Как правильно варить дуговой сваркой начинающим
Как правильно варить сваркой: технология, сила тока

Хороший обобщающий материал способен сэкономить начинающему сварщику много времени, поможет обойтись без специальных курсов. Научиться правильно варить сваркой не сложно, для этого потребуется знание теории и некоторое количество практики.
Без знания теории овладеть сваркой невозможно, так как:
- Качественного шва не получится.
- Можно получить повреждения или травмировать других людей.
- Можно вывести оборудование из строя.
Электросварка — соединение металлических деталей сплавлением электрической дугой. Электрический ток, пропущенный через зазор между электродом и металлом, вызывает огромную температуру, расплавляет кромки, переносит металл из электрода в шов. Получается, что две металлические поверхности соединены монолитно.
Техника безопасности
Электросварка популярна. Небольшой по габаритам аппарат способен герметично соединить детали в любых пространственных положениях, сварка идет быстро и управляемо. При работе следует помнить о рисках для здоровья:
- Травма глаз. Сварочная дуга излучает световую энергию, которая может обжечь роговицу глаза, отпечататься на сетчатке. Ощущение песка под веками, сложно моргнуть, припухлости — эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
- Поражение электрическим током. Электрическая дуга — пропуск электрического тока через зазор между электродом и металлом. Чем больше сила тока, тем ярче дуга. Но если этот ток пройдет через тело человека, он умрет. Чтобы избежать поражения электрическим током, нужно:
- Следить за целостностью оплетки кабелей, изоляцией держака.
- Использовать качественные изолированные держаки, не хватать голыми руками держак за оголенные части.
- При постоянной работе обувать спецобувь с прорезиненной подошвой.
- Ожоги кожи. Ультрафиолет дуги и летящая во все стороны окалина травмируют кожу. Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы. Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно.
- Отравление газами. Все работы должны проводиться в проветриваемом помещении, под вытяжкой или на свежем воздухе. Полезным будет применение фильтрующих полумасок или респираторов.
Виды электросварки
Выделяют несколько основных направлений:
- MMA. Сварка электродом в защитной обмазке. Универсальная технология, позволяющая получить отличный шов в любых пространственных положениях. Используются простые аппараты преобразования переменного тока в постоянный, трансформаторного или инверторного типа. Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер. Электрод — пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.
- MIG. Сварка в среде защитного газа. В качестве электрода используется проволока, подаваемая в сварочную ванну с постоянной скоростью. В зону сварки через шланг подается углекислый газ или смесь газов. Они вытесняют кислород и защищают сварочный шов. Преимущества такого вида сварки — отсутствие шлака, высокое качество шва, возможность варить тонкий металл.
- TIG. Сварка цветных металлов в среде защитного газа при помощи неплавящегося электрода. Широко применяется для соединения цветных металлов и сплавов.
Есть несколько видов различных технологий, применяемых в автомобилестроении или судостроении. Они требуют особой квалификации сварщика. Навыки наплавления или ручной подачи проволоки в сварочную ванну специфичны и доступны сварщикам высших разрядов.
Технология сварочных работ
Сварочные работы — соединение металлических деталей расплавлением кромок и добавлением присадочного металла. В итоге образуется сварочный шов, кромки прочно соединены.
Признаки качественного шва:
- Провар. Металл сварочного шва должен проникнуть на всю толщину. В процессе сварки равномерно расплавляются кромки, если расплавлять одну сторону, валик получится неравномерным.
- Однородность. Стык должен состоять из сплошного металла, без включения шлака или раковин. Пропуски и непроплавы не допускаются.
- Прочность. После остывания шва могут образовываться микротрещины.
- Отсутствие подрезов. Слишком сильная дуга «подрезает» края деталей, ослабляя их.
- Выпуклая равномерная форма. Браком считается как излишне толстый валик, так и вогнутый. Это свидетельствует о неправильно выбранной силе тока.
Шов должен быть однородным, без излишних «чешуек», наплывов, изгибов. Ширина шва определяется из толщины свариваемых деталей. Слишком узкий окажется непрочным, широкий — ослабит изделие.
Перед соединением деталей нужно:
- Определить вид соединения — встык, внахлест, угловое, тавровое соединения.
- Определить пространственное положение — вертикальное, горизонтальное, потолочное.
- Оценить толщину свариваемых деталей.
- Выбрать электрод. Толщина зависит от глубины шва.
- Определить силу тока. На пачках приводятся примерные рекомендуемые таблицы, но ориентироваться стоит на личные ощущения. Силу тока лучше выбирать максимально возможную, но не прожигать металл. Сила тока на потолочных соединениях ниже, чем на горизонтальных.
- Подготавливаем детали — на толстых делаем фаску, выставляем зазор прихватками. Очищаем детали от ржавчины и краски.
Учимся варить электросваркой
Подготовив детали к свариванию, выставив примерно силу тока и надев спецодежду, можно готовиться к проведению непосредственно сварки.
Подключаем аппарат.
- Подключаем провода к сварочному аппарату. Обычно пользуются «обратным» подключением — минус (масса) присоединяется к свариваемой поверхности, плюс — к держаку. Прямое подключение используется при рекомендациях производителей электродов.
- Проверяем держак. Он может быть самодельным или заводского изготовления. Главные требования — прочность фиксации электрода, возможность быстрой замены, отсутствие частей под напряжением, теплоизолированность рукояти. Плохой контакт держака и кабеля вызывает повышенное сопротивление и нагрев, отгорание изоляции.
- Подключаем массу. Простейший способ — приварить ее к металлу, но лучше использовать зажимные клещи или магнитную массу.
- В зависимости от пространственного положения, важно выбрать угол подключения электрода к держаку. Обычно электрод должен быть направлен под углом 45 градусов к свариваемой детали. От наклона электрода зависит глубина проплавления и высота валика шва.
Выбираем электроды
Есть технология самостоятельного изготовления: проволока окунается в жидкое стекло и обваливается в песке с добавлением присадок — буры, соды, солей. Сегодня в продаже есть различные виды электродов.
Разделяют электроды:
- С основным покрытием. Они тяжело поджигаются, но дают мало шлака. Их легко контролировать, качество шва высокое. Требуют хорошей подготовки сварщика.
- С рутиловым или кислотным покрытием. Дают больше шлака, требуют навыков. Легко поджигаются, шов лучше защищен. Плюс этого покрытия — меньшее образование газов при сварке, что хорошо сказывается на здоровье. При учебе лучше использовать именно этот вид.
Диаметр выбирается, исходя из толщины свариваемых деталей. Чем толще шов, тем выше сила тока, тем толще электрод. Оптимально применять, к примеру, электрод диаметром 3 миллиметра для сварки металла, толщиной 2 — 4 мм.
Зажигаем дугу
Начинающие сварщики сталкиваются со сложностью в начале. Зажечь дугу правильно можно несколькими способами:
- Чиркание. Простой способ, движение напоминает поджигание спички. Возникшая дуга удерживается и переводится в начало шва. Минус способа — наплывы и брызги металла вне дуги.
- Удар. На кончике электрода образуется пленка из шлака, дуга разгореться не может. Чтобы сбить шлак, нужно несколько раз легко стукнуть по поверхности. Возникшая искра дуги удерживается и переводится в начало шва. При этом методе электрод часто «залипает» — приваривается. Отрывать бесполезно, нужно его «выламывать» покачивающими движениями.
Зажженная дуга образует сварочную ванну. При начале сварки делаем небольшое круговое движение — размешиваем ванну.
Чтобы следов от зажигания дуги на детали не осталось, пользуемся следующими лайфхаками:
- Чиркаем по шву, зажигаем дугу и переводим ее в начало шва. Движения не выходят за пределы шва, а следы поджига дуги завариваются.
- Используем стартовую пластину. Поджигать электрод и начинать сварку можно на куске металла, пристыкованном к началу шва. После стартовая пластина отламывается или срезается.
Выбираем силу тока
Чтобы получить управляемую сварочную ванну, нужно правильно определить силу тока. Она зависит от:
- Соотношения диаметра электрода к толщине свариваемого металла.
- Пространственного положения.
- Скорости движений сварщика.
Перед началом работы проваривается тренировочный шов. Правильно выбранная сила тока определяется по характеру ванны.
| Если дуга не поддерживается, гаснет, ванна получается узкая | Жидкая, неконтролируемая ванна, вытекающий металл, брызги вокруг шва, прожог |
Опытные сварщики ставят максимальные значения — это помогает варить быстрее.
Горизонтальные швы варятся при высокой силе тока, на вертикальных швах сила тока уменьшается на 10 — 15 %, потолочные швы требуют снижения на 20 — 30 % относительно горизонтальных.
Держим электрод правильно
На качество шва большое влияние оказывает длина дуги, траектория движения, скорость сварки и угол ведения электрода.
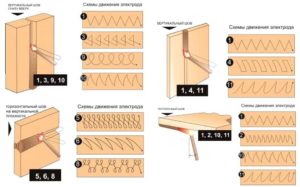
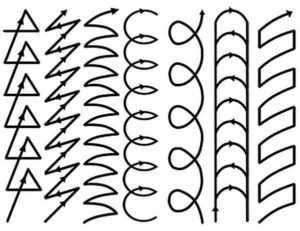
Движения электрода
- Возвратно-поступательные движения вдоль шва. Дают узкий шов с хорошим прогревом. Можно применять при соединении тонких деталей с небольшим зазором.
- Поперечные колебательные. У каждого сварщика есть свои «фирменные» предпочтения и привычки — кто-то ведет полумесяцем, кто-то «восьмеркой», Z-образное, многовитковое колебание. Применяется, если нужно получить широкий шов, при большом зазоре или заварке фасок. Правило — чем толще деталь, тем дольше нужно задерживаться на ее краях, чтобы хорошо прогреть.
Длина дуги
Частая ошибка начинающих сварщиков — несоблюдение длины дуги. «Короткая» дуга не прогреет металл, шов может получиться пористым и неравномерным. «Длинная дуга» перегреет металл, но разбрызгает металл на поверхности. Стык не получится, будет извилистым, неконтролируемым, с вкраплениями шлака и брызгами вокруг шва. Оптимально держать длину дуги 2-3 мм.
Скорость ведения сварки
Если варить слишком медленно, есть риск перегрева металла, прожига. Шов получится полукруглым, выпуклым.
Быстрое движение электрода приведет к непровару, прерывистому шву. Шов получится узкий, с включениями шлака и раковинами.
Положение электрода
Классическая рекомендация начинающим сварщикам — держать электрод на протяжении всего шва под одинаковым углом.
Если держать перпендикулярно, будет излишний прогрев детали, что может привести к прожогу.
Малый угол наклона приведет к образованию раковин, контролировать при этом шов сложнее.
Лучше всего держать под углом 45 градусов.Электрод не должен «толкать» шов, а «тащить» его. Это обеспечивает оптимальный прогрев, равномерность шва, контролируемость сварной ванны.
Варим правильно
Сваривание металла имеет много особенностей и сложностей. Главное при ведении шва — не прожигать металл, при этом проплавлять кромки.
Тонкий металл, корень шва деталей с зазором можно сваривать методом «в отрыв». Зажигается дуга, образуется сварочная ванна. Электрод резко поднимается, дуга гаснет, ванна начинает остывать и снова зажигается дуга в конце нее.
Сварка толстого металла, наплавка тела шва производится без отрыва. Зажигается дуга, сварочная ванна постепенно ведется вдоль шва. При необходимости совершаются колебательные движения.
Если электрод закончился, очищаем шлак. В месте завершения ванны образуется впадина — кратер. Новая дуга размешивается в кратере предыдущей, и сварка идет дальше.
Дефектуем шов
После проведения сварки, шов обязательно очищается от шлака. Если сварка проведена хорошо, шлак отделяется одним ударом, легко. Плохой шов долго чистится, шлак хорошо держится за поры.
На какие дефекты нужно обратить внимание:
- Сплавление кромок. Оба края должны быть равномерно сплавлены.
- Подрезы. Края деталей при высокой силе тока расплавляются, получаются впадины. Это ослабляет металл.
- Раковины и шлаковые включения.
- Высота и ширина валика.
- Чешуйчатость валика.
Заключение
Чтобы научиться хорошо сваривать металл, нужно знать теорию и много практиковаться. Хорошо, если есть человек, способный указать начинающему сварщику на недочеты и способы их устранения.
Это сформирует у сварщика правильные привычки, и швы будут всегда ровными, качественными.
Немаловажным фактором является отношение сварщика к своему делу, желание получить более качественный шов, желание любоваться «маленьким солнцем» на кончике электрода.
Как правильно варить металл
В любом домохозяйстве постоянно требуется построить или починить какую-нибудь конструкцию из металла. Самым прочным соединением двух металлических деталей является сварка. Кузнечная сварка известна человечеству уже несколько тысячелетий, сварке же электрической дугой или газовой горелкой — немногим больше столетия.
Как правильно варить
И если ремесло (или даже искусство) кузнеца требовало многолетнего обучения и накопления опыта, то электродуговую сварку на начальном уровне при желании и наличии соответствующего оборудования вполне можно освоить за несколько дней.
Основы сварки
Чтобы научиться правильно варить, необходимо ориентировать в физических основах процесса сварки. Любой сварочный аппарат создает в небольшой рабочей зоне на стыке двух свариваемых деталей температуру выше температуры плавления свариваемого металла, так называемую сварочную ванну.
В ней превратившаяся в жидкость часть металла обеих деталей смешивается друг с другом и с металлом расплавившегося электрода. После снижения температуры металл из сварочной ванны кристаллизуется, соединяя свариваемые детали в одно целое. Медленно перемещая сварочную ванну вслед за дугой вдоль стыка, сварщик получает шов.
Высокой температуры в любительских сварочных аппаратах достигают двумя способами:
- электрической дугой;
- газовой горелкой.Газовая горелкаКак правильно паять электрической дугой
Электросварка безопаснее, поскольку нет риска взрыва газа, и проще в освоении для тех, кто только учится правильно варить.
Электрическую дугу создают при пропускании тока большой силы через воздушный зазор между свариваемыми деталями и электродом.
Как правильно варить
Чтобы понять, как правильно варить, к небольшому количеству теории следует добавить большое количество практики. Начинать учиться лучше со сваривания обрезков уголков, арматуры, металлических пластин. Только после того, как вы «почувствуете шов» своими руками, можно приступать к соединению более или менее ответственных конструкций.
Процесс дуговой сварки
Существует несколько видов аппаратов, для того чтобы научиться правильно варить, лучше всего начинать с инверторного. Он позволяет плавно регулировать и поддерживать стабильным рабочий ток, мало не зависит от уровня и стабильности напряжения в питающей электросети, не создает в этой сети бросков напряжения.
Трансформаторные
Устройство таких аппаратов крайне простое — это мощный понижающий трансформатор, во вторичную обмотку которого и включают рабочую электрическую цепь.
Трансформаторный сварочный аппарат
Преимущества трансформатора:
- неприхотливость;
- живучесть;
- простота;
- дешевизна.
Недостатки
- очень большой вес и габариты;
- низкая стабильность дуги;
- работа переменным током;
- вызывает броски напряжения в питающей сети.
Такой аппарат требует от сварщика мастерства и большого опыта. Для обучения начинающего сварщика тому, как правильно варить, он подходит плохо.
Инверторы
Инверторный аппарат имеет гораздо более сложную конструкцию. Инверторный блок многократно преобразует входное сетевое напряжение, доводя его параметры до необходимых. За счет трансформации тока высокой частоты габариты и вес трансформатора получаются во много раз меньше.
Инвертор
Преимущества инвертора:
- малый вес и габариты;
- стабилизированное напряжение и ток в цепи;
- дополнительные функции антиприлипания и горячего старта;
- возможность точной регулировки параметров тока и дуги;
- не вызывает бросков напряжения в питающей сети.
Есть у инвертора и недостатки:
- высокая цена;
- низкая морозостойкость.
Обучение тому, как правильно варить, лучше начать с инвертора. Стабильность параметров дуги и дополнительные функции, облегчающие старт и предотвращающие «залипание», позволят новичку сосредоточиться на шве и быстрее освоить технологию.
Что потребуется для работы начинающему сварщику
Для начала обучения придется подобрать соответствующее оборудование и экипировку.
Особое внимание следует уделять индивидуальным средствам защиты, поскольку сварочные работы — процесс вредный для зрения и органов дыхания.
Необходимо будет оборудовать рабочее место, если оно в мастерской — то помещение следует снабдить эффективной вытяжкой и достаточным освещением.
Если вы решили начать обучение на свежем воздухе- то обязательно на сухом основании и под навесом, который защитит вас и оборудование от дождя.
Рабочее место должно быть просторным, не захламленным, не стеснять движений сварщика.Кабели нужно раскладывать таким образом, чтобы не наступать на них и не запнуться при перемещении вокруг заготовок.
В качестве заготовок для отработки навыков лучше выбрать обрезки проката и стальных листов. Начинать с ответственных конструкций не рекомендуется.
Инструменты и средства защиты
В обмундирование и средства индивидуальной защиты входят:
- маска сварщика со встроенным светофильтром для защиты глаз от яркого света и ультрафиолетового излучения дуги;
- спилковые перчатки — краги для защиты рук от брызг раскаленного металла;
- плотная одежда из негорючей ткани;
- шапочка под маску;
- прочная обувь.
- респиратор для защиты органов дыхания от образующихся газов и пыли, особенно при работе с цветными металлами.
Из инструментов, материалов и оборудования понадобятся:
- Угловая шлифмашина (болгарка) для нарезки заготовок и зачистки швов;
- Набор ручного слесарного инструмента — молотки, зубила, пассатижи и пр.;
- Металлическая щетка для зачистки заготовок;
- Струбцины и зажимы для соединения заготовок;
- Электроды.
Ну, и наконец, инвертор с входящими в комплект кабелями и держателем.
Какие электроды выбирать
Для того чтобы начать учиться варить правильно, необходимо подобрать сварочные материалы в соответствии со свариваемыми материалами и их толщиной. В качестве учебного задания лучше выбрать обычные низкоуглеродистые конструкционные стали. Для них подойдут широко распространенные электроды с обмазкой.
Электроды для сварочных аппаратов
Учатся обычно на электродах диаметром 3 мм, 1,6 и 2 мм применяют для работы с тонкостенными конструкциями, а 4-6 мм — для сваривания толстостенных заготовок.
Чаще всего в домашних условиях используют электроды диаметром 3 миллиметра (тройка). Более тонкие подходят для сваривания тонкостенных деталей, а номера четыре и пять — для толстых элементов.
Мощность аппарата должна соответствовать диаметру электрода (или его номеру). В руководстве пользователя (и на корпусе прибора) есть таблица определения рабочего тока в зависимости от номера.
Рекомендации как правильно сварить металл
Чтобы правильно варить металл, недостаточно просто научиться делать швы. Сварщик обязательно должен быть еще и материаловедом — знать многое о свойствах свариваемых материалов, их взаимодействии друг с другом и с высокими температурами.
Технология включает в себя много операций до начала и по окончании собственно выполнения шва.
До начала главной операции свариваемые детали необходимо тщательно очистить от механических загрязнений, старой краски, ржавчины и обязательно обезжирить. Требуется также правильно расположить их друг относительно друга и зафиксировать в этом положении.
При соединении тонкостенных конструкций или просто протяженных швов детали прихватывают друг к другу в нескольких равноотстоящих друг от друга точек, чтобы избежать термических деформаций.Будущий сварщик заранее должен знать и предвидеть:
- потенциальные проблемы;
- разновидности дефектов
и продумать, как их избежать.
Начинают с трех простейших видов соединений
- Встык. Кромки соединяемых деталей находятся в одной плоскости с небольшим зазором между ними, и этот зазор заполняется шовным материалом.
- Внахлест. Детали располагаются с некоторым перекрытием кромок.
- Тавровый. Одна пластина торцом приваривается в середине другой, обычно под прямым углом.Три основных виды соединения
В целом можно сказать, что работа сварщика наполовину состоит из собственно сварки, а наполовину — из планирования и подготовки. Научиться варить правильно — это значит научиться планировать и готовиться.
Советы как научиться варить электросваркой самостоятельно
Сварить несложную конструкцию из металла реально за несколько часов, при условии, что вы уже освоили технологию, спланировали операции технологического процесса и подготовили все необходимое.
Чтобы научиться варить правильно, следует иметь в виду следующее:
- Следует подготовиться и узнать необходимую информацию о тех материалах, которые вы собрались варить.
- Подобрать для них соответствующий рабочий режим и сварочные материалы.
- Изучить технику исполнения конкретного запланированного вами шва.
Мало что может заменить обучение в профессиональной школе сварщиков и практику под руководством опытного наставника. Но если это по каким-либо причинам недоступно, то правильные движения, положение рук и тела при работе можно неплохо изучить и по обучающим видео от авторитетных мастеров сварного дела.
Корпус атомного реактора вам варить, конечно, не доверят, но раму для ворот или лесенки вы волне сможете осилить. Начав с простых швов и научившись варить их правильно, можно переходить и к более сложным, постепенно накапливая опыт и оттачивая свое мастерство.
О каких дефектах стоит знать, чтобы сделать правильный сварочный шов
Знания о сварных дефектах очень важны для того, чтобы вы их вовремя распознали и не начали эксплуатировать сварную конструкцию с ненадежным соединением.
Если шов проварен правильно, выглядит он равномерным и аккуратным, с равной толщиной и высотой по всей длине.
Различают следующие основные дефекты:
- Непровар. Недостаточное заполнение шовным материалом, и прочность его снижена. Причиной служит недостаточное напряжение в цепи или избыточная скорость ведения электрода.
- Подрез. Продольная канавка. Возникает по причине избыточной длины дуги. Для устранения дефекта следует правильно выбрать силу тока- немного ее повысить.
- Прожоги. Образование сквозных отверстий в материале. Вызывается превышением необходимого для данной толщины материала тока, а также слишком медленным ведением электрода. Необходимо также проверить, не превышен ли зазор между кромками заготовок.
- Пористость. Возникает по причине сквозняка в рабочей зоне, сдувающего облако защитных газов.
НепроварПодрез
Встречаются и другие сварные дефекты, такие, как продольные и поперечные трещины
Предосторожности, перед тем как варить сваркой электродами
Варить правильно — это значит варить безопасно. Меры предосторожности при сварке электродами позволят сохранить здоровье и работоспособность сварщика:
- Перед началом работы необходимо осмотреть аппарат, держатель и кабели на предмет отсутствия механических повреждений и нарушения изоляции.
- Работу следует вести при положительной температуре и при влажности до 80%;
- Обязательно использование индивидуальных защитных средств.
- Следует применять спецодежду с противопожарной пропиткой.
- Радом с рабочим местом следует иметь огнетушитель, пригодный для тушения электроустановок под напряжением.
Тщательное и неуклонное соблюдение правил сварки металла электродом не потребует много времени и помогут сохранить материальные ценности и здоровье людей.
Нюансы для начинающих в сварке
Есть несколько нюансов, которые могут пригодиться любому желающему научиться варить правильно:
- Не забывать о заземлении и о важности регулярной проверки качества контакта зажима и заготовки.
- Регулярно проверять изоляцию кабеля.
- Сила тока выбирается сразу после подключения массы.
- Перед поджигом дуги следует установить электрод под углом примерно 60 градусов к плоскости детали, а расстояние между его концом и деталью — около 0,5 см.Положения электрода при сварке
Осваивая все более сложные виды швов и конфигурации соединений, домашний мастер сможет научиться варить правильно и снабдит свое домохозяйство всеми необходимыми в нем сварными конструкциями.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как варить дуговой сваркой: техника и особенности, пошаговые инструкции новичкам
Сейчас люди используют большое количество способом сваривания металлов. И одна из самых распространенных и удобных методов является сварка электрической дугой.
Особенность ручной сварки электрической дугой это то, что нею можно воспроизвести любой шов, так что дуговая сварка очень универсальна, ее наверное самая употребляемая среди сварщиков.
Но самым большим сегментом остаются новички, для них такой вид сварки подходящий, поскольку позволяет легко работать в обычных домашних условиях.
Постулаты сварки дугой — без чего не справиться
Способ прямого действия самая распространённая техника создания шва при использовании ручной дуговой сварки. Это работает просто, электрод плавиться на зону заплавки без остановки, что обеспечивает качественный и непрерывный процесс заплавки шва.
Но помните, что не нужно работать на длинной дуге это чревато тем, что металл что плавиться с электрода окисляется на много быстрее, поэтому уже не запаивает так глубоко, часто появляться брызги, а это очень не безопасно, и под конец вы получаете не проваренный шов с элементами оксидов.
Что нужно знать про работу дуговой сварки, основные моменты
Когда мы говорим о технологии дуговой сварки, то можем назвать массу недостатков, но достоинства их перекрывают, температура при которой проводятся работы может достигать 5000 градусов и даже больше, мало какой метод может похвастаться такой прокалкой.
Именно эта особенность дуговой сварки и делает её универсальной, она может справляется с металлами любой толщины и химических свойств, даже с очень термостойкими металлами. Самая высокая температура поднимается в дуговом разряде.
Когда вы беретесь за дуговую сварки как электрической дугой, то для начала вам нужно разобраться в том как вообще работает эта дуга. Сначала поймите как дуга образуется и начинает свою работу, и когда вы это поняли то можете приступать к сварке деталей.
Вы можете разжечь дугу замыкая цепь, для этого будет достаточно коснуться концом электрода поверхности сварки и немного отдалить электрод от этой поверхности, такие, своего рода, постукивания.
Когда вы это делаете начинает образовываться электрическая дуга. При сварке, чтобы ваша дуга горела стабильно и не гасла проводите конец электрода плавно по нужной вам зоне дуговой сварки, очень медленно, так чтобы электрод успевал плавиться.
Когда вы работаете с электродами на которые нанесено какое-о покрытие помните, что в них плавиться не только само покрытие, но и стержень внутри электрода.
Это важно помнить, потому что в процессе плавления покрытия на поверхности сварки появляются газы и шлаки.
Шлаки вступают в соединения с самим металлом и тогда на поверхность выступает покрытие. Это покрытие очень полезно для металла, оно защищает шов от соединения с разными газами в воздушной системе, как например азот или кислород.Когда образуется шлак нужно дополнительно зачистить металл от его фрагментов это так же очень полезно для металла.
Покрытия электрод бывают разные, они не только защищают шов от влияния среды, используя газ и лаки, что выделяет электрод, а ещё гарантирует крепкое скрепление металлов между собой-это повышает качество сварочного процесса в общем.
Ещё с покрытым электродом вы можете работать с совершенно разными видами металла от цветных до черных, от листов до целых металлических глыб, дуговая сварка справиться с любым заданием.
Этими электродами вы можете беспроблемно работать с аргоново-дуговой сваркой или элементарно наплавлять металл, она справиться со всем диапазоном задач.
Самый основной плюс сварочного аппарата-его простота в использовании, с этим справиться даже новичок, но при этом такой аппарат способен решать действительно сложные задачи-это и делает его универсальным.
Нюансы и особенности
Но конечно существуют и недостатки, ручная дуговая сварка не продуктивна, вам не выйдет за день сделать большой объем работы потому что, все таки, в такой сварке доминирующим остаётся человеческий фактор.
Приступая к работе, хорошо разберитесь в том как работать с ручной дуговой сваркой.
Вы можете базироваться сварочное соединение на литье, прокате или поковке. Прокат остаётся самой распространенной базой для выполнения таких работ. В
ажным этапом является подготовка детали, если вы научились справляться с дуговой сваркой, то у вас не возникнет никаких проблем.Если за базу вы выбрали прокат, то помните, что перед началом работы его нужно подготовить.
Такая подготовка состоит из двух этапов на первом вам нужно сделать правку, вы можете сделать это вручную или не станке, а второй этап состоит из процесса зачистки материала, из которых вы уже можете вырезать заготовки.
Оцените визуально свои заготовки, если отрезки оказались кривыми то это нужно исправить, и подготовить борта для сваривания.
Гостовские документы пишут что, существуют основные способы, с которыми вы получите шов используя дуговую сварку, размеры будут в зависимости от толщины и материала, с которым будет проводиться сварка.
Когда все предыдущие этапы выполнены мы можете приступить к сборке. Следите что бы все было по норма кромки и расстояния между деталями.
На следующем этапе определите точность сборки, для этого под рукой должны быть измерительные щипцы, что-то для измерения длинны и сам шаблон, которого нужно придерживаться.
Потом нужно закрепить подготовленные элементы, это можно сделать скобами или прихватить маленькими швами. Проследите за сечением, оно не должно превышать треть самого шва, так же нужно все хорошо очистить от грязи, пыли, шлаков.
Потом вам нужно будет выбрать режим дуговой сварки-это важно, ведь от этого будет зависеть размер и форма соединения.
Если вы сделаете напряжение ниже, то шов будет не таким глубоким, а вот площадь шва увеличиться. Чем сильнее будет ток на вашем сварочном аппарате, тем глубже будет провар.
Классификация сварочных аппаратов
Сейчас на ринке существует много разных материалов, что обеспечат вам разное качество дуговой сварки, много видов есть в ассортименте. С чем-то работать легче, с чем-то сложнее.
Так что если вы используете ручную дуговую сварку, то вам необходимо иметь хороший сварочный аппарат. Сегодня есть 3 основных вида таких аппаратов, что обеспечивают выполнение сварочных процессов.
Их классификация зависит от того источника прямого или переменного тока, что им необходим для работы.
Что такое сварочный трансформатор
Такая вещ как трансформатор хорошо подойдет, лишь для тех кто только начинает учиться, трансформатор простой в использовании, им легко управлять. Основой работы трансформатора то, что он понижает напряжение в сети до оптимального, при котором сварочный аппарат сможет работать без перебойно не перенапрягаясь.
Этот процесс зависит от базисной детали такой как-трансформатор. Трансформатор работает только на переменном токе.
Так что при работе с трансформатором вам нужно будет всегда регулировать подачу тока. В комплекте для этого есть первичная и вторичная обмотки.
Немного меняя их положения вы повлияете на силу подачи тока. Если прочитав до этих пор у вас все ещё возникают вопросы о том как же варить дуговой сваркой, то помните, что сварочный трансформатор более всего подходит для новичков.Если вам нужно крепкие соединения, то вам подойдет такое аппарат. Самое важное подобрать электроды высокого качества, и самое основное что бы они подходили для переменного тока.
Коэффициент полезного действия такого аппарата очень высокий, работает практически с мощностью автомата. Ниже мы привели таблицу в которой опишем основные параметры таких сварочных аппаратов, что можно найти на наших рынках.
Как использовать сварочный выпрямитель
В функции выпрямителя входить выравнивание напряжения и преобразование и образование постоянного тока, при этом используя переменный. Выпрямитель состоит из следующих элементов.
Диодный блок, трансформатор на который положена функция понижения тока, механизм, что регулирует пуск и защиту. Если бы мы сравнили выпрямитель и трансформатор, по системе их построения, то было бы очевидно, что первый намного сложнее устроен.
Это и есть главный плюс выпрямителя, что они более удобны и намного качественнее в процессе работы. Дуга и ток, и главное шов, что выходит в результате имеет высокое качество работы.
Мы расскажем вас о преимуществах выпрямителей на примере одного из них, возьмем ВД-301. Как мы говорили выше, выпрямитель делает более прочные и крепкие соединения чем трансформатор.
Но у всего есть свои минусы, несколько недостатков есть и у выпрямителя. Выпрямитель имеет огромные размеры, так что где-то его расположить не легко при этом он для работы с ним нужно очень высокое напряжение, а это ослабляет всю сеть.
Как использовать инвертор
Если то о чем вы говорили ранее давно существует на нашем рынке и уже вошло в широкий обиход пользователей дуговой сварки, то такая вещь как инвертор остается новацией, появилось на нашем рынке оно совсем недавно.
Характеристики инвертора таковы, что он работает на высоких мощностях и с частотой более пятьсот Герц. Если вы передаете энергии при помощи инвертора, то это уже не габаритная машина как трансформатор.
Вы сможете использовать что-то более компактное, главное чтобы оно обеспечивало протекание постоянного тока при всем времени работы инвертора. Весь инвертора в районе 10 килограммов.
Это делает прибор удобным и портативным, очень удобно в использовании. Построение инвертора это-два выпрямителя, схема управлению и устройство, что преображает переменный ток. Инвертор характеризуется как аппарат, что может работать очень стабильно.
Используя ручную сварку дугой помните, что это совсем не просто, тем более для новичка. И если вы хотите сделать этот процесс легче, то вам нужно просто со старта подобрать хороший аппарат, это много чего облегчит.Первое на что смотрите покупая сварочный аппарат-это то в какой диапазоне он может извинять сварочный ток. Именно эта характеристика свидетельствует о том, что аппарат мощный или не очень.
Еще посмотрите на то насколько быстро аппарат может разжечь дугу, если аппарат будет это делать долго, то эффективность вашей работы упадет в разы.
Чтобы определить все эти показатели не нужно быть профессиональный сварщиком, вся информация находиться в упаковке или в инструкции. Рекомендация! Если вы видите что указан параметр 60-80 В, то такой аппарат разжигает дугу очень быстро.
Правила безопасной работы со сваркой
Как мы писали ранее ручная дуговая сварка такой процесс, что требует много внимания и опыта, от того кто совершает эту не простую работу. При такой сварке стоит помнить правила безопасности.
Используйте щиток для защиты. На вас всегда должны быть перчатки и защитный костюм, что не воспламеняется. Все это защитит вас от ожогов, а это очень частое явление при таких работах, тем более если вы только учитесь.
Как говорилась ранее, возможны брызги металла и если они попадут на тело возможно сильнейшие ожоги, будьте очень осторожны.
Важно перед тем как пристукаешь к работе проверить хорошо ли работает ваша оснастка, будьте бдительны проверь все он аппарата со шнурами до электродов.
А если вы только начинаете свой путь в этой сфере, то лучше посоветуйтесь со специалистом, или даже просто первые несколько раз постойте и понаблюдайте как это делает человек с опытом.
Хочется добавить, что сварка дугой это совсем не легкое занятие. И нужно много всего прочитать, попробовать, попрактиковаться и даже понаблюдать за работай специалиста перед тем как приступать к своей первой дуговой сварке.
Вам придется понять технологию работы каждого элемента и купить хороший дуговой сварочный аппарат. А если у вас большой объем работы и вы понимаете, что с ним вам не справиться, то лучше попросите помощь человека который в этом ориентируется.
А если вы будете следовать нашим инструкциям, по эксплуатации, выборе аппарата и техники безопасности, то все у вас должно получиться.Учимся правильно варить электросваркой

В повседневной жизни в собственном доме, на дачном участке или в гараже всегда найдется немало дел, требующих навыков сварщика. Этот навык особенно полезен при строительстве, которое производится собственными руками.
В природе нет более надежного способа соединить две детали из металла, чем сварка. И обучиться этому мастерству вполне возможно самостоятельно и с пользой применять полученный навык.
Сегодня разберемся, как научиться варить электросваркой и самостоятельно освоить азы этой специальности.
Готовим инструменты
Перед тем, как варить электросваркой, необходимо подготовить все инструменты и обмундирование для защиты:
- Сварочный аппарат и электроды к нему. Рекомендуем запастись достаточным количеством электродов для практики. Пословица «первый блин комом» в области обучения сварочной профессии работает без исключений;
- Защита: маска для сварки, защитная одежда и перчатки из плотных материалов. Пренебрегать защитой во время сварочных работ нельзя. Это вопрос здоровья и безопасности!
- Подсобные инструменты – молоток и щетка по металлу – для удаления сварного шлака;
- Объект для тренировок – металлические элементы;
- Ведро с водой. В прямом смысле на всякий пожарный случай.
Выбор электродов производится в соответствии с толщиной свариваемого металла, а выставление тока зависит от электрода. 1 мм электрода берет около 30-40 А, важно не превышать данные значения, иначе дуга будет не варить, а резать металл.
Приступим к сварке
Итак, разберемся пошагово, как правильно варить сваркой металл. Вероятно, для получения приемлемого результата, придется повторить этот алгоритм не один раз. Но научившись, Вы быстро освоитесь в роли сварщика и сможете выполнять довольно сложные операции.
В первую очередь помещаем электрод в специальный держатель. Теперь нужно зажечь дугу. Электрод нужно держать под углом примерно 70° к поверхности, такое положение является оптимальным.
Далее начинаем заваривать шов:
- Выставив угол между электродом и металлом, прочертите быструю линию, двигаясь около 10 см в секунду. При правильном положении появятся искры и треск – это верный признак.
- Оставив оптимальный угол наклона электрода, нужно им коснуться металла и тут же поднять электрод так, чтобы образовалась дорожка в 3-5 мм. Если все проделано верно, то дуга станет гореть и металл начнет плавиться.
- Нередки случаи, когда электрод прилипает к основе. В этом случае надо его слегка раскачать и оторвать, а далее опять разжечь дугу. Частое залипание электрода может говорить о чересчур малой силе тока. Попробуйте повысить ее и сравнить результаты.
- Как только зажигание дуги и ее удерживание в стабильном состоянии усвоены, можно приступить к наплавлению валика. Зажатая дуга плавно перемещается по сварному шву. При этом совершаются движения, которые как бы загребают расплавленный металл. Это достигается равномерными колебательными движениями с амплитудой около 2-3 мм. Чем размереннее движение, тем красивее получится заваренный шов. Кстати, равномерность шва свидетельствует о его высоком качестве и прочности.
На первом этапе лучше всего тренироваться на толстом куске металла и пытаться вывести дугой различные дорожки – от простых размеренных движений с небольшой амплитудой до более сложных и узорчатых швов. Эти навыки пригодятся в последующей работе и позволят хорошо прочувствовать, как варить и какой угол наклона электрода лучше выбирать.
После окончания сварки необходимо дождаться пока металл остынет. Сварной шов будет закрыт шлаков. Чтобы он отлетел достаточно постучать по детали молотком или пройтись щеткой по железу.
Некоторые моменты сварочной работы
Конечно, сварка не заключается в выписывании на куске металла замысловатых узоров. Все вышеописанное – это только подготовка и обучение этому довольно непростому ремеслу. Основное назначение сварки заключается в надежном скреплении металлических элементов и к нему необходимо стремиться в своем обучении.
Сварка металлических элементов имеет множество нюансов, знакомство и понимание которых придет с опытом. Но есть некоторые теоретические моменты, знать которые необходимо до практики:
- Соединять две детали сразу сплошным и длинным швом неверно. В большинстве случаев это перекашивает металл, так как шов начинает стягивать элементы;
- Перед выполнением основного шва необходимо прихватить детали друг к другу. Для этого выполняются маленькие точечные швы на стыках двух деталей в шагом 8-25 см в зависимости от размеров скрепляемых элементов.
- Скрепляющие швы лучше исполнять с обеих сторон сварочной поверхности, так минимизируется возможное напряжение металла.
- После выполнения прихватов делается основной шов.
Подведем итоги
Сварочная работа требует особых знаний, навыков и специального оборудования. Обратим внимание, что это довольно сложный и опасный процесс, требующий строго соблюдения техники безопасности.
Навыки сварщика требуют определенного времени и практики. Нет ничего зазорного в тренировке на куске ненужного металла. Это позволяет набить руку и понять суть сварочного процесса.
Прежде чем приступить к сварке деталей, следует отточить владение сварочным аппаратом и умение наваривать швы на заготовках и затем перейти к более сложным элементам.