Какие сварочные деформации называются остаточными
Виды и причины сварочных деформаций — Сварка Профи
Деформации в сварных конструкциях появляются вследствие внутренних напряжений, которые вызываются различными причинами.
Причины возникновения этих напряжений можно разделить на две основные группы:
— неизбежные, без которых процесс обработки невозможен;
— сопутствующие, которые, в принципе, можно устранить.
К неизбежным причинам возникновения напряжений при сварке относятся, например, неравномерный нагрев, кристаллизационная усадка швов, структурные изменения металла шва и околошовной зоны и т. д.
К сопутствующим причинам возникновения напряжений и деформаций относятся такие причины, как:
— неверные конструктивные решения сварных узлов (неправильно выбранный тип соединения, слишком близкое расположение сварных швов, частое пересечение сварных швов т. п.);
— неправильное применение техники и технологии сварки (несоблюдение режимов сварки, неправильный выбор электродов, некачественная подготовка металла к сварке и т. д.);
— низкая квалификация сварщика.
Любой металл при нагревании расширяется, а при охлаждении сжимается. При изменении температуры изменяется структура металла, происходит перегруппировка атомов из одного типа кристаллической решетки в другой.
Например, олово способно переходить от одного типа кристаллической решетки к другому, причем со значительным изменением объема (до 26%).
Это вызывает возникновение значительных внутренних напряжений, которые, в свою очередь, нередко приводят к образованию трещин.
[attention type=green]Если олово будет достаточно длительное время находиться при температуре — 20°C, оно начинает разрушаться от самопроизвольного растрескивания.
[/attention]
Изменение температуры приводит к перемещению частиц металла. Если такое перемещение будет встречать сопротивление, то в металле возникнет напряженное состояние.
Такое сопротивление может вызваться закреплением детали, препятствующим свободному растяжению или сжатию при нагревании или охлаждении.
Кроме того, напряжения в металле могут вызываться неравномерным нагреванием, когда одни области нагреваются больше, другие меньше.
Напряжения могут возникнуть также в результате изменений структуры.
Например, кристаллизационная усадка металла шва происходит из-за того, что металл шва при охлаждении уменьшается в объеме, но поскольку шов имеет жесткую связь с более холодным металлом, его усадка вызывает появление внутренних напряжений.
Если же происходит кристаллизационная усадка незакрепленного (свободного) образца металла, это приведет только к его укорочению.
В случаях, когда усадка имеет место при жестком закреплении свариваемых деталей или при неравномерном нагреве, в конструкции после охлаждения возникают внутренние напряжения, вызывающие ее деформацию.
Деформации, возникающие при сварке, принято разделять на следующие виды:
— временные и остаточные;
— местные и общие;
— в плоскости и вне плоскости сварного соединения.
Деформации, которые возникают в некоторый момент времени, при сварке, а после сварки исчезают, называются временными.
[attention type=yellow]Деформации, возникающие в изделии к моменту его полного охлаждения, называются остаточными или конечными.
[/attention]
Деформации возможны в плоскости сварного изделия (рис. 1) — например, продольные и поперечные, а также вне плоскости (рис. 2).
Рис. 1.Деформации в плоскости сварных соединений;
1 — форма соединения до сварки, 2 — после сварки.
Рис. 2.Деформации вне плоскости сварных соединений:
а — серповидность балки, б — грибовидность полок балки, в — угловая деформация стыкового соединения, f — прогиб балки; 1, 2, 3, 4- порядок наложения швов
Деформации при сварке – причины возникновения и способы устранения
Многие начинающие и даже опытные сварщики часто сталкиваются с проблемой деформации сварных соединений (искривлений рабочей поверхности из-за теплового воздействия дуги).
Деформации могут приводить ко многим неприятностям, самая опасная из которых — это риск получить конструктивно ненадежные соединения.
Этот материал поможет понять, что представляют собой деформации, как они происходят, какое влияние оказывают на соединение и как их контролировать.
Изучите отличное видео про деформации при сварке:
Также рекомендуем ознакомиться с нашими лучшими материалами: сварка аргоном, сварка нержавейки, как выбрать сварочную смесь, как определить расход смеси, сварочная смесь или углекислота, сварка алюминия.
Деформация сварного соединения происходит из-за расширения и сужения наплавленного металла во время нагревания и остывания в ходе сварки. Если проводить сварку только с одной стороны детали, то это приведет к большему уровню деформаций, чем при чередовании обеих сторон.
Во время цикла нагревания и охлаждения на сужение и деформацию металла влияет множество факторов, в частности, изменение физических и механических свойств металла по мере поступления тепла.
Например, по мере роста температуры в зоне сварки предел прочности, эластичность и теплопроводимость стали падают, а тепловое расширение и удельная теплоемкость возрастают. Эти изменения влияют на теплоотдачу и однородность распределения тепла.
Источники сварочных напряжений
Источниками напряжений являются неравномерный нагрев металла вблизи зон сварки, литейная усадка, структурные изменения (мартенситное превращение).
Сварочные напряжения вызывают:
- искажение формы детали после механической обработки;
- потерю устойчивости конструкции;
- снижение сопротивляемости конструкции хрупким разрушениям, усталости;
- снижение хладостойкости;
- ускорение коррозионного разрушения;
- «холодные» и «горячие» трещины в сварных соединениях
Мероприятия, снижающие сварочные напряжения и деформации для их предотвращения
- При проектировании сварной конструкции следует стремиться к использованию обоснованных сечений швов и наименьшей их протяженности, предусматривать припуски на усадку отдельных элементов конструкций.
- Расположение сварных швов должно быть симметричным относительно главных осей как отдельных элементов, так и всей конструкции в целом.
- Не следует допускать пересечения в одной точке более трех швов.
- Собранная конструкция перед сваркой должна быть проверена в отношении правильности ее размеров и величины зазоров в стыке.
- Для уменьшения остаточной деформации перед сваркой конструкции или элемента в сварном соединении создавать искусственную деформацию, обратную по знаку ожидаемой от сварки.
- По возможности сварку узлов осуществлять в приспособлениях.
- Применять местный или общий подогрев конструкции для наведения в сварном соединении деформаций обратного знака по отношению к усадке.
- Уменьшать зону разогрева путем применения теплоотводящих подкладок, либо повышения скорости сварки, либо использования охлаждающих смесей.
- Порядок наложения швов в конструкции должен быть таким, чтобы последующий шов мог вызвать обратные деформации по отношению к деформациям предыдущего шва (обратно-ступенчатый способ наложения шва, сварка от середины шва в оба конца).
- Для создания в сварном соединении напряжения сжатия применять проковку, чеканку, обкатку роликами шва и околошовной зоны.
- Использовать отпуск для снятия внутренних напряжений (650…680 градусов)
Исправление деформаций при сварке
Для исправления деформаций нужно обратить внимание на их тип:
- волнистость и саблевидность листов;
- коробоватость листов;
- хлопуны и выпучивание листов и стенок балок;
- перелом в стыке сварного соединения;
- грибовидность полок тавровых соединений;
- ромбовидность и винтообразность коробчатых элементов;
- продольный и поперечный выгиб элементов изделия.
Исправление элементов осуществляют термическим или термомеханическим способом.
Термомеханическую правку выполняют местным нагревом деформированного участка с одновременным механическим воздействием. Нагрев осуществляется ацетилено-кислородным пламенем. Запрещается правка элемента путем наплавки дуговой сваркой, графитовыми электродами, плазменными горелками.
Температура местного нагрева металла ~ 700 градусов. Допускается температура нагрева до 900 градусов. Термически упрочненные стали во избежание разупрочнения нагревают до температуры ниже 700 градусов.
При термической и термомеханической правке допускается применять проколачивание нагретого металла кувалдой через гладилку, при этом температура нагретого металла должна быть более 7000 С.
Температуру нагреваемой поверхности контролируют по цвету термокарандашами или приборами с переносной контактной термопарой типа ТПР-14 (0…500 С).
Не допускается правка углеродистых и низколегированных сталей при температуре воздуха ниже -15 С, а термически упрочненных сталей – при температуре ниже нуля. Запрещается охлаждать нагретый металл водой. Допускается повторный нагрев одних и тех же участков после полного остывания не более трех раз.Правка волнистости осуществляется путем нагрева полосами по гребню волны.
Минимальная ширина зоны нагрева полосы не менее трех толщин листа. Правка саблевидности выполняется за счет нагрева «клиньев» со стороны выпуклой кромки. Высота клина h равна 2/3 ширины листа.
Лекция № 18 Напряжения и деформации при сварке (понятия, виды, классификация, причины их возникновения, способы борьбы)
Деформацией называется изменение формы и размеров твердого тела под действием усилия. Если форма тела восстанавливается после прекращения действия силы, то деформация является упругой. Если тело не принимает первоначальной формы, то оно получило остаточную, или пластическую деформацию.
Напряжением называется сила, отнесенная к единице поверхности или к единице площади поперечного сечения тела.
В зависимости от направления действующих усилий могут возникать напряжения растяжения, сжатия, изгиба, среза и кручения. Напряжение, при котором происходит разрушение, называется пределом усталости.
Главной причиной пониженной усталостной прочности сварных соединений является сосредоточение напряжений. Причинами концентрации напряжений являются:
1.Дефекты швов – острый надрез, непровар, трещина и другие, расположенные поперек действия растягивающих напряжений.
2.Неправильные очертания сварного шва, например, швы с большой выпуклостью и неплавным переходом от наплавленного металла к основному.
3.Нерациональная конструкция сварных соединений
Меры борьбы с деформациями
Мероприятия, выполняемые до сварки
Рациональное конструирование сварных изделий.
В процессе конструирования необходимо: ограничивать количество наплавленного металла уменьшением катетов швов или угла скоса кромок; не допускать пересечения большого количества швов; не располагать сварные швы там, где действуют максимальные напряжения от внешних нагрузок, и размещать их симметрично; применять преимущественно стыковые швы и т. п.
Правильная сборка деталей с учетом возможных деформаций.
При этом наиболее часто применяют метод обратных деформаций (рис.29). Зная, что шов после охлаждения всегда сокращается в размерах, можно заранее предугадать характер возможных напряжений и деформаций и произвести предварительный выгиб свариваемых деталей и противоположную сторону. Величина обратного выгиба определяется расчетным или опытным путем
При сборке деталей следует избегать прихваток, которые создают жесткое закрепление деталей и способствуют возникновению значительных остаточных напряжений. Лучше, применять сборочные приспособления, допускающие некоторое перемещение деталей при усадке металла.
Рис. 29Обратные деформации и положения элементов изделия после сварки
А – стыковое соединение двух пластин, б- тавровая балка, в – полка таврового соединения
Мероприятия, выполняемые в процессе сварки
Рациональная последовательность наложения сварных швов
Сварные конструкции следует изготовлять так, чтобы замыкающиешвы, создающие жесткий контур, заваривались в последнюю очередь. Сварку нужно вести от середины конструкции к ее краям, как бы сгоняя при этом внутренние напряжения наружу. Каждый последующий шов при многослойной сварке рекомендуется накладыватьв направлении, обратном направлению предыдущего шва.
При сварке полотнищ из отдельных листов (рис.30а) в первую очередь нужно выполнять поперечные швы отдельных поясов, чтобы обеспечить их свободную усадку, а затем сваривать пояса между собой продольными швами. В противном случае возможно образование трещин в местах пересечения поперечных и продольных швов.
При сварке двутавровых балок (рис.30 б) в первую очередь выполняют стыковые соединения стенок и полок, а затем — угловые поясные швы.
При сварке цилиндрических сосудов из нескольких обечаек (рис.30в) сначала выполняют продольные швы обечаек, а затем обечайки сваривают между собой кольцевыми швами. При ручной и механизированной сварке швы большой протяженности рекомендуется накладывать в обратноступенчатом порядке.
Какие сварочные деформации называются остаточными

Деформации и напряжения металлов при сварке способны возникать из-за множества различных причин. Они отрицательно влияют на механическую прочность свариваемых конструкций.
Наиболее распространенные причины проявления деформаций, напряжений — это неравномерно осуществляемое нагревание, охлаждение соединяемых деталей, структурные модификации металла шовного соединения, литейная усадка наплавляемого металла.
Причины проявления деформаций, напряжений материалов
При сварных работах соединяемые образцы подвергаются воздействию достаточно высоких температур. Напряжения, деформации могут образовываться в следующих ситуациях:
- литейная усадка;
- нагревание материала на соединяемом участке осуществляется неравномерно;
- изменения структуры металла при охлаждении после нагревания. Сначала происходит деформация кристаллических зерен, после — всей металлической конструкции.
Литейная усадка
Данный процесс происходит из-за образования в поверхностных слоях металла, которые непосредственно касаются сварного шва, остаточных напряжений. Основная причина этого — уменьшение объема охлаждаемой сварной ванны. Происходит растягивание ближайших слоев металла изделий. При минимальном объеме ванны деформации, напряжения, формирующиеся в процессе ее затвердевания, тоже минимальны.
Нагревание/охлаждение производится неравномерно
В результате неравномерного увеличения температуры металла, в нем формируются напряжения тепловые, осуществляется изменение пластичности, прочностных характеристик. Если температура нагревания высокая, показатель теплопроводности материала минимальный, тогда напряжения тепловые будут повышенными.
Деформации и напряжения при сварке формируются под воздействием тепловой энергии электротока. Основными причинами их возникновения является неравномерный разогрев материала, неправильное охлаждение, усадка жидкого материала ванны, изменения структуры металла на участке термического воздействия, в соединительном шве.
Изменения структуры материала
Причинами данного процесса являются образования растягивающих/стягивающих напряжений. Подобные преобразования иногда способствуют изменению объема соединяемого металла.
В процессе сварки образцов из сталей низкоуглеродистой группы, напряжения незначительны, существенно не влияют на качество сваривания.
Достаточно большие деформации возникают в период сваривания образцов из сталей легированной группы с наличием углерода больше 0,35 процентов. В данном случае не исключено образование в сварочных швах горячих трещин.
Процедуру деформации металла можно охарактеризовать:
- углом поворота;
- укорочениями, прогибами образцов;
- величинами точек шва;
- параметрами выхода из плоскости, образующей равновесие.
Мероприятия, способствующие снижению деформаций
Достичь сокращения сварочных напряжений и уменьшения деформации при соединении металлических образцов достаточно сложно. Для этого нужно предпринимать следующие меры:
- Предварительно до начала сварных работ, еще в процессе проектирования металлоконструкции, анализируются последствия взаимодействия металлов при выполнении сварочных работ. Если подобранные материалы не сочетаются друг с другом, для выполнения соединения необходимо приложить большие усилия, сварочная процедура требует дополнительных материальных вложений, можно подобрать другой металл, уменьшить скорость выполнения шва, поменять конструкцию, сделать в ней минимальное число сварных швов.
- При непосредственном проведении сварных работ нужно правильно организовать последовательность выполнения соединения деталей. Замыкающие швы конструкции должны производиться в самую последнюю очередь. При выполнении сварки вручную, когда сварные швы достаточно длинные, соединение необходимо выполнять в ступенчатом порядке, и максимально жестко скреплять между собой узлы.
- Кроме этих мероприятий, непосредственно перед началом выполнения соединения изделий, можно незначительно повредить их кромки в направлении, обратном направлению предполагаемой деформации.
- Если предварительно соединяемые металлические детали незначительно подогреть, сварочные деформации металла шва будут минимальными. Сварочное напряжение, на которое не обратили внимания в период проведения сварочных работ, способно отрицательно повлиять на жесткость, прочность соединяемой конструкции.
По окончании сварки обязательно производится термический отпуск. Подобная процедура обеспечивает уменьшение остаточных напряжений, повышает пластические свойства сварочного соединения.
Сергей Одинцов
Какие сварочные деформации называются остаточными — Справочник металлиста
Внутренние деформации и напряжения уменьшаются различными технологическими приёмами, включающими технику и очерёдность созданий и размещение сварочных швов, правильную конструкцию изделия, выбор режима дуговой сварки.
3 способа уменьшения напряжения и искажения при сварке
Напряжения либо искажения, возникающие при сварке в конструкциях, уменьшают тремя основными методами их регулировки.
- Снижением объемов подвергаемого пластичным деформациям материала при его нагревах и снижениях самих пластичных деформаций.
- Созданием в зонах пластичных деформаций, возникшей от нагревов металла, дополнительной деформации с противоположным направлением. Это можно сделать во время остываний и в моменты остаточного охлаждения.
- Можно симметрично разместить сварочные швы с целью компенсирования появляющихся перемещений с деформациями. Также можно устранить такого рода дефекты при создании искусственных зон пластичных деформаций со свободной усадкой.
Помимо деформирований и напряжений при сварочном процессе зачастую возникают отклонения (дефекты).
Виды отклонений (дефекты) в сварочном процессе
Существует несколько видов отклонений (дефектов) – внутреннего и наружного типа. Обнаружение дефектов наружного типа выполняется на визуальной основе во время осмотра сварного шва.
Обнаружение дефектов внутреннего типа при их нахождении во внутренней части сварочного шва возможно только, проведя дефектоскопию с рентгеном и механообработкой.
Несмотря на классификацию и причины возникновения дефектов, это всё же дефект, который нужно устранить либо провести минимизацию его количества и размеров.
Поскольку любое отклонение (дефект) сварочных швов является угрозой функциональности и стабильности всего изделия, мастера проводят определённые операции для их ликвидации. Для минимизации вероятности возникновения дефектов (отклонений) необходимо:
- Учесть, по какой последовательности выполнялась сварка и с какой квалификацией работает сварщик.
- Учесть тип присадочных материалов и структура свариваемых металлов.
- Учесть применение защитных газов и последовательность подготовки поверхностей для проведения процесса сваривания.
- Учесть тип применяемого сварочного оборудования.
К отклонениям (дефектам) наружного типа относят возникновение нарушений размеров (появление наплывов с подрезами), прожогов и непроваров, незаваренных кратеров.
Какие сварочные деформации называют остаточными ответ — Станки, сварка, металлообработка
Одним из свойств металла является изменение размера под воздействием температур. Под воздействием высокой температуры металл расширяется. Как сильно он расшириться зависит от температуры нагрева и коэффициента линейного расширения материала.
Деформации и напряжения могут быть вызваны не только воздействием внешних сил. Существуют так званые собственные напряжения и деформации, которые присутствуют в металле даже без воздействия на него.
Собственные напряжения могут быть реактивными и остаточными. Остаточные напряжения появляются в результате местной пластичной деформации и остаются у изделия после сварки.
Реактивными называют напряжения возникшие во время сварки жестко закрепленной конструкции.
Классификация напряжений и деформаций
В зависимости от причины возникновения собственные напряжения разделяют на:
- тепловые напряжения — появляются в следствии неравномерного распределения температуры во время сварки;
- структурные напряжения — появляются в следствии преобразования структуры во время нагревания выше критической температуры.
В зависимости от времени существования собственные напряжения бывают:
- временные — существуют при определенных фазовых преобразованиях и исчезают при охлаждении;
- остаточные — остаются даже после исчезновения причин их образования.
Зависимо от площади действия различают три вида напряжений:
- напряжения которые действуют в объемах конструкции;
- напряжения которые действуют в рамках зерен металла;
- напряжения которые существуют в кристаллической решетке металла.
По направлению действия напряжения и деформации бывают:
- продольные — вдоль оси сварочного шва;
- поперечные — направленны перпендикулярно оси шва.
По виду напряженного состояния напряжения бывают:
- линейные — действуют в одном направлении;
- плоскостные — действуют в двух направлениях;
- объемные — действуют в трех направлениях.
Напряжения также могут быть сдавливающими и растягивающими.
Деформацию называют общей если она изменяет размер всего изделия, и местной — если она изменяет часть изделия.
Деформации могут быть пластичными и упругими. Если конструкция восстанавливает свою форму и размер после сварки, то такая деформация называется упругой, а если не восстанавливается — пластичной.
Во время выполнения сварки конструкций возникают напряжения и деформации. Напряжение которое превышает границы текучести метала приводит к появлению пластических деформаций, которые изменяют размеры и форму конструкции. Напряжения превышающие границу прочности приводит к появлению в трещин.
Структурные преобразования
При сварке легированных и высокоуглеродистых сталей часто возникают структурные преобразования в металле — меняются размеры и расположение зерен металла при охлаждении. Поэтому меняется первоначальный объем металла и возникают внутренние напряжения.
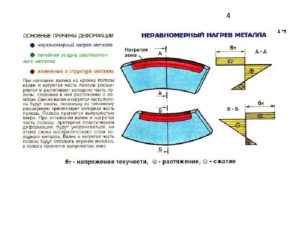
Неравномерное нагревание
Рис. Неравномерный нагрев металла
При нагревании металла жестко связанного с холодным металлом образовываются сдавливающие и растягивающие напряжения. Это связано с изменением размеров размеров металла при нагревании.
Литейная усадка
Литейная усадка расплавленного металла сопровождается уменьшением объема металла при его кристаллизации. Так как расплавленный металл связан с основным в под воздействием литейной усадки возникают продольные и поперечные напряжения.
Рис. Деформации от поперечной усадки
Рис. Деформации от продольной усадки
Предварительный и сопроводительный подогрев
Предварительный и сопроводительный подогрев сталей улучшает механические качества шва и прилегающей зоны, уменьшает пластические деформации и остаточные напряжения. Используют для сталей склонных к закалке и образованию кристаллизационных трещин.
Обратно ступенчатый порядок наложения швов
Рис. Обратно ступенчатый порядок наложения швов
Длинные швы (свыше 1000 мм) разбиваются на участки по 100-150 мм и каждый из них ведется в направлении обратном направлению сварки. Используя обратно ступенчатый порядок наложения швов можно добиться более равномерного нагревания металла в сравнении с последовательным наложением. Равномерное нагревание металла значительно уменьшает деформации.
Проковка швов
Проковывать можно как нагретый так и холодный металл. При ударе металл разжимается в разные стороны, что уменьшает растягивающие напряжения. Сварочные швы на металле склонному к образованию закалочных структур не проковывают.
Уравновешивание деформаций
Способ заключается в выборе такого порядка наложения швов при котором каждый следующий шов создает деформацию противодействующую предыдущему. Например, поочередное наложение слоев при сварке двусторонних соединений.
Создание обратных деформаций
Детали собирают под сварку изначально под определенным углом. Когда во время сварки детали сближаются друг к другу деформация уменьшается.
Жесткое крепление деталей
Для этого используют жесткое закрепление деталей в кондукторах. Детали находятся закрепленными все время сварки, вынимают их после охлаждения. Недостатком является возможность возникновения внутренних напряжений.
Термическая обработка
Термическая обработка хорошо влияет на свойства шва и околошовной зоны, снижает внутренние напряжения и выравнивают структуру шва.
Присутствие напряжения и деформации при сварке
- Дата: 15-07-2015
- 411
- : 20
Современное строительство, прокладка инженерных коммуникаций, установка оборудования и даже изготовление мебели не может обойтись без применения того или иного вида сварки.
Сварочные соединения обладают повышенной прочностью, крепостью и долговечностью, независимо от того, насколько большим является сварочный шов и от металлов, на которых он выполнен.
Главным при сварных работах является соблюдение технологии для различных видов сварки и безопасности при выполнении такого вида работ. При выполнении этих работ каждая точка полученной спайки испытывает напряжения и деформации при сварке.
Типовая структурная схема инверторного сварочного аппарата.
Это происходит на начальном этапе сварочной спайки металлов, когда их нагревание только усиливается, а при остывании такие силы напряжения и деформации приобретают другой характер расположения, в зависимости от сечения.
Такие деформации и напряжения при сварке принято называть временными. Эти короткие по времени процессы по мере эксплуатации с постепенным остыванием металла переходят в значения остаточного характера.
Подобные действия металлические элементы конструкции могут испытывать на протяжении достаточно длительного времени, вплоть до выхода из строя.
Определения и разновидности напряжений и деформаций
Причины деформации деталей при сварке.
Напряжением при сварочных работах принимают силу, которая имеет отношение к единичной площади элемента сварки. Данную характеристику металла можно разделить на процессы, которые вызваны растяжением, изгибом, кручением, сжатием и срезом. Данным параметром нельзя пренебрегать, так как они вызывают серьезные деформации при сварке и нарушения получаемых швов в целом.
Когда соединение изменяет габариты или геометрические размеры в результате проведенной работы, то это деформация детали. Деформации бывают упругими или пластическими.
Если форма и размеры способны вернуться в исходное состояние после прекращения работ, то подобная деформация носит названий упругой.
Если геометрия изделия или его форма не возвращаются в изначальное положение, то такую характеристику называют пластической.
Под воздействием высокой температуры в процессе работы возникают деформации внешнего свойства в деталях, которые подвергаются обработке.Если такие изменения наблюдаются только в период работ, то такие напряжения и деформации называют временными, которые прекращают свое действие при окончании процесса.
А вот остаточные деформации и напряжения продолжают действовать на металл достаточно длительное время после самих работ.
Угловая деформация при сварке таврового соединения.
Данные параметры можно разделить на такие типы: линейные, плоские либо объемные (или одно- дву- и трехосные). В зависимости от того, на какой объем металла напряжение воздействует, его можно разделить на значения 1, 2 и 3 рода.
Параметр 1 рода действует на больших объемах металла, то есть в макрообъемах. Напряжения, которые ограничивают свое воздействие рамками кристаллического зерна металла, относят ко 2 роду.
В пределах кристаллической решетки металла воздействуют напряжения при сварке 3 рода.
Деформации при сваривании непосредственно самого металла, которые возникают в процессе, можно охарактеризовать:
- прогибами свариваемых элементов;
- углом поворота в процессе работ;
- укорочениями, которые получаются в результате работы;
- величинами точек сварного шва;
- размерами выхода из плоскости, которая образует равновесие.
Какие сварочные деформации называются остаточными? — Металлы, оборудование, инструкции

Деформации в сварных конструкциях появляются вследствие внутренних напряжений, которые вызываются различными причинами.
Причины возникновения этих напряжений можно разделить на две основные группы:
— неизбежные, без которых процесс обработки невозможен;
— сопутствующие, которые, в принципе, можно устранить.
К неизбежным причинам возникновения напряжений при сварке относятся, например, неравномерный нагрев, кристаллизационная усадка швов, структурные изменения металла шва и околошовной зоны и т. д.
К сопутствующим причинам возникновения напряжений и деформаций относятся такие причины, как:
— неверные конструктивные решения сварных узлов (неправильно выбранный тип соединения, слишком близкое расположение сварных швов, частое пересечение сварных швов т. п.);
— неправильное применение техники и технологии сварки (несоблюдение режимов сварки, неправильный выбор электродов, некачественная подготовка металла к сварке и т. д.);
— низкая квалификация сварщика.
Любой металл при нагревании расширяется, а при охлаждении сжимается. При изменении температуры изменяется структура металла, происходит перегруппировка атомов из одного типа кристаллической решетки в другой.
Например, олово способно переходить от одного типа кристаллической решетки к другому, причем со значительным изменением объема (до 26%).
Это вызывает возникновение значительных внутренних напряжений, которые, в свою очередь, нередко приводят к образованию трещин.
[attention type=green]Если олово будет достаточно длительное время находиться при температуре — 20°C, оно начинает разрушаться от самопроизвольного растрескивания.
[/attention]
Изменение температуры приводит к перемещению частиц металла. Если такое перемещение будет встречать сопротивление, то в металле возникнет напряженное состояние.
Такое сопротивление может вызваться закреплением детали, препятствующим свободному растяжению или сжатию при нагревании или охлаждении.
Кроме того, напряжения в металле могут вызываться неравномерным нагреванием, когда одни области нагреваются больше, другие меньше.
Напряжения могут возникнуть также в результате изменений структуры.
Например, кристаллизационная усадка металла шва происходит из-за того, что металл шва при охлаждении уменьшается в объеме, но поскольку шов имеет жесткую связь с более холодным металлом, его усадка вызывает появление внутренних напряжений.
Если же происходит кристаллизационная усадка незакрепленного (свободного) образца металла, это приведет только к его укорочению.
В случаях, когда усадка имеет место при жестком закреплении свариваемых деталей или при неравномерном нагреве, в конструкции после охлаждения возникают внутренние напряжения, вызывающие ее деформацию.
Деформации, возникающие при сварке, принято разделять на следующие виды:
— временные и остаточные;
— местные и общие;
— в плоскости и вне плоскости сварного соединения.
Деформации, которые возникают в некоторый момент времени, при сварке, а после сварки исчезают, называются временными.
[attention type=yellow]Деформации, возникающие в изделии к моменту его полного охлаждения, называются остаточными или конечными.
[/attention]
Деформации возможны в плоскости сварного изделия (рис. 1) — например, продольные и поперечные, а также вне плоскости (рис. 2).
Рис. 1.Деформации в плоскости сварных соединений;
1 — форма соединения до сварки, 2 — после сварки.
Рис. 2.Деформации вне плоскости сварных соединений:
а — серповидность балки, б — грибовидность полок балки, в — угловая деформация стыкового соединения, f — прогиб балки; 1, 2, 3, 4- порядок наложения швов
Деформации при сварке — причины возникновения и способы устранения
Многие начинающие и даже опытные сварщики часто сталкиваются с проблемой деформации сварных соединений (искривлений рабочей поверхности из-за теплового воздействия дуги).
Деформации могут приводить ко многим неприятностям, самая опасная из которых — это риск получить конструктивно ненадежные соединения.
Этот материал поможет понять, что представляют собой деформации, как они происходят, какое влияние оказывают на соединение и как их контролировать.
Изучите отличное видео про деформации при сварке:
Также рекомендуем ознакомиться с нашими лучшими материалами: сварка аргоном, сварка нержавейки, как выбрать сварочную смесь, как определить расход смеси, сварочная смесь или углекислота, сварка алюминия.
Деформация сварного соединения происходит из-за расширения и сужения наплавленного металла во время нагревания и остывания в ходе сварки. Если проводить сварку только с одной стороны детали, то это приведет к большему уровню деформаций, чем при чередовании обеих сторон.
Например, по мере роста температуры в зоне сварки предел прочности, эластичность и теплопроводимость стали падают, а тепловое расширение и удельная теплоемкость возрастают. Эти изменения влияют на теплоотдачу и однородность распределения тепла.
Виды и причины сварочных деформаций
Сварка обеспечивает самое прочное и надежное соединение, если проведена правильно. Однако при нарушении технологии в конструкции возникают напряжения и деформации, вызванные сварочным процессом. Искажается форма и размеры изделия, в результате чего оно не может выполнять свои функции.
Что такое напряжение
Сварочное напряжение определяют как силу, действующую на единицу площади изделия. Оно может быть вызвано растягивающим, изгибающим, крутящим, сжимающим или срезающим усилием.
Эти силы достигают таких величин, что в процессе эксплуатации напряжения и деформации в отдельных деталях приводят к разрушению всей конструкции. Кроме этого происходит снижение антикоррозионных свойств, меняются геометрические размеры и жесткость конструкции.
Напряжения и деформации бывают временными и остаточными. Какие сварочные деформации называют временными, а какие остаточными определяется просто. Временные появляются во время сваривания деталей, вторые появляются и остаются после окончания сварки и охлаждения конструкции.
Причины появления
Главные причины возникновения напряжений и сварочных деформаций такие:
- неоднородный нагрев металлических заготовок;
- усадочные изменения сплава в сварном шве;
- фазовые изменения, возникающие при переходе расплавленного металла из одного состояния в другое.
Одним из свойств металлов является их способность расширяться при повышении температуры и сжиматься при охлаждении. При плавлении в области сварочного соединения появляется неоднородная термозона.
Она вызывает напряжения сжимающего или растягивающего свойства. Если эти напряжения превышают предел текучести металла, то происходит изменение формы изделия, возникают остаточные деформации.
Разновидности деформаций зависят от того, в каких объемах они проявляются. Выделяют три рода. Деформации первого рода действуют в макрообъемах, деформации второго рода происходят в пределах кристаллических зерен, а третьего рода происходят в кристаллической решетке металла.
Деформации и напряжения при сварке возникают и при кристаллизации сварного шва, когда происходит усадка жидкого металла. Объем остывающего жидкого металла уменьшается, это вызывает напряжения внутри металла.Параллельно и перпендикулярно оси сварочного шва формируются напряжения, которые вызывают изменение формы изделия. Продольные силы вызывают изменения длины сварного шва, а поперечные приводят к угловым деформациям.
При превышении определенных предельных температур при сваривании углеродистых и легированных сталей происходит их структурное превращение. У них появляется другой удельный объем и изменяется коэффициент линейного расширения, что приводит к огромным сварочным напряжениям.
Самые большие из них возникают в легированных сталях. В них образуются закалочные структуры, которые при охлаждении не возвращаются к прежней структуре металла, как в большинстве случаев, а сохраняют колоссальные напряжения могущие привести к разрушению сварного шва.
Для этих сплавов разрабатываются специальные технологические процессы, снижающие остаточные напряжения и деформации.
Как предотвратить
Для предупреждения вредных воздействий сварочных деформаций необходимо соблюдать следующие правила и провести несколько мероприятий:
- сварных швов должно быть минимум, и они должны быть как можно короче;
- количество пересекающихся и разнотолщинных швов так же сводят к минимуму;
- сварочные соединения делают с плавным переходом толщин;
- металл наплавляют в минимальном количестве;
- в самых напряженных местах конструкции швы вовсе не делают;
- оставляют припуск на усадку.
Необходимо правильно выбирать способ сварки, который зависит от свариваемости материалов, энергии и режима. Чтобы уменьшить зону прогрева, нужно увеличить скорость сваривания. Для увеличения глубины сварки (прогрев в толщину) необходимо увеличить силу тока.
Для уменьшения вредных воздействий нагрева в зоне сваривания сварщику необходимо по возможности избегать прихваток.
Положительный результат дает использование зажимов и других сварочных приспособлений. Они позволяют сохранить подвижность деталей при сварке в продольном направлении и препятствовать угловому перемещению.
Заготовки располагают таким образом, чтобы возникающие при остывании сварочные деформации были противоположны напряжениям.Для уменьшения остаточных напряжений и деформаций надо использовать предварительный нагрев. Кроме этого нужно правильно выбрать технологию сварки.
Последовательность наложения швов должна уравновешивать возникающие напряжения. Накладывать швы надо так, чтобы свариваемые детали имели наибольшую подвижность.
В процессе сварки проводят проковку сварного шва, что деформирует остывающее сварное соединение и уменьшает воздействие усадки.
Способы устранения напряжений
Напряжения устраняют отжигом или механическими методами. Отжиг является самым эффективным методом снятия напряжений. Его применяют, когда к изделию предъявляются повышенные требования к точности геометрических размеров.
Он может быть общим или местным. Чаще всего отжиг производят при 550-680 °C. Выделяют три его стадии: нагрев, выдержка, остывание.
Из механических способов устранения напряжений применяют проковку, прокатку, вибрацию, обработку взрывом, приводящие к пластической деформации обратного знака.
Проковку делают пневмомолотком, а виброобработку специальным устройством вызывающим вибрацию изделия с резонансной частотой в пределах 10-120 Гц в течение нескольких минут.
Способы устранения деформаций
Сварочные деформации могут проходить в плоскости и с выведением из плоскости. О деформациях в плоскости говорят, когда изменяются геометрические размеры конструкции. Деформация из плоскости соответствует угловым изменениям детали, искривлению листовой поверхности.
Для устранения таких явлений применяют термическую правку с местным или общим нагревом, холодную механическую и термомеханическую.
Термический способ с местным нагревом основывается на том, что при охлаждении металл сжимается. Для устранения сварочных деформаций растянутую часть изделия сначала нагревают (горелкой или дугой), при этом окружающий сплав остается холодным и не дает горячему участку сильно расшириться.
При остывании изделие выпрямляется. Так правят балки, листовые полосы и некоторые другие детали.Если происходит полный отжиг, то конструкцию закрепляют в устройстве, создающем давление на требуемые зоны, и помещают в печь для нагрева.
Холодную правку делают, используя постоянные нагрузки. Для этого применяют различные прессы или валки для прокатки длинномерных изделий типа труб или двутавровых балок, в необходимых местах они деформируются.
Термомеханическую правку производят с применением силовой нагрузки при местном нагреве изделия. Такой способ применяют к сильно растянутым деталям. Вначале собирают излишек металла в так называемые купола, а затем прогревают эти участки.
Технологию правки выбирают в зависимости от особенностей сварочной деформации и типа металлического изделия, его размеров, конфигурации. Обращают внимание также и на трудозатраты, останавливаясь на самом эффективном методе.