Как сварить медную трубку
Сварка медных труб тонкости проведения работ
Источником получения энергии в данном способе является газовый баллон. Сварка меди, выполненная по такой технологии, позволяет получить надежное и качественное соединение. Ввиду того, что медь обладает повышенной теплопроводностью, следует применять пламя с усиленной мощностью. Рекомендуемые значения:
- 150 литров за час при толщине трубы менее 10 мм;
- 200 литров в час – для всех остальных изделий.
Некоторые хитрости, выполняя которые, сварка меди газовым баллоном будет успешной, правильной и высококачественной:
- Все действия необходимо выполнять быстро, не прерываясь. Так можно минимизировать контакт расплава с кислородом и избежать нежелательных трещин;
- Пламя лучше использовать восстановительное;
- Направлять пламя на трубу необходимо под прямым углом;
- В качестве присадки рекомендуется использовать медную проволоку или любую другую металлическую при условии, что она содержит раскислители;
- Кромку трубы необходимо зачистить до чистого металла;
- Тепло газовой горелки следует распределять таким образом, чтобы присадка плавилась раньше трубы;
- Для увеличения прочности сварочного шва, после сваривания изделия необходимо проковать. Делают это в холодном состоянии при условии, что толщина стенки изделия не превышает 5 мм;
- Затем следует поддать шов отжигу при температуре 500 – 550 градусов;
Температура менее 500 градусов станет губительной для меди, она спровоцирует потерю прочностных характеристик.
Последним этапом станет опускание в холодную воду.
Аргонодуговая сварка меди, именуемая также ТИГ, выполняется с помощью аргона, или смеси аргона и гелия. Кроме того, для осуществления сварочного процесса, как в промышленных, так и в домашних условиях, потребуются вольфрамовые электроды.
Вольфрамовые электроды относятся к неплавящимся и характеризуются хорошей устойчивостью дуги.
Особенности выполнения соединения:
- Если применяются вольфрамовые электроды, сваривание необходимо производить при постоянном токе;
- Электроды лучше зачистить до чистого металла перед свариванием;
- В процессе работы электроды рекомендуется направлять на поверхность шва;
- В некоторых случая допускается использовать плавящиеся электроды.
Более детально технология ТИГ сваривания изображена на рисунке:
Дуговая сварка меди позволяет выполнить высококачественное соединение при правильном соблюдении технологии.
Основные способы сваривания меди с нержавейкой
Нержавейка и медь достаточно различны по своим составам, самый распространенный способ их сваривания – аргонодуговой. Также возможно применение электродуговой, совсем редко – ультразвуковой сварки.
Ручная аргонодуговая сварка
Данный тип сварки выполняется с повышенной силой сварочного тока, это вызвано высокой способностью меди к теплопроводности. В некоторых случаях допустимо применение стальной подкладки. Суть ручной аргонодуговой сварки – в образовании сварочного шва с помощью расплавления присадочного материала.
Для выполнения сварочных работ берутся неплавящиеся вольфрамовые электроды. Если вместо аргона используется другой газ (азот), то в этом случае необходимо применять графитовые электроды. Аргон на 38% тяжелее кислорода, что позволяет успешно вытеснять его из области сварки.
Аргонодуговая технология позволяет добиться содержания железа в сварочном шве до 10%. А если применить холодную сварку, то его содержание будет более 10%. Чтобы увеличить итоговую прочность шва, его дополнительно легируют с помощью цинка.
Необходимая техника:
- инвертор или другой источник питания, подходящий для аргонодуговой сварки;
- вольфрамовые электроды;
- аргон;
- редуктор;
- присадочный материал;
- защитные элементы (сварочная маска, перчатки и т. д.).
https://.com/watch?v=6zZS5FoNzPs
Электродуговая технология сваривания
Этот универсальный способ сваривания можно применять и для сварки меди с нержавеющей сталью. Электродуговую сварку необходимо выполнять с помощью источника большого тока с невысоким напряжением. Технология электродугового метода одновременно позволяет произвести плавку металла электрода (или присадочного материала) и соединяемого металла, вследствие этого формируется сварочная ванна.
Между электродом и металлом возникает дуговой разряд. Расплавление происходит за счет локального распределения тепловой энергии дуги, образовывая сварочную ванну и защитный шлак.
Необходимое оборудование:
- источник питания;
- плавящиеся или неплавящиеся электроды;
- молоток, зубило;
- металлическая щетка;
- присадочный материал;
- защитная одежда (маска, перчатки).
Ультразвуковая сварка
Данный вид сварки используется только в промышленных сферах. Сущность данного способа в преобразовании электрических колебаний в механические. Чаще используют для сваривания пластмассы, но возможно использование и для цветных металлов.
Оборудование:
- источник питания;
- кронштейн для крепления;
- система преобразования колебаний;
- привод для увеличения силы давления.
Как правильно паять медные трубы своими руками
В частном хозяйстве и на производстве пользуются всего двумя методами пайки изделий из меди и сплавов:
- Пайка при высокой температуре, так называемая «твердая пайка», когда припой плавится в диапазоне 600C-900C. Чтобы запаять медную деталь, пользуются тугоплавким припоем, и получится прочный надежный шов, выдерживающий большие механические нагрузки;
- Низкотемпературная «мягкая» пайка (≤ 450C) используется в быту. Для соединения трубок или заделки трещины применяют легкоплавкий припой.
Чтобы получить надежный результат, используют следующий инструмент для пайки медных труб:
- Труборез, болгарку, электролобзик, ножовку по металлу;
- Фаскосниматель, которым зачищают отрезанные торцы медных труб;
- Паяльник – электрический разной мощности, газовый, или старой конструкции, нагреваемый на открытом огне. Также иногда пайку проводят паяльной бензиновой лампой или сварочной газовой горелкой. Электропаяльники подходят для пайки твердым и мягким припоем, газовые лучше подходят для работы с твердыми припоями и соответствующими присадками типа буры;
- Расширитель – устройство, которое расширяет торец одного изделия, чтобы его можно было вставить в обрез второго;
- Припой выбирается для каждого режима. Для твердой пайки магистрали отопления подойдет медная проволока с примесями фосфора, для низкотемпературного соединения – оловянный припой с добавками свинца;
- Присадки (флюс) могут быть жидкими и твердыми, кислотными или щелочными, и предназначены, чтобы очищать паянные поверхности от окислов. Самый распространенный в быту флюс, чтобы запаять медные изделия – канифоль и бура.
Если проводится ремонт большой площади, то для регулирования температуры плавления припоя пользуются строительным промышленным феном с насадками разной конструкции, позволяющими регулировать поток и направление горячего воздуха. Из инструмента и приспособлений также пользуются шлифовальной шкуркой, металлической щеткой, ветошью, кистями.
Особенности работы с медью
Хотя сварку медных деталей можно производить с помощью специальных электродов, все-таки для этих целей лучше всего использовать неплавящиеся электроды из вольфрама.
Такие электроды хорошо «проваривают» швы, в отличие от сварки обычными электродами, они получаются прочными, ровными и чистыми.
Вольфрамовые неплавящиеся электроды бывают нескольких видов: ЭВЛ и ЭВИ. ЭВЛ – это лаптанированные электроды, а ЭВИ – итерированные электроды.
Для сварки деталей из меди с помощью аргона используют именно итерированные электроды из вольфрама. Если толщина медных деталей свариваемых аргоном превышает 5 мм, то применяют обязательную разделку кромок.Без разделки кромок всю толщину металла невозможно будет прогреть, так как медь обладает высокой теплопроводностью.
Следует знать, что для металла толщиной 5 – 12 мм используют одностороннюю разделку, а если толщина металла больше указанной, то разделывают обе кромки обрабатываемой детали.
Качество сварного шва также зависит от примесей, содержащихся в меди – чем чище медь, тем качественней шов. Кроме вольфрамовых электродов, также используется еще и присадочная проволока.
Присадочная проволока изолирует свариваемые детали от кислорода, который все же попадает в область сварки.
Материал присадочной проволоки непременно должен соответствовать составу того металла, который предполагается варить..
Поэтому в качестве присадки лучше всего использовать проволоку с содержанием каких-либо редкоземельных материалов.
Такие материалы полностью удаляют из швов кислород, но при этом не остаются в составе шва, как примеси марганца.
К сожалению, присадочная проволока из редкоземельных материалов весьма дорога, из-за чего немногие решаются ее использовать, отдавая предпочтение недорогой медной проволоке.
Сварка меди на автоматах или полуавтоматах под флюсом
При сварке меди для повышения качества шва и производительности в промышленности применяют . Процесс ведётся на автоматах или шланговых полуавтоматах вручную или механизировано. Сварку меди малой толщины успешно выполняют под
флюсом с неплавящимся электродом.
Подготовка металла под сварку
Кромки необходимо зачистить. Стыковые соединения меди толщиной 6-8мм собирают для сварки с зазором 1-1,5мм. При больших толщинах рекомендуется V-образная разделка с суммарным углом раскрытия 60°. В этом случае сварку выполняют без
технологических зазоров.
При сварке меди с зазором, стыковое соединение собирается на подкладке, иначе расплавленный металл будет вытекать сквозь зазор. Лучшие результаты получаются при использовании флюсовых подкладок, однако стоит помнить, что сильное поджатие
подкладок к металлу приводит к ухудшению формирования корня шва.
Перед сваркой медных изделий рекомендуется выполнять предварительный подогрев. При малой толщине свариваемого металла можно ограничиться местным начальным подогревом. При сварке большой толщины металла или при большой длине стыка рекомендуетсясопутствующий подогрев в процессе сварки. Температура подогрева составляет 250-300°C.
Проволока для автоматической сварки меди
Для сварки применяют проволоку из меди марок М1, М2 и М3. Если проволока тонкая, (до 3мм), то её предварительно нагартовывают. Если невозможно получить нагартованную тонкую медную проволоку, то применяют более упругую проволоку из бронзы марок БрОФ 4-0,3, Бр.Х-1, или Бр.КМц 3-1. При этом следует учесть, что применение
медной проволоки снижает риск образования трещин в сварном шве.
При автоматической сварке меди тонкой проволокой технологичнее будет использование автоматов с проволоко-протяжным механизмом, оснащённым двумя протягивающими роликами. Наряду с тонкой проволокой, можно применять проволоку диаметром 3,4,5мм. Проволоку, диаметром более 5мм для автоматической сварки меди не используют,
т.к. для этого необходимы специальные источники тока.
Через проволоку можно легировать металл сварного шва, вводя в него различные раскислители — кремний, марганец, фосфор и др. Но, лучшие результаты получаются
легированием через флюсы, особенно, керамические.
Плавленые и неплавленые флюсы для сварки
Из плавленых флюсов наибольшее распространение получили флюсы следующих марок:
Как варить медные трубы

› Интересное
12.01.2020
Сварка медных труб. Медные коммуникации обладают массой преимуществ. Трубопроводы, изготовленные из меди, обладают отличным сроком службы, прекрасными эксплуатационными характеристиками, выдерживают высокие нагрузки, перепады температур, давление, трубопровод из меди можно смело прятать в пол или стены, не боясь при этом за его целостность.
Трубы из меди применяются во множестве отраслей промышленности — от самолетов до водопроводов, а также в бытовых целях. Медь легко перерабатывается, почти не портится со временем — срок службы коммуникаций из меди может легко превысить срок службы самого здания.
Соединение медных труб — достаточно ответственная задача. Обычно для этой цели используется сварка, что мы и рассмотрим в этой статье.
Скажем сразу, что сварка медных труб — достаточно сложное занятие, поскольку медь сама по себе сваривается достаточно сложно — в частности, для этого необходимы специальные электроды и защитная атмосфера.
Идеальный материал для трубопровода
Способы сварки медных труб
Технология сварки меди, оборудование и электроды выбираются, прежде всего, в зависимости требуемой герметичности шва, назначения свариваемых труб и прочих желаемых характеристик соединения.
https://www.youtube.com/watch?v=n1mQng5Okk8
Как правило, применяется два метод соединения медных труб — это газовая (ацетиленовая) и электродуговая сварка. В качестве электродов для электродуговых работ могут применяться как плавкие, так и неплавкие электроды — мы рассмотрим оба вида.
Помимо этого, для соединения медных труб могут использоваться такие технологии, как соединение прессованием и соединение разъемными соединениями — для этого применяются различные соединительные элементы, фитинги и так далее.
Несмотря на то, что эти способы позволяют достичь достаточно прочного и надежного соединения, в данной статье они рассматриваться не будут, поскольку она посвящена именно соединению медных труб.
Сварка медных труб плавкими электродами
Ручная сварка медных труб с использованием плавких покрытых электродов дает возможность получать удовлетворительные свойства сварного соединения, однако состав шва будет иметь существенные отличия от состава металла самих труб — это происходит за счет легирования меди раскислителями во время сварочного процесса.
Раскислители для соединения меди вводятся в проволоку электрода и в его покрытие. При этом для добавок в проволоку электрода могут применяться кремний, марганец, олово, фосфор, цинк и так далее; в покрытие же добавляются такие материалы, как плавиковый и полевой шпаты, ферросилиций, ферромарганец, кремнистая медь и так далее, само же покрытие замешивается, как правило, на жидком стекле.
Недостатки этого метода сварочных работ — это сниженная тепло- и электропроводность сварного шва, особенно при работе медными электродами, сильное разбрызгивание, повышенная пористость шва и отличия его химического состава от основного металла.
В качестве плавких электродов используются такие электроды, как «Комсомолец-100», «МН-5», для бронз — «МНЖ5-1».
Возможна сварка меди плавкими электродами с использованием флюсового покрытия — в частности, может применяться керамический флюс типа ЖМ-1. Для того, чтобы повысить характеристики соединения, могут использоваться электроды из бронзы — это, например, электроды БрКМЦ3-1.
Сварка неплавкими электродами
Ручная и автоматизированная сварка медных труб может проводиться в защитной среде с использованием неплавкого электрода — чаще всего используются
вольфрамовые электроды толщиной до 10мм и присадочная проволока, помимо этого,
возможно использование и плавких электродов.
В качестве защитных газов используются аргон, гелий, азот. Последний наиболее целесообразен в использовании, так как такая сварка дешевле, а КПД разряда выше. При соединении труб малой толщины лучше использовать аргон, так как дуговой разряд в нем более устойчив.
Для сварки меди вольфрамовым электродом используется постоянный ток прямой полярности, материал электрода — чаще всего лантанированный вольфрам (электроды ЭВЛ) либо вольфрам с добавлением иттрия (ЭВИ), а также торированный вольфрам. Электрод располагается в плоскости стыка под необходимым углом, при необходимости трубы подогреваются до нужной температуры.Сварка меди и ее сплавов угольным и графитовым электродом применяется ограниченно, в основном для соединения малоответственных изделий. Электроды затачиваются на конус, ток прямой, полярность обратная. Возможно использование присадочных материалов с добавкой фосфора в качестве раскислителя, а также добавка в сварочную ванну флюса — как правило, для этого используется бура.
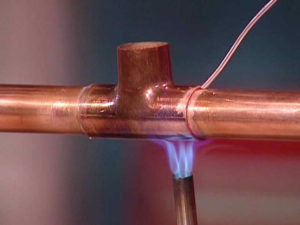
Газовая сварка медных труб
Сварка меди и ее сплавов может проводиться с использованием кислородно-ацетиленовой горелки.
Процесс газовой сварки меди
Рассмотрим этот способ подробнее.
До недавнего времени ацетиленовая сварка являлась основным процессом для сварки меди и медных сплавов, но сейчас ее вытеснили более совершенные сварочные процессы.
Существенный недостаток метода — значительная деформация труб за счет высокой температуры, а также повышенная зернистость соединения.
С помощью ацетиленовой сварки возможно соединение труб диаметром до 120мм и с толщиной стенок до 4 мм. Для сварки применяются присадочные стержни диаметром до 12 мм марок Св-08 и Св-08А.
Поворотные стыки сваривают за один проход, поворачивая трубу. Пламя при сварке делают нейтральным, расход ацетилена — около 100 литров в час на миллиметр толщины стенки.
Контактная сварка меди
Помимо вышеперечисленных методов, возможна и контактная сварка меди. Для контактной сварки меди широко применяются тугоплавкие электроды — их изготавливают из вольфрама и молибдена. При контактной работе с медью важно использовать качественный присадочный материал, поскольку сама по себе медь об
ладает плохими литейными свойствами.
Для того, чтобы шов, полученный контактной сваркой, обладал наилучшими характеристиками, рекомендуется использовать присадочный материал из чистой меди с добавлением раскислителей — это позволит добиться наилучших результатов контактной сварки.
Заключение
Мы рассмотрели различные способы сварки меди. Как несложно заключить, наиболее перспективной технологией является дуговая сварка в защитной среде с использованием неплавкого вольфрамового электрода и с добавлением присадочной проволоки подходящего состава — то есть с добавлением раскислителей, позволяющих добиться оптимальных характеристик сварного шва.
Как правильно паять медные трубы – материалы и инструменты, правила выполнения работ
Использование труб из меди и ее сплавов давно уже не выглядит чем-то необычным при обустройстве современных отопительных систем: таким образом все чаще оснащаются магистрали по транспортировке воды и газа, современные системы кондиционирование воздуха и холодильные установки различного типа. Проводя монтажные работы, важно знать, как правильно паять медные трубы.
Как соединяют медные трубы
При формировании неразъемных соединений из изделий данного типа в основном используется пайка. Этот давно известный метод стыковки медных изделий реализуется за счет насыщение контактной зоны специальным расплавленным сцепляющим раствором – припоем.
Изучая то, как спаять медные трубы, важно помнить, что для надежного сварочного контакта температура плавления припоя должна лишь немногим уступать аналогичном параметру соединяемых трубок. Проводя самостоятельную пайку медного трубопровода, важно соблюдать особенную аккуратность. Лучше всего перед этим хорошо изучить технологию, как сваривать медные трубы.
Достоинства сварного метода соединения медных труб
Медные сварные соединения имеют множество положительных отзывов относительно своей надежности, что делает их еще популярнее.
Среди наиболее значительных положительных качеств медной пайки можно выделить следующее:
- Сварные медные изделия получаются очень прочными и долговечными.
- Медь относится к наиболее простым в обработке и доступным материалам.
- Сварочный контакт имеет очень значительный простор при выборе наиболее подходящих условий – т.н. «регулировка режима сварки».
- Обустраивая соединение методом пайки, нет необходимости в наличии стандартных переходников и фитингов. Таким образом достигается заметная экономия финансов при организации системы отопления.
Какая бывает пайка, и какой инструмент необходим
Проводя специальные операции по свариванию труб разного сечения, в основном применяют такие температурные режимы:
- Высокотемпературный. Предусматривает термический прогрев участка плавления до +900 градусов. Обычно таким образом паяют заготовки, находящиеся под постоянными нагрузками.
- Низкотемпературный. Этот режим особенно подходит для бытового применения. Рабочая температура по линии контакта обычно не превышает в этом случае +450 градусов.
Чтобы процесс соединение трубок методом пайки происходил максимально комфортно, для этого понадобится наличие следующего инструмента:
- Специального захвата-трубореза, для получения ровного среза трубы по месту ее будущей стыковки.
- Оборудования для снятия фасок и удаления заусенец.
- Особенного расширительного приспособления, с помощью которого проводится подготовка места стыковки нужной глубины. Этот показатель обычно соотносим с диаметром стыкуемых труб.
- Сварочного аппарата или газовой горелки. Они и служат инструментом для пайки труб из меди.
- Термического фена, который быстро разогревает стыковочные участки до +650 градусов. Применяется в тех случаях, когда работа проводится легкоплавким припоем. Данный сварочно-разогревающий аппарат дает возможность достигать простого соблюдения требуемого температурного режима по месту пайки, с возможностью поддержки его в требуемых пределах. Как правило, в комплектацию приспособления входят сменные насадки, дающие возможность направлять горячий воздух строго на нужный участок трубопровода.
Все способы сварки медных труб своими руками: виды, плюсы и минусы каждого, особенности

Есть много способов сварки медных труб: индукционное соединение труб из меди, капиллярное соединение, разные тройники.
При этом в любой варке медных патрубков есть свои тонкости. В данной статье мы детально опишем, какие действия предпринять, чтобы соединение байпаса из меди саморучно получилось удачным.
Методы соединения труб из меди
Из самых простых методов — тройники для пайки медных труб. Ими легко пользоваться, для установки не нужны определенные навыки и механизмы. Но существует один нюанс: сварку с тройниками можно сделать только на патрубках, где есть резьба.
Как действовать, есть необходимо соединить стандартные гладкие байпасы из меди? Можно сказать, что возможно присоединить патрубки из меди при помощи фена.
Но это не очень хорошая идея. Да, такой прием может пригодиться (при наличии мощного строительного фена), но есть шанс, что вы перегреете металл.
Также существует индукционная сварка труб из меди. Ее просто сделать дома, поэтому не будем сильно останавливаться на ней.
Достаточно будет просмотреть видеообзор. Еще существует капиллярная сварка байпаса из меди. В нее входит сварка на высоких и низких температурах.Чтобы соединить детали, у вас должны быть припой для сварки и стандартная горелка на газу. Оба эти методы часто используемые и легки в выполнении дома, поэтому обсудим пайку труб из меди твердым сплавом для паяния при использовании горелки.
Способ на больших градусах
Варка медных патрубков при применении высокой температуры часто используется. Такое капиллярное соединение медного байпаса происходит при нагреве больше 500`. В работе используют обычные сплавы для паяния медных труб в связках.
Они должны содержать металлы тугого плавления, лучше, чтобы сплав для паяния был из меди. Благодаря такому припою, будет сформировано хорошее и крепкое соединение. Такой способ сварки также именуют твердой.
Сварка патрубков из меди твердым сплавом для паяния получается по причине нагрева металла до приблизительно 750`. В этом случае припой должен расплавиться от нагрева горелкой, а не от нагретого байпаса.
Это важное правило. Такое способ разумный, если необходимо соединить патрубки, которые будут проводить централизованный газ или высокотемпературные жидкости.
Способ на низких температурах
Капиллярное соединение медных труб на низкой температуре заключается в использовании тех же механизмов, но детали из меди спаиваются при минус 500`.
В виде сплава для паяния тут не подходит твердый материал, тут необходим мягкий сплав металла легкого плавления. Тогда лучше использовать олово и свинец.
Такое соединение именуют мягким. Еще одно различие от твердой сварки в том, что тут сплав для паяния расплавляется не от огня электрогорелки, а, как раз, от прогретого элемента до больших градусов.Поэтому такой метод сварки безопаснее для работы неопытным мастерам — возможность обжечься сводится к минимуму. Мягкая сварка хорошо подходит для соединения патрубков из меди маленькой ширины.
Как спаять элементы на основе меди
Кроме самого металла, необходимо приобрести стандартные дешевые устройства и компоненты. Для защиты элементов, пригодится пастообразный минерал. Помазок, чтобы его нанести. Твердый сплав для паяния (допустим и мягкий, исходя из варианта сварки).
Выбирая сплав для твердой сварки, изучите состав, в нем не должен содержаться свинец. При покупке сплава для паяния мягкой сварки, в нем, кроме компонентов олово и свинец, может содержаться еще серебро.
Независимо от задачи, в продаже есть сплав для паяния медного байпаса трех миллиметров.
Среди устройств понадобится прибор для нарезки металла, с ним можно нарезать патрубки. Заметьте, что прибор для резки труб должен быть хорошего качества, чтобы он не погнул металл при резке и не замял края.
Еще необходим инструмент, чтобы снять пастообразный минерал и щетка, чтобы зачистить байпас внутри. Также понадобится инструмент, чтобы расширять патрубки.
Важно помнить про самый необходимый прибор — горелку. Пламя надо настроить на узкое направление.
Если вы не можете работать с открытым огнем, но есть материальные средства, то купите паяльник для труб из меди. Его можно подключить к обычной розетке.Такой прибор способен работать при любом припое. Его можно взять в качестве замены других инструментов, но надо будет купить качественный аппарат.
Способ сварки труб из меди
Сначала, при помощи прибора для нарезки металла, отсеките части патрубка той протяженности, которая нужна. После нарезки, кромки байпаса могут иметь зазубрины, их надо убрать при помощи прибора, который снимает пастообразные минералы с металла.
Дальше, необходимо зачистить трубу внутри, применяя щеточку определенной длины. Надо обезжирить покрытие, применяя любой растворитель. Дальше, надо сделать патрубок шире прибором, чтобы присоединить пары труб воедино.
Сначала удостоверьтесь, что патрубки присоединены воедино достаточно плотно. Должен быть маленький зазор. Покрываем металл пастообразным минералом (только в области стыка патрубков).
Правила проведения сварки медных труб
При проведении отопления и трубопровода для снабжения водой применяются полимерные и медные составляющие. Сварка медных труб может проводиться даже неподготовленным рабочим, при этом применяются дополнительные приспособления, припои и фитинги.
Сварка медных труб горелкой
Особенности материала
Главным достоинством трубопроводов из меди считают прочность материала, устойчивость к коррозии и ржавлению, пластичность и гибкость, а также увеличенный срок службы. Вещество предотвращает размножение вредных организмов, а также уничтожают образовавшиеся колонии.
Монтаж медных труб своими руками проводят, учитывая:
- предназначение водопровода;
- значение температуры переносимого вещества;
- уровень внутреннего давления в системах;
- размерные характеристики;
- применение слоя защитной изоляции.
К недостаткам медных деталей относят несовместимость с другими веществами, особенно при повышенных температурах.
Плавкие электроды
При ручном соединении применяют покрытые электроды, которые расплавляются. В результате получают стык без дефектов, но место сварки медной трубы будет отличаться от основного материала. Такое явление происходит из-за присутствия дополнительных веществ, легирующих металлов.
Добавки содержатся в составе плавких электродов, для этого используют кремниевые, марганцевые, фосфорные, оловянные и цинковые присадки. В покрытие внедряют шпаты, кремнистую медь, материал на основе железа и марганца, а также ферросилиций. Для основания покрывающего слоя применяют жидкие стекла.
К недостаткам метода относят:
- понижение тепловой и электрической проводимости;
- образование большого количества брызг;
- появление пор в месте стыка;
- отличие состава шва от меди.
Для снижения дефектов применяют флюсовые присадки, а также стержни, состоящие из бронзы.
Неплавкие электроды
Соединение труб производят в защищенной среде, где применяют электроды не подверженные плавлению в процессе варки, состоящие из металлического вольфрама до 10 мм в толщину. Для обеспечения защитного облака в место шва подают аргон, гелий или азот.
Технологический процесс проходит при токе постоянного типа с прямой полярностью. В роли электрода выступает вольфрамовый стержень с добавлением лантана и иттрия. Перемещение происходит под определенным углом, используется дополнительный нагрев места сварки.
Электроды из угля и графита применяют для простых соединений, их точат под конус, используется ток прямого типа с обратной полярностью. Добавляют фосфорные присадки и специальные флюсы из буры.
Материалы и оборудование
Самым надежным соединением медных труб считают сварочные работы,. Стыковку рекомендуется проводить, применяя следующие приспособления:
- припои, которые выбирают для определенного материала;
- дополнительные фитинги;
- флюс в виде жидкости или пасты, для очищения места стыка от оксидного налета;
- для нарезки заготовок применяют труборез, при помощи которого подготавливают заготовки с ровным краем;
- сниматель фаски;
- для увеличения отверстий используют развальцовщик;
- газовые приборы для прогрева места сварки.
Техника соединения
При соединении медных труб своими руками соблюдают следующий алгоритм действий:
- нарезают заготовки нужного размера;
- зачищаются края для качественного соединения;
- расширяются отверстия, если же медные трубы будут применяться в отопительных системах при нагреве энергоносителя выше 110°С, устанавливаются фитинги;
- части деталей вставляют друг в друга, при этом выдерживается зазор;
- шов прогревается газовой горелкой;
- заполнить жидким припоем шов, предотвращают образование пустот и комков припоя;
- соединенные детали оставляют на некоторое время для полного остывания места сварки, запрещено перемещать отрезки медных труб.
При соблюдении всех пунктов алгоритма сварки труб из меди добиваются надежного соединения.
Флюс для сварки медных труб
Безопасность при сварочных работах
При соединении труб из меди при помощи сварки необходимо соблюдать требования безопасности:
- помещение, в котором производят сварку необходимо обеспечивать принудительной вентиляцией, так как при плавлении материала могут выделяться вредные вещества;
- применять меры осторожности при работе на аппаратах, потребляющих газ, запрещено вскрывать и ударять баллоны;
- категорически запрещено сваривать без спецодежы, защитных очков.
Соблюдение требований безопасности предотвратит травматизм при монтаже медных труб. Алгоритм действий позволит добиться долговечного соединения без дефектов.
Пайка медных труб — мастер класс
Правила проведения сварки медных труб Ссылка на основную публикацию
Сварка медных труб: тонкости проведения работ

Если вы планируете самостоятельно обустроить в доме медный трубопровод, стоит воспользоваться наиболее популярным методом проведения сварных работ — капиллярной пайкой.
- 1 Материалы и оборудование, применяемые для соединения труб
- 2 Инструменты, необходимые для пайки медных труб
- 2.0.1 При сварке и монтаже медных трубопроводов используются:
- 3 Технология сварки медных труб
- 4 Основные правила соединения медных труб путем сваривания
- 5 Меры безопасности во время сварки
Эта методика позволяет добиться прочного соединения, кроме того проста в освоении, благодаря чему применять ее может даже начинающий сварщик
Сварка труб
Такой способ соединения труб основан на капиллярном эффекте — припой, расплавленный до жидкого состояния, заполняет собой сварной шов и позволяет надежно соединить две поверхности. Капиллярная пайка, с подачей припоя снизу, дает возможность соединять медные трубы в любом положении, даже расположенные вертикально.
Чтобы надежно соединить медные трубы необходимо соблюсти ряд определенных условий
- Оптимальная температура спаивания медных труб должна быть выше 425 градусов, но нельзя при этом превышать температуру плавления меди.
- Еще один нюанс — при соединении труб их края нужно расположить как можно ближе друг к другу. Соблюдение этого условия крайне важно для правильного распределения припоя и получения прочного сварного шва.
- Вышесказанное относится к случаям, когда пайка выполняется с применением твердого припоя. Если же используются мягкие виды припоев, температура выше 425 градусов при сварке недопустима.
Вид используемого припоя, оказывает значительное влияние на итоговый результат сварки.
Поэтому перед началом сварных работ следует разобраться в их основных различиях и тонкостях применения.
Работая с медными трубами, наиболее часто пользуются следующими видами припоев:
- Стандартный. Он подходит для пайки меди, латуни, белой жести, а также может быть применен для лужения. Однако для трубопроводов, предназначенных под питьевую воду, этот вид припоя не годится.
- Мягкий. Такой припой чаще всего применяют для пайки в местах соединения труб и фитингов.
- Твердый (Rothenberger РОЛОТ).
Наиболее оптимальный вид припоя для сварки медных труб капиллярно-щелевым способом. Используется в процессе монтажа труб в трубопроводы различных систем отопления и водоснабжения.
Медные трубопроводы, соединенные с помощью Rothenberger РОЛОТ, применяются не только в отрасли водоснабжения, но и в газоснабжении.
Кроме того, такие трубы могут выступать в роли комплектующих к холодильным установкам, системам кондиционирования и маслопроводам.
Полезная информация! Если при монтаже медных трубопроводов был использован припой Rothenberger РОЛОТ, фитинги уже можно не применять.
Рассматриваемый припой относится к медно-фосфорным, а также содержит в составе серебро и имеет высокую сопротивляемость деформациям. Благодаря этому он широко применяется для сварки труб, которые эксплуатируются в условиях повышенных температур и значительных физических нагрузок.
Припой Rothenberger РОЛОТ
- Во время сварки медных труб медно-фосфорные разновидности припоев являются самофлюсующимися. А при пайке латуни и бронзы следует дополнительно использовать флюс, чтобы предотвратить образование окиси на металле.
- Припои медно-фосфорные, из-за наличия компонентов фосфора в их составе, отличаются некоторой хрупкостью. Поэтому нецелесообразным будет их использование для соединения алюминиевой бронзы и труб с содержанием никеля более 10%.
- Припои, содержащие серебро, аналогичны медно-фосфорным по своим характеристикам, но благодаря пониженному содержанию фосфора, они могут быть использованы для пайки цветных металлов.
Инструменты, необходимые для пайки медных труб
Для того чтобы своими силами качественно осуществить монтаж медного трубопровода, вам понадобится ряд специальных инструментов.
При сварке и монтаже медных трубопроводов используются:
- Труборез. Этот инструмент, который, как понятно из названия, предназначен для резки труб. Конкретная модель трубореза подбирается в зависимости от того с трубами какого диаметра вы будете работать и других особенностей монтажа (к примеру, трубы предстоит обрезать в труднодоступных местах).
Стоимость трубореза в основном зависит от его диаметра.
- Фаскосниматель. С его помощью обрабатывают края обрезанной трубы, а именно снимают фаску и грат. Фаскосниматели могут иметь вид карандаша или быть заключенными в круглый корпус.
Последние очень удобны в использовании, но имеют недостаток — непригодны для обработки труб диаметром более 36 мм.
Труборез
- Труборасширитель. Это устройство, широко применяемое в ходе монтажа трубопровода для расширения концов труб и позволяющее в некоторых случаях обойтись без дорогостоящих фитингов.
Решающим фактором для выбора модели труборасширителя также становится диаметр монтируемых труб. Работать он может как на ручном приводе, так от электричества (более производительный вид труборасширителя, подходящий для больших объемов работ).
Совет! Для эффективного использования труборасширителя, труба должна обладать достаточной пластичностью и легко гнуться. В противном случае перед расширением ее следует разогреть горелкой, иначе есть риск разрыва трубы.
Труборасширитель
- Специальные губки и щетки. С их помощью производится очистка труб, подготовка поверхностей к свариванию, а также зачистка сварных швов.
- Горелки газовые. Предназначены для пайки труб и их прогрева. В зависимости от припоя и вида соединений применяются различные типы горелок. Они бывают стационарными с перезаряжаемыми баллонами и более компактными — с одноразовыми. Горючим веществом в горелках, как правило, служит ацетилено-кислородная смесь или пропан.
Технология сварки медных труб
После подбора необходимого оборудования и выбора припоя наступает следующий этап работ — пайка труб.
Рассмотрим самые важные технологические моменты, которые следует учесть как при первичном соединении, так и, в случае необходимости, при ремонте медных труб.
- Для получения максимально однородного и прочного шва первоочередная задача — произвести тщательную очистку поверхности труб. Для этих целей обычно используются специальные губки РОФЛАЙЗ или щетки.
Также перед началом пайки нужно убедиться, что на свариваемых поверхностях отсутствует пыль, смазка или другие посторонние вещества, так как это может помешать правильному распределению припоя.
Обратите внимание! Перед пайкой медных труб нельзя очищать их поверхность абразивными веществами или инструментами.
- При сооружении медного водопровода, предназначенного под водоснабжение (горячее и холодное), а также под отопительные системы, рассчитанные на температуру не более 110 градусов, установка фитингов не является обязательной.
Чтобы выполнить такой монтаж, следует с помощью труборасширителя увеличить отверстие на конце одной из труб, которые планируется соединить, до размера пригодного для вхождения в нее второй трубы и наполнения припоем.
- Далее в расширенный конец одной из труб вставляется вторая на глубину не менее их диаметра. Оптимальный зазор между внутренней и наружной трубой при этом должен равняться 0,025-0,125 мм.
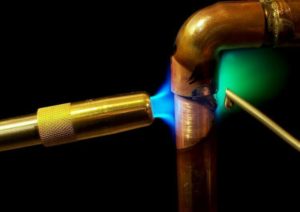
Прогрев места соединения медных труб
- Соответственно технологии, место соединения следует прогреть по всей его протяженности. При этом нужно постараться распределить тепло равномерно по всей окружности стыка труб.
В процессе прогрева стоит избегать излишнего (металл не должен при этом плавиться) перегрева стыка труб, так как это оказывает отрицательное влияние на надежность шва, и, соответственно, уменьшает срок службы трубопровода.
- Определить, достаточно ли прогреты трубы, можно прикоснувшись к ним прутком припоя, если он начал плавиться — нужная температура достигнута. Для того чтобы соединение получилось более качественным, перед началом пайки пруток припоя можно немного прогреть горелкой, следя при этом, чтобы не началось плавление.
Заполнение шва припоем
- Если поверхность соединяемых труб была тщательно очищена, то после того, как припой будет приложен к месту соединения, под влиянием высоких температур он начинает плавиться и заполнять собой зазор между трубами. Он имеет свойство двигаться в сторону источника тепла, поэтому трубы в месте соединения предварительно тщательно прогревают.
- После окончания пайки, трубы, во избежание деформации, выкладываются на ровную поверхность. Пригодными к дальнейшему использованию они становятся примерно через час после завершения сварных работ.
Для того чтобы сваривание и последующая установка медных труб были выполнены успешно, во время работы следует придерживаться ряда правил, а именно:
- Не стоит производить сваривание слишком длинным пламенем газовой горелки, поскольку уменьшенное пламя дает более качественный прогрев соединяемых поверхностей, а также способствует очищению соединения.
- Еще один важный нюанс — тщательное обезжиривание и очищение поверхности металла перед сваркой. Все действия при этом следует выполнять аккуратно, не нарушая целостности трубы. Недопустимо приступать к сварным работам не выполнив это условие.
- Перед началом нагрева, нужно убедиться, что все детали правильно расположены, имеют нужный размер и зазоры. Если зазор меньше, чем требуется по технологии, следует его увеличить, воспользовавшись труборасширителем с соответствующей насадкой.
- Если вы соединяете две медные трубы при помощи метода капиллярной пайки и используете медно-фосфорный припой, то флюс в этом случае не требуется, так как данный припой — самофлюсующийся.
Но когда медные трубы соединяются через фитинг из другого металла или с применением припоя другого вида, то с наружной стороны соединения нужно нанести немного флюса.
По завершении сварных работ и до начала установки труб и их монтажа, излишки флюса с поверхности металла обязательно удаляются.
Соединение через фитинг
- В процессе пайки соединяемые детали, равномерно прогревая, следует довести до необходимой температуры, не допуская при этом их нагрева до градуса плавления металлов. Если все-таки произошел перегрев и деформация участков трубы, то они отбраковываются.
- Циклы нагрева при пайке должны быть непродолжительными. Нагрев уже охлажденной детали заново не допускается, поскольку это ведет к снижению прочности соединений.
- Припой следует наносить непосредственно на сам сварной шов, контролируя при этом равномерность его распределения. Для большей равномерности шов прогревается при помощи газовой горелки.
Меры безопасности во время сварки
Сваривание медных труб, как и любой другой вид сварных работ, следует производить в строгом соответствии со всеми правилами и мерами безопасности.
Так как используемые при сварке припои, содержат кадмий и фтористые соединения, которые способствуют образованию опасных для здоровья токсических газов и дыма, приступать к выполнению работ можно только убедившись, что помещение хорошо вентилируется
Также не стоит забывать о правилах эксплуатации газовых горелок, как стандартных ацетилено-кислородных, так и с одноразовыми баллонами.
Газовые горелки не следует включать вблизи каких-либо легко воспламеняемых предметов и веществ, во избежание возгорания.
Если вы используете горелку со сменными баллонами, в процессе замены соблюдайте осторожность — не допускайте их падения и механических ударов.
Кроме того, во избежание ожогов и повреждения глаз, всегда проводите сварные работы в спецодежде и с использованием средств индивидуальной защиты — специальных очков со светофильтрами, респиратора и перчаток.
-урок. Монтаж медных труб.
-урок. Сварка медных труб.
Технология, приведенная в этой статье, позволяет выполнять монтаж медных трубопроводов, не используя дорогостоящие фитинги. Придерживаясь вышеописанных рекомендаций и обладая некоторыми базовыми навыками, вы без проблем сможете самостоятельно обустроить в своем доме медный трубопровод практически любой сложности.