Как сварить нержавейку инвертором в домашних условиях
Сварка нержавейки инвертором

В промышленном производстве довольно часто приходится сваривать нержавеющую сталь. Для этого существует специальная аппаратура с применением аргона, а сам процесс осуществляется дорогостоящими электродными материалами.
Такое оборудование отсутствует у домашних специалистов, и тогда на помощь приходит сварка нержавейки инвертором. Здесь существуют свои особенности, требующие специальных теоретических познаний и практических навыков.
Тем не менее, при желании, научиться соединять заготовки из нержавеющей стали сможет любой, даже начинающий специалист.
Особенности инверторного аппарата
Для того чтобы сгенерировать требуемый сварочный ток на обычной аппаратуре, необходима очень высокая мощность. Этот фактор является серьезным препятствием использованию подобной сварки в бытовых условиях. Прежде всего, ограничения накладываются из-за слабых электрических сетей, рассчитанных на силу тока, не превышающую 30 ампер.
Поэтому домашние мастера предпочитают сваривать нержавейку инвертором. В этих устройствах большие токи достигаются за счет внутренних процессов, путем изменения первоначальной вольтамперной характеристики на входящей разности потенциалов.
Входящий переменный ток изначально попадает в первичную цепочку устройства. Далее происходит его превращение в постоянный ток, движущийся ко вторичной цепочке.
Здесь выполняется уже обратная процедура преобразования, и постоянный ток вновь оказывается переменным, но со значительно большей частотой и сниженным напряжением.Подобные превращения осуществляются в режиме автоматики, исходя из состояния сварочной дуги во время горения. Сила тока, при этом, возрастает от 150 до 200 ампер, в зависимости от мощности данного инвертора.
При выполнении сварочных работ платы аппаратуры достаточно сильно нагреваются, что вызывает естественные потери мощности и снижение фактического КПД до 85-90%. Сам инвертор тоже сильно нагревается, поэтому работы проводятся в течение короткого времени.
Этот параметр определяется как продолжительность включения, устанавливаемая индивидуально для каждой модели. Допустимый период непрерывной работы того или иного аппарата отражается в технической документации.
По этим же показателям рабочие контуры устройства обеспечиваются максимально эффективной вентиляцией.
Чтобы сварка нержавейки инвертором была максимально качественной, прибор должен обязательно иметь установленный набор функций:
- Форсажный режим. Предназначен для кратковременного снижения рабочего напряжения на электрической дуге с одновременным ростом тока, при котором непосредственно выполняется сварка.
- Продолжительность включения составляет не ниже 40-45%.
- Кабельно-проводниковые соединения не должны превышать установленные размеры в 5-6 метров. Чрезмерное превышение этого показателя вызовет к существенные потери мощности непроизводительного характера и как следствие – перегрев кабеля.
- Показатели рабочего напряжения на входе используются в самом широком диапазоне. Благодаря этой функции, обеспечивается стабильная инверторная сварка нержавеющих стальных конструкций.
Еще до покупки оборудования рекомендуется внимательно изучить техническую документацию. Отсутствие нужных функций сделает невозможной качественную сварку, а некоторые модели вообще не способны соединять заготовки из нержавеющей стали.
Какие факторы учитываются при обработке нержавейки
При соединении заготовок из нержавеющей стали необходимо соблюдать определенные правила и быть знакомым с основными приемами работы с данным металлом. Это позволит избежать наиболее часто встречающихся дефектов и обеспечить высокое качество свариваемым соединениям.
Среди множества правил и требований, следует выделить три, которые нужно обязательно учитывать при выполнении работ:
- Физические свойства легированных сталей. Эти материалы активно взаимодействуют с окружающей средой и чутко реагируют на все изменения. Расплавленный металл, соприкасаясь с кислородом, вызывает реакцию с выделением углерода и последующим образованием по шву крупных пор. В связи с этим, жидкий металл требуется защитить от соприкосновения с внешними газами. Поэтому для работы применяются электроды, покрытые обмазкой, создающей в местах сваривания облако газа, выполняющее функции изоляции. Сквозь него сварщик может нормально просматривать шов и состояние сварочной ванны.
- Перегрев участка. Это случается при больших объемах работ или при длительной фиксации дуги в одной точке. Под действием высоких температур легирующие элементы выгорают и на металле, при попадании на него влаги, появляется ржавчина. Коррозия постепенно разрушает этот участок, и через некоторое время здесь может появиться течь. Специальные настройки позволяют снизить ток до 20%, от сварочного тока, используемого для соединения обычных сталей, и защитные качества нержавейки против коррозии остаются без изменений.
- Нержавеющая легированная сталь отличается более высокими показателями линейного расширения по отношению к обыкновенным черным металлам. В случаях нарушения каких-то правил, внутри нержавейки могут активно происходить многие негативные процессы, незаметные со стороны. Температура электрической дуги приводит к образованию расширенных размеров детали в конкретном месте сварки, а в процессе снижения температуры металл постепенно возвращается на свое место. В результате таких движений образуются микроскопические поры и трещины, нарушается герметизация и целостность в сварочном шве. В связи с этим, рекомендуется не только правильно настраивать аппаратуру, но и выбирать электроды с наиболее подходящими параметрами и со всеми необходимыми присадками. Как правило, они органично сочетаются со структурой нержавеющей стали и не дают возможности появиться разрывам при увеличении и сужении материала.
Как варить нержавейку инвертором
Большинство домашних умельцев, впервые столкнувшись с инверторным аппаратом, пытаются понять, можно ли сваривать с его помощью нержавеющую сталь в непроизводственных условиях, и на что, при этом, обратить особое внимание.
Что касается непосредственного соединения деталей, то сам рабочий процесс рекомендуется начинать с зачистки и обработки соединяемой поверхности и подготовки ее к сварке. При использовании рассматриваемого материала, она проводится так же, как и перед операциями с обычными низкоуглеродистыми сталями.
Прежде всего нужно сделать следующее:
- С поверхности детали удаляются все видимые загрязнения.
- Далее с помощью растворителей обрабатываются кромки и поверхности. Таким образом, производится обезжиривание, после которого электрическая дуга становится более стабильной.
- Налипание брызг предотвращается путем обильного нанесения на стальную заготовку специального вещества.
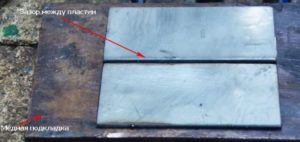
В шовном стыке нужно заранее предусмотреть некоторый зазор, обеспечивающий в дальнейшем максимально приемлемую усадку стального материала. Сварка нержавеющих деталей осуществляется током, подключенным с обратной полярностью. Выполняя операцию по соединению, нужно внимательно следить, чтобы проплавление шва было как можно меньше.
Электроды, применяемые для этой процедуры, выбираются малого или среднего диаметра. Толстые электроды применяются лишь при стыковке массивных заготовок. Неправильный выбор нарушит герметичность сварного шва, приведет к появлению в нем раковин, микроскопических трещины и других дефектов.
Качество соединения напрямую связано с силой тока, величина которого должна быть на 20% меньше показателя, применяемого при сваривании стандартных стальных деталей. Дома будет вполне достаточно диапазона от 60 до 160 ампер. Функция плавной регулировки дает возможность максимально точно выставить наиболее подходящий показатель сварочного тока, в зависимости от толщины соединяемых деталей.По завершении сварочного шва, рекомендуется дать ему некоторое время для остывания, после которого нержавеющей стали будут не страшны любые коррозийные воздействия. Для охлаждения используются медные прокладки, а отдельные марки металлов допускается охлаждать обыкновенной водой.
Какими инверторами сваривать нержавейку
Выбирая инверторное устройство для сваривания нержавеющих деталей, следует обратить особое внимание на следующие показатели:
- Рабочий температурный диапазон. Имеет большое значение, поскольку некоторые модели не могут в полном объеме выполнять свои функции, и не в состоянии сварить нержавейку при слишком холодной погоде за пределами помещения.
- Сила тока и величина мощности устройства. Для соединений нержавеющих деталей в бытовых условиях, рекомендуется воспользоваться оборудованием с выходным током 180 ампер. Более высокие показатели характерны для моделей сварочной аппаратуры, используемой в профессиональной сфере.
- Качество работ не должно снижаться, если номинальное сетевое напряжение отклоняется в пределах 20%.
- Дополнительные функции присутствуют в максимальном количестве.
Правильный выбор параметров оказывает прямое влияние на качество сварных соединений. Тем не менее, одних технических характеристик будет недостаточно без электродов, наиболее подходящих для выполнения конкретной работы. Здесь также имеется ряд факторов, которые необходимо учитывать при выборе этого расходного материала, перед тем как сварить детали.
Выбор расходных материалов – электродов
Для того чтобы варить нержавейку инвертором в домашних условиях, обыкновенные электроды совершенно не годятся. Для таких случаев предусмотрены специфические электроды с рутиловым покрытием. Они эффективно удерживают жидкий металл от разбрызгивания за пределы зоны, образуемой сварочным швом. Кроме высококачественной работы, эти материалы обеспечивают безопасность специалиста.
Подобные электроды обладают следующими преимуществами:
- Когда выполняется сварка нержавейки электродом с низкой продолжительностью включения, понижается теплоотдача в массив заготовки.
- Происходит снижение мощности, необходимой для выполнения сварки.
- Экономичное расходование материалов, снижение трудоемкости при зачистке сварных швов.
- Снижается глубина и протяженность зоны, подвергшейся термическим изменениям. Это особенно важно при сваривании массивных и толстых деталей и заготовок.
Для выбора наиболее подходящих электродов применяются таблицы, в которых учитывается толщина заготовок.
Cварка нержавейки инвертором

На производстве, при сварке нержавеющей стали, применяются аргоновые аппараты и дорогие вольфрамовые электроды. Это обеспечивает надежное соединение и эстетичный внешний вид.
Но если возникла необходимость сварить высоколегированную сталь в домашних условиях, то у малого числа сварщиков найдет аргоновый агрегат.
Возможна ли сварка нержавейки инвертором? На каких настройках она выполняется? Все ли электроды подойдут? Реально ли сваривать подобные материалы на самодельном аппарате?
Аппараты и настройки
Инверторы широко применяются в бытовой среде, когда требуется выполнить качественное соединение. Они функционируют от сети 220V, и небольшие по размерам, что удобно при высотных работах и транспортировке.
Преобразование электрического тока в несколько ступеней, с выходом высокочастотного переменного напряжения, позволяет лучше вплавлять присадочный металл и формировать ровные швы.
Относительно невысокая стоимость делает их лидерами продаж среди сварочных агрегатов.
Сварка нержавеющей стали может производиться инверторами любых моделей. Для работы в домашних условиях, как видно на некоторых видео, может быть использован самый простой аппарат инверторного типа. Подойдет даже самодельное устройство, чьи рабочие показатели соответствуют магазинным аналогам.
Немаловажной частью процесса являются правильные настройки инвертора для сварки нержавейки, соответствующие конкретной толщине изделия. Ввиду физико-термических свойств металла лучше применять следующие режимы и диаметры электродов:
| Толщина металла, мм | Диаметр электрода, мм | Напряжение, V | Сила тока, А |
| 1.5 | 2 | 13 | 40-60 |
| 3 | 3 | 15 | 75-85 |
| 4 | 3 | 16 | 90-100 |
| 6 | 4 | 18 | 140-150 |
Нюансы при сварке нержавейки
Как правило, нержавеющая сталь сваривается инвертором достаточно легко, если сварщик понимает основные принципы работы с этим металлом. Это помогает предупредить распространенные дефекты, и создать качественное соединение. Выделяются три проблемных момента, требующие конкретных мер при сварке нержавейки инвертором:
- Легированная сталь отличается повышенным взаимодействием с окружающей средой. Соприкосновение расплавленного металла с кислородом приводит к выделению углерода и образованию крупных пор на поверхности шва. Поэтому сварочный металл в жидком состоянии, нуждается в надежной защите от внешних газов. Для этого используются электроды со специальной обмазкой, изолирующие зону сварки искусственным газовым облаком. Консистенция последнего не должна мешать сварщику хорошо видеть сварочную ванну и шов.
- Обширные сварочные работы, или длительное удержание дуги на одном месте, ведут к перегреву участка. Это влечет выгорание легирующих элементов. В результате соприкосновения металла с влагой могут появиться пятна ржавчины. Данный участок становится подвержен коррозии и, со временем, дает течь. Применение вышеуказанных настроек аппарата, подразумевающих 20% снижение силы тока по сравнению со сваркой обычной стали, и ведение работы в шахматном порядке, поможет сохранить антикоррозийные свойства нержавейки.
- Линейное расширение легирующей стали выше, чем у «черного» металла, что влечет к активному невидимому процессу внутри материала. Под действием температуры дуги изделие в зоне сварки расширяется, а по мере остывания, стягивается на место. Подобное незримое движение ведет к образованию микротрещин и нарушениям герметичности стыков. Поэтому, помимо правильных настроек аппарата, необходимо грамотно выбирать материал присадочного элемента (электрода), способного органично взаимодействовать с основным металлом, и не «рваться» в процессе расширения/сужения.
Сварочный процесс
Чтобы успешно сваривать инвертером нержавеющую сталь в домашних условиях, следует придерживаться определенных этапов работы:
- Удалить с места стыка остатки краски, масла или мусора. Нержавейка довольно «капризный» металл, и плохо реагирует на подобные включения в сварочную ванну. Зачистка проводится металлической щеткой.
- Предварительная прокалка электродов поможет вернуть хорошие свойства их обмазке, что облегчит сварочный процесс и последующую обработку.
- При работе с краями соединения, которые толще 4 мм, необходима разделка кромок под 45 градусов. Это обеспечит хорошее проплавление и заполнение присадочным металлом зоны соприкосновения. Разделку можно выполнить «болгаркой» или напильником. В особенно ответственных изделиях скос кромок выполняется на фрезерном станке. Дополнительно, выставляется зазор в 1-2 мм между пластинами, что позволяет затечь раскаленному металл до самого основания шва.
- Если сваривать инвертором предстоит тонкий металл (1-2 мм), то потребности в зазоре нет. Наоборот, требуется плотно свети края соединения друг ко другу, и выполнить прихватки.
- При работе с толстыми листами железа (более 7 мм) рекомендуется производить подогрев изделия до 150 градусов. В домашних условиях это можно сделать паяльной лампой. Подобная мера позволяет избежать резкого перепада температуры при нанесении шва на холодный металл.
- Шов, при сварке нержавейки инвертором, выполняется на короткой дуге, и ведется немного быстрее, чем при сварке «черного» железа. Для повышения скорости провара не используют колебательные движения электродом. Шов получается узким, но не перегревающим материал. Электрод можно наклонить на себя или в удобную сторону, и удерживать его на 40-60 градусов относительно поверхности изделия.
- В конце шва необходимо выполнить «замок», предотвращающий последующие трещины и свищи. Для этого сварочную ванну выводят в сторону на основной металл, или на уже застывший предыдущий шов, и удерживая электрод на месте, прерывают дугу.
- После прекращения сварки изделию необходимо дать время остыть. Не стоит поливать его водой, ускоряя процесс, иначе высокий коэффициент линейного расширения негативно скажется на качестве стыка.
- Отбитие шлака производится спустя 5 минут, чтобы не оставить следов удара на мягком металле.
- Зачищенный шов осматривается на наличие дефектов. Если изделие предназначено для работы под давлением, то стоит произвести опрессовку. После чего можно проводить шлифовку и полировку для блеска нержавеющей конструкции.
Электроды для инвертора
Поскольку инверторные аппараты выдают переменный ток, электроды предназначенные исключительно для постоянного напряжения не подойдут. Можно использовать расходные материалы универсального предназначения по виду тока.
Хорошо зарекомендовали себя электроды с рутиловым покрытием, которые надежно защищают сварочную ванну и дают минимальное разбрызгивание горячего металла.
Данные электроды хорошо разжигаются и не «теряют» дугу при работе. Они удобны в заплавлении широких зазоров. Позволяют варить во всех пространственных положениях.
Для их производства используется проволока Св 08А. Диаметр колеблется от 2 до 5 мм.
Достойными представителями этого вида электродов являются:
- ОЗЛ-6;
- ОК-46;
- ОЗЛ-8;
- МР-3.
После окончания шва стоит беречь глаза, поскольку горячий шлак может самопроизвольно отскакивать.
После рассмотрения этих практичных советов и познавательного видео становиться понятно как варить нержавейку инвертором в домашних условиях. Тренировка на не ответственных стыках позволит отточить мастерство и приступить к чистовой работе.
Поделись с друзьями
Cварка нержавейки при помощи инвертора: особенности метода, правила выбора
Нержавеющая сталь относится к числу наиболее популярных материалов, ведь вот уже на протяжении более века человек использует ее для изготовления различных конструкций, активно применяемых в различных сферах. На основе ее создаются такие элементы, как болты, крепежи, баки, арматура, консервные банки и пр.
Когда же приходится производить либо ремонтировать те или иные изделия, то обычно прибегают к помощи ручной дуговой сварки нержавейки электродом, для которой применяется такой аппарат, как инвертор.
Далее речь пойдет о нюансах этого метода, положительных и отрицательных аспектах, а также трудностях, с которыми могут столкнуться новички при проведении ММА сварки.
Что представляет собой метод сварки нержавеющей стали электродом с применением РДС инвертора?
РДС нержавейки электродом представляет собой процесс, характеризующийся тем, что во время плавления стержня возникает газошлаковая защита благодаря наличию у используемого электрода покрытия. Она имеет вид шлаковой корки, которая разделяет зону дуги и сварочную ванну от окружающего воздуха.
Образованию сварного соединения способствует расплавленный металл элемента, а также металл электродного стержня. В международной практике эта технология получила специальное название — сварка ММА (Manual Metal Arc).
Где чаще всего применяется метод?
Особенности сварки нержавеющей стали при помощи инвертора является то, что она может использоваться в любой ситуации вне зависимости от пространственного положения.
При этом нужно помнить о том, что даже наличие опыта не гарантирует создания качественных вертикальных швов.
Прибегать к помощи ручной дуговой сварки покрытыми электродами имеет смысл тогда, когда необходимо создать короткие швы, что наиболее востребовано в мелкосерийном производстве деталей.
Подобный метод соединения изделий может применяться и при установке металлоконструкций лишь в том случае, если запланирован небольшой объем работ.
В большинстве случаев РДС нержавейки покрытыми электродами используют в тех случаях, когда выполняются прихватки во время монтажа конструкций под сварку. Также этот вариант может рассматриваться в случае, когда требуется устранить дефекты, имеющиеся на небольших участках шва.Этот метод может применяться и для наплавки.
В свете этого можно сделать вывод о том, что его можно использовать в тех ситуациях, когда приходится иметь дело с небольшим объемом работ. Он подходит и для сварки в личных и бытовых целях. В качестве соединяемых элементов могут выступать трубы, металлоконструкции, емкости, баки из нержавеющей стали и пр.
Плюсы и минусы метода
На фоне прочих методов сварки, например, сварки ТИГ, сварки в защитных газах плавящимся электродом МИГ/МАГ, сварки под флюсом, использование метода соединения нержавейки ММА обеспечивает ряд значимых плюсов:
- подобная технология предусматривает использование специального сварочного аппарата, отличающегося простой конструкции, доступной ценой и небольшими размерами;
- РДС ориентирован на соединение многих видов чёрных и цветных металлов, а помимо этого и разных сплавов, вне зависимости от их толщины;
- отсутствие необходимости в применении дополнительной флюсовой или газовой защиты;
- подобная технология применима в тех случаях, когда трудно добраться до обрабатываемого участка по причине малых размеров конкретного сварочного аппарата.
Вместе с тем у этого метода имеются и определенные недостатки:
- приходится регулярно удалять шлак, образующийся после создания шва;
- учитывая, что сварочный ток проходит в непрерывном режиме по всей длине электрода, приходится выставлять для него ограничение, поскольку в противном случае может возникнуть перегрев электрода, а это может закончиться разрушением покрытия;
- сварка подобным методом требует больше времени.
Как варят нержавейку инвертором в бытовых условиях?
Люди, которые впервые услышали об использовании для сварки инвертора, часто задаются вопросом, может ли применяться этот метод для соединения нержавеющей стали в домашних условиях. Также их интересует и то, каким моментам следует уделить особое внимание.
Еще до начала сварочных работ важно провести основательную обработку и подготовку поверхности к соединению.
В технологическом плане подобная обработка ничем не отличается от той, которую проводят с низкоуглеродистыми сталями:
- с поверхности заготовки необходимо удалить загрязнения;
- обязательной процедурой является обработка кромок и поверхностей, для чего используют растворители. За счет этой операции можно убрать жир, негативное воздействие которого заключается в ухудшении стабильность дуги;
- в обязательном порядке на обрабатываемую поверхность необходимо нанести препарат от налипания брызг.
Следует отметить, что сварной стык должен иметь зазор, благодаря которому удастся создать благоприятные условия для оптимальной усадки.
Для соединения нержавеющих сталей используют ток обратной полярности. Во время выполнения сварки важно следить за тем, чтобы шов проплавлялся как можно меньше.
для этих работ обычно не используют электроды, имеющие большой диаметр. Ими можно работать тогда, когда возникает задача по сварке толстых поверхностей.
При выборе электрода для металла определенной толщины рекомендуется использовать специальные таблицы, где приведены все необходимые данные. Если допустить ошибку с выбором электрода, то это приведет к нарушению герметичности шва, создаст риск возникновения микротрещин, раковин и пор. Причиной их появления является вскипание металла.Чтобы качественно сварить нержавеющие стали следует применять ток со значением ниже на 20% от того, который применяют для сварки низколегированных сталей.
Если планируется работать инвертором, предназначенным для эксплуатации в бытовых условиях и частном строительстве, то можно ограничиться выставлением диапазона 60-160 А.
Благодаря наличию плавной регулировки можно с максимальной точностью установить ток сварки, что положительным образом скажется на качестве шва. Специальные таблицы позволяют легко определить рекомендуемые значения для сварочного тока, которые определяются таким параметром, как толщина соединяемого материала.
Закончив работу с созданием шва, необходимо дать ему остыть, что позволит высоколегированной стали успешно противостоять воздействию коррозионных процессов.
Проблему охлаждения решают посредством медных прокладок. Если приходится иметь дело с аустенитной сталью, в качестве подобного решения может выступать обычная вода.
Как сваривать нержавейку инвертором?
Если вы решили варить нержавеющие изделия при помощи инвертора своими руками, то в первую очередь вам необходимо узнать, чем варят нержавейку. Разобравшись с этим, вам станет ясно, придется подготовить следующие материалы и инструменты:
- сварочный инвертор;
- электроды;
- растворитель;
- стальная щетка;
- средства для защиты тела: маска, перчатки и костюм.
Также следует позаботиться о наличии зажимов типа «крокодил» для заземления. Также в арсенале мастера должны присутствовать электрододержатели, силовой кабель для заземления.
В некоторых случаях они изначально входят в комплектацию инвертора. Однако в большинстве случаев владельцу приходится нести дополнительные расходы по их приобретению.
Лучше всего, чтобы кабели достигали в длину не менее 2 метров.
Актуальным для большинства владельцев является вопрос, какие электроды лучше использовать для сварки нержавейки. В значительной степени на успех при проведении этих работ влияет правильный расчет соотношения толщины металла и применяемого электрода.
Какие типы металлов можно сваривать нержавейку инвертором и особенности сварки таких металлов?Под ручной дуговой сваркой нержавейки с применением инвертора принято понимать универсальный технологический процесс, к которому прибегают для соединения цветных и черных металлов, а помимо этого любых сплавов вне зависимости от их толщины, однако чаще всего этот параметр имеет значение от 3 до 20 мм.
В ряде случаев сварка может проводиться с различными классами нержавеющей стали, однако это возможно лишь в том случае, если конструкция будет эксплуатироваться в определенных условиях, а сам процесс сварки будет осуществляться при помощи электродов определенных марок.
К числу таковых вариантов нержавейки можно отнести следующие:
- жаропрочные;
- коррозионностойкие;
- жаростойкие.
Электроды для сварки нержавейки
Если варить нержавейку планируется при помощи ручной дуговой сварки, что чаще всего выбор следует устанавливать на каких типах электродов:
Имеющие основное покрытие (СЭЗ ЗИО-8 d4,0, СЭЗ ЦТ-15 d5,0, ESAB FILARC 88S d3,2). Они подходят для сварки на постоянном токе обратной полярности. Причем роль покрытия здесь выполняют карбонаты кальция и магния.
Имеющие рутиловое покрытие (Lincoln Electric Omnia 46 D3,0, Межгосметиз Omnia 46 d3,0, ESAB OK 46.00 d3,0). В большинстве своем их изготавливают на основе двуокиси титана. Востребованы для соединения изделий при помощи переменного тока и постоянного тока обратной полярности. С их помощью можно поддерживать стабильное горение дуги и добиться сокращения количества брызг.
Чтобы понять, какие электроды для соединения нержавеющей стали будут наиболее подходящими, необходимо исходить из видов стали, которую требуется сварить.
Модели аппаратов для сварки нержавейки
Чтобы принять верное решение в пользу необходимого инвертор для РДС, при выборе следует обращать внимание на ряд моментов:
- рабочий диапазон температур. Этот параметр имеет важность по той причине, что отдельные модели не рассчитаны на выполнение своих функций в условиях низких температур в процессе проведения сварочных работ на улице.
- мощность и сила сварочного тока аппарата. Если планируется варить нержавейку в бытовых условиях, то выбор можно остановить на оборудовании для сварки, обеспечивающим выходной ток с показателем 180 А. Значение в 200 А и выше смогут обеспечить более профессиональные модели сварочных аппаратов.
- отклонение от номинального напряжения сети не должно превышать 20%, что не скажется на качестве сварки.
- следует обращать внимание на присутствие дополнительных функций, среди которых наибольший интерес представляют Hotstart, Arcforce, Antistick.
Заключение
Выбор инверторного аппарата для сварки нержавеющих сталей относится к числу наиболее важных параметров, который должен учитываться в обязательном порядке. Дело в том, что это непосредственным образом повлияет на качество соединения изделий. Причем этот параметр не является единственным, на который необходимо обращать внимание.
Не меньшее значение приобретает и тип используемых электродов, поскольку только применение наиболее подходящего для конкретной работы электрода может обеспечить создание надежного и прочного шва.
Выбирая электроды для инверторной сварки, следует учесть, что важно иметь навыки работы с этим расходным материалом, как и с самим сварочным аппаратом.
Все это тоже может повлиять на то, насколько долго будет держаться созданное соединение.
- Александр Романович Чернышов
- Распечатать
Сварка нержавейки для начинающих: электроды для сварки, технология работы инвертором и полуавтоматом

Вопрос №1.
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.
Сварочный инвертор аврора
Ответ:
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан.
Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE).
АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая.
Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
- Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
- Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
- Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.
Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист.
Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм
Лучше всего сваривается нержавейка с пониженным содержанием углерода.
В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
- линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.
Электроды ММА для нержавеющих сталей
Вопрос №2.
В гараже стоит инвертор для РДС (ММА). Есть работа по сварке нержавеющей стали. Подскажите, какие электроды подходят для такой работы, какие не подходят. Какие «подводные камни» сварки теми или иными электродами?
Ответ:
Выбор электродов для нержавейки, действительно, требует надлежащего подхода. Благо, ассортимент их довольно широкий. Наилучшими для коррозиестойких сталей на сегодняшний день являются электроды ОК61.30.
Выпускаются они шведской компанией ESAB и успешно используются при сварке 12Х18Н10, 12Х18Н10Т, 08Х18Н10 и т.д. ОК61.30 с рутиловым покрытием имеют легкий поджиг, держат уверено дугу, обеспечивают оптимальный прогрев, т.е. очень хорошо проявляют себя. Шлак отлично отделяется.
Отечественные электроды в основном идут с базисным покрытием.
Они довольно капризны и требуют от сварщика определенного мастерства (имеют склонность к залипанию, при поджиге дуги нередко происходит отслоение покрытия, могут внезапно прекратить работать), но выполненный ими шов обеспечивает высокие коррозионные свойства. В продаже часто встречаются марки ЦЛ-11, либо ОЗЛ-8.
Вопрос №3
Как правильно варить ЦЛ-11?
Ответ:
Как и ESAB ОК61.30 электроды ЦЛ-11 изготовлены для конструкций ответственного назначения из сталей, содержащих Cr и Ni, типа 12Х18Н10Т, 12Х18Н12Б и т.п., которые будут работать в непростых условиях, когда к ним предъявляют большие требования. Швы, полученные ЦЛ-11 имеют высокую стойкость к образованию коррозии между кристаллами.
Електроды ЦЛ-11
Перед сварочными работами детали зачищают крацовочной щеткой до металлического блеска, удаляют грязь, масло, коррозию, которая несмотря на то, что нержавейка, может проявлять себя. Дугу нужно стараться поддерживать как можно короче, шов формировать неширокими валиками. Для электродов до 4 мм используют ток DC и обратную полярность. Варят в любых положениях кроме «от потолка к полу».
Если диаметр четыре миллиметра и более – возникают сложности с прохождением швов на потолке и по вертикали.Благодаря малому содержанию «вредных элементов» и небольшому газообразованию ЦЛ-11 дает шов устойчивый к обычной коррозии и между кристаллами.
В случае, если электроды долгое время провалялись в сыром помещении и набрали влаги, требуется термообработка около 200 градусов Цельсия в течении часа.
Мех.показатели:Временное сопротивление разрыву, более 540Н/мм2Относительное удлинение, более 20%
Ударная вязкость более 80 Дж/см2
Аналоги ОЗЛ-7;-8, ESAB OK61.85, ОК61.30
Вопрос №4
Какой газ применяют для защиты шва?
Ответ:
Вольфрамовым электродом удобно варить тонкостенные листы. Швы качественные. Защита ванны — аргон 100%. Ничего другого для вольфрама придумывать не нужно. Единственный недостаток — низкий КПД по сравнению с полуавтоматической сваркой, потому что сварочную проволоку приходится держать левой рукой, подавая в сварочную ванну.
Вопрос №5
Сам сварке только учусь. Расскажите о сварке нержавейки полуавтоматом. Какой газ лучше применять для нее?Ответ:
По всем теоретическим канонам сварку нержавейки производят в аргоне. Но на практике получается не совсем так, а точнее, немножко по — другому. При сварке в аргоне сварщики жалуются на большое разбрызгивание металла, нестабильную дугу. Не будем углубляться в возможные причины того, почему так происходит.
Например, при сварке алюминия нужно использовать только аргон высокой чистоты (высокоочищенный), иначе возникают аналогичные проблемы, шов получается с раковинами, дефектами, в окалине, сварка затруднена. Таким образом для сварки нержавейки нужно использовать высокочистый аргон, но на практике готовят смесь аргона и углекислоты в соотношении 95-98% к 2-5%.
Во всяком случае все промышленные работы проводят в такой среде. Допускается заменить углекислоту на чистый кислород в некоторых случаях.
Варить в 100% углекислоте не рекомендуется, хотя жажда опытов толкает сварщиков на разнообразные эксперименты заканчиваются они снижением коррозионной стойкости шва.
Углекислота лучше всего подходит для «черных» сталей (то бишь низко- и среднеуглеродистых), по какой причине, читайте в статье «Защита сварочной ванны»
Теперь о технологии. Практикуют 3 способа:
• Сварка короткой дугой – позволяет избежать проплавление металла при соединении тонких листов• Струйный перенос – лучше всего использовать порошковую проволоку без газа
• Импульсный режим (присадочный материал подается порционно каплями малой величины) — наилучший способ, позволяет практически полностью избавиться от брызг и уменьшить расход проволоки.
Вопрос №6
Здравствуйте! Трудность в следующем: не выходит настроить скорость подачи проволоки полуавтомата. Свариваю нержавейку. Защитная среда углекислота. Шов получается низкокачественный, дугу рвет. При поджиге дуги проволока сгорает до горелки. Как настроить полуавтомат?
Ответ:
Трудность возникла из-за неправильно подобранных режимов сварки. При подборе режимов ориентируйтесь на 2 основных параметра: с какой скоростью подается проволока и каково напряжение на источнике питания.
Сварочный полуавтомат
Сначала выбирается с какой скоростью будет подаваться проволока. Выбирается скорость исходя из толщины изделия. Так же скорость связана с током. Чем скорость подачи выше, тем больше ток. Под скорость проволоки выставляют требуемое напряжение.
Если напряжение низкое – поджиг дуги затруднен, при высоком напряжении проволока быстро сгорает до токопроводящей части и дуга обрывается.
Вам необходимо верно подобрать соотношение параметров скорости и напряжения.