Как заземляется сварочное оборудование
Заземление оборудования для сварки
Любые устройства, питающиеся от электросети, согласно требованиям ПУЭ должны заземляться, что гарантирует надёжную защиту работающего на них персонала от случайного поражения электрическим током.
Заземление сварочного аппарата, относящегося к категории таких электрических приборов, также считается обязательным. В инструкции к любому инвертору или трансформаторному сварочному оборудованию указано, что включать его без заземления запрещено.
Особенность работ по заземлению
С учётом специфики сварочного оборудования разработаны конкретные схемы и правила заземления корпусов источников тока и трансформаторов. Они позволяют организовать цепи отвода опасных потенциалов от токопроводящих частей.
Специфика заземления сварочного оборудования проявляется в следующих требованиях:
- последовательное заземление нескольких сварных агрегатов или постов недопустимо (каждая единица оборудования должна иметь своё собственное заземляющее устройство – ЗУ);
- к устройству заземления должны подключаться все токоведущие части сварочного оборудования, включая вторичные выводы трансформаторного преобразователя;
- временное крепление специального заземляющего проводника должно производиться с высокой степенью защиты от ослабления (на болтовой контакт, оснащённый специальной шпилькой);
- место подключения заземляющей шины должно помечаться специальным символом, с понятным для оператора обозначением.
Помимо этого, при включении оборудования для сварки в питающую сеть 220/380 Вольт с глухозаземленной «нейтралью», такая защита должна быть организована и во входных цепях трансформатора. В домашних условиях функцию защиты от пробоя электротока на корпус сварочного оборудования выполняет УЗО.
Контроль состояния заземления
Согласно требованиям ПУЭ для эффективной защищённости от случайного электрического удара суммарное сопротивление заземляющего устройства не должно быть более 5 Ом.
Для достижения этого показателя при обустройстве заземления сварочного оборудования следует обеспечить требуемую электропроводность системы, увеличивая площадь контакта элементов с грунтом.
В реальных условиях достичь показателя в 5 Ом удаётся с большим трудом. Для обеспечения нормируемой величины переходного сопротивления используются искусственные приёмы его снижения (введением в прилежащий грунт специальных химикатов).
Независимо от способа обустройства заземляющей конструкции, все её открытые части (и в особенности – стыки) должны быть обработаны защитным составом. В качестве такого покрытия обычно используется разогретая до жидкого состояния смола.И, наконец, с целью контроля исправности системы заземлителей в соответствии с требованиями нормативов должны проводиться регулярные проверки их текущего состояния.
В процессе таких проверок осуществляется визуальный осмотр открытых мест соединения частей ЗУ или делается контрольная выемка грунта на глубину, определяемую требованиями ПУЭ. В последнем случае проверяют состояние скрытых в земле шин и сварных соединений.
Заземляющая клемма
Для надёжного механического соединения заземляющего устройства с обрабатываемой металлической заготовкой применяется специальная клемма заземления, выполняемая в виде прищепки типа «крокодил».
К этим приспособлениям, как и к элементам заземления другого типа, предъявляются особые требования, основные из которых такие:
- заземляющая клемма должна отличаться высокими прочностными показателями и быть способной выдерживать не только повышенные механические нагрузки, но и значительные перепады температур;
- она должна обеспечивать жёсткую фиксацию кабеля на свариваемых заготовках с высокой степенью надёжности;
- использование специальных соединителей такого класса предполагает их совместимость с любыми сварочными аппаратами (включая подключение инвертора с токами до 300 Ампер).
В качестве образца этих контактных приспособлений могут рассматриваться сварочные клеммы заземления типа «КЗ-300», предназначенные для подключения оборудования с рабочими токами до 300 Ампер.
Эти изделия позволяют получить надёжное соединение со свариваемой деталью или устройством заземления, обладающее минимальным сопротивлением токам растекания.
Среди моделей, с которыми может использоваться такая клемма, производителями указываются сварочные агрегаты марки “СВАРИС”.
Благодаря всем перечисленным достоинствам таких изделий, получаемые с их помощью рабочие зажимы обеспечивают гарантированную безопасность и защищённость сварщика при работе с электрооборудованием.
Обустройство заземлителя
При выборе металлических заготовок для заземляющего контура должны учитываться размеры его отдельных элементов, которые выбираются в зависимости от состояния грунта и климатических условий в данной местности.
С основными параметрами заземляющего устройства и их зависимостью от окружающих условий можно ознакомиться в соответствующих разделах ПУЭ.
Типовой заземляющий контур для сварочного и любого другого оборудования представляет собой правильную треугольную конструкцию, по углам которой размещаются вбитые в землю на глубину не менее 2-х метров металлические колья. Между собой они соединяются (обвязываются) посредством отрезков стальных шин.
Контур заземления размещается неподалёку от места проведения сварочных работ и должен иметь специальный отвод для подключения к нему заземляющей клеммы, идущей со стороны сварочного аппарата.
Подобно всякому другому заземляющему устройству эта конструкция должна иметь сопротивление утечки, удовлетворяющее требованиям нормативов и не превышающим заданного для данных условий уровня.
Для снятия показателя сопротивления используются специальные электрические приборы, называемые омметрами. С их помощью удаётся измерить переходное сопротивление контактов с высокой точностью (до долей Ома).
Основное назначение заземления сварочного оборудования состоит в обеспечении безопасных условий работы. Оно защищает сварщика от пробоя электрического тока на корпус. Особенно важно о нем помнить при работе в условиях повышенной влажности.
Как заземляется сварочное оборудование — Справочник металлиста
Заземление корпусов и других частей производственных и бытовых электроустановок, не находящихся обычно под напряжением, позволяет отвести электрический ток в грунт.
Это предусмотрено Правилами безопасной эксплуатации электроустановок потребителей и распространяется на фланцы опорных изоляторов, щиты и шкафы управления, рукоятки приводов разъединителей, корпуса измерительных трансформаторов, сварочных аппаратов и другое оборудование.
Монтаж системы заземления предусматривает установку заземляющих штырей и крепление к ним заземляющих проводников, присоединенных к корпусам электрооборудования.
Основные требования к заземлению сварочного оборудования
Заземление сварочного аппарата, представляющего собой стационарную установку, выполняется с целью обеспечения его безопасной эксплуатации. Основные требования к заземлению в следующем:
- Заземляются все нетоковедущие части электросварочных установок и один вторичный вывод.
- Сварочное оборудование должно быть оснащено специальным контактом в (виде болта или шпильки), предназначенным для присоединения заземления.
- Заземляющий болт должен быть с контактной площадкой, обозначенной специальным знаком заземления.
- Последовательное заземление нескольких установок запрещается: для каждого должна быть предусмотрена отдельная точка подсоединения.
Переносные сварочные автоматические установки и полуавтоматы, подключаемые к сети переменного тока свыше 42 В (и более 110 В постоянного), также оснащаются заземляющими контактами. В том случае, когда заземление (зануление) для установки не может применяться или монтаж заземления затруднен, электрооборудование должно иметь УЗО (устройство защитного отключения).
Заземление может использоваться и для устройства молниезащиты.
Для объектов, запитываемых от понижающего трансформатора с глухозаземленной нейтралью и напряжением на вторичной обмотке 380/220 В, повторное заземление устраивается на вводе.
При этом сопротивление заземляющего контура, согласно ПУЭ, не должно быть большим 10 Ом. Для того, чтобы обеспечить такие параметры, необходимо использовать заземлители с большой контактной площадью и хорошей проводимостью.
Их поверхность должна быть очищена от масла и краски. Пригодны для этого:
- трубопроводы из металла (кроме тех, что связаны с горючими жидкостями и газами);
- металлические оболочки кабелей;
- обсадные трубы;
- элементы фундамента.
Схема монтажа контура заземления в таком случае должна предусматривать двойное присоединение их к заземляющей магистрали. Для присоединения заземлителей к заземляющим проводникам используется сварка.
При этом сварочный шов должен быть вдвое шире прямоугольной формы проводника (в сечении) и в шесть раз – круглого. Если сварку использовать невозможно – применяются хомуты, которые так же, как и сварочные швы, защищают от коррозии слоем битума.
Перед наложением хомутов поверхность естественного заземлителя в этом месте должна быть зачищена.
Во взрывоопасных помещениях естественное заземление может использоваться только в качестве дополнительного. Основным должно быть заземление искусственное, выполненное в соответствии с ПУЭ.Внутренний контур заземления крепится анкерными болтами непосредственно к стене. В местах их пересечения с кабелями или трубопроводами предусматривают защиту из труб. В помещениях с высоким уровнем сырости и кислотности внутренний контур заземления крепят на опорах на расстоянии 100 мм от стен.
Разновидности заземлителей
При отсутствии естественных заземлителей выполняется монтаж наружного контура заземления, к которому присоединяют соответствующие выводы и клеммы электрооборудования.
Искусственное заземление может быть реализовано с вертикальных или горизонтальных заземлителей.
Для вертикальных используют трубы из стали или уголки, которые соединяют друг с другом, в результате чего образуется контур.
Соединяющие элементы являются горизонтальными заземлителями: применяется для этого металлические полосы толщиной не менее 4 мм или круглого сечения арматура диаметром от 10 мм.
Горизонтальные заземлители могут быть выполнены в виде металлических полос, заложенных на дно котлованов, подготовленных для строительства фундамента. Располагаются полосы таким образом, чтобы их наибольшая поверхность была ориентирована в сторону земли. Сечение полос – 30×4 мм, может использоваться круглая стальная арматура диаметром 12 мм.
Использовать алюминий для создания заглубленного заземления не разрешается, так как этот металл быстро разрушается в почве от электрокоррозии.
Там, где монтаж горизонтального заземления невозможен (например, из-за отсутствия земельного участка, свободного от асфальта и других коммуникаций), применяется технология глубинного заземления. При этом в одной точке в грунт различными способами вводятся металлические стержни: конец каждого следующего соединяется с предыдущим, образуя заземлитель с большой контактной площадью.
Как выполняется горизонтальное заземление
Технология монтажа заземления проста. Используется для выполнения работ болгарка с кругом по металлу, сварка, кувалда и металлическая щетка для зачистки мест сваривания. Весь процесс состоит из следующих пунктов.
- Заготавливаем необходимые материалы. Понадобятся:
- полоса из того же материала 40×4 мм или круглая проволока (арматура) диаметром 10 мм;
- горяче-цинковые уголки по 2,5 м (сечением 50×50×5 мм – 3-4 шт).
- Составляем проект, в котором на прилегающей территории предусматривается достаточно места для расположения вертикальных электродов на расстоянии, превышающем их собственную длину (то есть более 2,5 м).
- Роется траншея шириной около 400 мм глубиной 700-800 мм.
- В намеченных местах уголки с заточенными верхушками забивают кувалдой, оставляя на поверхности 200 мм.
- Выполняется сварка контура заземления: полоса металла приваривается к торчащим над землей верхушкам.
- Производится сварка заземления с проволокой или шиной, проложенной к распределительному щиту или шкафу управления.
- Сварка полосы заземления с уголками и соединительная проволока покрывается битумной мастикой для защиты от коррозии.
- Все элементы присыпаются землей, которая затем утрамбовывается.
- Измеряется сопротивление заземления.
- Если полученный результат превышает 4 Ом, необходимо добавить еще один вертикальный элемент, который соединяется сваркой с остальной конструкцией.
Заземление сварочного аппарата: требования, устройство и схема
Каждая стационарная установка для сварки имеет, как правило, отдельный заземляющий контур. Один кабель для заземления прикрепляется к металлическому основанию аппарата, а другой — к вкопанному в землю стержню из металла.
Подобное соединение оборудования с землей обеспечивает равенство потенциалов между ними. Если корпус окажется под воздействием напряжения, случайное прикосновение человека не приведет к удару электрическим током. То же самое касается и других узлов аппарата, через которые проходит ток.
Основные требования
Для обеспечения заземления задействуют кабель из меди или арматуру из металла (диаметром не меньше 6 и 12 мм соответственно). Крепление медного кабеля к корпусу производят с помощью болта, расположенного на сварочном оборудовании. В большинстве случаев провод обозначается надписью «Земля», но возможно и другое название.
В устройстве, предназначенном для сварки посредством электрической дуги, необходимо заземлять не только основные элементы. При работе с такими аппаратами нужно обращать внимание и на зажим вторичной обмотки. К нему подключается проводник, ведущий к обрабатываемой детали.
Важно! Если ток проводится по двужильному кабелю, недопустимо применение в процессе заземления сварочного трансформатора проводов «ноль» и «фаза».
Классификация заземлителей
Строгое соответствие стандартным мерам безопасности предполагает заземление электрических контуров в обязательном порядке. Сделать это можно двумя способами:
- вертикальным;
- горизонтальным.
Первый предусматривает использование труб, уголков или пластин, изготовленных из металла. Эти элементы нужно вкопать в грунт. В результате существенным образом экономится пространство. Преимуществом этого способа выступает отличная проводимость электрического тока, поскольку металлические детали вступают в непосредственный контакт с влажными земельными слоями.
Вертикальное заземление может применяться не во всех случаях. Там, где это по каким-то причинам невозможно, используют горизонтальный способ или глубинный. Особенность его состоит в закапывании в землю на определенную глубину металлических стержней, соединенных между собой.
Важно! В процессе создания контура заземления запрещено использовать алюминиевые детали, поскольку они отличаются слабой устойчивостью к электрокоррозии (самопроизвольному разрушению материалов в результате воздействия блуждающих токов).
Клеммы аппаратуры для сварки
К подбору нажимов, предназначенных для крепления провода к источнику питания, следует относиться с особым вниманием. Правильный выбор способен не только сделать работу сварщика более безопасной, но и обеспечить хорошее качество шва.
Нужно учитывать как максимальное количество тока, так и массу кабеля, который соединен с зажимом. Необходимо обращать внимание и на то, насколько надежно клеммы соприкасаются с поверхностью обрабатываемой детали. Контакт зависит от коэффициента упругости пружин, которыми оснащены зажимы.
Существуют три основных типа клемм, применяемых при заземлении:
- магнитная прищепка;
- фиксатор «крокодил», получивший свое название из-за схожести с челюстями рептилии;
- струбцина.
Наибольшее распространение нашли первые два вида. Магнит позволяет закрепиться на любой поверхности, например, на деталях необычной или закругленной формы — там, где существуют определенные сложности с фиксацией.
Использование зажима типа «крокодил» обеспечивает надежность крепления. Сам фиксатор отличается удобством в использовании. Срок его службы зависит от состояния пружины, которую не рекомендуется перегревать. Речь идет об одном из главных элементов клеммы: если выйдет он из строя, это негативным образом скажется на функционировании самого зажимного устройства.
Способы обеспечения электробезопасности
Крайне важно соблюдать меры, которые позволят уберечь рабочего от производственных травм. В процессе сварки следует придерживаться следующих правил:
- Подключить к контуру заземления все элементы, по которым не проводится ток.
- Оборудовать точку заземления для каждого аппарата.
- Заземлять каждое устройство последовательно недопустимо.
- При отсутствии возможности заземления применять устройство, позволяющее отключать электричество в автономном режиме.
Немаловажное значение имеет степень эффективности защиты работника от электротравм. Существуют определенные нормы безопасности, по которым показатель сопротивления заземляющего контура должен быть не выше 5 Ом. Необходимо их придерживаться путем обеспечения как можно большей площади контакта заземлителя с поверхностью земли. Следует позаботиться об удовлетворительной проводимости тока.
Заземлитель соединяется с проводником в основном с помощью сварки, в отдельных случаях крепится специальными хомутами. И в том, и в другом случае необходимо позаботиться о защите материалов от вредного воздействия окружающей среды. С этой целью место соединения нужно обработать, чтобы предотвратить коррозию — подходит, в частности, эпоксидная смола.
Контроль за состоянием сварочного аппарата
При проведении работ оборудование должно полностью соответствовать нормам безопасности. В период осмотров необходимо обращать внимание на следующие моменты:
- исправность систем защиты и существования замыкания между элементами обмотки трансформатора;
- состояние заземляющего контура, отсутствие оголенных деталей, по которым идет ток, или замыкание на корпус.
Важно! Сварочный аппарат нуждается в регулярных проверках.
Рекомендуемая схема заземления
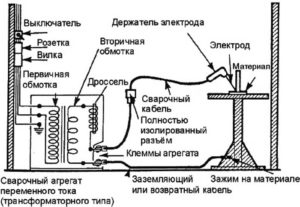
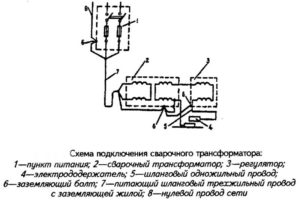
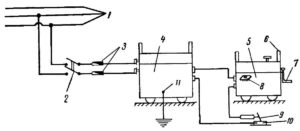
С помощью рисунка представлен порядок работы сварочного аппарата при питании его от сети переменного тока. На изображении показан последовательный порядок заземления. Можно увидеть, каким образом кабель соединяется с держателем электрода.
Указано, что вторичная обмотка контактирует с обрабатываемым материалом посредством специального зажима. При работе с передвижными установками используют переносное заземляющее оборудование.
Правила работы со сварочным инвертором
Игнорирование мер безопасности при сварке с помощью источника питания сварочной дуги представляет угрозу для жизни человека. Несчастный случай может произойти в момент замыкания фазы на корпус.
https://www.youtube.com/watch?v=8dR1RfoteHc
Определенную опасность таит в себе использование относительно дешевых инверторов: в такой аппаратуре часто повреждается силовой трансформатор, что становится причиной попадания напряжения на клемму массы и держатель электрода. В результате возникает угроза поражения сварщика током. Не всегда можно сделать заземление, поэтому в процессе использования инвертора рекомендуется использовать устройство защитного отключения.
Соблюдение всех перечисленных норм сделает сварочный процесс максимально безопасным. Пренебрежение правилами приведет к тяжким последствиям. Необходимо осуществлять постоянный контроль за состоянием электрокабелей и деталей аппарата, которые могут представлять опасность для жизни рабочего. Целесообразно применять средства индивидуальной защиты.
Заземление сварочного аппарата: требования, устройство и схема
Как заземлить сварочный аппарат?
Согласно правилам безопасности, любое электрическое оборудование должно быть заземлено – заземление сварочного аппарата не является исключением. В данном материале описаны основные правила заземления различного сварочного оборудования.
Зачем заземлять
Стационарное сварочное оборудование, вне зависимости от схемы подключения к электрической сети, в большинстве случаев имеет отдельный заземляющий контур. Обычно, один конец заземляющего кабеля, крепится к металлическому корпусу сварочного аппарата, а другой – к вкопанному в землю металлическому стержню.
Благодаря такому соединению корпуса сварки с поверхностью земли, возникает равенство потенциалов между ними.
Если корпус окажется под напряжением, и рабочий к нему прикоснется, то из-за равенства потенциалов удара током не произойдет. Это относится и к другим частям аппарата, способным проводить ток.Поскольку электросварочное оборудование работает с большими по величине токами, заземление может спасти жизнь.
Типы клемм сварочных аппаратов
Правильно подобранные клеммы заземления помогут обезопасить сварщика от поражения электрическим током, и обеспечить высокое качество шва.
Клеммы заземления необходимо выбирать исходя из максимального тока и веса кабеля, подсоединенного к зажиму. Учитывается надежность контакта клемм с рабочей поверхностью свариваемой детали (ее обеспечивает жесткость пружины).
Угол раскрытия зажима должен создавать надежное соединение с деталями любых габаритов.
Клеммы заземления делятся на три основных вида:
- зажим типа «Крокодил»;
- магнитный зажим;
- струбцина.
Наиболее часто для заземления сварочного аппарата используются магнитный зажим и зажим «крокодил». Использование магнитного зажима упрощает установку массы на деталях неправильной формы, закругленных поверхностях и конструкциях, на которых затруднительно прикрепить клемму другого типа.
Зажим типа «крокодил» отличается надежностью соединения с поверхностью детали и удобством использования. Для того чтобы продлить срок службы зажима «крокодил» нельзя допускать сильного перегрева пружины, которая является одним из основных элементов клеммы.
Правила безопасности при работе со сварочным инвертором
При выполнении сварочных работ, используя инвертор, замыкание фазы на корпус может стать причиной несчастного случая. Кроме этого, в бюджетных инверторах китайского производства нередко случаются пробои силового трансформатора.
Вследствие подобной неполадки держатель электрода и клемма массы становятся токопроводящими, и несут опасность. Заземление могло бы обезопасить сварщика от поражения током, но его применение зачастую невозможно при использовании переносного оборудование для сварки.
Правила заземления сварочных аппаратов
Согласно правилам безопасности, любое электрическое оборудование должно быть заземлено – заземление сварочного аппарата не является исключением. В данном материале описаны основные правила заземления различного сварочного оборудования.
Как заземляется сварочное оборудование
Любые устройства, питающиеся от электросети, согласно требованиям ПУЭ должны заземляться, что гарантирует надёжную защиту работающего на них персонала от случайного поражения электрическим током.
Заземление сварочного аппарата, относящегося к категории таких электрических приборов, также считается обязательным. В инструкции к любому инвертору или трансформаторному сварочному оборудованию указано, что включать его без заземления запрещено.
Правила заземления сварочных аппаратов
Согласно правилам безопасности, любое электрическое оборудование должно быть заземлено – заземление сварочного аппарата не является исключением. В данном материале описаны основные правила заземления различного сварочного оборудования.