Как правильно варить дуговой сваркой начинающим
Ручная дуговая сварка для начинающих сварщиков

Сварка ММА, или ручная дуговая электросварка, широко используется во многих сферах промышленности. Но на сегодняшний день тенденции таковы, что в современном мире предпочтение отдается более высокоскоростным способам сварки, таким как автоматическая и МIG/MAG. Их удельный вес с годами только растет.
Однако, несмотря ни на что сварка ММА остается незаменима в условиях ограниченной зоны доступа, при работе на открытом воздухе и в быту, так как стоимость сварочных аппаратов и расходных материалов является более-менее доступной.
Большинство компаний, производящих дорогую сварочную технику, не обходят также вниманием ММА сварку, год от года совершенствуют аппараты, добавляют в них режимы, упрощающие труд сварщика.
Ближе к конкретике …
Говоря о сварных швах, новичкам нужно определиться, каковы критерии хорошего и плохого шва. Поэтому вначале освойте немного теорию.
При сварке бытовых теплиц из уголков малого сечения, монтаже заборных секций, лестничных поручней, карнизов, навесов и других тому подобных вещей качество сварки не играет какой-то ведущей роли, поскольку нагрузки на такие изделия незначительные.
И совсем другие требования к прочности шва предъявляются при сварке высоконагруженных конструкций: опор, перекрытий, несущих узлов автомобилей, прицепов, магистральных жидкостных, газовых и нефтяных трубопроводов под давлением, мостов.
Швы таких конструкций уже проверяются неразрушающими методами контроля (НМК).
Однако, самый первый метод, по которому оценивается качество сварного шва — это визуальный осмотр. Если сварщик сам сможет оценить свои швы, значит его мастерство начнет быстро расти, он увидит свои ошибки и в дальнейшем не допустит их повторения.Как научиться сварке? Неплохо было бы начать с изучения бумажной части…
К меню
Нормативная документация. Как пользоваться
Согласно ГОСТ 5264-80 на ручную дуговую сварку все многообразие сварных соединений можно отнести к четырем основным типам (сокращенное обозначение русскими заглавными буквами приводится в круглых скобках):
- Стыковые (С);
- Угловые (У);
- Тавровые (Т);
- Нахлесточные швы (Н)
Пример сокращенной записи типа соединения и его номера по порядку: Т1, С17 и т.д.
Также ГОСТ 5264-80 (pdf) указывает на основные размеры сварного шва Например, на стыковом шве параметр «е» — это ширина; «g» — выпуклость, или усиление шва.
Для угловых (или тавровых) швов буквой «к» обозначается катет.
По евростандарту EN ISO 2553-2013 «Соединения сваркой и пайкой» буквой «а» обозначается толщина шва; «z» – катет шва; «S» – глубина провара. При обозначении по евростандарту буквы z, а, S присутствуют на чертежах, поэтому это знать важно.
ГОСТ 5264-80 (pdf) также дает нам понятие о том, каким должен быть зазор между деталями, как правильно готовить кромки, какая возможна геометрия кромок при сварке с одной, или с двух сторон, с подложкой под корень шва и т.д.
По евростандарту требования к подготовке деталей под сварку определяются по EN ISO 9692-1:2003 «Сварка и сходные процессы – рекомендации для подготовки соединений»
Если перед начинающим сварщиком стоит задание сварить две пластинки, то самые задаваемые вопросы звучат следующим образом:
- какой диаметр, или тип электрода брать?
- каким током варить?
- какой установить зазор между деталями?
Что нам рекомендуют стандарты по поводу зазоров? По ГОСТ5264-80, например, для трехмиллиметровой пластины кромки будут прямые с зазором между деталями 0-2 мм. Усиление шва предлагается в диапазоне от 0,5 до 2,5 мм, а ширина шва не более 7мм.
По EN ISO 9692 для односторонней сварки пластинки толщиной 3 мм предлагается готовить кромки с прямым скосом и зазором между деталями примерно 3 мм. Параметры выпуклости шва определяются по ISO 5817:2009.
При односторонней сварке пластинки 8 мм по ГОСТ5264-80 рекомендует делать V-образный скос кромок под углом 22 -27 градусов с притуплением кромок 0-2 мм и зазором 0-3 мм.
По EN ISO 9692 для такой же пластинки толщиной 8 мм и односторонней сварки угол раскрытия кромок выбирается ?=40- 60 градусов, зазор между деталями 0-4 мм, притупление 0-2 мм.
Как видите, как в ГОСТ, так и в евростандартах нет жестких цифр, есть диапазоны размеров. Какой именно зазор, или притупление кромок выбрать сварщик решает сам, исходя из марки и диаметра электрода, пространственной ориентации шва, тока сварки и своего мастерства.
К меню
Коротко про обозначение швов на чертежах
Как варить дуговой сваркой: техника и особенности, пошаговые инструкции новичкам
Сейчас люди используют большое количество способом сваривания металлов. И одна из самых распространенных и удобных методов является сварка электрической дугой.
Особенность ручной сварки электрической дугой это то, что нею можно воспроизвести любой шов, так что дуговая сварка очень универсальна, ее наверное самая употребляемая среди сварщиков.
Но самым большим сегментом остаются новички, для них такой вид сварки подходящий, поскольку позволяет легко работать в обычных домашних условиях.
Постулаты сварки дугой — без чего не справиться
Способ прямого действия самая распространённая техника создания шва при использовании ручной дуговой сварки. Это работает просто, электрод плавиться на зону заплавки без остановки, что обеспечивает качественный и непрерывный процесс заплавки шва.
Но помните, что не нужно работать на длинной дуге это чревато тем, что металл что плавиться с электрода окисляется на много быстрее, поэтому уже не запаивает так глубоко, часто появляться брызги, а это очень не безопасно, и под конец вы получаете не проваренный шов с элементами оксидов.
Что нужно знать про работу дуговой сварки, основные моменты
Когда мы говорим о технологии дуговой сварки, то можем назвать массу недостатков, но достоинства их перекрывают, температура при которой проводятся работы может достигать 5000 градусов и даже больше, мало какой метод может похвастаться такой прокалкой.
Именно эта особенность дуговой сварки и делает её универсальной, она может справляется с металлами любой толщины и химических свойств, даже с очень термостойкими металлами. Самая высокая температура поднимается в дуговом разряде.
Когда вы беретесь за дуговую сварки как электрической дугой, то для начала вам нужно разобраться в том как вообще работает эта дуга. Сначала поймите как дуга образуется и начинает свою работу, и когда вы это поняли то можете приступать к сварке деталей.
Вы можете разжечь дугу замыкая цепь, для этого будет достаточно коснуться концом электрода поверхности сварки и немного отдалить электрод от этой поверхности, такие, своего рода, постукивания.Когда вы это делаете начинает образовываться электрическая дуга. При сварке, чтобы ваша дуга горела стабильно и не гасла проводите конец электрода плавно по нужной вам зоне дуговой сварки, очень медленно, так чтобы электрод успевал плавиться.
Когда вы работаете с электродами на которые нанесено какое-о покрытие помните, что в них плавиться не только само покрытие, но и стержень внутри электрода.
Это важно помнить, потому что в процессе плавления покрытия на поверхности сварки появляются газы и шлаки.
Шлаки вступают в соединения с самим металлом и тогда на поверхность выступает покрытие. Это покрытие очень полезно для металла, оно защищает шов от соединения с разными газами в воздушной системе, как например азот или кислород.
Когда образуется шлак нужно дополнительно зачистить металл от его фрагментов это так же очень полезно для металла.
Покрытия электрод бывают разные, они не только защищают шов от влияния среды, используя газ и лаки, что выделяет электрод, а ещё гарантирует крепкое скрепление металлов между собой-это повышает качество сварочного процесса в общем.
Ещё с покрытым электродом вы можете работать с совершенно разными видами металла от цветных до черных, от листов до целых металлических глыб, дуговая сварка справиться с любым заданием.
Этими электродами вы можете беспроблемно работать с аргоново-дуговой сваркой или элементарно наплавлять металл, она справиться со всем диапазоном задач.
Самый основной плюс сварочного аппарата-его простота в использовании, с этим справиться даже новичок, но при этом такой аппарат способен решать действительно сложные задачи-это и делает его универсальным.
Нюансы и особенности
Но конечно существуют и недостатки, ручная дуговая сварка не продуктивна, вам не выйдет за день сделать большой объем работы потому что, все таки, в такой сварке доминирующим остаётся человеческий фактор.
Приступая к работе, хорошо разберитесь в том как работать с ручной дуговой сваркой.
Вы можете базироваться сварочное соединение на литье, прокате или поковке. Прокат остаётся самой распространенной базой для выполнения таких работ. В
ажным этапом является подготовка детали, если вы научились справляться с дуговой сваркой, то у вас не возникнет никаких проблем.Если за базу вы выбрали прокат, то помните, что перед началом работы его нужно подготовить.
Такая подготовка состоит из двух этапов на первом вам нужно сделать правку, вы можете сделать это вручную или не станке, а второй этап состоит из процесса зачистки материала, из которых вы уже можете вырезать заготовки.
Оцените визуально свои заготовки, если отрезки оказались кривыми то это нужно исправить, и подготовить борта для сваривания.
Гостовские документы пишут что, существуют основные способы, с которыми вы получите шов используя дуговую сварку, размеры будут в зависимости от толщины и материала, с которым будет проводиться сварка.
Когда все предыдущие этапы выполнены мы можете приступить к сборке. Следите что бы все было по норма кромки и расстояния между деталями.
На следующем этапе определите точность сборки, для этого под рукой должны быть измерительные щипцы, что-то для измерения длинны и сам шаблон, которого нужно придерживаться.
Потом нужно закрепить подготовленные элементы, это можно сделать скобами или прихватить маленькими швами. Проследите за сечением, оно не должно превышать треть самого шва, так же нужно все хорошо очистить от грязи, пыли, шлаков.
Потом вам нужно будет выбрать режим дуговой сварки-это важно, ведь от этого будет зависеть размер и форма соединения.Если вы сделаете напряжение ниже, то шов будет не таким глубоким, а вот площадь шва увеличиться. Чем сильнее будет ток на вашем сварочном аппарате, тем глубже будет провар.
Классификация сварочных аппаратов
Сейчас на ринке существует много разных материалов, что обеспечат вам разное качество дуговой сварки, много видов есть в ассортименте. С чем-то работать легче, с чем-то сложнее.
Так что если вы используете ручную дуговую сварку, то вам необходимо иметь хороший сварочный аппарат. Сегодня есть 3 основных вида таких аппаратов, что обеспечивают выполнение сварочных процессов.
Их классификация зависит от того источника прямого или переменного тока, что им необходим для работы.
Что такое сварочный трансформатор
Такая вещ как трансформатор хорошо подойдет, лишь для тех кто только начинает учиться, трансформатор простой в использовании, им легко управлять. Основой работы трансформатора то, что он понижает напряжение в сети до оптимального, при котором сварочный аппарат сможет работать без перебойно не перенапрягаясь.
Этот процесс зависит от базисной детали такой как-трансформатор. Трансформатор работает только на переменном токе.
Так что при работе с трансформатором вам нужно будет всегда регулировать подачу тока. В комплекте для этого есть первичная и вторичная обмотки.
Немного меняя их положения вы повлияете на силу подачи тока. Если прочитав до этих пор у вас все ещё возникают вопросы о том как же варить дуговой сваркой, то помните, что сварочный трансформатор более всего подходит для новичков.
Если вам нужно крепкие соединения, то вам подойдет такое аппарат. Самое важное подобрать электроды высокого качества, и самое основное что бы они подходили для переменного тока.
Коэффициент полезного действия такого аппарата очень высокий, работает практически с мощностью автомата. Ниже мы привели таблицу в которой опишем основные параметры таких сварочных аппаратов, что можно найти на наших рынках.
Как использовать сварочный выпрямитель
В функции выпрямителя входить выравнивание напряжения и преобразование и образование постоянного тока, при этом используя переменный. Выпрямитель состоит из следующих элементов.
Диодный блок, трансформатор на который положена функция понижения тока, механизм, что регулирует пуск и защиту. Если бы мы сравнили выпрямитель и трансформатор, по системе их построения, то было бы очевидно, что первый намного сложнее устроен.
Это и есть главный плюс выпрямителя, что они более удобны и намного качественнее в процессе работы. Дуга и ток, и главное шов, что выходит в результате имеет высокое качество работы.
Мы расскажем вас о преимуществах выпрямителей на примере одного из них, возьмем ВД-301. Как мы говорили выше, выпрямитель делает более прочные и крепкие соединения чем трансформатор.Но у всего есть свои минусы, несколько недостатков есть и у выпрямителя. Выпрямитель имеет огромные размеры, так что где-то его расположить не легко при этом он для работы с ним нужно очень высокое напряжение, а это ослабляет всю сеть.
Как использовать инвертор
Если то о чем вы говорили ранее давно существует на нашем рынке и уже вошло в широкий обиход пользователей дуговой сварки, то такая вещь как инвертор остается новацией, появилось на нашем рынке оно совсем недавно.
Характеристики инвертора таковы, что он работает на высоких мощностях и с частотой более пятьсот Герц. Если вы передаете энергии при помощи инвертора, то это уже не габаритная машина как трансформатор.
Вы сможете использовать что-то более компактное, главное чтобы оно обеспечивало протекание постоянного тока при всем времени работы инвертора. Весь инвертора в районе 10 килограммов.
Это делает прибор удобным и портативным, очень удобно в использовании. Построение инвертора это-два выпрямителя, схема управлению и устройство, что преображает переменный ток. Инвертор характеризуется как аппарат, что может работать очень стабильно.
Используя ручную сварку дугой помните, что это совсем не просто, тем более для новичка. И если вы хотите сделать этот процесс легче, то вам нужно просто со старта подобрать хороший аппарат, это много чего облегчит.
Первое на что смотрите покупая сварочный аппарат-это то в какой диапазоне он может извинять сварочный ток. Именно эта характеристика свидетельствует о том, что аппарат мощный или не очень.
Еще посмотрите на то насколько быстро аппарат может разжечь дугу, если аппарат будет это делать долго, то эффективность вашей работы упадет в разы.Чтобы определить все эти показатели не нужно быть профессиональный сварщиком, вся информация находиться в упаковке или в инструкции. Рекомендация! Если вы видите что указан параметр 60-80 В, то такой аппарат разжигает дугу очень быстро.
Правила безопасной работы со сваркой
Как мы писали ранее ручная дуговая сварка такой процесс, что требует много внимания и опыта, от того кто совершает эту не простую работу. При такой сварке стоит помнить правила безопасности.
Используйте щиток для защиты. На вас всегда должны быть перчатки и защитный костюм, что не воспламеняется. Все это защитит вас от ожогов, а это очень частое явление при таких работах, тем более если вы только учитесь.
Как говорилась ранее, возможны брызги металла и если они попадут на тело возможно сильнейшие ожоги, будьте очень осторожны.
Важно перед тем как пристукаешь к работе проверить хорошо ли работает ваша оснастка, будьте бдительны проверь все он аппарата со шнурами до электродов.
А если вы только начинаете свой путь в этой сфере, то лучше посоветуйтесь со специалистом, или даже просто первые несколько раз постойте и понаблюдайте как это делает человек с опытом.
Хочется добавить, что сварка дугой это совсем не легкое занятие. И нужно много всего прочитать, попробовать, попрактиковаться и даже понаблюдать за работай специалиста перед тем как приступать к своей первой дуговой сварке.
Вам придется понять технологию работы каждого элемента и купить хороший дуговой сварочный аппарат. А если у вас большой объем работы и вы понимаете, что с ним вам не справиться, то лучше попросите помощь человека который в этом ориентируется.
А если вы будете следовать нашим инструкциям, по эксплуатации, выборе аппарата и техники безопасности, то все у вас должно получиться.
Как варить электросваркой правильно?
Знания о том, как правильно, с соблюдением технологий, варить электросваркой, позволят самостоятельно создавать различные виды металлических конструкций и изделий. При отсутствии опыта без проблем можно освоить азы и методики, а затем успешно применять их на практике.
Виды электросварки
Чтобы понять основы электросварки, нужно разобраться в сути самого процесса. Соединение металлических элементов происходит в результате локального расправления под воздействием высоких температур. Создаётся дуга, которая расплавляет металл, затем готовая конструкция остывает, становится прочной, цельной.
Создать дугу можно двумя способами:
- на постоянном токе;
- на переменном токе.
Для сварки постоянным током используются инверторы. Они создают дугу со стабильными электрическими параметрами, что упрощает процесс сварки:
- формируется ровный однородный шов;
- не разбрызгивается металл.
Многие инверторы имеют стандартные предустановки, оснащенные защитными функциями, которые позволяют контролировать текущие параметры. Они могут использоваться новичками или профессионалами.
Для сварки на переменном токе необходимо применять трансформаторы. Их преимущества: высокая мощность, неприхотливость к параметрам сети. Но при этом у них большой вес, высокий уровень шума. Кроме того, они могут создавать помехи в электросетях.
Инструменты
Для сварки потребуется подбор специального оборудования:
- подходящего по техническим характеристикам аппарата для сварки;
- электродов определённого состава, в зависимости от типа соединяемых металлов, их толщины;
- защитной маски, одежды, перчаток, обуви;
- молотка, щётки по металлу для удаления окалин или выравнивания швов;
- ёмкости с водой.
Новичкам необходимо взять аналогичные по составу и толщине элементы для подбора тока, напряжения. Также рекомендуется потренироваться создавать швы с требуемыми характеристиками, чтобы не повредить заготовки.
Площадка для сварки должна соответствовать правилам и требованиям безопасности. Площади помещения или участка должно хватать для удобства выполнения работ.
В случае проблем с электропитанием потребуется дополнительно подключать выпрямитель. Это позволит стабилизировать ток, напряжение, за счёт чего сформировать стабильную дугу.
Какие электроды использовать
Электросварка для начинающих представляет сложный процесс, если электрод был выбран неправильно. От его свойств зависит качество шва, равномерность, проплавляемость, отсутствие примесей и вредных соединений. Поэтому учитывают такие критерии выбора:
- стержень должен иметь максимально близкий состав со свариваемыми металлами;
- защитная оболочка должна защищать шов от образования окислов;
- следует соблюдать полярность подключения в зависимости от маркировки;
- параметры по току должны отвечать требованиям сварочного аппарата и толщине деталей;
- диаметр нужно подобрать такой, чтобы можно было сформировать шов с необходимыми характеристиками.
Как научиться варить электросваркой
Для обучения электросварке необходимо подготовить рабочее место, собрать все инструменты, обеспечить безопасность работы. Если все этапы осваиваются самостоятельно, то потребуется найти материалы для оттачивания навыков.
Начинающему сварщику важно научиться правильно оборудовать место для проведения работ:
- установить защитные экраны;
- убрать воспламеняемые или горючие материалы;
- обеспечить доступ к инструментам.
Нужно подобрать одежду, так как правильно сваривать металл электросваркой с ощущением дискомфорта крайне неудобно:
- одежда должна быть из плотных тканей;
- обувь с подбитыми гвоздями каблуками не допустима;
- на сварочной маске должно быть стекло с регулировкой затемнения;
- рекомендуется использовать спилковые перчатки.
Требуется соблюдать правила сварки металла:
- поверхности деталей должны быть зачищены от окалин, ржавчины, грязи;
- сварочный аппарат следует заземлить;
- при работе нужно соблюдать требования безопасности;
- следовать правилам выбранной методики сварки.
Как подключать электрод
Подключение выполняется к специальному фиксатору, расположенному на одном из концов кабелей. Различают два типа фиксирующих механизмов:
- винтовой, представляющий собой вращающийся фиксатор с зажимом;
- пружинный, позволяющий выполнить фиксацию при нажатии на специальную кнопку.
При использовании инвертора кабель массы подключают к плюсовой клемме, а с зажимом — к минусовой. При аргоновой сварке полярность меняют.
Начало сварки: зажигаем дугу
Зажигать дугу можно следующими способами:
- постукиванием — конец ударяется о поверхность детали несколько раз;
- проведение — вдоль линии шва быстро проводят электродом.
Важно заранее опробовать данные методы и подобрать оптимальный под решение конкретных задач.
Наклон
Удобными углами наклона электродов над поверхностью свариваемых деталей считаются от 300 до 600. Угол может формироваться такими способами:
- вперёд, позволяющий минимально нагревать металл;
- назад, прогрев деталей осуществляется на максимальную глубину для выбранного тока, шлак движется со скоростью закрытия сварной ванны.
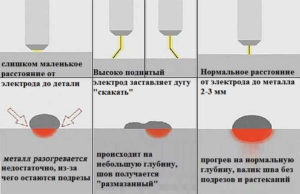
Чтобы полностью контролировать процесс, необходимо соблюдать расстояние от поверхности до электрода от 2 до 3 мм.
Движения
При перемещении электрода важно учитывать следующие критерии:
- следует заранее продумать оптимальную схему перемещения вдоль поверхности, чтобы получить шов с нужными характеристиками;
- скорость движения определяет на какую глубину будет проплавляться металл;
- формирование шва необходимо тщательно контролировать в процессе работы;
- важно не допускать приближение электрода к поверхности элемента ближе 2 мм;
- перемещение следует осуществлять только после формирования ванны.
Какие могут быть ошибки
При проведении сварочных работ своими руками новички могут допускать следующие ошибки:
- неправильно выбран режим работы сварочного аппарата;
- расплав в ванной сформирован не с той структурой, которая требуется;
- сила тока не соответствует металлу или его толщине, в результате чего наблюдаются проплавления или несваренные участки;
- неверно выбрана полярность подключения массового и электродного кабелей;
- сварочный аппарат запитан от нестабильной сети, в результате чего может выйти из строя и потребуется дорогой ремонт;
- сварные швы формируются без прихватов, за счёт чего стыковка элементов конструкции выполняется не в соответствии с требованиями по сборке;
- соединяются детали без зачистки до чистого металла;
- не соблюдены меры пожарной безопасности.
При отсутствии опыта сварочных работ рекомендуется использовать универсальные электроды диаметром 3,2 мм. Они позволяют обучиться азам за счёт отсутствия сложностей при регулировке аппарата, подборе скорости перемещения.
Сварка для начинающих сварщиков! Как я научился варить электросваркой?
Как варить электросваркой правильно? Ссылка на основную публикацию
Как правильно варить сваркой: сварить швы, научиться самостоятельно, электросварка для начинающих, как правильно
Чтобы научится хорошо варить сваркой, следует много практиковаться Моментов, когда требуется варить сваркой, существует неимоверное количество, причем это может потребоваться дома, на даче, в квартире, в гараже, в любом высотном здании, в частности, в таких сферах деятельности, как строительство или ремонт в домашних условиях, а также в сантехническом обслуживании, прокладывании водоснабжения и водоотведения и не только. Нанимать специалистов, чтобы провести сварочные работы, удовольствие не из дешевых, а потому многие предпочитают самостоятельно отварить необходимые элементы. Как сделать это правильно? Научиться работать электросваркой с нуля не просто, но вполне возможно, и для этого можно посещать уроки для начинающих, приобрести самоучитель для чайников или же, воспользоваться советами, представленными ниже.
- Рекомендации: как правильно сварить металл
- Варианты сварочных швов
- Советы: как научиться варить электросваркой самостоятельно
- О каких дефектах стоит знать, чтобы сделать правильный сварочный шов
- Предосторожности перед тем, как варить сваркой электродами
- Нюансы для начинающих в сварке
- Как правильно варить электросваркой (видео-уроки)
- Примеры сварочных швов
Чтобы сваривать полотна или трубы из металла, потребуется ознакомиться с техникой безопасности, изучить процесс работы, тщательно следовать технологии или нанять такого сварщика, как трубач.
Многие думают, что вполне достаточно узнать, как пользоваться электродами и то, как заварить швы, однако нужно знать все тонкости работы, особенно относительно соединения 2 разных металлов и того, какие нужны электроды.
Перед тем как приступить к сварке металла, нужно ознакомиться с рекомендациями специалистов и посмотреть мастер-класс
Теория – это одно, однако требуется курс практики, чтобы начать самостоятельно сваривать различные конструкции без оплошностей и вероятности возникновения протечек. К примеру, перед проведением сварки, должен быть зафиксирован каждый элемент при помощи стяжки, струбцин и других элементов.Необходимо знать:
- Какие могут возникать проблемы;
- Как избежать дефектов;
- Какова технология сварки конкретного вида элементов.
Помимо этого, могут потребоваться прихватки или, другими словами, поперечные швы, каждый из которых держит соединение стыков, и желательно устанавливать их на расстоянии в 10 см друг от друга.
Варианты сварочных швов
Существуют различные типы швов, которые могут отличаться между собой по различным факторам, в частности по тому, как проводится соединение металлических изделий. Именно это те самые азы сварки, которым обучают новичков.
Шов может быть:
- Встык;
- Внахлест;
- Тавровый.
Сварочные швы могут отличаться в зависимости от типа сварочного аппарата
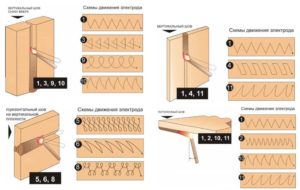
Профессия электросварщика очень сложная и требует порой слишком больших вложений по силам и энергии, так как сваривание металлических изделий может проводиться даже под потолком. Классификация шва может быть по тому, где они расположены в пространстве, и выделяют вертикальный, горизонтальные, потолочный типы.
Советы: как научиться варить электросваркой самостоятельно
Сварить самостоятельно металлоконструкцию за 1 день вполне возможно, если знать, сколько требуется электродов, какими именно нужно пользоваться и при условии, что изделие будет не слишком крупное.
А что еще нужно иметь в виду, чтобы научиться варить самостоятельно:
- Для сварщика важно не только правильно работать, но и изучить основы, в частности то, какой режим работы требуется для конкретного материала, так как металл может быть из стали, сплавов или из таких полотен, как цвет мет.
- Обязательно следует изучить методы, с помощью которых можно сделать конкретный шов.
- Нужно правильно подходить к выбору электродов и сварочной проволоки.
Если первоначально не требуется становиться профессионалом высшей категории, то обучиться сварке можно самому, если смотреть видеоуроки, рисунки со швами, а также изучать советы профессионалов. Обучение будет долгим, но возможно продуктивным, особенно, если постепенно стараться производить швы, увеличивая количество опыта работы.
Для начала сварки нужны электроды и непосредственно сам сварочный аппарат.
Чтобы хорошо научиться варить сваркой, стоит получить соответствующее образование
Многие предпочитают пользоваться ресантой, так как техника выдерживает длительные нагрузки, что позволяет быстро довести дело до конца.
При первых пробах работы со сваркой, лучше пользоваться действительно инвертором, а уже потом при большом опыте возможно и любым другим аппаратом. Что касаемо электродов, то желательно выбирать «3».
Пользоваться ими легко, а самое главное, они не перегружают сеть электричества.
В целом, сварочное оборудование делится на виды – трансформаторный, выпрямитель, инвертор. Почему популярность остается за инверторами? Они имеют компактные размеры, малый вес, и с ними очень легко справиться новичку. При первых шагах к изучению сварки, стоит брать более простые виды металла и желательно ровные элементы, чтобы не усложнять задачу.
Перед сваркой нужно подготовить:
- Ведро с водой;
- Молоток для сбивания шлака;
- Щетку из железа;
- Маску, которой проводится защита области лица и шеи;
- Перчатки из специальной ткани, пропитанной составом для исключения возгорания и прогорания полотна;
- Специальную одежду с длинными рукавами.
Не стоит забывать о том, что сварное дело пожароопасное, а потому рядом категорически запрещается находиться горючим или легковоспламеняющимся предметам, чтобы исключить серьезные последствия.
О каких дефектах стоит знать, чтобы сделать правильный сварочный шов
Делать красивые швы, у которых идеальный вид, не так просто, так как даже специалист с большим опытом работы не всегда может осуществить процесс максимально грамотно. Все зависит не только от того, соблюдаются ли правила и грамотно ли выбран угол наклона электрода, но и еще от множества моментов.
Стоит заметить, что любое обучающее пособие имеет данные о дефектах, ознакомиться с которыми нужно обязательно.
Правильный сварочный шов выглядит аккуратно и практически не отличается по толщине в разных местах
Есть критичные, а есть не критичные, то есть те, которые допустимо оставить без дополнительной обработки. Учимся тому, как отличить качественный шов от некачественного и почему возникают дефекты.Дефекты:
- Непровар – это дефект, при котором осуществилось недостаточное заполнение пространства стыка жидким металлом, это влияет на прочность соединения. Причиной может быть слабое напряжение, слишком большая скорость, с которой проводится движение электрода. После того как скорректирован ток и дугу сократили по длине, дефект должен устраниться.
- Подрез. Данный дефект свидетельствует о наличии канавки, идущей вдоль шва. Причиной может стать снова слишком длинная дуга, за счет чего шов не просто плохой, а широкий. Это приводит к неполному прогреванию металла, за счет чего края начинают быстро твердеть. Чтобы устранить проблему, стоит уменьшить длину дуги и повысить силу тока.
- Прожоги – это сквозные отверстия на стыках. Причиной становится высокий ток, если медленно вести электрод, и слишком большие зазоры между торцами деталей. Дефект можно устранить за счет коррекции режима сварки.
- Если на шве образуются поры, хаотично разбросанные по всей длине стыка, то это происходит из-за наличия сквозняка в помещении, за счет чего происходит сдувание газового облака с зоны работы или же, если металл покрыт ржавчиной.
Есть и другие дефекты в виде трещин, или попросту лопается шов, это возникает сразу после того, как металл остынет. Они могут быть продольные и поперечные. В зависимости от того, когда они образовались, они бывают холодными и горячими.
Предосторожности перед тем, как варить сваркой электродами
Независимо от того, где применяется ручная электродуговая кемпинговая сварка своими руками, должна соблюдаться техника безопасности, что отображает каждый учебник по сварочным работам.
Предосторожности:
- Категорически запрещено пользоваться дуговой сваркой на морозе и в помещении с повышенной влажностью.
- Обязательно должна присутствовать маска и защитный щиток, что позволит уберечь глаза от ожога.
- Одежда должна быть со специальной пропиткой, с которой будут скатываться искры и капли раскаленного металла.
При сварке металла следует обязательно использовать защитную маску
Руки нужно покрыть замшевыми перчатками или специальными брезентовыми варежками. В силу того, что сварочные работы проводятся при большой температуре, и вероятность возгорания очень высока, то процесс должен проводиться там, где рядом есть вода или огнетушитель.
Нюансы для начинающих в сварке
По делу сварки есть множество советов и даже свои секреты у каждого мастера, но есть ряд общих указаний, руководствуясь которыми, можно проводить работы и класть швы практически на профессиональном уровне, даже при самостоятельном обучении.
Нюансы:
- Обязательно нужно помнить о заземлении, а именно, есть специальный зажим, который нужно плотно наложить на деталь.
- Обязательно проверяется изоляция кабеля и то, насколько тщательно он заправлен в деталь.
- Как только подключена массы, выбирается сила тока, это зависит от вида электродов и от материала.
- Прежде чем зажигать дугу, нужно установить электрод относительно материала под углом в 60ᵒ.
Принцип действия сварки и схема проведения работы не слишком сложные. А именно, если начать медленно водить электродом по металлу, начнут образовываться искры, что свидетельствует об образовании сварочной дуги. Чтобы она возникла, электрод нужно держать так, чтобы пространство между ним и полотном составляло 5 мм.
В ходе работы будет происходить выгорание электрода, но не нужно спешить его двигать.
Начинающим нужно для начала делать небольшие сварочные швы
То, с какой скоростью нужно накладывать шов, зависит от того, какой он должен быть: тонкий или толстый. При залипании электрода, достаточно просто отвести или наклонить его в сторону. Прием простой, но эффективный. Стоит заметить, что есть такой термин, как сварочная ванна, и у нее могут быть различные размеры. Например, ширина в 8-15 мм, длина в 10-30 мм, глубина в 6 мм.
Формат зависит от:
- Места расположения – в помещении или в пространстве;
- Сварочного режима;
- Конфигурации каждой соединяемой детали;
- Размера и формы кромки;
- Скорости перемещения дуги.
Приемы из сварки можно использовать, чтобы сделать котел для отопления или же для соединения водопроводных труб. Мест применения сварочного оборудования просто множество, так как с его помощью ставят заборы, изготавливают детские площадки, собирают металлоконструкции высотных зданий, монтируют системы водоотведения, устанавливают перила и не только.
Имея не только навыки работы со сварочным оборудованием, но и соответствующее образование, можно обустраивать свой дом или участок всеми необходимыми сооружениями, а также устроиться на престижную работу. Естественно, в почете те сварщики, которые имеют полное представление о своей работе, режимах сварки, особенностях и нюансах этого дела.
Как правильно варить электросваркой (видео-уроки)
Очень просто отличить новичка от профессионала, так как он будет не слишком торопливым и придется переваривать швы далеко не один раз. Если требуются качественные сварочные работы, но не хватает опыта или знаний, то лучше доверить процесс профессионалам, способным осуществить все на высшем уровне и при этом предоставить гарантию качества.
Примеры сварочных швов
Узнайте, как правильно варить электросваркой

Сварку применяют во многих отраслях экономики РФ. Сварщики работают на строительных площадках, при этом занимаясь созданием подземных и наземных конструкций. Они работают на автомобильных заводах, энергетических комплексах, сельском хозяйстве и на нефтеперерабатывающих предприятиях.
Многие мужчины время от времени используют сварку при решении ремонтных работ в своих жилищах, сварочный шов считается одним из надежнейших способов для соединения деталей
Прежде чем начинать сварку металлов, сварщик должен подробно ознакомиться с инструкцией работы сварочного аппарата и с техникой безопасности при проведении сварных работ.
Начинающий сварщик обязан знать все о сварке: базовые основы сварки (технология сварочных работ), как правильно сваривать электросваркой предметы, определять подходящий сварочный режим и др.
В этой статье подробно говорится о том, как проходят сварные работы, а именно: как научиться варить электросваркой — как правильно варить инвенторной сваркой, каким образом надо использовать ручную дуговую сварку и как следует варить полуавтоматом.
С чего начать — подготовительный этап
До начала сварки надо подготовить следующие инструменты:
- аппарат для сварки,
- электродные элементы определённого размера и типа;
- молоточек для снятия шлаков;
- щётку.
Диаметр электродного элемента определяют в соответствии с толщиной металлического листа.
В этом деле следует знать правила безопасности при проведении сварных работ. Специалист по сварным работам должен иметь в наличии маску, на которой установлен световой фильтр, а также спецодежду с длинными рукавами и перчатки из замши.
Для работы потребуется защитная экипировка: маска со светофильтром, одежда с длинными рукавами, перчатки из замша, нужные инструменты
При проведении сварочных работ используют выпрямитель электрического тока и инвертор – техустройства, которые меняют ток с переменного на постоянный.
Технология сварочного процесса
Сварка металлов является высокотемпературным процессом. При варке различных металлических изделий происходит образование и удержание электродуги, которая связывает электродный элемент и сварочную деталь между собой.
Под воздействием дуги происходит расплавление изделия и стержня электродного элемента.
Затем, появляется сварная ванна, в которой смешаны металл и электродные элементы. Параметры такой ванны связаны с выбранным сварным режимом — их указывают в миллиметрах: длина равна 10–30 мм, ширина — 8–15 мм, глубина – 6 мм.
При расплавлении электродного покрытия около дуги и над сварной ванной возникает газовая зона. Она выталкивает воздух из сварной зоны и предотвращает попадание кислорода на металлы, которые уже расплавились.
Также в этой зоне появляются пары, которые вырабатывают металл и электродные элементы. Сверху швов появляется шлак, который предотвращает соприкосновение расплавленной детали с кислородом, что ухудшает качество сварных работ.
После удаления электродуги металл кристаллизуется и появляется шов, который объединяет сварные детали. Сверху шва находится защитный слой от попадания шлаков, который снимают после соединения сварочных деталей.
Технология ручной дуговой сварки
Сварка труб ручной дуговой сваркой — не самая лёгкая сварка для начинающих специалистов в этом деле. Обучение сварке должно проводится опытными людьми в этом деле, которые дают полезные рекомендации и исправляют недочёты новичков.
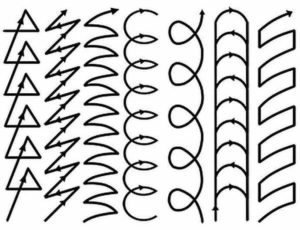
Во время сварочных работ электрод совершает определенные действия: поступательные, продольные, поперечные. Из данных комбинаций получаются разные виды швов. Самые применяемые представлены на рисунке
Чтобы сварка была качественной, надо следить за перемещением электродуги. Если образовалась слишком длинная дуга, то расплавленный металл окисляется, его капли разбрызгиваются по всему изделию, в результате чего шов становится пористым.
Ручная дуговая сварка имеет такие преимущества:
- такую работу делают в отдельном помещении;
- для подобной сварки выпускают много электродов;
- можно быстро перейти от одного сварного изделия к другому;
- сварочные аппараты, применяемые при таком сварочном процессе, можно с лёгкостью переместить из одного места в другое.
В то же время дуговая сварка металлов имеет несколько недостатков:
- при такой сварочной работе выделяется много вредных веществ;
- обладает низким КПД в отличие от других видов сварных работ;
- качество выполняемых сварных работ напрямую связано с квалификацией сварщика
Выполнение сварки полуавтоматом
Сварка полуавтоматом — не самое лёгкое сварочное дело. До начала сварки деталей полуавтоматом, следует внимательно ознакомиться с инструкцией к этому аппарату.
Настройку полуавтомата можно сделать таким образом:
- сначала следует вычислить силу тока, которая определяется исходя из толщины сварного металла. Информацию об этих 2 параметрах можно найти в инструкции к полуавтомату.
Сварка полуавтоматом считается некачественной при низком токе сварки;
- сделать настройку скорости подачи сварной проволоки. Скорость надо настроить на сменных шестёренках, которые входят в комплект подобного аппарата;
- установить нужное напряжение и силу тока;
- провести проверку правильности установки режимов на пробной детали;
- кликнуть по кнопке «Вперёд»;
- добавить в воронку флюс;
- сделать установку держателя — наконечник мундштука должен находиться в сварной зоне;
- по окончании настройки сварного аппарата надо открыть заслонку флюсовой воронки, кликнуть на кнопку «пуск» и чиркнуть по сварочному месту. В итоге на дуге появиться огонь, и начнётся процесс варки.
Полуавтомат для сварки произведет высококачественные работы с различными марками стали
Азы электродуговой сварки
В различных инструкциях о том, как правильно варить электросваркой, делают акцент на начале сварочного процесса. Первая электросварка для начинающих специалистов в этом деле должна проходить под контролем опытного сварщика, который исправляет недочёты и даёт рекомендации новичку.
Сварка электродом начинается с надёжного закрепления детали. Для того чтобы не возникло пожароопасной ситуации, следует налить в ведро холодную воду и поставить его около сварочного места.
Нельзя заниматься сварочной работой на верстаках из дерева и поверхностно относиться к любым обрезкам применяемых электродных элементов.
Для того чтобы электрическая дуга загорелась, нужно выполнить следующие действия:
- прочно закрепить зажим «заземление»;
- изолировать кабельный провод, после чего осторожно заправить его в держатель;
- выставить на сварном аппарате значение тока — в соответствии с определённым диаметром электродного элемента;
- установить электродный элемент относительно сварочной детали под углом, равным 60 градусам;
- нужно осторожно провести электродом по металлической поверхности – и она заискриться;
- подвести электродный элемент к металлу и приподнять его на высоту, равную 5 мм.
Если вышеперечисленные действия были проведены в правильном порядке, то дуга загорится.
Зазор, равный 5 мм, надо соблюдать во время проведения сварочный работы — от начала до конца.
При правильной сварке металла электросваркой электрод медленно выгорает, в связи с чем его аккуратно приближают к металлу. Нельзя быстро перемещать электродный элемент, потому что он может залипнуть. При возникновении такой ситуации придётся немного отодвинуть его в сторону.
Если сама дуга не зажглась, следует увеличить силу тока.
После того как дуга зажглась, надо медленно передвинуть электродный элемент по горизонтали, делая им небольшие колебания. Металл, который уже расплавился, в такой ситуации будет приближаться к центру дуги.В итоге образуется шов с маленькими волнами.
Если при сварке деталей произошло полное выгорание электродного элемента, а шов ещё не до конца сделан, сварочную работу приостанавливают.
В такой ситуации надо поменять старый электродный элемент на новый, убрать шлак и возобновить сварочный процесс.
Далее, на расстоянии 12 мм от шва углубления — кратера, следует зажечь дугу. При этом надо подвести электрод к кратеру таким образом, чтобы появился сплав прежнего и нового электродных элементов, после чего нужно возобновить сварку шва.
Траектория движения дуги при сварке деталей имеет 3 направления:
- поступательное. Дугу перемещают вдоль электродной оси. В таком случае сохраняется длина дуги;
- продольное. В такой ситуации образуется ниточный ролик сварки. Его высота связана со скоростью перемещения и длиной электродного элемента.
В итоге образуется тонкий шов. Чтобы он не исчез, при перемещении электродного элемента вдоль шва надо делать поперечные движения;
- поперечное. В этой ситуации в результате колебательных движений устанавливается конкретная ширина шва. Амплитуда таких колебаний устанавливается в зависимости от размера швов, их положения и др.
Опытные сварщики применяют все 3 направления движения дуги.
Особенности сваривания трубопровода
Дуговым электросварочным аппаратом делается сварка вертикальных швов, которые расположены сбоку трубки. В такой ситуации делают горизонтальные сварочные швы – по дуговой окружности.
Трубки из стали соединяют встык. В такой ситуации делают сварку всех кромок — на уровне высоты трубных стенок.
Чтобы снизить объем наплывов внутри трубки, необходимо установить угол наклона электродного элемента по горизонтали, равный 45 градусам.
При сварочных работах внахлёст высота швов составляет 3 мм, а ширина – 8 мм.
Прежде чем варить трубы электросваркой, необходимо провести следующие действия:
- удалить с детали лишние частицы;
- выпрямить торцы трубки, если они деформированы;
- очистить кромку. Зачистить 10 мм снаружи и внутри трубки, которые прилегают к кромке — до появления блеска.
После выполнения подобных действий можно начать сварку.
Все стыки нужно постоянно очищать от шлака — вплоть до окончания сварочного процесса.
Все участки соединения трубок, ширина стенки которых доходит до 6 мм, делают минимум в 2 слоя.
Если ширина трубной стенки равна 6–12 мм – делают 3 слоя, 19 мм и более – 4.
Особенность сварки трубок заключается в том, что с каждого шва, накладываемого на стык труб, удаляют шлаки, после чего делается следующий шов.
1-й шов расплавляет все кромки.
Если на первом шве видны трещины, их надо выплавить и снова заварить элемент изделия.
2-й и последующие слои делают при вращении трубки.
Начало и конец каждого слоя следует совмещать с предыдущим на 15–30 мм.
Последний слой делают на гладкой поверхности, при этом плавно переходя на основной металл.
На данный момент сварка оцинкованных труб считается самым дешевым способом возведения подземных и надземных конструкций.
Завершающий слой в процессе сварки должен быть макисмально ровным с плавными переходами на основной металл
Цинк хорошо защищает трубки от коррозии и возникновения ржавчины, потому оцинкованные трубы по качеству не уступают нержавейкам.
Кроме того, оцинкованные трубы имеют приятный внешний вид, поэтому их часто используют при создании оригинального дизайна того или иного здания или сооружения.Таким же образом делается сварка оцинкованного металла, который применяют в строительстве.
Самостоятельная сварка считается сложным занятием. Прежде чем приступить к такой работе, надо изучить правила сварочного процесса и научиться выполнять лёгкие сварочные работы для начинающих специалистов в этом деле.