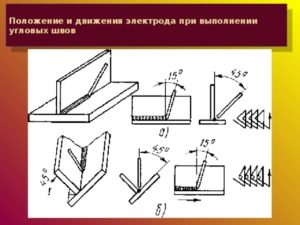
Сварка угловых соединений в нижнем положении
Сварка угловых швов: техника, особенности, правила и нюансы
Трудно сегодня представить стройку или монтажные работы, где бы обошлись без сварки швов под углом.
Высокая прочность металлическим изделиям, сваренным так, обеспечена. Правда, не имея достаточного опыта, сварщику лучше его сначала поднабраться.
Процесс занимает немало времени и довольно трудоемок, надо знать ряд тонкостей, свойственных угловым швам. В нашей статье охарактеризуем сварку э- того типа и узнаем, насколько она доступна в быту.
Характеристика
Что такое угловой шов? Стыковка посредством сварки под углом до 180 градусов, к примеру, труб или других конфигураций из металла. В процессе порой не обойтись без так называемых штыков, угол сторон у которых –90 градусов.
Это расстояние нужно выдержать, тогда каждая из сторон испытает равную нагрузку, а конфигурации прибавится прочности.
Соединения угловых швов:
- нахлесточные;
- с краями, примыкающими в точке стыковки;
- тавровые (ровная поверхность и один приваренный конец);
- с обрезкой кромок и без нее.
Классификация швов определяется способом их укладки. Они бывают сплошными или прерывистыми. Короткими считаются те, чья длина не превышает 250 мм, длинными – от 1000 мм и т.д. Как отсюда видно, есть еще и средние.
Поговорим о них подробней. Средние начинаются в месте сопряжения частей металлической конфигурации, а конечной точкой станут их края. Их длина колеблется в диапазоне 250-1000 мм.
Возможные проблемы
Прочность и качество шва будет зависеть от того, насколько полно вы сможете из бежать дефектов, характерных для такого вида соединений. К основным изъянам относятся следующие:
- Подрезы. Способствует их появлению электрическая дуга. Следы ее «коварства» предстают в виде небольших углублений на поверхности метализделий. При сварке снизу поврежденный участок можно закрыть наплавлением присадочного материала. Надо лишь дольше держать электрод при этом. Однако техника выполнения углового шва гораздо сложней. Нужно очень постараться, чтобы наплавить присадку на боковую поверхность. Вот почему на угловом шве углубления, как правило, присутствуют лишь на одном боку.
- Непровары на отрезках швов. Они встречаются чаще у тех сварщиков, кому еще надо накопить знаний в технологии производства угловых швов. Этот фактор сказывается так: рабочий в целях заполнения места стыковки чересчур энергично водит электродным кончиком по обе стороны. Но расплавленная масса, наоборот, стекает по ним, и цель – проварка шовного корня – остается недостижимой.
- Неверный катет. Качество сварки углового шва здесь зависит от умения определить требуемый режим напряжения, а потом управлять электродом с необходимой скоростью, стараясь удержать на одном уровне. Ток недостаточный? Электрод работает на малой скорости, а катет получится чрезмерно выпуклым. Из этого следует, что основной металл недостаточно поплавился. Повышенная сила тока и более быстрая скорость движения электродом? Катет получите вогнутый.
- Косой угол. Сварочные соединения отличаются, как правило, соответствующей формой к градусу угла. В этом и сложность – соблюсти точные размеры. Качество конструкции будет безнадежно испорчено, когда у приставной пластины неожиданно нарисуется наклон к одному из боков.
- Неровная наплавка металлом в боках стыковки. Высокая t, тяжесть кромок и электрода провоцируют расплавленную железную массу стекать вниз и сразу по сторонам. В результате может получиться так, что своей основной частью шов расположится на нижней поверхности. Верхний край, лишь прихваченный сваркой, уязвим перед деформацией. Чуть нагрузка – он и развалился.
- Прочие дефекты. Они представлены пустотами, лунками, вездесущими трещинами, непредсказуемыми свищами и кратерами, другими посторонними твердообразными включениями. Они могут заявить о себе в процессе.
Специфика процесса
Запомните, к началу сварки стороны и стыки должны быть заранее подготовлены. Сами свариваемые плоскости должны образовать прямой угол.
Одна пойдет горизонтально, другая – в вертикальном направлении. Это надо непременно учитывать в соединениях типа тавровых.
Для них подготовка вертикальной кромки ведется с учетом толщины листов, что предстоит варить. При толщине 12 мм – подготавливать нечего. При диапазоне 12-25 мм, кромку обрезают V-образно.
При 25-40 мм, на кромках поверхности (что вертикальная) делают скосы U-образного вида в одном направлении. Когда толщина более 40 мм, должны быть скосы V-образные на той и на другой сторонах.
В противовес тавровым нахлесточный тип угловых швов обходится без предварительной обработки кромок. Швы варят в обоих углах, что образуются в результате совмещения металлистов путем нахлеста друг на друга.Традиционный угловой шов образуют две части металконструкции, соединенные между собой. Здесь вам понадобится провести лишь обрезку торца одной из них.
Как вести сваривание
На производство угловой сварки влияет расположение плоскости. Охарактеризуем основные приемы ведения процесса.
Нижний. Здесь рациональней использовать прием, известный как «лодочка». Она придаст нужное качество шву, заметим, что с ним справляются даже дебютанты на ниве сварки.
Конфигурации придается V-образная форма. Она становится похожей на лодку. Потому способ так и нарекли.
«Лодочка » почти исключает появление изъянов в виде непроваров или подрезов кромок. Надо сильно постараться, чтобы они вдруг образовались. На практике сварка углового шва порой проходит в условиях, не столь комфортных, как описано выше.
Например, когда «лодочкой» в месте стыковки деталей варят тавровые швы, у которых есть и вертикальная поверхность и горизонтальная.
Тут качество может оказаться уже под угрозой. Даже в горизонтальной плоскости верх самого угла рискует остаться плохо проваренным. Вертикальная плоскость уязвима в отношении подрезов.
Этому поспособствует расплавленное железо, которое, не исключено, будет пытаться «сбежать» вниз. Предотвратит нежелательные последствия нехитрая уловка в управлении, на которую электрод чутко реагирует.
Линию сварки нужно осуществлять, производя несильные колебательные движения.
Рекомендация. Тут для подходящим для электрода будет одинарный шов, а катет при этом – 8 мм.
Итоги и выводы
Непровар не испортит горизонтальную плоскость в нижнем варианте если возбуждать сварочную дугу, отступив 3 можно и 4 мм от самой кромки катета.
Потом дуга направляется на верхушку шва и придерживается. От соблюдения этих правил зависит, хорошо ли проварится ваша деталь.
Чтобы сварить прочный угловой шов, надо соблюдать порядок при его производстве. Угловое соединение доступно с использованием практически всех типов сварочных аппаратов.
При этом не забывайте про технику безопасности. Перед сваркой наденьте защитную робу и маску.Сварка в нижнем положении | Тиберис

При сварке в нижнем положении существуют следующие разновидности соединений:
- Стыковые (применяется сварной шов стыкового соединения)
- Угловые (применяется сварной шов углового, нахлестного или таврового соединений).
3.1 Сварка стыкового соединения
Данный тип сварного соединения чаще всего используется для несложных конструкций обычного назначения.
При двухсторонней сварке металла толщиной до 8 мм такое соединение будет достаточно прочным, стыковые соединения изделий толщиной не более 4 мм свариваются с одной стороны.
Прочность сварных стыковых соединений определяется глубиной проплавления, а она зависит от диаметра электродов, от толщины свариваемых деталей, от величины сварочного тока и от зазора между деталями.
| Односторонние соединения без скоса кромок, выполняют электродами диаметром равным толщине металла, если она не превышает 4 мм. |
| Листы диаметром от 4 до 8 мм сваривают двусторонним швом. |
| Металл толщиной более 8 мм сваривают с разделкой кромок под углом около 30 градусов. Во избежании прожогов сварку ведут на съемных подкладках (медных или стальных) в несколько проходов. Для первого прохода рекомендуется использовать электрод толщиной не более 4 мм, для последующих — применять электроды с большим диаметром.На рисунке видно, что при первом проходе корневой шов заваривают электродом меньшего размера. Для первого шва важна достаточная глубина провара и его точность (проплавленный метал не должен выходить за кромки). При втором и последующих проходах используется больший по диаметру электрод, его нужно с небольшой скоростью продвигать вперед по шву, при этом делая колебательные движения электрода из стороны в сторону для полного заполнения выемки между кромок. |
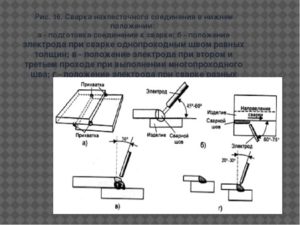
3.2 Сварка углового соединения
Хорошие результаты при сварке угловых швов обеспечиваются установкой плоскостей соединяемых элементов «в лодочку», т.е. под углом 45 градусов к горизонтали (возможны варианты с меньшим радиусом угла).
При этом достигается хорошее проплавление стенок и угла элементов, а опасность непровара или подреза невелика. Сварка «в лодочку» дает возможность наплавлять за один проход швы большого сечения.
Оптимальный метод подбирается в зависимости от положения и места проведения сварки.
| Сварка в симметричную «лодочку» производится при высоких значениях сварочного тока (как обратной, так и прямой полярности) Сварку в симметричную «лодочку» при обратной полярности рекомендуется проводить на максимально короткой дуге.При таком методе меньше вероятность подрезов одной стенки и наплывов на другой, чем при несимметричной «лодочке» |
| Сварка в несимметричную «лодочку» осуществляется при наклоне под углом 60 и 30 градусов. Электрод должен направлять сварочную дугу прямо в корень сварного шва. Главное — чтобы сварочная дуга не вышла на поверхность пластины за пределами формирующегося шва. Не допускается наплавка слишком большого количества металла за один проход.Метод хорош при работе в труднодоступных местах за счет небольшой амплитуды движений электрода. |
Сварку в «лодочку» лучше всего применять при взаимном расположении свариваемых изделий под углом в 90 градусов при длине угловых швов 8 мм и более.
3.3 Сварка углового соединения (таврового типа)
Обычно при сварке тавровых соединений в нижнем положении нужно несколько проходов. Однопроходные угловые швы допустимы при сварке простых конструкций, но при этом они должны иметь стороны, образующие угол в 45 градусов при угловом сварном шве, и не превышать диаметр используемого электрода более чем на 1,5-3,0 мм.
При многопроходной сварке угловых швов, первый проход всегда выполняется электродом большего размера, чем будут использоваться при повторных проходах.
Диаметр электрода для первого прохода — 4-6 мм, шов наплавляется без каких-либо поперечных колебаний электрода.
Последующие проходы электродами меньшего диаметра обязательно применяются поперечные колебания (движение электрода из стороны в сторону) Следует внимательно следить, чтобы размах этих колебаний не превысил допустимую ширину шва.
| Важно – при сварке угловых соединений таврового типа дугу следует возбуждать на горизонтальной полке, а не на вертикальной.Все угловые швы без скоса кромок со сторонами образующими угол в 90 градусов и со стенками толщиной не больше 10 мм нужно выполнять в один слой поперечными движениями электрода треугольником с небольшой задержкой в корне шва. |
3.4 Сварка углового соединения (нахлесточного типа)
| Для сварки нахлесточного соединения в нижнем положении при прямой полярности требуется поддерживать короткую сварочную дугу, а при обратной полярности — максимально короткую. Дуга должна быть направлена в корень соединения и расположена по направлению к горизонтальной поверхности пластины (свариваемого изделия). Во время сварки необходимо совершать небольшие возвратно-поступательные движения электродом. Эти колебания будут разогревать всю сварную область, что поможет равномерно заполнить всю сварочную ванну и получить полноразмерный выпуклый шов. |
Угловые сварные швы в нижнем горизонтальном положении, при нахлесточном соединении образуют, угол в 90 градусов и при низкой высоте стенок угла до 10 мм, следует применять электроды диаметром до 10 мм, а так же не стоит производить поперечные колебания электрода из стороны в сторону. Для стенок углов свыше 10 мм применять метод описанный ранее.
Особенности сварки угловых швов

В настоящее время в строительстве и при монтаже различных деталей, очень часто используется сварка угловых швов. Металлические изделия, соединяющиеся посредством такого соединения, отличаются высокой прочностью и надежностью.
Однако, угловые швы при сварке требуют от человека, выполняющего работу определенных знаний и умений. Поскольку процесс сварки – трудоемкий и затратный по времени, т.к. в нем много нюансов.
Рассмотрим, что же представляет собой сварка углового шва, в чем ее специфика и как ее осуществить в домашних условиях.
Виды угловых швов
Сварка углового шва представляет собой соединение двух металлических изделий или профильных труб, под углом менее 180°. Однако, зачастую в конструкциях из метала создаются штыки, где стороны находятся пол углом в 90°. Такое расстояние нужно выдерживать для того, чтобы в процессе сварки, обе стороны подвергались одинаковой нагрузке и сама конструкция была более прочной.
Угловые швы при сварке дифференцируются на несколько типов. Выделяются:
- нахлесточное соединение,
- шов с примыканием краев в точке соединения,
- шов с прикладыванием одного конца к ровной плоскости, также подобный тип соединения называется тавровым,
- соединение с разделкой кромок и без нее.
Угловой сварочный шов классифицируется в зависимости от того, как производится его укладка. Исход из этого критерия выделяются: сплошные и прерывистые соединения.
Также выделяются разновидности швов по длине: короткие (до 250 мм), средние ( они образуются от точки сопряжении поверхностей обоих металлических изделий до краев свариваемой детали, величина такого соединения варьируется в промежутке от 250 до 1000 мм). Длинные угловые швы создаются протяженностью в 1000 мм и более.
Сложности в процессе образования углового соединения
Для того, чтобы шов при сварке получился максимально прочным и качественным, нужно быть готовым к тому, что в процессе выполнения работы можно столкнуться с рядом дефектов. Рассмотрим основные из них:
- Подрезы. В процессе создания углового соединения, под воздействием электрической дуги, на поверхности металлических изделий образуются углубления. Если речь идет о сварочной работе, осуществляемой в нижнем положении, то задерживая электрод можно наплавлять присадочный материал на поврежденный участок. Но угловое соединение выполняется намного сложнее и придется потрудиться, чтобы «загнать» частицы раскаленного металла на боковую стенку. В связи с этим, обычно сварной угловой шов имеет выемки только с одного бока.
- Образование непроваренных отрезков шва. Из-за недостаточного опыта, многие сварщики, выполняющие технику углового шва, для того чтобы заполнить место соединения, начинают слишком сильно двигать концом электрода по сторонам. Подобные манипуляции приводят к тому, что металл оседает по бокам и корень шва не проваривается.
- Выбран неверный катет углового шва. Чтобы сварка углового шва получилась качественной, важно научиться выбирать правильные параметры напряжения и вести электрод с нужной скоростью, не превышая ее. Если ток будет недостаточным, а электроды будут проходить с маленькой скоростью, то катет будет слишком выпуклым, а значит основной металл плохо проплавится. Чрезмерная сила тока и высокая скорость ведения электрода приведут к образованию вогнутой формы катета.
- Неправильный угол. Сварочные соединения обычно имеют определенную форму относительно градуса угла. Нюанс состоит в том, чтобы выдержать точные размеры. Если приставная пластина будет проходить, наклонившись к одному боку, то она попросту испортит качество конструкции.
- Еще одним негативный момент может возникнуть в случае неравномерного распределения наплавляемого металла по сторонам соединения. В связи с тем, что под воздействием высоких температур и силой тяжести от электрода и кромок, расплавленное железо направляется вниз, то основная часть шва оказывается на нижней пластине. Верхняя кромка может только слегка проплавиться и в итоге такой шов может сразу деформироваться, а то и вовсе распасться при нагрузке.
Помимо вышеописанных дефектов выделяются еще и некоторые недочеты, которые могут возникнуть в процессе выполнения работы: лунки, пустоты, кратеры, трещины, свищи, образование твердых посторонних включений.
Подготовка сторон шва
Обратите внимание! Прежде чем начать выполнять сварной шов, надо произвести подготовку сторон и стыков.
Осуществляя подготовку поверхностей для тавровых соединений, следует учитывать, что одна из сторон конструкции, подвергающейся сварке, образует горизонтальную плоскость, а другая – вертикальную. Таким образом, между обеими плоскостями образуется прямой угол.
При Т-образном (тавровом) соединении, подготавливать кромку вертикальной плоскости нужно исходя из толщины листов, которые выбраны для сварки. Если толщина металлического листа не превышает показатель в 12 мм, то ему подготовка и вовсе не нужна.
Если же толщина варьируется в промежутке от 12 до 25 мм, то на ее кромке надо сделать V-образную подготовительную обрезку. Если же толщина заготовки, предусмотренной для вертикальной поверхности составляет 25-40 мм, то в данном случае нужно создать U-образные скосы кромок в одну сторону.
При толщине листа более 40 мм, выполняются скосы кромок с обеих сторон в виде буквы V.
В отличие от таврового, никакой подготовки кромок не требуют нахлесточные угловые соединения. Швы нужно наложить на обе стороны в углах, образующихся после того, как металлические листы будут совмещены, посредством накладки один на одного.
В случае создания классического углового соединения (две соединенные детали из металла образую угол), надо обрезать торец лишь одного из элементов.
Угловые швы при сварке. Отличительные особенности
Процесс угловой сварки характеризуется рядом отличительных особенностей. Рассмотрим наиболее приемлемые способы, при помощи которых осуществляется сварка угловых соединений.
Если плоскость шва расположена внизу, то сваривать детали лучше по способу «лодочки». Такой метод позволит получить максимально качественный шов и он хорошо подходит для новичков в выполнении сварочных работ. Изделие ставится в V-образную форму, напоминающую лодку, отсюда и название метода.
При сварке «лодочкой», риск образования таких дефектов как: подрез кромок или непровар, практически сведен к нулю.
Однако, такие подходящие условия для создания углового шва, не всегда присутствуют. Зачастую, в месте соединения металлических изделий посредством «лодочки», тавровые сварные швы образуются таким образом, что одна из поверхностей находится строго в вертикальном положении, другая – в горизонтальном.В подобной ситуации непросто получить качественное соединение, т.к. в верхней части угла и в горизонтальной плоскости шва деталь может не провариться. На плоскости, расположенной вертикально, могут появиться подрезы. Причиной их возникновения может стать стекающий вниз расплавленный металл.
Для того, чтобы избежать появления вышеуказанных дефектов, важно вести электрод по линии сварки легкими колебательными движениями.
Совет! Проводку электрода осуществляйте одинарным швом с катетом 8 мм.
Чтобы исключить риск непровара, возбуждение сварочной дуги должно начинаться на дистанции 3-4 мм от кромки катета на нижней горизонтальной плоскости. После, дугу надо направить на верхнюю точку шва и задержать ее там. Таким образом, вы получите хорошо проваренную деталь.
Для получения качественного и прочного углового сварного шва, нужно четко придерживаться последовательности действий. Для создания углового соединения подойдет любой сварочный аппарат. Не забывайте о мерах предосторожности и выполняйте сварочные работы в защитном костюме и маске.
[Всего : 2 Средний: 2/5]
Тавровые сварные соединения

Тавровое соединение – это соединение двух деталей, расположенных под углом друг к другу, т.е. торец одной детали прилегает к боковой поверхности другой под углом 90 градусов.
Простыми словами – к горизонтально лежащей детали приваривается вертикальная, образуя букву “Т”. Такие соединения могут быть без разделки кромок, с односторонней и двусторонней разделкой.
Тавровые соединения используются при дуговой сварке, свариваются очень удобно в горизонтальном и вертикальном положении, удобнее всего в наклонном (в лодочку).
Где применяется
Двустороннее с разделкой кромок
Применение таврового соединения весьма широкое: в автомобилестроении, в строительных конструкциях (фермы, опоры, колонны, стойки), металлическая мебель (лавки-скамейки, столы, этажерки), мосты и путепроводы, газопроводы, нефтепроводы, системы водоснабжения, теплоснабжения зданий и сооружений.
Преимущества и недостатки
Тавровое соединение самое распространенное, одно из самых прочных. Данное соединение позволяет получать изделия и конструкции сложной формы. Расположение деталей буквой «Т» обеспечивает дополнительную жесткость конструкции. Качественно выполненная работа гарантирует практичность и надежность.
Недостатком такого соединения могут являться дефекты:
- Дефект сварки – кратеркратеры – это углубление в сварном шве возникающее при обрыве дуги;
- поры – это следствие скопления газов в шве, причина такого дефекта кроется в некачественной подготовке метала;
- непровары – это локальное несплавление основного метала с электродным, причина: большая скорость сварки, а так же прожоги, трещины и прочее.
Такие дефекты зависят от качества выполнения работы. Низкая квалификация рабочего непосредственно станет причиной дефектов, но не мало важно и оборудование, расходные материалы (сварочные аппараты, проволока, электроды, защитный газ). Сам процесс является опасным, вы должны соблюдать все правила техники безопасности без исключения.
Техника выполнения, особенности
Для всех сварных соединений техника выполнения будет стандартная, важно учесть способ сварки. Тавровое соединение удобное, легко формировать шов, контролировать размер катета и внешний вид шва.
Перед началом работы производится технологическая подготовка поверхности, иначе наличие загрязнений и ржавчины снизит производительность сварочного процесса и приведет к дефектам. При сварке таврового шва электрод располагают в плоскости под углом 30-40 градусов относительно нижней пластины, сделав сборку деталей и прихватив – так соединение не поведет.
Одностороннее с разделкой шва в нижнем положении
Нужно проконтролировать угол между деталями и правильность расположения, если все правильно выполнено, то можно приступать непосредственно к сварке.
Возбуждаем электрическую дугу и наклонив электрод немного к себе ведем его в одном положении, двигаться следует аккуратно ванной назад, совершая колебательные движения вдоль оси шва для расплавления кромок. Это нужно для того, что бы избежать непровара угла и одной из сторон детали.Можно нанести метку над углом на верхней пластине за границы которой электрод не должен будет выходить, так получится более ровный шов.
Техники сварки таврового соединения в различных положениях несколько отличаются друг от друга.
К сведению! Рассматривая технику сварки, можно сразу отметить, что легче всего выполнять сварку в нижнем положении, или положении «в лодочку». Поэтому если есть такая возможность, то рекомендуется повернуть сварную конструкцию так, что бы сварные швы выполнять в нижнем положении.
После выполнения сварки зачищается шлак и обрабатывается поверхность металлической щеткой или другими приспособлениями.
Рекомендации
Если сваривать тавровым соединением тонкую и толстую пластину, то угол наклона электрода относительно толстой пластины будет примерно 60 градусов. Чтобы больше металла “стягивать” с толстой части на тонкую.
Также желательно просушить свариваемые поверхности для лучшего качества сварного шва.
[ads-pc-2][ads-mob-2]
Сварка труб
Опираясь на ГОСТ16037-80, который распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой, правильно будет сказать, что в нем таврового соединение нет. Все швы, которые называют тавровыми, относятся к угловым.
Однако, когда к торцу трубы приваривается заглушка из пластины или фланец, это будет являться тавровым соединением.
По большому счету, что бы не спорить по этому поводу, необходимо понимать, что тавровое соединение деталей труб или любого другого металлопроката выполняется угловым швом и техника сварки трубопроводов сводится к технике сварке угловых швов.
Прежде всего нужно остановиться на подготовке труб перед сваркой таврового соединения. Трубы должны соответствовать всем требованиям и не иметь дефектов, загрязнения и ржавчины, после чего можно выполнять сварку.
Следует выполнить прихватки, для труб диаметром до 300 мм хватит 4 равномерно расположенных прихваток. Для более широких труб прихватки выполняются с одинаковым интервалом по всему диаметру.
Торец одной трубы необходимо выкроить определенным образом что бы он плотно прилегал к боковой поверхности другой трубы. Для труб с небольшим диаметром сделать это не очень сложно при помощи нескольких манипуляций болгаркой.
Другое дело, когда предстоит работа с трубами больших диаметров. В данном случае, как правило, при разметке применяются различные шаблоны и развертки.
Полезные ролик о том, как можно резать трубы для приваривания их торцом к боковине.[ads-pc-3][ads-mob-3]Далее выполняется сборка деталей на прихватки или в сборочно-сварочном приспособлении.
Сварка соединения труб может выполняться как в поворотном положении (есть возможность вращения стыка вокруг своей оси) так и в неповоротном (нет возможности вращения стыка вокруг своей оси).
Сваривая трубы, сварной шов приходиться выполнять по криволинейной поверхности, что несколько усложняет процесс. Необходимо стык разделить на участки и выполнять сварку за несколько приемов.
ВАЖНО! При этом нужно обеспечивать переплавление ранее наплавленного шва.
Сварной шов в зависимости от толщины стенки трубы выполняется за один или несколько проходов. Следует обратить внимание на состав труб и подобрать подходящие электроды. Сварной шов на трубах должен быть идеальный, в обязательном порядке проверяется наличие дефектов. Если дефекты имеются, то их исправляют.
Профильные трубы используются для ограждений, каркасов, различных металлических конструкций.
Совет! При соединении желательно убедиться в ровном срезе, иначе появится зазор, который придется сваривать отрывисто.
При тавровом соединении профильных труб так же выполняются прихватки. Электрод ведется под углом колебательными движениями снизу вверх. После сварки зачищается шлак.
В вертикальном положении
При тавровом соединении в вертикальном положении сварочный ток устанавливается более высоким для хорошего проплавления, сварку нужно выполнять снизу вверх с отрывом дуги.
К сведению! Вертикальные швы выполняются как с отрывом дуги, так и на проход. Это зависит от различных факторов: толщина металла, способ сварки, марка электрода.
Движение электрода выполняют петлями, уголками, дуговыми колебаниями и т.д., положение электрода должно быть 45 градусов, иногда сварку выполняют сверху вниз. Разжигая дугу, электрод держим перпендикулярно к свариваемой поверхности, такая техника сварки не удобна и нужно тщательно контролировать сварочную ванну.
Для контроля ванны необходимо снизить сварочный ток, что бы не перегревать металл, электроду необходимо задать правильное положение, что бы давление дуги поддерживало жидкий металл, а не способствовало его стеканию в низ.
Сварка производится на короткой дуге что бы расстояние между торцом электрода и деталью было минимальным.https://youtu.be/U526FdTC1r4
В нижнем положении
Выполняя сварку в нижнем положении результата сварщик может достигнуть более высокого качества, ток должен быть выше, если полярность прямая и ниже, если полярность обратная.
Соединение вертикальное с разделкой кромки, шов в нижнем положении
Положение электрода направлено в корень сварного соединения, длина дуги меньше при сварке на обратной полярности, вести электрод нужно равномерно, не упуская сварочную ванну.
Прежде всего, необходимо правильно настроить параметры сварки, диаметр электрода, сила тока, что бы процесс сварки протекал стабильно. Электрод нужно расположить так, что бы он в одной плоскости располагался по биссектрисе между поверхностями деталей, а в другой плоскости наклонен в сторону его перемещения.
Сварочная дуга должна гореть по стыку деталей. Перемещать электрод необходимо с равномерной скоростью, так что бы кромки деталей успели расплавляться, а сварной шов сформироваться с нужным катетом.
В случае необходимости получении шва с большим катетом необходимо дополнительно выполнять колебательные движения торцом электрода.
Так же сварной шов может выполняться за несколько проходов, но при этом требуется тщательная зачистка от шлака после каждого прохода.
В потолочном положении
Для потолочного положения техника такая же, как и для нижнего положения только в зеркальной проекции. Основная сложность заключается в том, что расплавленный металл стремится вытекать из сварочной ванны.
Для предотвращения этого необходимо несколько снизить сварочный ток, что бы уменьшить тепловую мощность сварочной дуги.
Сварку следует выполнять на короткой длине дуги.
Так же необходимо помнить, что в потолочном положении большое количество брызг раскаленного металла и шлака будет лететь на сварщика, что требует строгого соблюдения правил техники безопасности, правильной спецодежды и головного убора.
[ads-pc-4][ads-mob-4]Правила сварки
При тавровом соединении нужно избегать непроваров, следует правильно перемещать электрод, предотвращая появление дефектов.
В основном электрод располагается в плоскости ровно между привариваемыми деталями.
Направлять электрод нужно снизу вверх (поднимать расплавленый метал и смешивать его с электродным расплавлением) по простой причине того, что расплавленный метал будет стекать на нижний.
Лучше всего наклонить поверхности под углом 45 градусов ( сварка в лодочку), тогда шов получится правильного сечения и работать под таким углом будет проще.Не забудьте! Так же нужно учитывать зазор, для хорошего проплавления.
Прежде чем начать сварку, обязательно делаются прихватки. Предварительно измеряется конструкция, углы соединений должны быть 90 градусов. Перед работой нужно настроить ток, подобрать нужный электрод, обратить внимание на свариваемые поверхности, запастись нужными знаниями и практикой. Обязательно ознакомиться с техникой безопасности и приобрести нужную рабочую форму.
Оборудование
Для упрощения и процесса сборки и повышения производительности изготовления изделий при помощи сварки широко применяются различные сборочно-сварочные приспособления.
По большей части сборка тавровых соединений деталей производиться на специальных столах – стапелях, оборудованных универсальными зажимами, фиксирующими и установочными устройствами.
Они обеспечивают четкое и точное расположение деталей в нужном месте конструкции и под заданным углом. Также применяются различные шаблоны и кондукторы в зависимости от сложности сварной конструкции.
Сварка в различных положениях: правильный выбор угла наклона сварочного электрода
Кратковременное касание конца электрода металла приводит к зажиганию сварочной дуги и к началу процесса сварки. Под каким углом по отношению к изделию следует далее держать электрод, зависит от многих факторов.
Но именно этот угол по направлению к сварке непосредственно влияет на качество формирующегося шва.
Выбор положения и метода сваривания для различных металлов так же в различной степени требует правильного поддержания наклона электрода.
Процесс дуговой сварки
По металлу электрода протекает электрический ток, что вызывает короткое замыкание и образует сварочную дугу. Длинной дуги называется расстояние от точки горения до активной точки на электроде (торец электрода). Ее величина так же влияет на выбор положения наклона электрода.
В процессе сваривания происходит разогрев торца электрода до высоких температур и плавление его покрытия.
Специальное покрытие, из сварочных газообразующих элементов, сгорая, формирует газовый пузырь, а то, что не догорает, превращается в жидкий шлак.
Газовые образования и шлак помогают защитить жидкую ванну металла и сварочную дугу от влияния кислорода. Следует следить, чтобы жидкий шлак постоянно укрывал сварочную ванну, поддерживая необходимую температуру и сохраняя тепло.
Для образования надежного соединения достаточно поддержать расплавленный металл в жидком состоянии около трех секунд. За это время из шва успеваю выйти шлаки и газы. Трех секунд хватает и для формирования правильного сварочного валика, который со своими равномерными чешуйками позволяет выполнить плавный переход между краями проплавленного металла основания.
Поэтому, исходя из выше указанного, является очевидным требование, чтобы жидкий шлак точно следовал за дугой, сразу укрывал расплавленный металл. Этот процесс регулирует время проплавления, оттягивая начала кристаллизации металла. Добиться такого контроля над процессом сваривания можно только при правильном угле наклона электрода по отношению к направлению сварки.
Основные движения торца электрода
При ручной сварке важным показателем является степень необходимых усилий (количество наплавленного металла) для выполнения соединения. Сварные швы условно делятся на:
- нормальные — с ровной или не значительно деформированной поверхностью;
- усиленные — с выпуклой поверхностью;
- ослабленные — с вогнутой поверхностью.
Для достижения качественного шва, кроме получения необходимого количества наплавленного металла, важным является и метод проплавления свариваемых кромок. Это достигается поддержанием дуги постоянной длины и соответствующей техникой перемещения торца электрода.
Длина дуги
Длина дуги должна соответствовать диаметру электрода и его марке, но в основном составляет 0,5—1,2 его диаметра. Значительные отклонения от данного условия приводят к образованию дефектов:
- увеличение дуги — вызывает снижение глубины провара шва, порообразование в соединении и увеличение разбрызгивания металла;
- уменьшение дуги — вызывает короткое замыкание и ухудшение условий формирования шва.
Движения торца электрода
- Техника “треугольником”. Обеспечивает хороший провар корня шва, применяется для усиленного прогрева середины шва. Выполняется: для угловых швов с катетом более 6 мм; для стыков труб в любом пространственном положении.
- Зигзагообразная ломаная линия.
Выполняется: для угловых швов с катетом менее 6 мм; при сварке встык для нижнего пространственного положения. Он удобен для сваривания частей труб без скоса кромок.
- Петлеобразная техника. Обеспечивает усиленный прогрев обеих кромок металла.
Выполняется: для сваривания легированных металлов; для выполнения вертикальных швов.
Виды одновременных движений электрода
- Поступательное движение. Вдоль оси электрода. Обеспечивает постоянство длины сварочной дуги и скорости сварки.
- Прямолинейное движение. Вдоль оси шва. Контролирует скорость процесса плавления и качество формирования шва.
- Колебательное движение. Поперек оси шва под углом наклона — 45°.
Необходимо для прогрева кромок, контроля ширины шва. Не выполняется при сваривании тонких металлов или при выполнении корневого шва (первого шва многослойного метода сваривания).
Качественно выполнить подобные техники сваривания можно только при условии изначально правильной установки угла электрода по отношению к поверхности металла и направлению сварки.
Виды пространственных положений сварки
Нижнее горизонтальное положение. Самое удобное положение для получения качественного шва любой сложности. Этому сопутствует сила тяжести, которая переносит расплавленный металл в сварную ванну и комфортное положение для наблюдения за процессом сварки.
Вертикальное положение. Сила тяжести препятствует точному перенесению расплавленного металла, поэтому сварка в таком положении имеет ряд особенностей. Ее необходимо выполнять короткой дугой и обязательно держать электрод под углом и быстро отводить для затвердения металла.
Сварка вертикальных швов выполняется двумя способами:
- “Снизу — вверх”. Более удобный способ, который основывается на удержании жидкой капли металла над предыдущей каплей, уже успевшей затвердеть.
- “Сверху — вниз”. Неудобный способ, но применяется для сварки тонких металлов. Электрод располагается под углом 900 и постепенно перемещается под углом 10— 15°, а дуга направляется на расплавленный металл.
Потолочное положение шва. Самое трудное положение для выполнения шва, поэтому возможно только при небольшом количестве металла сварочной ванны. При выполнении шва в таком положении используется меньшая сила тока, поддерживается короткая дуга и формируется узкий валик для шва.
Положение сварки имеет большое влияние на производительность труда: на скорость выполнения сварных соединений и качество получаемых сварочных швов. Всегда следует стремиться расположить детали конструкции так, чтобы максимальное число соединений находилось в нижнем горизонтальном положении.
Основные способы сварки швов
Для выбора способа формирования сварного шва руководствуются двумя критериями: толщиной метала и необходимой длинной шва.
Выбор способа по длине шва
Классификация швов по длине:
- короткие — швы длиной до 250 мм;
- средние — от 250 до 1000 мм;
- длинные — более 1000 мм.
Способы выполнения швов по длине:
- Сварка «на проход». Используется для коротких швов и тонкого металла.
- Обратноступенчатый способ (сварка от середины к краям). Эффективный способ получения качественной сварки, который уменьшает эффект остаточной деформации. Используется для швов средней длины.
- Сварка от середины к краям. Используется для сварки швеллера встык, для однопроходного стыкового соединения труб и первого слоя многопроходных швов.
Выбор способа по толщине металла
При выполнении соединений металлов толщиной более 12 мм, швы необходимо изготовить в несколько слоев, используя один из методов соединения.
- Каскадный метод. Заключается в сваривании участков “пунктиром” с шагом не более 200 мм. Таким образом, после окончания первого слоя первого, третьего, пятого и т. д. участков необходимо вернуться и продолжать сваривать первый слой второго, четвертого, шестого и т. д. участков. При выполнении данной методики от середины к краям двумя сварщиками она называется сварка “горкой”.
- Блочный метод. Заключается в работе нескольких сварщиков одновременно. Весь шов делиться на одинаковые по длине блоки и выполняется в несколько проходов (слоев). Первый сварщик начинает с среднего блока, а остальные идут друг за другом.
Способы сварки для угловых швов
Использование ручной сварки для выполнения угловых швов является более удобным чем примирение автоматической сварки. В данной ситуации поддержания правильного угла наклона сварочной проволоки весьма затруднительная задача. Использование сварки под флюсом позволяет сделать катет сварного шва значительно меньше, чем при ручной сварки.
Виды соединений, свариваемых угловым швом:
- тавровые;
- нахлесточные;
- угловые подварочные.
При сварке на повышенных токах или толстыми электродами образуется большая ванна расплавленного металла, поэтому для выполнения угловых соединения и поддержания правильного сечения шва рекомендуется расположить части конструкции в нижнем положении “лодочкой”.
Свариваемые части располагаются под углом в 450 относительно горизонта, при этом катеты угловых швов колеблются в пределах 5-25 мм.
Виды расположений:
- Симметричная “лодочка” (а). Вероятность непровара минимальная. Электрод располагают в плоскости шва и, расплавляя металл, сообщают ему поперечные колебательные движения.
- Не симметричная “лодочка” (б). Возможен непровар угла и одной из сторон. Отклонение электрода к вертикальной стенке приводит к образованию подреза, а отклонение к горизонтальной — к наплыву.
- Сварка в прямой угол (в). Вертикальное положение электрода без установки “в лодочку” используется, если катет менее 8 мм.
Если для соединения частей конструкции необходим угловой шов с катетом более 10 мм, то используется многослойная техника его выполнения.
Основные положения наклона электрода
Для каждого отдельного случая при выборе различных методик сварки устанавливают особые углы наклона для электрода. Основными считаются три положения электрода относительно плоскости сваривания.
Положение “углом вперед” (наклон от 300 до 600)
Описание: При данном положении жидкий шлак двигается за сварочной ванной и успевает накрывать расплавленный металл. Незначительное количество попадающего наперед жидкого шлака выталкивается по обе стороны шва более тяжелым жидким металлом.
Если же шлака впереди становиться больше, то необходимо еще уменьшить угол наклона электрода. Если же жидкого шлака становиться много и он не успевает застывать, а сварочная дуга начинает гаснуть, то необходимо выровнять угол до 900 и медленно наклонять электрод, искать баланс для восстановления нормального процесса.
Применяется для:
- получения минимальной глубины проплава основного металла;
- выполнения соединений в потолочном положении;
- вертикальных швов швеллера;
- неповоротных стыков труб;
- выполнения корневых швов при зазоре между кромками в 2 мм и более.
Положение “под прямым углом” (угол 900)
Описание: Для выполнения соединения держание электрода под прямым углом представляет некую сложность. Способ рекомендуется к использованию только для труднодоступных мест, где нет возможности создать любой другой угол наклона.
Применяется для:
- получения средней глубины проплава основного металла.
Положение “углом назад” (наклон от 300 до 600)
Описание: При использовании такого угла наклона жидкий шлак с силой оттесняется назад, находится позади жидкой сварочной ванны. Необходимо подобрать угол наклона электрода, чтобы шлак успевал тянуться за электродом и накрывать расплавленный металл.
Применяется для:
- получения наибольшей глубины проплава основного металла;
- сварки электродами с рутиловым покрытием (всегда только такой угол наклона);
- выполнения корневых швов в нижних и горизонтальных положениях;
- узких мест разделки металлов;
- стыковых швов швеллера;
- угловых соединений труб;
- сварки электродом “впритык”;
- сварочных работ чрезмерно короткой дугой.
Во всех остальных случая угол наклона электрода выбирается по правилу баланса: жидкий шлак не должен забегать перед электродом, но и не должен в большом количестве оставаться позади.
Суммируя выше изложенное можно сделать вывод, что подбор угла наклона для электрода — это дело техники, которая осваивается с опытом работы. Все общие рекомендации выполняются сварщиком с учетом собственных субъективных критериев оценки качества и удобства работы. На процесс работы сварщика влияет еще много факторов, которые нельзя учесть в теории.