Какие бывают типы сварных соединений
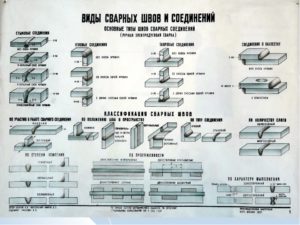
Основные виды сварных соединений и швов

Приветствую вас, уважаемые читатели. В сегодняшней статье мы расскажем вам об основных видах сварных соединений и швов. Многие специалисты сварочного производства называют данные соединения сварными, некоторые – сварочными, хотя от этого смысл не меняется.
В этой статье они так же будут упоминаться по разному, в зависимости от оборота речи, но помните: сварной и сварочный по отношению к соединениям и швам – это одно и то же.
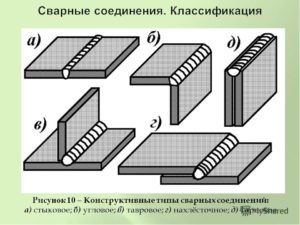
Сварные соединения и швы классифицируются по нескольким признакам
Существует ряд типов сварных швов в зависимости от видасоединения:
- — шов стыкового соединения
- — шов таврового соединения
- — шов нахлесточного соединения
- — шов углового соединения
Стыковое соединение
Стыковое соединение представляет собой соединение двух листов или труб их торцевыми поверхностями. Данное соединение является самым распространенным, благодаря меньшему расходу металла и времени на сварку.
Стыковое соединение может быть, в зависимости от расположения шва:
- — Односторонним
- — Двусторонним
По подготовке соединения под сварку, в зависимости от толщины свариваемых изделий:
- — Без скоса кромок
- — Со скосом кромок
Одностороннее соединение без скоса кромок предполагает сварку листов толщиной до 4 мм (исключение — процесс Laser Hybrid Weld). Двусторонне соединение бес скоса кромок рекомендуется выполнять при сварке толщин до 8 мм. В обоих случаях для обеспечения качественного провара, необходимо делать небольшой зазор при соединении листов под сварку, оклоло 1- 2 мм.
Скос кромок при одностороннем сварном соединении рекомендуется делать при толщинах от 4 до 25 мм. Наиболее популярным является соединение со скосом кромок V-образного типа. Менее популярными, но также применяются односторонние скосы кромок и скосы U-образного типа. Для предотвращения возможностей прожогов во всех случаях делается небольшое притупление кромок.
При толщинах от 12 мм и более при двусторонней сварке рекомендуется делать X-образную разделку, которая имеет ряд преимуществ перед V-образной разделкой. Эти преимущества заключаются в уменьшении объема требуемого металла для заполнения разделки (почти в 2 раза), и соответственно увеличении скорости сварки и экономии сварочных материалов.
Тавровое соединениеТавровое соединение представляет собой два листа, когда между ними образуется соединение в виде буквы «Т». Как и в случае со стыковыми соединениями, в зависимости от толщины металла выполняется сварка с одной или с обеих сторон, с разделкой или без. Основные типы таврового сварного соединения представлены на рисунке.
Некоторые советы по сварке таврового соединения:
- 1. При сварке таврового соединения тонкого металла с более толстым, необходимо, чтобы угол наклона электрода или сварочной горелки был около 60° к более толстому металлу. Как это показано ниже:
- 2. Сварку таврового соединения (и углового в такой же степени) можно значительно упростить, расположив его для сварки «в лодочку». Это позволяет проводить сварку преимущественно в нижнем положении, увеличивая скорость сварки и уменьшая вероятность появления подрезов, которые являются очень частым дефектом таврового сварного соединения, наряду с непроваром. В некоторых случаях одного прохода будет недостаточно, поэтому для заполняющих швов требуется осуществлять колебания горелки.Сварка «в лодочку» используется также при автоматической и роботизированной сварке, где изделие кантуется при помощи специального кантователя в нужное для сварки положение.
- 3. В настоящее время существуют специальные сварочные процессы для увеличенного проплавления. Применяя их, можно добиться односторонней сварки достаточно толстого металла с гарантированным проваром и формированием обратного валика с другой стороны. Подробнее о сварочном процессе Rapid Weld можно ознакомиться здесь. О сварочном оборудовании для односторонней сварки таврового шва с обратным вормированием валика можно узнать в разделе «сварочный полуавтомат QINEO TRONIC PULSE»
Соединение внахлестку
Данный тип соединения рекомендуется применять при сварке листов толщиной до 10 мм, причем сваривать листы требуется с обеих сторон. Делается это из-за того, чтобы не было возможности попадания влаги между ними. Так как сварочных швов при этом соединении два, то соответственно увеличивается и время на сварку и расходуемые сварочные материалы.
Угловое соединение
Угловым сварочным соединением называют тип соединения двух металлических листов, расположенных друг к другу под прямым или другим углом. Данные соединения также могут быть со скосом кромок или без, в зависимости от толщин. Иногда угловое соединение проваривается и изнутри.
Классификация по другим признакам
Сварные соединения и швы также классифицируют по другим признакам.
https://www.youtube.com/watch?v=qBf24cIxYuU
Типы соединений по степени выпуклости:
- — нормальные
- — выпуклые
- — вогнутые
Выпуклость шва зависит как от применяемых сварочных материалов, так и режимов сварки. Например, при длинной дуге шов получается пологим и широким, и, наоборот, при сварке на короткой дуге шов получается более узким и выпуклым. Так же на степень выпуклости влияет скорость сварки и ширина разделки кромок.
Типы соединений по положению в пространстве:
- — нижнее
- — горизонтальное
- — вертикальное
- — потолочное
Наиболее оптимальным для сварки является нижнее положение шва. Поэтому при проектировании изделия и составлении технологии сварочного процесса следует это учитывать. Сварка в нижнем положении способствует высокой производительности, является наиболее простым процессом с получением качественного сварного шва.
Горизонтальное и вертикальное положение сварного соединения требует от сварщика повышенной квалификации, а потолочное является наиболее трудоемким и не безопасным.
Типы сварных соединений по степени протяженности:
- — сплошные (непрерывные)
- — прерывистые
Прерывистые сварные швы применяются в соединениях, где не требуется герметичности.
Надеюсь, данная информация по типам сварных швов и соединений будет полезна вам и поможет увеличить качество и производительность ваших сварных конструкций при проектировании. А так же поможет сделать сам сварочный процесс безопасным и наиболее оптимальным. Спасибо за внимание, читайте также другие статьи.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
Типы сварных соединений
В настоящее время сварка стала одним из самых популярных технологических процессов по соединению различных деталей и элементов конструкции. Процесс настолько технологически проработан, что иногда трудно составить полную классификацию всех типов такого процесса. Их классифицируют по двум группам: непосредственно сам сварной шов и подготовительные работы (подготовка кромок).
Типы сварных соединений
Какие бывают сварочные швы и соединения классификация
Все типы сварных соединений классифицируются по следующим признакам.
По способу выполнения
По способу выполнения технологический процесс производят следующим образом:
- высокотемпературным плавлением;
- посредством давления.
Плавление создаёт условия улучшения атомно-молекулярных связей благодаря высокой температуре, введению дополнительного металла.
Второй способ отличается от предыдущего тем, что вблизи сварной зоны происходит пластическая деформация элементов под сильным давлением. Это способствует повышению качества итогового результата.
Способы выполнения сварки
Сам нагрев осуществляется различными типами технических приёмов:
- созданием электрической дуги;
- образованием пламени с помощью газокислородной смеси;
- высокочастотным током;
- с помощью лазерного луча.
Для защиты зоны прилегающей к стыку применяют различные методы: работу в специальных ваннах, среде из инертных газов. Согласно подсчётам специалистов типы сварных швов имеют более 70 хорошо проработанных способов, называемых сваркой.
Этот параметр определяется как профиль поперечного сечения полученного стыка. Его форма зависит от нагрузок, которые будут прикладываться к готовой конструкции. Различают следующие типы швов по степени выпуклости:
- выпуклые (разной степенью геометрической округлости);
- нормальные (шов получается треугольной формы, катет треугольника равен толщине свариваемого листа);
- вогнутые (катет треугольного соединения меньше толщины листа примерно на величину 0,8);
- для угловых швов применяют специальные профили (отходят от правила создания равнобедренного треугольника, создают фигуру, имеющую индивидуальные параметры).
Схематичное изображение выпуклого шва
По положению в пространстве
Рассматривают два вида взаимного положения различных элементов:
- положение деталей во время проведения сварной операции;
- положение самого сварного шва относительно будущей конструкции.
В первом случае различают следующие типы положения:
- нижнее;
- вертикальное;
- потолочное;
- горизонтальное положение шва на вертикальной плоскости;
- угловой шов (в профессиональной литературе можно встретить такой термин «сварка в лодочку»).
Классификация швов по положению в пространстве
Во втором случае выделяют два основных вида относительно поверхности детали:
- односторонний (он выполняется только с одной стороны сварной конструкции);
- двусторонний (в этом случае сварка производится с двух сторон).
По протяжённости
Рассматривается полная длина контактного отрезка. Качество работ, выполненных вдоль всей длины, определяет надёжность полученного элемента. Сварной шов делят на три категории:
- короткие швы (длина не превышает 250 миллиметров);
- категория средних (длина увеличивается от 250 мм до 1 метра);
- длинные швы (их длина превышает один метр).
Сварные швы по протяженности
Положение свариваемых деталей друг относительно друга подразделяет все швы на основные типы:
- сварные в стык листов металлопроката (их называют стыковые);
- тавровые (после сварки происходит образование тавровых швов);
- угловые (один элемент приваривается к другому под определённым углом);
- перед сваркой одну часть листа накладывают на другой (нахлёсточный тип);
- сварка двух изделий в торец один с другой;
- действие производится таким образом, что поперечное сечение образует фигуру напоминающее крест;
- свободное совмещение нескольких элементов установленным порядком;
- сварка с применением технологии прорезания (прорезной тип).
Виды сварных соединений по расположению
По направлению действующего усилия и вектору действия внешних сил
Особое внимание при проведении сварочных работ уделяется оценка по направлению действующего усилию и вектору действия внешних сил прикладываемого к полученной конструкции. Знание этих параметров позволяет оценить надёжность сварного шва. Их рассматривают как следующие типы сварочных соединений:
- продольные или фланговые направления (вектор сил направлен параллельно линии образованного соединения);
- поперечные или лобовые (вектор действующих сил составляет относительно продольной линией прямой угол);
- комбинированные направления (угол находиться в интервале от 0 до 90°, но перпендикуляр к оси);
- косые (угол наклона изменяется вдоль оси полученного соединения).
Фланговый шов
Виды сварных швов по форме свариваемых изделий
Во многом качество сварки зависит от правильного подхода к оценке геометрической формы свариваемых деталей. Следует понимать, что виды сварных швов оценивают по форме свариваемых изделий.
Их точного деления не существует. Сварной шов делят условно на две большие категории. Полученный на плоских поверхностях и сферических поверхностях.
Виды швов зависят также от толщины рабочего материала и от длины самого стыка.
Сварной шов получится качественным после тщательно проведенных подготовительных работ. Они необходимы перед сваркой конструкций, толщина элементов которой превышает 5 миллиметров. При односторонней сварке.
Подготовительная операция называется разделка кромок. Правила и качество таких работ определяется требованиями ГОСТ.
Снятие загрязнений всего края должна производиться на расстоянии минимум 20 миллиметров до места будущей сварки.
Скачать ГОСТ 5264-80
Основными видами этой операции являются:
- посредством тщательной разделки;
- без предварительной разделки;
- так называемая отбортовка.
Подготовка кромок и их параметры
Отбортовка производится односторонней для угловых соединений, двухсторонней при стыковых соединениях.
Подготовка осуществляется вручную (используя напильник, наждачную бумагу, щётку для металла) или применяя электрический инструмент (дрели, оснащённые необходимыми насадками, шлифовальные машины, заводское оборудование).
Для металла толщиной начиная 3 мм, заканчивая 26 мм, используется V-образный односторонний или двусторонний тип скоса края. Для металла толщиной от 12 до 60 мм делается Х-образный тип скоса.
Порядок подготовки кромок
Установлен порядок подготовки материала к последующей работе с любым типом сварных соединений. Он включает следующие пункты:
- зачистка края металла (снимаются любые загрязнения, налёты, коррозия);
- снятие необходимых фасок (эта операция зависит от способа, используемого при сварке);
- подготовка зазора (величина, качество должны соответствовать определённому типу).
Зачистка края металла
Параметры подготовки кромок
Чтобы правильно выполнить подготовку необходимо выдержать следующие параметры:
- величина угла разделки края;
- размер интервала между краями образующими надёжный контакт;
- степень притупления края заготовки.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Основные типы сварочных соединений
Все вопросы, касающиеся сварочного дела, так или иначе, стандартизированы. Один из основополагающих документов это ГОСТ 2601-92. Этот документ нормирует термины и основные понятия в области сварочного дела. В этом же документе определены и основные виды соединений при помощи сварки. К ним относят:
Стыковые
Торцы плотно прилегают друг к другу. Это широко применяемый вид соединения, который можно получать при использовании различных сварочных технологий. Стыковые швы обладают рядом преимуществ, в сравнении с другими – высокая скорость выполнения работ, соответственно высокая производительность, выполняемых работ.
Минимальный расход материала. Высокая прочность сварного соединения, разумеется, она достигается при полном соблюдении всех технологических норм и правил.
Но использование стыкового соединения требует предварительной подготовки кромок, то есть, подготовить фаску, кроме того, необходимо обеспечить точность установки заготовок.
Такой вид используют для соединения листового, трубного и сортового проката.
Нахлесточные
При этом способе сборки, заготовки располагают так, что их плоскости расположены параллельно друг другу и при этом частично перекрывают друг друга. Соединения этого типа чаще всего используют при выполнении точечной и контактной сварки.
В других случаях при выполнении такого шва неоправданно увеличивается расход самого металла и электродов. При выполнении соединения внахлест нет необходимости в предварительной разделке кромок. Но в любом случае листы должны быть обрезаны с применением специального оборудования, например, механических ножниц.
Во избежание коррозии, которая может возникнуть между листами металла, целесообразно проварить такое соединение по всей длине.Такое скрепление заготовок целесообразно использовать если их толщина не превышает 10 мм.
Угловое
Заготовки располагают друг относительно друга под определенным углом, а шов пролегает в месте их контакта.
Угловые соединения могут иметь одно- или двустороннее исполнение. Их используют при слиянии деталей из листового проката, фасонных изделий и труб. Угол может быть различным, все зависит от назначения конструкции. Небольшое осложнение вызывает то, что необходимо разделать кромки примыкающей заготовки.
Тавровое
Торец одной заготовки примыкает к плоскости другой, чаще всего под прямым углом.
Деталь, устанавливаемая вертикально должна в обязательном порядке иметь обрезанную кромку. Таким образом, обеспечивается примыкание одной детали к другой.
Кстати, при подготовке ее к сварке, в зависимости от толщины, может потребоваться предварительная разделка кромки.
Если металл довольно толстый, к примеру, свыше 20 мм, то фаску необходимо снимать с двух сторон заготовки. Такой подход обеспечит провар соединения.
Торцовое
Такая форма слияния поверхностей, при котором края свариваемых заготовок прилегают друг к другу и получаемая деталь напоминает бутерброд в разрезе.
Соединения, выполненные при помощи сварки, получили распространение в промышленности, строительстве. Сварка широко используется для замены кованых изделий и деталей, которые изготавливают с помощью литья.
Технологические особенности сварочных работ
Любая работа имеет свои секреты, которыми по большей части владеют профессионалы и сварка тут не исключение. Например, при выполнении таврового соединения, состоящего из листов разной толщины, следует держатель электрода установить таким образом, чтобы угол между ним и толстым листом составлял 60 градусов.
Другая особенность выполнения таврового типа заключается в установке листов в «лодочку», то есть угол между заготовкой и горизонтальной плоскостью должен составлять 45 градусов. При такой форме установки заготовок электрод может быть установлен строго вертикально.
В результате вырастает скорость сварки и снижается вероятность появления таких дефектов, как подрез, кстати, это чаще всего встречающийся дефект таврового шва. В зависимости от толщины металла может возникнуть необходимость выполнения нескольких проходов электродом.
Сварку в «лодочку» применяют при использовании автоматической сварки.
Классификация по расположению соединения
Кроме вышеприведенной квалификации, сварные швы можно классифицировать и по другим характеристикам. Одна из таких – это по степени выпуклости.
Сварные швы можно разделить на:
- нормальные;
- выпуклые;
- вогнутые.
Во многом этот параметр зависит от параметров сварочных материалов и от режимов сварочного аппарата. Если при выполнении сварки применяют длинную дугу, то шов выйдет ровным и широким.
При использовании короткой дуги, ширина шва уменьшиться, а сам он станет выпуклым.
Нельзя забывать и о том, что на качество и геометрию шва большое значение оказывает скорость движения электрода и, конечно, форма и размеры разделки кромки.
https://www.youtube.com/watch?v=ZbnEIr5ITFc
Сварные швы можно классифицировать по их положению в пространстве. То есть они могут быть расположены – внизу, вертикально и на потолке.
Оптимальным расположением сварочного шва считают нижнее. Такой вид шва рекомендуется использовать при разработке рабочей документации на изделия. Сварщик, при обработке нижнего шва, находиться поверх него и прекрасно видит и движение электрода, и процесс формирования шва.
Вертикально расположенные или потолочные швы могут выполнять только сварщики определенной квалификации. Потолочное расположение шва это самый трудоемкая и небезопасная работа.
Квалификация сварных соединений по протяженности
Неразъемные соединения, полученные при помощи сварки можно разделить на сплошные и прерывистые. Первые выполняют там, где необходимо обеспечить герметичность соединения или там, где по прочностным требованиям невозможно применить второй вариант (прерывистый)
Нормативная база
Сварочные соединения могут быть классифицированы по разным параметрам – это и геометрия шва, и тип соединения и многое другое. При проектирования изделия, в котором будут использоваться сварочные швы, проектировщик в первую очередь должен руководствоваться результатами прочностных расчетов. И только после этого выбирать способ соединения заготовок.
В своей работе проектировщики и изготовители должны руководствоваться следующими документами:
- ГОСТ 2601-84;
- ГОСТ5264;
- ГОСТ15878;
- ГОСТ15164.
На основании данных из этих нормативных документов, необходимо определить геометрию шва и тип сварки. Уже затем должны быть установлены критерии раздела кромок, если таковой требуется. На последней стадии определяют допустимые и предельные отклонения размеров шва.
Дефекты сварочных соединений
Сварочные работы относят к особо ответственным. И это понятно. Сварку используют и при изготовлении емкостей, работающих под давлением, и трубопроводов и котлов.
И от качества выполненного соединения зависит работоспособность и, главное, безопасность работы оборудования. Практически на всех производствах и строительных площадках. Где используют сварку, применяют различные методы контроля качества.
В соответствии с требованиями ГОСТ 3242-79 для контроля сварочных соединений предусмотрено несколько способов контроля. Среди них такие, как:
- Визуальный, его применяют при контроле неответственных соединений.
- Ультразвуковой — его применяют для контроля разных типов соединений.
На особо ответственные, например, на мостовых конструкциях или трубопроводах высокого давления, сварщик должен оставить отпечаток личного клейма.
Изучаем виды сварных соединений
Сварка по-прежнему остаётся одним из самых популярных методов получения неразъёмных конструкций из металлов и полимеров. Такая популярность определяет и разнообразие сварных стыков, которые в чём-то схожи между собой, а в чём-то принципиально различны. В данной статье мы рассмотрим все основные виды термических сварочных соединений.
Виды сварных соединений
Итак, какие бывают сварные соединения? Виды сварочных соединений следующие:
Стыковое
Наиболее широко применяемая разновидность, которая может быть одно- и двухсторонней, со съёмной и несъёмной подкладкой и вообще без неё. Стыковым сварочным соединением могут быть соединены детали с отбортовкой, с замковой кромкой, а также с разнообразными скосами: дву- и односторонними, симметричными и асимметричными, ломанными и криволинейными.
Угловое
Как становится уже ясным из самого названия, данное соединение сваривает угловые конструкции. Кроме того, при помощи угловых соединений производит сваривание конструкционных элементов в труднодоступных местах. Данный тип соединения применяется в следующих случаях:
- Скосы (односторонние или двусторонние) имеются у кромок двух соединяемых деталей;
- У кромок соединяемых деталей отсутствуют скосы;
- У одного края имеется отбортовка.
В других случаях угловое соединение применять нельзя, поскольку из-за сложности кромок качество связи резко ухудшается.
Тавровое
Применяется для сварки Т-образных конструкций, а также для деталей, которые соединяются под небольшим углом друг к другу. Данное соединение совместимо со следующими видами кромок:
- Скос отсутствует;
- На кромке могут быть симметричные или асимметричные одно- и двусторонние скосы;
- На кромке имеется криволинейный одно- или двусторонний скос, расположенный в одной плоскости.
Внахлёст
Данный тип сварки соединяет между собой концы деталей или конструкционных элементов. Сварочные работы внахлёст производятся только с кромками без скосов.
Торцевое
Достаточно редкий тип соединения, поскольку подразумевает варку одной детали к торцу другой. Поэтому нередко основные типы сварочных соединений не включают торцевое в отдельный пункт, а объединяют его с соединением внахлёст.
Классификации швов
Также виды сварных соединений различаются по шву, получаемого в результате сварочных работ. Действующие стандартны подразумевают несколько классификаций:
По пространственному расположению
По своему местоположению сварные швы могут быть:
- Нижними, если их угол относительно горизонтали не превышает 60 градусов;
- Вертикальными, если их угол относительно горизонтали расположен в диапазоне 60-120 градусов;
- Потолочными, если их угол относительно горизонтали расположен в диапазоне 120-180 градусов.
По их непрерывности
Сварные швы могут быть непрерывными (без разрывов) и прерывистыми (имеются разрывы). Последние более всего характерны для угловых и тавровых соединений.
По характеру разрывов прерывистые швы подразделяются на:
- Цепные – разрывы равномерные словно бы ячейки в цепи;
- Шахматные – разрывы сдвигают небольшие по длине швы друг относительно друга словно бы белые клетки на шахматной доске;
- Точечные – схожи с шахматными швами, только швы выглядят не в виде чёрточек, а в виде единичных точек.
Отметим, что непрерывные швы более надёжны и более устойчивы к коррозийному разрушению, но зачастую их невозможно применять по технологическим причинам.
По типу сварного соединения
Сварные соединения отличаются друг от друга ещё и по получаемому шву:
- Стыковой получается при одноименном соединении деталей;
- Угловой образуется не только при сварке деталей углами, но также ещё при тавровом и стыковом сваривании;
- Проплавной получается при тавровой сварке и при стыке внахлёст деталей, чья толщина не превышает 1 см;
- Электрозаклёпочный получается при сварке тавровых стыков и внахлёст. Технология выполнения данных швов следующая. Металлические детали, чья толщина не превышает 3 мм, варят без предварительной обработки, поскольку электрическая дуга пробивает их насквозь. Если толщина свариваемых деталей превышает 3 мм, то одна деталь просверливается и уже через неё сваркой прихватывается вторая;
- Торцевые получаются при сваривании деталей их торцами.
По характеру профильного сечения
Данная классификация указывает на форму сечения сварного шва в разрезе:
- Выпуклые выступают полукругом над поверхностью соединённых деталей;
- Вогнутые образуют небольшое углубление относительно поверхности соединённых деталей;
- Нормальные составляют одну линию с поверхностью;
- Специальные. Образуются при стыке деталей углом или тавром. В поперечном сечении они выглядят как неравнобедренный треугольник.
Внутреннее сечение определяет эксплуатационные характеристики сварных соединений. Так, например, выпуклое сечение придаёт хорошую устойчивость к статическим нагрузкам, такие швы считаются усиленными.
Тогда как вогнутые, наоборот, считаются ослабленными, зато они лучше выдерживают динамические и разнонаправленные нагрузки. Эксплуатационные характеристики нормальных сварных швов схожи с характеристиками вогнутых. Специальные швы отлично справляются с переменными нагрузками.
Также они снижают напряжение, возникающее в сваренных деталях в процессе их повседневной эксплуатации.
По технологии выполнения сварных работ
Здесь сварные швы классифицируются по ходу электрода при проведении сварных работ:
- Продольный образуется при движении электрода вдоль стыка соединяемых деталей;
- Поперечный получается при движении электрода поперёк стыка соединяемых деталей;
- Косой образуется, когда электрод движется под некоторым углом относительно крайних точек его траектории;
- Комбинированный образуется при попеременном использовании трёх выше указанных швов.
По числу слоёв
Предусмотренные сварные работы выполняются в один или в несколько слоёв (проходов). При одном проходе образуется валик из оплавленного металла. Валики могут выполняться на одном или на разных уровнях. В первом случае один слой будет состоять из нескольких валиков. Самый дальний от облицовочного уровня валик называется корнем шва.
Многослойные и многопроходные сварные соединения используются при варке толстостенных элементов или для избегания термических деформаций в структуре стального сплава.
Результаты нарушения технологии сварочных работ
При нарушении технологии сварочных работ в месте соединения могут возникнуть:
- Прожоги (подрезы) – зоны критического нагрева металла, в которых под воздействием высоких температур начались различные химические реакции (кристаллическая коррозия и др.);
- Непровары – зоны, в которых температура оказалась недостаточной для взаимного проникновения краёв друг в друга и образования единой монолитной структуры;
- Несплавление – соединяемые края не нагрелись до температуры плавления и не сплавились друг с другом;
- Шлаковое засорение – точки концентрация шлаковых веществ, проникших в жидком состоянии из некачественных электродов в сварочную ванну и по застывании образовавших инородные кристаллические вкрапления;
- Поры появляются из-за брызжущего металла вследствие внезапно возникших пиковых температур в сварочной ванне;
- Трещины появляются из-за некачественного соединения двух сортов стали, имеющих разную температуру плавления;
- Микрополости возникают из-за неравномерного нагрева и остывания металла.
Технологии контроля качества
Все виды сварных соединений обязательно подвергаются проверке. В зависимости от требований к качеству работы выполняются следующие технологии контроля качества:
- Визуальный осмотр позволяет определить лишь видимые нарушения качества (вкрапления шлака, трещины, прожоги и т.п.);
- Измерения длины и ширины указывают на соответствие полученного результата техническому заданию и ГОСТу;
- Проверка герметичности при помощи опрессовки. Применяется при изготовлении различных ёмкостей;
- Специальные контрольно-измерительные приборы устанавливают характеристики внутренней структуры полученного сварного стыка;
- Лабораторные исследования позволяют определить поведение сваренной конструкции под воздействием различных нагрузок и химических веществ.
Угловое
Заготовки располагают друг относительно друга под определенным углом, а шов пролегает в месте их контакта.
Угловые соединения могут иметь одно- или двустороннее исполнение. Их используют при слиянии деталей из листового проката, фасонных изделий и труб. Угол может быть различным, все зависит от назначения конструкции. Небольшое осложнение вызывает то, что необходимо разделать кромки примыкающей заготовки.
Тавровое
Торец одной заготовки примыкает к плоскости другой, чаще всего под прямым углом.
Деталь, устанавливаемая вертикально должна в обязательном порядке иметь обрезанную кромку. Таким образом, обеспечивается примыкание одной детали к другой.
Кстати, при подготовке ее к сварке, в зависимости от толщины, может потребоваться предварительная разделка кромки.
Если металл довольно толстый, к примеру, свыше 20 мм, то фаску необходимо снимать с двух сторон заготовки. Такой подход обеспечит провар соединения.
Торцовое
Такая форма слияния поверхностей, при котором края свариваемых заготовок прилегают друг к другу и получаемая деталь напоминает бутерброд в разрезе.
Соединения, выполненные при помощи сварки, получили распространение в промышленности, строительстве. Сварка широко используется для замены кованых изделий и деталей, которые изготавливают с помощью литья.
Зоны сварки
Зона сплавления с частично оплавленными зернами — 0,1−0,4 мм главного металла. Когда металл в этой зоне прогреется, его структура становится игольчатой с высокой хрупкостью и низкой прочностью.
Зона термического делится на четыре участка:
- I — относится к основному металлу, нагревшемуся до температуры превышающей 1100 °C. Структура этого участка крупнозернистая, а зерна в этой области приблизительно в 12 раз больше, чем стандартные. Вследствие перегрева уменьшается, вязкость, пластичность и другие механические свойства металла, и в слабейшем участке сварки часто происходит разрыв.
- II — участком является зона нормализации, в которой главный металл прогревается на 900 °C. Структура зерна тут гораздо мельче, чем в предыдущем случае. Занимает этот участок 1−4 мм.
- III — зона неполной кристаллизации, в которой главный металл прогревается до 750− 900 °C. Здесь попадаются и мелкие, и крупные зерна. Механические свойства снижаются вследствие неравномерности распределения кристаллов.
- IV — зона рекристаллизации. Прогревается до 450− 750 °C и восстанавливается форма зерен, деформированных из-за прошлых механических воздействий. Примерная ширина — 5−7 мм.
Зона главного металла начинается от участка, прогревающегося менее чем на 450 °C. Структура здесь сходна со структурой основного металла, но сталь теряет крепость за счет прогревания. По границе выделяются оксиды и нитриды, ослабляющие связь зерен. Металл в этом месте становится более прочным, однако, получает меньшую пластичность и ударную вязкость.
Классификация сварных соединений и швов
Виды швов в зависимости от признаков делятся на несколько категорий. По внешнему виду выделяются:
- Нормальные.
- Выпуклые.
- Вогнутые.
По типу сварные швы бывают одно- и двусторонними. По числу проходов — одно- и многопроходными. По числу слоев: односторонние и многослойные (при сваривании толстых металлов).
Есть также разновидности по протяженности:
- Односторонние непрерывные.
- Односторонние прерывистые.
- Двусторонние цепные.
- Двусторонние шахматные.
- Точечные швы (создаваемые контактной сваркой).
Типы швов по вектору усилия воздействия:
- Поперечный — усилие перпендикулярно шву.
- Продольный — усилие параллельно шву.
- Косой — усилие под углом.
- Комбинированный — признаки и поперечного и продольного шва.
По пространственному положению:
- полупотолочный;
- горизонтальный;
- нижний;
- вертикальный;
- полугоризонтальный;
- полувертикальный;
- потолочный;
- в лодочку.
По функциям швы делятся на следующие:
- Прочные.
- Прочно-плотные.
- Герметичные.
По ширине:
- Ниточные швы, чья ширина практически не превышает величину диаметра электрода.
- Уширенные швы делаются поперечными колебательными движениями стержня.
Особенные соединения
Стыковое. Самый распространенный вариант, представляющий обыкновенное соединение торцевых поверхностей или листов. Для их формирования требуется минимум времени и металла. Могут выполняться без скоса кромок, если листы тонкие.
Для изделий толстых нужно подготавливать металла под сварку, где нужно будет скашивать кромки, чтобы увеличить глубину проварки. Актуально это при толщине от 8 мм. Если толщина будет больше 12 мм, понадобится двустороннее стыковое соединение и скашивание кромок.
Чаще эти соединения выполняются в горизонтальном положении.
Тавровое. Тавровые соединения имеют Т-образную форму и бывают одно- или двусторонними. С их помощью могут соединяться изделия разной толщины. Если меньшая деталь устанавливается перпендикулярно, в процессе сварки электрод наклоняется до 60°.
Для осуществления более простого варианта сварки «в лодочку» пользуются прихватками. Благодаря этому уменьшается вероятность образования подрезов. Обычно шов накладывается за проход.
Сегодня выпускается много аппаратов для автоматической тавровой сварки.
Угловое. У этих соединений (под разными углами) нередко подкашиваются кромки, чтоб шов залег на требуемую глубину. Двусторонняя проварка делает соединение крепче.
Внахлест. Данным способом сваривают листы толщиной менее 1 см. Они кладутся друг на друга внахлест и провариваются с двух сторон. Между ними не должно быть влаги. Для лучшего скрепления соединение иногда варится с торца.
Виды сварных соединений и типы сварных швов
В зависимости от расположения соединяемых деталей различают следующие виды сварных соединений:
I. Стыковые соединения (рис. 22.1) являются наиболее простыми и надежными.
https://www.youtube.com/watch?v=yww-vPMWEAA
В зависимости от толщины соединяемых элементов, соединение выполняют с обработкой или без обработки кромок, с подваркой или без подварки с другой стороны. Виды обработки кромок приведены на рис. 22.2
Стыковые соединения могут разрушаться по шву, месту сплавления металла шва с металлом детали, сечению самой детали в зоне термического влияния.
Зоной термического влияния называют прилегающий к шву участок детали, в котором в результате нагрева при сварке изменяются механические свойства металла.
Практикой установлено, что при качественном выполнении сварки разрушение соединения стальных деталей происходит преимущественно в зоне термического влияния. Поэтому расчет прочности стыкового соединения принято выполнять по размерам сечения деталей в этой зоне.Возможное снижение прочности деталей, связанное со сваркой, учитывают при назначении допускаемых напряжений. Например, при расчете полосы, сваренной встык (рис. 22.3)
,
где l и δ – ширина и толщина деталей;
=j· – допускаемое напряжение для сварных соединений;
j — коэффициент прочности сварного шва;
– допускаемое напряжение основного металла.
II. Нахлесточные соединения выполняются с помощью угловых (валиковых) швов (рис. 22.4).
В зависимости от положения шва относительно линии действия силы F угловые швы называются лобовыми, фланговыми, косыми, комбинированными и кольцевыми.
Рассмотрим формы поперечного сечения углового шва (рис. 22.5):
1. Нормальная (рис. 22.5,а), выполняемая в виде равнобедренного прямоугольного треугольника.
2. Выпуклая (рис. 22.5, б). Выпуклый шов образует резкое изменение формы сечения деталей в месте соединения, что является причиной повышенной концентрации напряжений.
3. Специальная (рис. 22.5, в) с сечением в виде прямоугольного неравнобедренного треугольника с основанием, большем высоты.
4. Выгнутая (рис.22.5, г). Такой шов снижает концентрацию напряжений и рекомендуется при действии переменных нагрузок. Вогнутость шва достигается обычно механической обработкой, которая значительно увеличивает стоимость соединения. Поэтому такой шов применяют только в особых случаях, когда оправдываются дополнительные расходы.
Основные геометрические характеристики углового шва – катет k ивысота h. Для нормального шва h = k·sin450 «0,7k.
Катет швов нахлесточных соединений при сварке тонких листов (менее 4 мм) делают равными по толщине листов d. Для деталей большей толщины катет шва определяют из соотношения