нагревателя. Однако, как показала практика, отмеченный тип элементов ёмкости вполне удовлетворяет работой на резонансной частоте 160 кГц. Рекомендуется использовать ЭМИ фильтр.
ЭМИ ФИЛЬТРЫ
Фильтр электромагнитного излучения. Примерно такой рекомендуется использовать в конструкции индукционного нагревателя с целью минимизации помех
Регулируемый трансформатор допускается заменить схемой «мягкого» старта. Например, можно рекомендовать прибегнуть к использованию схемы простого ограничителя тока:
- нагреватели,
- галогенные лампы,
- другие приборы,
мощностью около 1 кВт, подключаемые последовательно с индукционным нагревателем при первом включении.
Предупреждение о мерах безопасности
Изготавливая индукционный нагреватель по представленной схеме, следует помнить: контур схемы индукционного нагрева подключается к электрической сети и находится под высоким напряжением. Настоятельно рекомендуется использовать в конструкции потенциометр с изолированным стержнем.
Высокочастотное электромагнитное поле несёт вредный потенциал, способный повредить электронные устройства и носители информации. Представленная схема, учитывая простоту реализации, несёт значительные электромагнитные помехи. Этот фактор может привести к различным аварийным последствиям:
- поражению электрическим током,
- ожогам,
- возгораниям.
Поэтому, прежде чем принять решение по созданию и проведению экспериментов с индукционным нагревателем, следует обеспечить полную безопасность для конечного пользователя и окружающих.
: индукционный нагреватель сварочным инвертором
Представленный выше видеоролик – демонстрация работоспособности устройства по нагреву металла. Это устройство изготовлено посредством переделки сварочного инвертора, и как отмечает автор, действует вполне эффективно:
Заключительный штрих
Таким образом, сооружение индукционного нагревателя своими руками для расплавления металла в домашних условиях – это не фантастическая идея, но вполне реализуемое дело. При желании, наличии соответствующей информации, комплектующих деталей, собрать работоспособный нагреватель вполне допустимо.
При помощи информации: Danyk
Индукционные нагреватели своими руками — как сделать? Простая схема и инструкция
Индукционные нагреватели работают по принципу “получение тока из магнетизма”. В специальной катушке генерируется переменное магнитное поле высокой мощности, которое порождает вихревые электрические токи в замкнутом проводнике.
Замкнутым проводником в индукционных плитах является металлическая посуда, которая разогревается вихревыми электрическими токами. В общем, принцип работы таких приборов не сложен, и при наличии небольших познаний в физике и электрике, собрать индукционный нагреватель своими руками не составит большого труда.
Самостоятельно могут быть изготовлены следующие приборы:
- Приборы для нагрева теплоносителя в котле отопления.
- Мини-печи для плавки металлов.
- Плиты для приготовления пищи.
Индукционная плита своими руками, должна быть изготовлена с соблюдением всех норм и правил для эксплуатации данных приборов. Если за пределы корпуса в боковых направлениях будет выделяться опасное для человека электромагнитное излучение, то использовать такой прибор категорически запрещается.
Кроме этого большая сложность при конструировании плиты заключается в подборе материала для основания варочной поверхности, которое должно удовлетворять следующим требованиям:
- Идеально проводить электромагнитное излучение.
- Не являться токопроводящим материалом.
- Выдерживать высокую температурную нагрузку.
В бытовых варочных индукционных поверхностях используется дорогая керамика, при изготовлении в домашних условиях индукционной плиты, найти достойную альтернативу такому материалу – довольно сложно. Поэтому, для начала следует сконструировать что-нибудь попроще, например, индукционную печь для закалки металлов.
Чертежи
Рисунок 1. Электрическая схема индукционного нагревателя
Рисунок 2. Устройство.
Рисунок 3. Схема простого индукционного нагревателя
Для изготовления печи понадобятся следующие материалы и инструменты:
- паяльник;
- припой;
- текстолитовая плата.
- мини-дрель.
- радиоэлементы.
- термопаста.
- химические реагенты для травления платы.
Дополнительные материалы и их особенности:
- Для изготовления катушки, которая будет излучать необходимое для нагрева переменное магнитное поле, необходимо приготовить отрезок медной трубки диаметром 8 мм, и длиной 800 мм.
- Мощные силовые транзисторы являются самой дорогой частью самодельной индукционной установки. Для монтажа схемы частотного генератора необходимо приготовить 2 таких элемента. Для этих целей подойдут транзисторы марок: IRFP-150; IRFP-260; IRFP-460. При изготовлении схемы используются 2 одинаковых из перечисленных полевых транзисторов.
- Для изготовления колебательно контура понадобятся керамические конденсаторы ёмкостью 0,1 mF и рабочим напряжением 1600 В. Для того, чтобы в катушке образовался переменный ток высокой мощности, потребуется 7 таких конденсаторов.
- При работе такого индукционного прибора, полевые транзисторы будут сильно разогреваться и если к ним не будут присоединены радиаторы из алюминиевого сплава, то уже через несколько секунд работы на максимальной мощности, данные элементы выйдут из строя. Ставить транзисторы на теплоотводы следует через тонкий слой термопасты, иначе эффективность такого охлаждения будет минимальна.
- Диоды, которые используются в индукционном нагревателе, обязательно должны быть ультрабыстрого действия. Наиболее подходящими для данной схемы, диоды: MUR-460; UF-4007; HER – 307.
- Резисторы, которые используются в схеме 3: 10 кОм мощностью 0,25 Вт – 2 шт. и 440 Ом мощностью – 2 Вт. Стабилитроны: 2 шт. с рабочим напряжением 15 В. Мощность стабилитронов должна составлять не менее 2 Вт. Дроссель для подсоединения к силовым выводам катушки используется с индукцией.
- Для питания всего устройства понадобится блок питания мощностью до 500. Вт. и напряжением 12 – 40 В. Запитать данное устройство можно от автомобильного аккумулятора, но получить наивысшие показания мощности при таком напряжении не получится.
Сам процесс изготовления электронного генератора и катушки занимает немного времени и осуществляется в такой последовательности:
- Из медной трубы делается спираль диаметром 4 см. Для изготовления спирали следует медную трубку накрутить на стержень с ровной поверхностью диаметром 4 см. Спираль должна иметь 7 витков, которые не должны соприкасаться. На 2 конца трубки припаиваются крепёжные кольца для подключения к радиаторам транзистора.
- Печатная плата изготавливается по схеме. Если есть возможность поставить полипропиленовые конденсаторы, то благодаря тому, что такие элементы обладают минимальными потерями и устойчивой работой при больших амплитудах колебания напряжений, устройство будет работать намного стабильнее. Конденсаторы в схеме устанавливаются параллельно образуя с медной катушкой колебательный контур.
- Нагрев металла происходит внутри катушки, после того как схема будет подключена к блоку питания или аккумулятору. При нагреве металла необходимо следить за тем, чтобы не было короткого замыкания обмоток пружины. Если коснуться нагреваемым металлом 2 витка катушки одновременно, то транзисторы выходят из строя моментально.
Нюансы
- При проведении опытов по нагреву и закалке металлов, внутри индукционной спирали температура может быть значительна и составляет 100 градусов Цельсия. Этот теплонагревательный эффект можно использовать для нагрева воды для бытовых нужд или для отопления дома.
- Схема нагревателя рассмотренного выше (рисунок 3), при максимальной нагрузке способна обеспечить излучение магнитной энергии внутри катушки равное 500 Вт.
Такой мощности недостаточно для нагрева большого объёма воды, а сооружение индукционной катушки высокой мощности потребует изготовление схемы, в которой необходимо будет использовать очень дорогие радиоэлементы.
- Бюджетным решением организации индукционного нагрева жидкости, является использование нескольких устройств описанных выше, расположенных последовательно. При этом, спирали должны находиться на одной линии и не иметь общего металлического проводника.
- В качестве теплообменника используется труба из нержавеющей стали диаметром 20 мм. На трубу «нанизываются» несколько индукционных спиралей, таким образом, чтобы теплообменник оказался в середине спирали и не соприкасался с её витками.
При одновременном включении 4 таких устройств, мощность нагрева будет составлять порядка 2 Квт, что уже достаточно для проточного нагрева жидкости при небольшой циркуляции воды, до значений позволяющих использовать данную конструкцию в снабжении тёплой водой небольшого дома.
- Если соединить такой нагревательный элемент с хорошо изолированным баком, который будет расположен выше нагревателя, то в результате получится бойлерная система, в которой нагрев жидкости будет осуществляться внутри нержавеющей трубы, нагретая вода будет подниматься вверх, а её место будет занимать более холодная жидкость.
- Если площадь дома значительна, то количество индукционных спиралей может быть увеличено до 10 штук.
- Мощность такого котла можно легко регулировать путём отключения или включения спиралей. Чем больше одновременно включённых секций, тем больше будет мощность работающего таким образом отопительного устройства.
- Для питания такого модуля понадобится мощный блок питания. Если есть в наличии инверторный сварочный аппарат постоянного тока, то из него можно изготовить преобразователь напряжения необходимой мощности.
- Благодаря тому, что система работает на постоянном электрическом токе, который не превышает 40 В, эксплуатация такого устройства относительно безопасна, главное обеспечить в схеме питания генератора блок предохранителей, которые в случае короткого замыкания обесточат систему, там самым исключив возможность возникновения пожара.
- Можно таким образом организовать “бесплатное” отопление дома, при условии установки для питания индукционных устройств аккумуляторных батарей, зарядка которых будет осуществляться за счёт энергии солнца и ветра.
- Аккумуляторы следует объединить в секции по 2 шт., подключённые последовательно. В результате, напряжение питания при таком подключении будет не менее 24 В., что обеспечит работу котла на высокой мощности. Кроме этого, последовательное подключение позволит снизить силу тока в цепи и увеличить срок эксплуатации аккумуляторов.
Блиц-советы
- Эксплуатация самодельных устройств индукционного нагрева, не всегда позволяет исключить распространение вредного для человека электромагнитного излучения, поэтому индукционный котёл следует устанавливать в нежилом помещении и экранировать оцинкованной сталью.
- Обязательно при работе с электричествомследует соблюдать правила техники безопасности, особенно это касается сетей переменного тока напряжением 220 В.
- В качестве экспериментаможно изготовить варочную поверхность для приготовления пищи по схеме указанной в статье, но эксплуатировать данный прибор постоянно не рекомендуется по причине несовершенства самостоятельного изготовления экранирования данного устройства, из-за этого возможно воздействие на организм человека вредного электромагнитного излучения, способного негативно сказаться на здоровье.
5,00, (оценок: 1) Загрузка…
Индукционный нагреватель своими руками – схема, устройство, видео

Идея нагревать металл вихревыми токами Фуко, возбуждаемыми электромагнитным полем катушки, отнюдь не нова.
Она давно и успешно эксплуатируется в промышленных плавильных печах, кузнечных мастерских, бытовых нагревательных приборах – плитах и электрокотлах.
Последние довольно дороги, так что домашние умельцы не оставляют попыток сделать индукционный нагреватель воды своими руками. Наша задача – рассмотреть работоспособные варианты самодельных устройств и разобраться, можно ли применять их для отопления дома.
О принципе индуктивного нагрева
Для начала разъясним, как функционируют электрические индукционные нагреватели. Переменный ток, проходя по виткам катушки, образует вокруг нее электромагнитное поле. Если поместить внутрь обмотки сердечник из магнитящегося металла, то он станет нагреваться вихревыми токами, возникающими под воздействием поля. Вот и весь принцип.
Важное условие. Чтобы металлический сердечник нагревался, катушка должна питаться переменным током, меняющим знак и вектор поля с высокой частотой. При подаче на обмотку постоянного тока вы получите обыкновенный электромагнит.
Сам нагревательный элемент носит название индуктора и является главной частью установки. В отопительных котлах он представляет собой стальную трубу с протекающим внутри теплоносителем, а в кухонных плитах – плоскую катушку, максимально приближенную к варочной панели, как изображено далее на фото.
Катушка-индуктор нагревает железную трубу, которая передает тепло протекающей воде
Вторая часть индукционного нагревателя — схема, повышающая частоту тока. Дело в том, что напряжение с промышленной частотой 50 Гц малопригодно для работы подобных устройств.
Если присоединить индуктор к сети напрямую, то он начнет сильно гудеть и слабо прогревать сердечник, причем вместе с обмотками.
Чтобы эффективно преобразовывать электричество в теплоту и полностью передавать ее металлу, частоту нужно повысить минимум до 10 кГц, чем и занимается электросхема.
В чем заключаются реальные преимущества индукционных котлов перед ТЭНовыми и электродными:
- Деталь, нагревающая воду, — это простой кусок трубы, не участвующий в электрохимических процессах (как в электродных теплогенераторах). Поэтому срок службы индуктора ограничивается только работоспособностью катушки и может достигать 10—20 лет.
- По той же причине элемент одинаково хорошо «дружит» со всеми видами теплоносителей – водой, антифризом и даже машинным маслом, разницы нет.
- Внутренности индуктора не покрываются накипью в процессе эксплуатации.
Здесь сердечником служит посуда из магнитного металла
Примечание. С индукционными котлами связано множество мифов. Например, продавцы утверждают, что они экономичнее других электрических обогревателей на 10—20%, хотя в действительности КПД всех электрокотлов равен 98%. Список преимуществ ограничивается тремя вышеперечисленными пунктами, остальное – реклама.
Варианты самодельных устройств
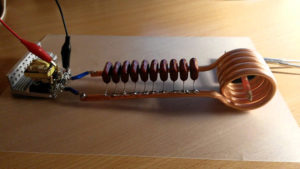
На просторах интернета размещено достаточное количество разнообразных конструкций, создаваемых для различных целей. Взять индукционный малогабаритный нагреватель, сделанный из компьютерного блока питания 250—500 Вт. Модель, показанная на фото, пригодится мастеру в гараже или автосервисе для плавки стержней из алюминия, меди и латуни.
Но для отопления помещений конструкция не подойдет по причине малой мощности. В интернете есть два реальных варианта, чьи испытания и работа засняты на видео:
- водонагреватель из полипропиленовой трубы с питанием от сварочного инвертора либо индукционной кухонной панели;
- стальной котел с нагревом от той же варочной панели.
Справка. Существуют и другие, полностью самодельные конструкции, где преобразователи частоты умельцы собирают с нуля. Но для этого нужны знания и навыки в области радиотехники, поэтому рассматривать их мы не будем, а просто приведем пример такой схемы.
Теперь давайте подробнее разберем, как делаются индукционные нагреватели своими руками, а главное, — как они потом функционируют.
Изготавливаем нагревательный элемент из трубы
Если вы плотно занимались поиском информации по данной теме, то наверняка столкнулись с этой конструкцией, поскольку мастер выложил ее сборку на популярном видеоресурсе . После чего многие сайты разместили текстовые версии изготовления этого индуктора в виде пошаговых инструкций. Вкратце нагреватель делается так:
- Внутрь трубы из полипропилена диаметром 40 мм и длиной 50 см наталкиваются металлические ершики для мытья посуды (можно рубленую проволоку — катанку). Они должны притягиваться магнитом.
- К трубе припаиваются отводы с резьбами для подключения к отопительной сети.
- Снаружи вдоль корпуса приклеиваются 4—5 стержней из текстолита. На них наматывается провод сечением 1.7—2 мм² со стеклоизоляцией, применяющийся в сварочных трансформаторах.
- Варочная панель разбирается и «родной» индуктор плоской формы демонтируется. Вместо него подключается самодельный нагреватель из трубы.
Важный нюанс. Длину и сечение провода для намотки катушки следует определять по штатному индуктору печки, чтобы она соответствовала мощности полевых транзисторов в электросхеме. Если взять больше провода, то упадет мощность нагрева, меньше – перегреются и выйдут из строя транзисторы. Как это выглядит визуально, смотрите на видео:
Как нетрудно догадаться, роль нагревательного элемента здесь играют металлические ершики, находящиеся в переменном магнитном поле катушки. Если запустить варочную панель на максимум, одновременно пропуская через импровизированный котел проточную воду, то ее удастся нагреть на 15—20 °С, что и показали испытания агрегата.
Поскольку мощность большинства индукционных плит лежит в пределах 2—2.5 кВт, то с помощью теплогенератора можно обогреть помещения общей площадью не более 25 м². Есть способ увеличить нагрев, подключив индуктор к сварочному аппарату, но здесь есть свои сложности:
- Инвертор выдает постоянный ток, а нужен переменный. Для подсоединения индукционного нагревателя аппарат придется разобрать и найти на схеме точки, где напряжение еще не выпрямлено.
- Нужно взять провод большего сечения и подобрать число витков путем расчета. Как вариант, медную проволоку Ø1.5 мм в эмалевой изоляции.
- Понадобится организовать охлаждение элемента.
Проверку работоспособности индуктивного водонагревателя автор демонстрирует в своем видео, представленном ниже. Испытания показали, что агрегат требует доработки, но конечный результат, к сожалению, неизвестен. Похоже, что умелец оставил проект незавершенным.
Как собрать индукционный котел
В этом случае дешевую китайскую плиту разбирать не нужно. Суть в том, чтобы сварить по ее размерам котловой бак, руководствуясь пошаговой инструкцией:
- Возьмите стальную профильную трубу 20 х 40 мм с толщиной стенки 2 мм и нарежьте из нее заготовок по ширине панели.
- Сварите трубки между собой по длине, стыкуя меньшими сторонами.
- Сверху и снизу к торцам герметично приварите железные крышки. Сделайте в них отверстия и поставьте патрубки с резьбами.
- К одной из сторон прикрепите сваркой 2 уголка, чтобы они образовали полку для индукционной печки.
- Покрасьте агрегат термостойкой эмалью из баллончика. Подробнее процесс сборки показан в видеоролике.
Окончательная сборка и запуск заключается в монтаже котла на стену и его врезке в систему отопления. Варочная панель вставляется в гнездо из уголков на задней стенке бака и подключается к электросети. Остается заполнить систему теплоносителем, стравить воздух и включить нагрев индуктора.
Здесь вас подстерегает та же проблема, что встречалась с предыдущей моделью. Несомненно, индукционный нагрев будет работать, но его мощности 2.
5 кВт хватит для обогрева парочки небольших комнат при морозе на улице. Осенью и весной, когда температура не опустилась ниже нуля, самодельный котел сможет отопить площадь 35—40 м².
Как его правильно подключить к системе, смотрите в очередном видеосюжете:
Выводы и рекомендации
Мы намеренно представили варианты индукционных водонагревателей несложной конструкции, чтобы каждый желающий мог сделать подобный агрегат своими силами. Но остался вопрос, нужно ли заниматься этим делом и тратить собственное время. На этот счет есть ряд объективных соображений:
- Пользователи, не разбирающиеся в электрике и радиотехнике, вряд ли смогут добиться увеличения мощности нагрева свыше 2.5 кВт. Для этого придется собрать схему преобразователя частоты.
- КПД индуктора ничуть не выше, чем у других электрических котлов. Но собрать нагреватель с ТЭНами гораздо проще.
- Если у вас не завалялась дома индукционная панель, то потребуется ее купить примерно за 80 у. е. Столько стоят дешевые китайские изделия в интернет-магазинах. За те же деньги продаются готовые электродные котлы мощностью до 10 кВт.
- Электроплиты оснащаются автоматикой безопасности, отключающих бытовой прибор спустя 1 или 2 часа работы. Это доставляет неудобство при эксплуатации.
- Если в силу разных причин теплоноситель вытечет из самодельного теплогенератора, то нагрев не прекратится. Это чревато пожаром.
Конечно, вы можете обойтись без дорогих покупок, досконально разобраться в конструкции и смастерить индукционный нагреватель с нуля. Но выполнить все бесплатно не получится, ведь потребуется приобрести комплектующие для схемы. Заметьте, что бонусы от подобного отопительного агрегата невелики, так что всерьез браться за его изготовление с целью обогрева частного дома нецелесообразно.
Самодельная индукционная печь для плавки металла своими руками: схема и видеоинструкция
Плавка металла методом индукции широко применяется в разных отраслях: металлургии, машиностроении, ювелирном деле. Простую печь индукционного типа для плавки металла в домашних условиях можно собрать своими руками.
Принцип действия
Нагрев и плавка металлов в индукционных печах происходят за счет внутреннего нагрева и изменения кристаллической решетки металла при прохождении через них высокочастотных вихревых токов. В основе этого процесса лежит явление резонанса, при котором вихревые токи имеют максимальное значение.
Чтобы вызвать протекание вихревых токов через расплавляемый металл, его помещают в зону действия электромагнитного поля индуктора — катушки. Она может иметь форму спирали, восьмерки или трилистника. Форма индуктора зависит от размеров и формы нагреваемой заготовки.
Катушка индуктора подключается к источнику переменного тока. В производственных плавильных печах используют токи промышленной частоты 50 Гц, для плавки небольших объемов металлов в ювелирном деле используют высокочастотные генераторы, как более эффективные.
Виды
Вихревые токи замыкаются по контуру, ограниченному магнитным полем индуктора. Поэтому нагрев токопроводящих элементов возможен как внутри катушки, так и с внешней ее стороны.
- Поэтому индукционные печи бывают двух типов:
- канальные, в которых емкостью для плавки металлов являются каналы, расположенные вокруг индуктора, а внутри него расположен сердечник;
- тигельные, в них используется специальная емкость — тигель, выполненный из жаропрочного материала, обычно съемный.
Канальная печь слишком габаритная и рассчитана на промышленные объемы плавки металлов. Её используют при выплавке чугуна, алюминия и других цветных металлов.
Тигельная печь довольно компактна, ей пользуются ювелиры, радиолюбители, такую печь можно собрать своими руками и применять в домашних условиях.
Устройство
- Самодельная печь для плавки металлов имеет довольно простую конструкцию и состоит из трех основных блоков, помещенных в общий корпус:
- генератор переменного тока высокой частоты;
- индуктор — спиралевидная обмотка из медной проволоки или трубки, выполненная своими руками;
- тигель.
Тигель помещают в индуктор, концы обмотки подключают к источнику тока. При протекании тока по обмотке вокруг нее возникает электромагнитное поле с переменным вектором. В магнитном поле возникают вихревые токи, направленные перпендикулярно его вектору и проходящие по замкнутому контуру внутри обмотки.
Они проходят через металл, положенный в тигель, при этом нагревая его до температуры плавления.
Достоинства индукционной печи:
- быстрый и равномерный нагрев металла сразу после включения установки;
- направленность нагрева — греется только металл, а не вся установка;
- высокая скорость плавления и однородность расплава;
- отсутствует испарение легирующих компонентов металла;
- установка экологически чиста и безопасна.
В качестве генератора индукционной печи для плавки металла может быть использован сварочный инвертор. Также можно собрать генератор по представленным ниже схемам своими руками.
Печь для плавки металла на сварочном инверторе
Эта конструкция отличается простотой и безопасностью, так как все инверторы оборудованы внутренними защитами от перегрузок. Вся сборка печи в этом случае сводится к изготовлению своими руками индуктора.
Выполняют его обычно в форме спирали из медной тонкостенной трубки диаметром 8-10 мм. Ее сгибают по шаблону нужного диаметра, располагая витки на расстоянии 5-8 мм.
Количество витков — от 7 до 12, в зависимости от диаметра и характеристик инвертора.
Общее сопротивление индуктора должно быть таким, чтобы не вызывать перегрузки по току в инверторе, иначе он будет отключаться внутренней защитой.Индуктор можно закрепить в корпусе из графита или текстолита и установить внутрь тигель. Можно просто поставить индуктор на термостойкую поверхность. Корпус не должен проводить ток, иначе замыкание вихревых токов будет проходить через него, и мощность установки снизится. По этой же причине не рекомендуется располагать в зоне плавления посторонние предметы.
При работе от сварочного инвертора его корпус нужно обязательно заземлять! Розетка и проводка должны быть рассчитаны на потребляемый инвертором ток.
Индукционная печь на транзисторах: схема
Существует множество различных способов собрать индукционный нагреватель своими руками. Достаточно простая и проверенная схема печи для плавки металла представлена на рисунке:
- Чтобы собрать установку своими руками, понадобятся следующие детали и материалы:
- два полевых транзистора типа IRFZ44V;
- два диода UF4007 (можно также использовать UF4001);
- резистор 470 Ом, 1 Вт (можно взять два последовательно соединенных по 0,5 Вт);
- пленочные конденсаторы на 250 В: 3 штуки емкостью 1 мкФ; 4 штуки — 220 нФ; 1 штука — 470 нФ; 1 штука — 330 нФ;
- медный обмоточный провод в эмалевой изоляции Ø1,2 мм;
- медный обмоточный провод в эмалевой изоляции Ø2 мм;
- два кольца от дросселей, снятых с компьютерного блока питания.
Последовательность сборки своими руками:
- Полевые транзисторы устанавливают на радиаторы. Поскольку схема в процессе работы сильно греется, радиатор должны быть достаточно большими. Можно установить их и на один радиатор, но тогда нужно изолировать транзисторы от металла с помощью прокладок и шайб из резины и пластика. Распиновка полевых транзисторов приведена на рисунке.
- Необходимо изготовить два дросселя. Для их изготовления медную проволоку диаметром 1,2 мм наматывают на кольца, снятые с блока питания любого компьютера. Эти кольца состоят их порошкового ферромагнитного железа. На них необходимо намотать от 7 до 15 витков проволоки, стараясь выдерживать расстояние между витками.
- Собирают перечисленные выше конденсаторы в батарею общей емкостью 4,7 мкФ. Соединение конденсаторов — параллельное.
- Выполняют обмотку индуктора из медной проволоки диаметром 2 мм. Наматывают на подходящий по диаметру тигля цилиндрический предмет 7-8 витков обмотки, оставляют достаточно длинные концы для подключения к схеме.
- Соединяют элементы на плате в соответствии со схемой. В качестве источника питания используют аккумулятор на 12 В, 7,2 A/h. Потребляемый ток в режиме работы — около 10 А, емкости аккумулятора в этом случае хватит примерно на 40 минут.При необходимости изготовляют корпус печи из термостойкого материала, например, текстолита.Мощность устройства можно изменить, поменяв количество витков обмотки индуктора и их диаметр.
При продолжительной работе элементы нагревателя могут перегреваться! Для их охлаждения можно использовать вентилятор.
Индукционный нагреватель для плавки металла: видео
Индукционная печь на лампах
Более мощную индукционную печь для плавки металлов можно собрать своими руками на электронных лампах. Схема устройства приведена на рисунке.
Для генерации высокочастотного тока используются 4 лучевые лампы, соединенные параллельно. В качестве индуктора используется медная трубка диаметром 10 мм. Установка оснащена подстроечным конденсатором для регулировки мощности. Выдаваемая частота — 27,12 МГц.
Для сборки схемы необходимы:
- 4 электронные лампы — тетрода, можно использовать 6L6, 6П3 или Г807;
- 4 дросселя на 100…1000 мкГн;
- 4 конденсатора на 0,01 мкФ;
- неоновая лампа-индикатор;
- подстроечный конденсатор.
Сборка устройства своими руками:
- Из медной трубки выполняют индуктор, сгибая ее в форме спирали. Диаметр витков — 8-15 см, расстояние между витками не менее 5 мм. Концы лудят для пайки к схеме. Диаметр индуктора должен быть больше диаметра помещаемого внутрь тигля на 10 мм.
- Размещают индуктор в корпусе. Его можно изготовить из термостойкого не проводящего ток материала, либо из металла, предусмотрев термо- и электроизоляцию от элементов схемы.
- Собирают каскады ламп по схеме с конденсаторами и дросселями. Каскады соединяют в параллель.
- Подключают неоновую лампу-индикатор — она будет сигнализировать о готовности схемы к работе. Лампу выводят на корпус установки.
- В схему включают подстроечный конденсатор переменной емкости, его ручку также выводят на корпус.
Охлаждение схемы
Промышленные плавильные установки оснащены системой принудительного охлаждения на воде или антифризе. Выполнение водяного охлаждения в домашних условиях потребует дополнительных затрат, сопоставимых по цене со стоимостью самой установки для плавки металла.
Выполнить воздушное охлаждение с помощью вентилятора можно при условии достаточно удаленного расположения вентилятора. В противном случае металлическая обмотка и другие элементы вентилятора будут служить дополнительным контуром для замыкания вихревых токов, что снизит эффективность работы установки.
Элементы электронной и ламповой схемы также способны активно нагреваться. Для их охлаждения предусматривают теплоотводящие радиаторы.
Меры безопасности при работе
- Основная опасность при работе с самодельной установкой — опасность получения ожогов от нагреваемых элементов установки и расплавленного металла.
- Ламповая схема включает элементы с высоким напряжением, поэтому её нужно разместить в закрытом корпусе, исключив случайное прикосновение к элементам.
- Электромагнитное поле способно воздействовать на предметы, находящиеся вне корпуса прибора. Поэтому перед работой лучше надеть одежду без металлических элементов, убрать из зоны действия сложные устройства: телефоны, цифровые камеры.
Не рекомендуется использовать установку людям с вживлёнными кардиостимуляторами!
Печь для плавки металлов в домашних условиях может использоваться также для быстрого нагрева металлических элементов, например, при их лужении или формовке.
Характеристики работы представленных установок можно подогнать под конкретную задачу, меняя параметры индуктора и выходной сигнал генераторных установок — так можно добиться их максимальной эффективности.
Индукционный нагреватель металла. Принцип работы
Технология индукционного нагрева заготовок востребована не только в цехах горячей объёмной штамповки. Компактные индукторы необходимы, в частности, для автосервиса, занимающегося изготовлением и ремонтом стальных деталей из профилированного проката. Приобретать промышленный индуктор дорого. Есть ли альтернатива?
Как работает индукционный нагреватель?
Для реализации процесса индукционного нагрева используется известный физический принцип, когда для деформирования в горячем состоянии заготовку размещают в магнитном поле кольцеобразного индуктора. Питание такой катушки производится электрическим переменным током частоты, резко выше, чем обычная (50 или 60 Гц).
Принцип работы индукционного нагревателя следующий. Создаваемые в электромагнитном поле вихревые токи (у них есть и другое название – токи Фуко) производят нагрев металла.
Непосредственное соприкосновение заготовки и нагревательного элемента не обязательно, важно только, чтобы индуктор равномерно охватывал нагреваемую поверхность металла.
Используя трансформатор, установка подключается к генератору, который обеспечивает требующиеся значения мощности и частоты.
Индукционным нагревом можно обеспечить сравнительно быстрое повышение температуры поверхностных слоёв. В частности, для нагревания прутковой заготовки сечением 35…40 мм и длиной 140….150 мм потребуется около 20…25 с.
Примерные диапазоны соответствия наилучшей частоты тока и поперечного сечения круглого прутка приведены в таблице.
| Диаметр, мм | 20…40 | 40…60 | 60…80 | 80…100 | 100…120 |
| Частота, кГц | 100…40 | 40…10 | 10…4 | 4…1 | 1…0,5 |
Для полосового металла применять индукционный нагрев менее выгодно, чем для круглого прутка, поскольку расстояние между внутренним диаметром катушки и металлом непостоянно.
Обычно применяется частота от 10 кГц, тогда КПД индукционного нагревателя достигает максимума. Частота регулируется в зависимости от:
- требуемой производительности нагрева;
- температуры нагреваемого металла;
- размеров поперечного сечения.
Конструкции промышленных индукторов снабжаются устройствами для автоматической загрузки-выгрузки нагретых заготовок. Это необходимо потому, чтобы интервал между нагревом и пластическим деформированием металла был минимальным.
Время нагрева стальных заготовок невелико: для сечения 20 мм оно составляет всего 10 с, поэтому потери металла в окалину незначительны.
Индукционный нагреватель своими руками
Известен ряд конструкций индукторов, изготовленных из сварочного инвертора, принцип действия которых может быть использован для наведения в металле вихревых токов Фуко.
Изготовление самодельного индуктора заключается в следующем. Вначале потребуется изготовить прочный корпус, в котором будет находиться узел крепления нагреваемой заготовки. Корпус необходимо подвергнуть закалке, чтобы он не деформировался под воздействием возможных ударов.
Ещё лучше, если материал подвергнуть азотированию: в этом случае реализуются два преимущества — дополнительное увеличение твердости за счет более полного превращения остаточного аустенита в мартенсит, и улучшение скин-эффекта, когда по внешней стороне заготовки будет протекать более мощный ток.
Прочность оценивается по пробе на искру.
Следующей стадией является изготовление нагревающей катушки. Её делают из индивидуально изолированных проводов: в этом случае потери мощности будут минимальными. Подойдёт и медная трубка – она имеет большую площадь поверхности, по которой будут наводиться вихревые токи, при этом собственный нагрев индуктора из-за высокой электропроводности меди практически отсутствует.
После подключения катушки к системе водяного охлаждения и проверки системы прокачки индуктор готов к работе.
Рабочая схема
В состав нагревателя входят следующие составляющие:
- Инверторный блок, рассчитанный на напряжение 220…240 В, при токе не менее 10 А.
- Трёхпроводная кабельная линия (один провод – заземляющий) с нормально разомкнутым переключателем.
- Система водяного охлаждения (крайне желательно использовать очистные фильтры для воды).
- Набор катушек, отличающихся внутренними диаметрами и длиной (при ограниченных объёмах работ можно обойтись и одной катушкой).
- Нагревающий блок (можно применить модуль на силовых транзисторах, которые выпускаются китайскими фирмами Infineon или IGBT).
- Демпферная цепь с несколькими конденсаторами Semikron.
Генератор высокочастотных колебаний принимается тот же, что и у базового инвертора. Важно, чтобы его эксплуатационные характеристики полностью соответствовали тем, которые указаны в предыдущих разделах.
После сборки блок заземляется, и с помощью соединительных кабелей нагревательная индукционная катушка присоединяется к блоку питания инвертора.
Примерные эксплуатационные возможности самодельного индукционного нагревателя металла:
- Наибольшая температура нагрева, °С – 800.
- Минимальная мощность инвертора – 2 кВА.
- Продолжительность включения ПВ, не менее – 80.
- Рабочая частота, кГц (регулируемая) — 1,0…5,0.
- Внутренний диаметр катушки, мм – 50.
Следует отметить, что такой индуктор потребует специально подготовленного рабочего места – бака для отработанной воды, насоса, надёжного заземления.