Какой тип сварного шва вы знаете
Сварные швы: классификация, типы сварочных соединений, основные геометрические параметры шва — Станок
Сварочные швы – зоны сварных соединений, которые образованы первоначально расплавленным, а затем кристаллизованным при остывании металлом.
Параметры сварочных швов
Срок службы всей сварочной конструкции зависит от качества сварочных швов. Качество сварки характеризуется следующими геометрическими параметрами сварного шва:
- Ширина – расстояние между его краями;
- Корень – внутренняя часть , противоположная его внешней поверхности;
- Выпуклость – наибольший выступ от поверхности соединяемого металла;
- Вогнутость – наибольший прогиб от поверхности соединяемого металла;
- Катет – одна из равных сторон треугольника, вписанного в поперечное сечение двух соединяемых элементов.
Какие бывают сварочные швы и соединения, классификация
В таблице 1 приведены основные типы сварочных соединений, сгруппированные по форме поперечного сечения.
| №п/п | Сварные соединения и швы | Особенности расположения | Основное применение | Примечание |
| 1 | Стыковые | Соединяемые детали, элементы находятся в одной плоскости. | Сварка конструкций из листового металла, резервуаров и трубопроводов. | Экономия расходных материалов и времени на сварку, прочность соединения. Тщательная подготовка металла и выбор электродов. |
| 2 | Угловые | Соединяемые детали, элементы расположены под любым углом относительно друг друга. | Сварка емкостей, резервуаров. | Максимальная толщина металла 3 мм. |
| 3 | Нахлесточные | Параллельное расположение деталей. | Сварка конструкций из листового металла до 12 мм. | Большой расход материала без тщательной обработки. |
| 4 | Тавровые (буквой Т) | Торец одного элемента и боковая часть другого находятся под углом | Сварка несущих конструкций. | Тщательная обработка вертикального листа. |
| 5 | Торцовые | Боковые поверхности деталей примыкают друг к другу | Сварка сосудов без давления | Экономия материала и простота исполнения |
По способу выполнения:
- Двухсторонние – сварка с двух противоположных сторон с удалением корня первой стороны;
- Однослойные – выполнение за один «проход», с одним наплавленным валиком;
- Многослойные – число слоев равно числу «проходов». Применяется при большой толщине металла.
По степени выпуклости:
- Выпуклые – усиленные;
- Вогнутые – ослабленные;
- Нормальные – плоские.
На выпуклость шва влияют используемые сварочные материалы, режимы и скорость сварки, ширина разделки кромок.
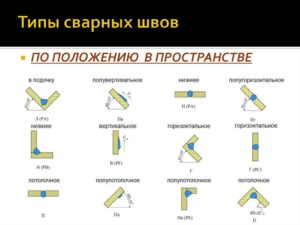
По положению в пространстве:
- Нижние – сварка ведется под углом 0° – наиболее оптимальный вариант, высокие производительность и качество;
- Горизонтальные – сварка ведется под углом от 0 до 60° требуют повышенной
- Вертикальные- сварка ведется под углом от 60 до 120° квалификации сварщика;
- Потолочные – сварка ведется под углом от 120 до 180° – наиболее трудоемкие, небезопасные, сварщики проходят специальное обучение.
По протяженности:
- Сплошные – самые распространенные;
- Прерывистые – негерметичность конструкции.
Виды сварных соединений и швов по взаимному расположению:
- Расположены по прямой линии;
- Расположены по кривой линии;
- Расположены по окружности.
По направлению действующего усилию и вектору действия внешних сил:
- фланговые – вдоль оси сварного соединения;
- лобовые – поперек оси сварного соединения;
- комбинированные – сочетание фланговых и лобовых;
- косые –под некоторым углом к оси сварного соединения.
Виды сварных швов по форме свариваемых изделий:
- на плоских поверхностях;
- на сферических.
Виды швов зависят также от толщины рабочего материала и от длины самого стыка:
- короткие – не > 25 см, при этом сварка производится способом «за один проход»;
- средние – длиной < 100 см – используется обратно-ступенчатый способ сварки, при этом строчка разбивается на малые отрезки длиной в 100-300 мм;
Все протяженные швы обрабатываются обратно-ступенчатым способом, от центра к краям.
Разделка кромок под сварку
Для создания прочного и качественного сварного шва кромки соединяемых изделий проходят необходимую подготовку и им придается определенная форма (V, X, U, I, K, J, Y – образная). Во избежание прожога подготовку кромок можно выполнять при толщине металла не менее 3 мм.
Порядок подготовки кромок:
- Очищение краев металла от ржавчины и загрязнений;
- Снятие фасок определенного размера – в зависимости от способа сварки;
- Величина зазора – в зависимости от типа сварных соединений.
Параметры подготовки кромок:
- Угол разделки кромок – α;
- Зазор между кромками –b;
- Притупление кромок –c.
В таблице 2 приведены особенности подготовки кромок в зависимости от толщины металла.
https://www.youtube.com/watch?v=qBf24cIxYuU
Таблица 2
| №,п/п | Толщина металла, мм | Разделка кромки | Угол, α | Зазор b,мм | Притупление кромок c, мм |
| 1 | 3-25 | ОдносторонняяV-образная | 50 | – | – |
| 2 | 12-60 | ДвухсторонняяX-образная | 60 | – | – |
| 3 | 20-60 | Односторонняя, двухсторонняяU-образная | – | 2 | 1-2 |
| 4 | >60 | I-образная | – | – | – |
Рекомендуем! Как заварить глушитель холодной или электросваркой
Виды сварных соединений и швов: описание, технологические особенности, требования и ГОСТ :
Для того чтобы научиться качественно варить, недостаточно освоить только удержание электрической дуги. Помимо этого, нужно разбираться в том, какие бывают виды сварных соединений и швов.
Начинающие сварщики нередко допускают грубейшие ошибки, например, не проваривают металл. А бывает, что готовые детали имеют слабое сопротивление на излом. В чем причина? В первую очередь в неверном выборе вида соединения, ошибках в технике.
Сегодня предлагаем поговорить о различных видах сварки, видах сварных соединений, а также о дефектах!
Сварной шов: определение
Для начала определимся с определением сварного (сварочного) шва. Так принято называть закристаллизовавшийся металл, который в момент сварки находился в расплавленном состоянии.
В структуру сварочного шва входят:
- зона наплавленного металла;
- зона механического сплавления;
- зона термического влияния;
- переходная зона к основному металлу.
Сварное соединение: что это?
Сварным соединением обычно называют ограниченный участок конструкции, который содержит один или более сварных швов. Именно по внешнему виду соединения специалист может определить квалификацию сварщика, понять, какой способ сварки применялся. Сварное соединение рассказывает и о технологическом предназначении конструкции.
Сварные швы: классификация
Опытные сварщики говорят: в основу классификации типов швов могут быть приняты самые разные факторы, например конструктивные и прочностные, геометрические и технологические. Если рассматривать швы с точки зрения месторасположения, их можно разделить на нижние, наклонные, горизонтальные и вертикальные.
Нижний шов можно назвать не только самым простым, но и самым прочным. Дело в том, что сила тяжести металла позволяет лучше заполнить зазоры между соединяемыми поверхностями. К тому же этот тип является самым экономичным. Существуют определенные условия, так, к примеру, горелка или электрод обязательно должны быть направлены сверху вниз.
Горизонтальный шов обычно формируется тогда, когда поверхности расположены перпендикулярно плоскости электрода. Расход флюсов и электродов при этом типе существенно увеличивается. При медленном ведении шва возможны потеки, а при быстром — непроваренные места.
Значительно сложнее сделать качественный вертикальный шов. Здесь возрастают потери металла, увеличивается неравномерность (на финальном этапе сварки шов получается более толстым). Этот способ требует определенной классификации сварщика. Применяется он обычно для сварки труб или при скреплении больших конструкций.Самой сложной сварщики считают потолочную сварку. Как ее производят? Наносят шов прерывистой дугой. Сила тока при этом небольшая. Такой тип обычно используется при сварке труб, которые нельзя провернуть.
Сварные соединения: типы и виды
Предлагаем поговорить о том, какие виды сварных соединений по видам примыкания поверхностей бывают. В зависимости от таких факторов, как толщина металла, геометрическая форма деталей, требуемой герметичности соединения можно разделить сварные соединения на:
- тавровые;
- внахлест;
- стыковые;
- угловые.
Все виды сварных соединений имеют свое предназначение, которое подходит под определенные потребности готовых элементов. Предлагаем рассмотреть эти виды подробнее!
Стык
Самый распространенный вид сварного соединения – стык. Его применяют, когда сваривают торцы труб, листы стали или какие-либо геометрические фигуры.
Детали, которые присоединяют встык, отличаются по толщине изделия, по стороне накладывания шва. Можно выделить несколько подвидов соединений:
- одностороннее обычное;
- одностороннее, при котором края обрабатываются под углом в 45 градусов;
- одностороннее, при котором обрабатывается одна кромка под углом в 45 градусов;
- одностороннее, при котором фрезой снимается кромка на обеих деталях;
- двухстороннее, которое подразумевает обрез кромок под углом в 45 градусов с каждой стороны.
Важно отметить, что при этом виде сварного соединения большую роль играет толщина свариваемых поверхностей.
Если она не более 4 миллиметров, то применяется односторонний шов, а вот если толщина превышает 8 миллиметров, шов необходимо накладывать с двух сторон.
Если же толщина изделия превышает 5 мм, однако шов нужно накладывать только с одной стороны, получив при этом высокую прочность, следует разделить кромки. Осуществлять его нужно с помощью напильника или болгарки, хватит и 45-градусного скоса.
Угловое соединение
Существует несколько вариантов углового соединения:
- односторонний – как с предварительной разделкой, так и без нее;
- двухсторонний – обычный и с разделкой.
С помощью такого соединения можно скрепить между собой два элемента под любым углом. При этом первый шов будет внутренним, а второй – наружным. Этот тип идеально подходит для сваривания различных навесов и козырьков, кузовов грузовых автомобилей и каркасов беседок.
Если нужно соединить две пластины с разной толщиной, этот вид сварного соединения по ГОСТу необходимо выполнять следующим образом: более толстую пластину следует расположить внизу, а тонкую – поставить на нее ребром. Электрод или горелка при этом должны быть направлены на толстую часть – так на детали не будет прожогов или подрезов.
Соединение внахлест
Две пластины можно сваривать не только встык, но и внахлест – слегка натянув одну на поверхность второй. Такой вид сварного соединения специалисты рекомендуют применять там, где требуется большая сопротивляемость на разрыв. Шов необходимо класть с каждой стороны – это позволит не только увеличить прочность, но и предотвратит накопление влаги внутри готового изделия.
Какой тип сварного шва вы знаете — Справочник металлиста

Сварные металлические соединения относятся к основным методам скрепления конструкций, использующихся в быту и производстве. Это весьма надежный метод получения единой конструкции, который еще и относительно дешевый.
Скрепления данного типа образуются путем расплавления металла в области соединения и последующей его кристаллизацией при остывании. Их качество зависит от правильного выбора режима работы электросварочного аппарата, электрода, шовного провара. Это регламентируется действующими нормами, а также стандартами. В них указаны все виды сварных швов, а также типы стыков и их характеристики.
Многочисленные металлы имеют собственные особенности сварки, отличающиеся условия выполнения работ, требования к выполнению скреплений. Для них применяются соответствующие разновидности электросварных соединений. При сварке металлических элементов используются основные виды электросварочных скреплений, о которых далее.
Классификация
Сварочные соединения подразделяются на несколько разновидностей, зависящих от их признаков. Классификация сварных швов охватывает весь спектр их использования. По внешнему параметру они бывают:
- выпуклого типа (с усилением);
- вогнутые (прослабленная конструкция);
- плоского типа (нормальные).
По типу исполнения они встречаются односторонними, а также двухсторонними, по количеству проходов электродом: однопроходные, двухпроходные. Кроме того, существуют однослойные способы провара и двухслойные.
По протяженности шовные скрепления бывают:
- односторонние с прерывистым шагом;
- сплошные односторонние;
- точечные (при контактной электросварке);
- цепные двусторонние;
- двусторонние шахматного порядка.
Разделение по пространственному расположению:
- горизонтальные, нижние;
- вертикальные, потолочные;
- в лодочку;
- полугоризонтального исполнения;
- полупотолочного типа;
- полувертикальные.
По вектору силового воздействия:
- продольный (фланговый) – усилие имеет параллельный к провару вектор;
- поперечный – усилие воздействует перпендикулярно;
- комбинированный – разновидность лобового, а также флангового;
- косой – воздействие происходит под углом.
По назначению и функциям электросварочные провары бывают прочными, а также прочно-плотными, герметичного исполнения. По ширине их различают на ниточный тип, не превышающий диаметр электросварочного электродного стержня и уширенные, выполняющиеся с помощью колебательных движений при сварке в поперечном направлении.
https://www.youtube.com/watch?v=ZbnEIr5ITFc
Для упрощения понимания классификации и применения тех или же иных разновидностей, составлена специальная таблица.
Все типы швов имеют строгое обозначение по ГОСТ. На чертежах используются специальные значки, которые содержат полную информацию о типе скрепления и его способе выполнения. Для тех, кто думает всерьез заниматься сварочными работами на профессиональном уровне следует дополнительно изучить чертежные обозначения сварных скреплений.
Разновидности сварных швов
В зависимости от используемого материала, толщины, а также конструктивных особенностей используются различные типы сварных швов. Для этого необходимо пройти необходимую теоретическую подготовку.
Это позволит лучше понимать специфику сваривания деталей и избежать брака в работе.
Начинающие сварщики зачастую недостаточно проваривают участки соединений, что влияет на слабое механическое сопротивление стыков.
Выбирая правильные режимы работы и виды сварки, можно получить сварочные швы достаточной прочности, а также качества. Подготовка сварщика заключается не только в практических занятиях, но и в теоретической подготовке с изучением требований, норм и правил, а также включая типы сварочных соединений и используемое оборудование.
Знание принципов использования тех или же иных электросварочных скреплений, техники их получения, стыки будут получаться весьма крепкими и долговечными.
Стыковые
Данный вариант соединений является наиболее используемым среди прочих разновидностей видов швов сварки. Это стыковое сваривание используется на торцевых участках, трубах или же на листовых конструкциях.
Для его получения затрачивается минимальное количество времени, материала и усилий. Эти стыковые скрепления имеют некоторые особенности швов. На тонколистовом металле сваривание проводится без скоса кромок.
Изделия с большой толщиной участков соединений требуют предварительной подготовки стыков, заключающееся в их скашивании для увеличения глубины сварочного проваривания.
Это необходимо при толщине металлических изделий свыше 8 мм и до 12 мм. Более толстые участки необходимо соединять двусторонней сваркой с предварительным скосом кромок.Стыковое сваривание выполняется чаще всего на изделиях в горизонтальной плоскости.
Тавровые
Эти разновидности электросварочных соединений выполняются как обычная буква «Т». Они соединяют предметы одинаковой или же различной толщины, от чего зависит ширина сварочного шва. Кроме того, данные типы используются одно- или двусторонними, на что влияют особенности скрепления.
При работе с металлическими элементами различной толщины электрод удерживается в наклоненном положении под углом порядка 60 градусов. Процесс сварки можно значительно упростить, воспользовавшись прихватками, а также свариванием «в лодочку». Данный способ существенно снижает возникновение подрезов. Тавровый шов накладывается за один сварочный проход.
Помимо ручной дуговой сварки, для данного типа широко используются автоматические электросварочные аппараты.
Нахлесточные
Данный способ используется для сварки листового металла при толщине до 12 мм. Соединяемые участки накладываются внахлест и провариваются вдоль стыков с обеих сторон. Нельзя допускать попадания влаги во внутреннюю часть свариваемой конструкции. Для усиления скрепления выполняется полная проварка по периметру.
При данном сваривании формирование соединительного стыка происходит между торцом одного изделия и поверхностью другого. При этом виде сварочных швов и соединений увеличивается расход материалов, что необходимо учитывать заранее. Перед началом работ следует выровнять листовые конструкции и позаботиться об их хорошем прижатии между собой.
Угловые
К данным соединениям относятся скрепления элементов, выполненные под некоторым углом друг к другу. Для них характерно использование предварительных скосов для обеспечения наилучшего провара шва.
Это позволит увеличить глубину сварочного соединения, что повысит надежность конструкции. Для усиления прочности используется двустороннее сваривание металлических изделий, при этом не допускаются зазоры в соединяемых кромках.
Эти типы электросварных швов характеризуются повышенным использованием объема наплавленного металла.
Потолочные
Сваривание потолочным швом, шов которого располагается над сварщиком, относится к наиболее трудным видам выполнения электросварных работ. Он наносится прерывистой сваркой при небольшом значении силы электротока.
Вертикальные и потолочные соединения весьма трудные, поэтому не все сварщики могут их выполнять с достаточным качеством. Они используются в местах, где нет возможности изменить положение свариваемых конструкций. Это трубы, разнообразные металлические сооружения, а также потолочные балки и швеллеры на строительных площадках.
Специфику выполнения потолочных швов, видео с которыми объяснит нюансы, можно освоить на постоянной практике.
Геометрия сварного шва
Изучив многочисленные виды и методы получения соединений путем сварки, необходимо ознакомиться с геометрией соединений, в чем помогут фото сварочных швов.
К основным параметрам шовного стыка относится его ширина – е, толщина сварки – c, выпуклость – q, зазор – b, глубина проваривания – h, а также толщина свариваемого материала – S.
Для угловых соединений используются следующие обозначения: выпуклость – q, толщина – a, катет – k и расчетная высота – p.
Различные способы нанесения сварочных швов, многочисленные их виды, а также параметры подготовленных кромок влияют на объем использования наплавленного и основного металлов. Его количество может заметно отличаться при изменении любых расчетных значений.
Виды сварочных соединений характеризуются коэффициентом формы, который высчитывается отношением ширины к толщине шовного соединения. Для стыковых скреплений данный параметр находится в пределах 1,2-2 (граничные значения – 0,8-4). Коэффициент выпуклости рассчитывается отношением ширины к выпуклости, величина которого должна быть от 0,8 до 4.
Сваривание металлических материалов под углом относительно друг друга требует точного соблюдения геометрии шва. От качества сварки, соблюдения требуемых параметров напрямую зависит надежность соединения, а также его долговечность пользования.
Виды контроля
От качественного выполнения электросварного скрепления зависти дальнейшая эксплуатация конструкции. Разнообразные дефекты значительно снижают прочность и уменьшают период использования изделия.
Для недопущения брака, а также предотвращения аварийных ситуаций применяются различные виды контроля сварных швов.
К ним относится внешний осмотр, который может на визуальном уровне определить нарушения, их виды, а также использование специального оборудования для определения скрытых дефектов сварных швов.
Сварные соединения и швы — основные типы и виды

Чтобы научиться хорошо варить, недостаточно освоить удержание электрической дуги. Необходимо разобраться в том, какие бывают сварные соединения и швы. Проблемой начинающих сварщиков являются не проваренные места и слабое сопротивление на излом готовых деталей. Причина кроется в неверном выборе типа сварного соединения, а также ошибочной технике его выполнения.
На чертежах всегда указывается все необходимое, что нужно знать сварщику для качественного результата. Но недостаточное знание обозначений сварных соединений тоже может привести к браку в работе. Поэтому хорошо изучить другие статьи про условные знаки очень важно.
В этой же статье подробно рассмотрены виды сварочных швов и всевозможные нюансы по различиям и техникам их выполнения.
Типы сварных швов по видам примыкания поверхностей
В зависимости от толщины металла, требуемой герметичности, и геометрической форме соединяемых частей, используются разные виды сварных швов. Они разделяются на:
- стыковые;
- внахлест;
- угловые;
- тавровые.
У каждого есть свое предназначение, хорошо подходящее под конкретные потребности готовой продукции. Разнится и техника выполнения сварного соединения.
Угловое
Основные типы сварных соединений включают несколько вариантов углового шва:
- односторонний, без разделки;
- односторонний с предварительной разделкой;
- двухсторонний, обычный;
- двухсторонний с разделкой.
Угловой шов позволяет прикрепить два листа между собой под углом в 90º или любым другим. При этом один шов будет внутренним (между двумя пластинами), а второй, наружным (на конце сведенных пластин). Сваривание таким типом широко применяется в изготовлении:
- каркасов беседок;
- козырьков;
- навесов;
- кузовов грузовых машин.
Подобное сварное соединение обозначается «У1», или другими сопутствующими цифрами, в зависимости от нюансов шва. Если две пластины имеют разную толщину, то более толстую рекомендуется располагать внизу, а тонкую ставить «ребром» на нее. Электрод или горелку направляют преимущественно на толстую часть. Это позволит качественно сварить детали, без образования подрезов и прожогов.
Оптимальным способом выполнения углового сварного соединения является положение «в лодочку», где две поверхности, после прихваток, располагаются так, что это напоминает равные сходы корпуса плавающего судна. В таком случае расплавленный метал равномерно ложится на обе стороны, сводя к минимуму появление дефектов.
При прохождении шва с обратной стороны необходимо уменьшать силу тока, чтобы не оплавлять угол. Благодаря этому не появится сильного закругления на наружной стороне подобных сварных соединений.
Внахлест
Две пластины можно сварить между собой не встык, а слегка натянув одну на поверхность другой. Такие сварные швы применяют там, где нужна большая сопротивляемость на разрыв. Класть шов необходимо с каждой стороны соприкасаемых поверхностей. Это не только повышает прочность, но и предотвращает скопление влаги внутри изделия.
На чертежах такой шов будет иметь знак «Н1». Их бывает всего два вида. Создание этого сварного соединения не требует колебательных движений. Электрод направляется на нижнюю поверхность.
Тавровое
Оно аналогично угловому, но приставляемая «ребром» пластина выставляется не с краю нижнего основания, а на некотором расстоянии. Их применяют в монтаже оснований различных металлических конструкций.
Если толщина стали превышает 4 мм, то рекомендуется двухсторонний шов. Когда габариты изделия позволяют перевернуть его и установить «в лодочку», то это стоит сделать на ответственных узлах.
Остальные швы можно выполнить в обычном положении, применяя рекомендации по угловому соединению.
По пространственному положению
Последующая классификация швов и соединений осуществляется по месту наложения в пространстве. Их делят на:
- Нижнее. Часто встречается на заводах и крупных производствах. Обеспечивает равномерное распределение расплавленного металла, с минимальным количеством потеков и наплывов. Чтобы сваривать большие изделия в нижнем положении применяются вращающиеся кондукторы. Электрод или горелка всегда направлен сверху вниз. Так можно выполнять все виды стыков по способу соприкосновения друг с другом (углом, внахлестку, и т. д.).
- Вертикальное. Отличается повышенной сложностью и требует определенных навыков. Применяется при сварке труб (прохождении швов по бокам) или скреплении больших конструкций, за невозможностью перевернуть их для нижнего положения. Требует большего времени для наложения шва, меньшей силы тока, и прерывистой дуги, для предотвращения потеков. Электрод направляется снизу вверх. Так же ведется и сварка.
- Горизонтальное. Используется при соединении вертикальных труб или листов металла. Чревато потеками при медленном ведении шва, или не проваренными местами при быстром проходе. Для удобства стороны выставляются со смещением в 1 мм, чтобы образовалась «ступенька» для задержки накладываемого металла. После наложения шва разницу в выступлении поверхностей на 1 мм не видно.
- Потолочное. Самое трудное для сварщиков, но доступное после того, как специалист освоит вертикальный метод. Шов наносится прерывистой дугой, на меньшей силе тока. Используется при сварке труб, когда возможность провернуть изделие отсутствует. Активно применяется на строительных площадках в монтаже потолочных швеллеров и балок.
По форме шва и технологии
Типы сварочных соединений различаются и по образу самого шва. Он может быть:
- Ровный — достигается при оптимальных настройках аппарата и удобном пространственном положении.
- Выпуклый — возможен из-за малой силы тока и прохождению в несколько слоев. Часто требует последующей механической обработки.
- Вогнутый — достигается повышенной силой тока. Отличается хорошей проплавкой и не требует шлифовки.
- Сплошной — ведется непрерывно и имеет «замок», предотвращающий появление свищей.
- Прерывистый — применяется на изделиях из тонких листов и со слабой нагрузкой.
Все виды швов могут выполняться за один проход или несколько. Это определяется толщиной свариваемых деталей и требуемой прочностью. Первый шов называют корневым. Он отличается узкими границами и делается на меньшей силе тока. Последующие швы — многопроходными. Они позволяют заполнить пространство между краями пластин. Выполняются на больших токах и с заходом на основной металл.
Зная основные типы соединений и их принципиальные отличия, можно грамотно подобрать необходимый вид шва, который будет удовлетворять ключевым требованиям по герметичности и прочности в каждом конкретном случае.
Поделись с друзьями
Детали машин
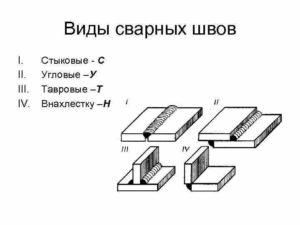
По конструктивным признакам (по взаимному расположению соединяемых элементов) сварные соединения разделяют на:
- стыковые — свариваемые элементы примыкают торцовыми поверхностями и являются продолжением один другого, область применения таких соединений расширяется;
- нахлесточные — боковые поверхности соединяемых элементов частично перекрывают друг друга;
- тавровые — торец одного элемента примыкает под углом (обычно 90°) и приварен к боковой поверхности другого элемента;
- угловые — соединяемые элементы приваривают по кромкам один к другому. В силовых конструкциях угловые швы почти не применяют и на прочность не рассчитывают.
- торцовые — соединяемые элементы соединяют боковыми поверхностями и сваривают с торца. Этот вид соединений на прочность, как правило, не рассчитывают.
На рисунке 1 приведены примеры перечисленных выше типов сварных швов.
В зависимости от типа сварного шва различают сварные соединения:
- со стыковыми швами (в стыковых и тавровых соединениях);
- с угловыми швами (в нахлесточных, тавровых, угловых и торцовых соединениях).
Исходное условие проектирования сварного соединения — обеспечение равнопрочности сварного шва и соединяемых элементов.
Условие равнопрочности, например, для сварного нахлесточного соединения сводится к тому, что расчет параметров сварного шва следует выполнять по силе [F], определяемой по прочности элемента с наименьшим поперечным сечением:
где: δ — толщина свариваемой детали; b — ширина свариваемой детали; [σ]р – допускаемое напряжение растяжения.
Сварные швы разделяют на рабочие и связующие. На прочность рассчитывают только рабочие швы, которые непосредственно передают рабочую нагрузку между соединяемыми элементами.
Связующие швы испытывают напряжения только от совместной деформации с основным металлом. Они мало нагружены и на прочность их не рассчитывают.
Сварные стыковые соединения
Стыковым соединением называется сварное соединение двух элементов, примыкающих друг к другу торцевыми поверхностями и размещенных на одной поверхности или в одной плоскости.
Стандартом ГОСТ 5264-80 предусмотрено 32 типа стыковых соединений, условно обозначенных С1, С2, … С28 и т.д., имеющих различную подготовку кромок в зависимости от толщины, расположения свариваемых элементов, технологии сварки и наличия оборудования для обработки кромок.
Стыковые соединения являются наиболее простыми и надежными из всех сварных соединений. Их рекомендуют в конструкциях, подверженных воздействию переменных напряжений. Встык можно сваривать листы, полосы, трубы, швеллеры, уголки и другие фасонные профили.
Если стыковое соединение образуют два металлических листа, то их сближают до соприкосновения по торцам и сваривают.
Выступ стыкового шва над основным металлом является концентратором напряжений. Поэтому в ответственных соединениях его удаляют механическим способом.При автоматической сварке в зависимости от толщины δ деталей сварку выполняют односторонним (рис. 1, б, в, г) или двусторонним (рис. 1,а) швами.
При толщинах δ до 15мм сварку выполняют без специальной подготовки кромок. При большей толщине листов предварительно выполняют специальную подготовку кромок.
При ручной сварке без подготовки кромок сваривают листы толщиной до 8мм. Шов накладывают с одной стороны (при δ ≤ 3 мм) или с двух сторон (3 < δ ≤ 8 мм).
В районе сварного шва из-за высокой местной температуры может произойти изменение физических, химических, структурных свойств основного металла и, как следствие, понижение его механических характеристик — появляется так называемая зона термического влияния. Поэтому разрушение сварного соединения происходит обычно в зоне влияния, т.е. вблизи сварного шва.
Расчет стыкового соединения выполняют по размерам сечения детали в зоне термического влияния.
Условие прочности при нагружении растягивающей силой F соединения в виде полосы:
σр = F/(δ×b) ≤ [σ]’р
Допускаемые напряжения для расчета сварных соединений принимают по механическим характеристикам материала в зоне влияния сварного шва и отмечают штрихом [σ]'р в отличие от допускаемых напряжений основного металла [σ]р.
В стыковом соединении, нагруженном изгибающим моментом М, вычисляют напряжения σи изгиба:
σи = М/W ≤ [σ]’p
W = δb2/6
Как уже указывалось выше, стыковое соединение может быть выполнено не только из листов или полос, но и из труб, уголков, швеллеров и других фасонных профилей. Во всех случаях сварная конструкция получается близкой к целой.
***
Нахлесточным соединением называют сварное соединение, в котором сваренные угловыми швами элементы расположены параллельно и частично перекрывают друг друга.
Стандартом предусмотрено два таких соединения: Н1 и Н2, которые отличаются только тем, что в соединении H1 к поверхности элементов привариваются два торца, а в соединении H2 — только один торец.
Иногда применяют разновидности нахлесточного соединения: с накладкой и с точечными швами, соединяющими части элементов конструкции.
Сварное нахлесточное соединение выполняют фланговыми (рис. 2,а) или лобовыми (рис. 3) швами. При этом шов заполняет угол между боковой поверхностью одного элемента и кромкой другого. Такие швы называют угловыми.
Угловые швы выполняют однопроходными и многопроходными, без скоса кромок и со скосом кромок.
Основными характеристиками углового шва являются (рис.
2,б): k — катет (по аналогии со стороной прямоугольного треугольника), а — рабочая высота (определяет наименьшее сечение в плоскости, проходящей через биссектрису прямого угла, по которому происходит разрушение — срез).
Обычно для шва при ручной сварке а = 0,7k (высота прямоугольного треугольника с катетами k).
Автоматическую сварку характеризует более глубокий провар: а = k. Условия работы такого шва более благоприятные.
Не рекомендуется применять катет менее 3мм.
Фланговым называют шов, располагаемый параллельно, а лобовым – перпендикулярно линии действия внешней силы. Величина нахлестки l должна быть не менее 4δ, где δ – толщина листа. Вследствие различной жесткости соединяемых элементов касательные напряжения τ (напряжения среза) по длине флангового шва распределены неравномерно (рис. 2,а). Чем длиннее шов, тем больше неравномерность. Поэтому длину шва ограничивают:
30 мм < l ≤ 60k,
где: k – катет сварного шва, мм, l — длина шва.
В швах длиной менее 30 мм не успевает установиться тепловой режим и получается некачественный шов. А при длинных швах существует высокая неравномерность в распределении напряжений.
Угловой шов при нагружении испытывает сложное напряженное состояние. Однако для простоты такой шов условно рассчитывают на срез под действием средних касательных напряжений τ.
Условие прочности флангового шва (рис. 2):
τ = F/(a×2l) ≤ [τ]’ (здесь 2 – число швов)
Во избежание возникновения повышенных изгибающих напряжений лобовые швы следует накладывать с двух сторон (рис. 3).
Как показывает практика, разрушение лобовых швов происходит вследствие их среза по биссектральной плоскости. Поэтому расчет лобовых швов условно ведут по напряжениям среза τ.
Поверхность разрушения определяют размеры а и b:
τ = F / (a×2b) ≤ [τ]’
Применяют также комбинированные швы, состоящие из фланговых и лобовых.
Для простоты считают, что сила F растяжения нагружает швы равномерно:
τ = F / (a×L) ≤ [τ]’
где: L – периметр комбинированного шва: L = 2l +b
Сварные угловые соединения
Угловым соединением называется сварное соединение двух элементов, размещенных под углом и сваренных в месте примыкания их краев (см. рис. 1, д, е, ж).
Стандартом предусмотрено десять типов угловых соединений: от У1 до У10.
Иногда при сварке применяют угловое соединение со стальной подкладкой, которая обеспечивает надежный провар элементов по всему сечению. При толщине металла 8…100 мм применяют двустороннюю разделку примыкающего элемента под углом примерно 45°.
Расчеты угловых сварных соединений на прочность проводятся редко, поскольку в силовых конструкциях их почти не применяют. Способы расчета такого соединения на прочность аналогичны способам расчетов для таврового соединения и зависит от типа шва.
Подробнее методика таких расчетов изложена ниже.
Сварные тавровые соединения
Тавровым соединением называется такое сварное соединение, в котором торец одного элемента примыкает под углом и присоединен к боковой поверхности другого элемента. Чаще всего тавровое соединение образуют элементы, расположенные во взаимно перпендикулярных плоскостях (рис.
1, з, и, к). Такое соединение может быть выполнено швами с глубоким проплавлением, получаемыми при автоматической сварке и при сварке с предварительной подготовкой кромок (стыковым швом), или угловыми швами при ручной сварке.
Стандартом предусмотрено несколько типов таких соединений: с Т1 по T9.
Метод расчета углового и таврового соединения зависит от типа шва.
Швы с глубоким проплавлением прочнее основного металла. При нагружении соединения силой F разрушение происходит по сечению детали в зоне термического влияния. Расчет проводят по нормальным напряжениям растяжения σр:
σр = F / (δ×b) ≤ [σ]’р
Учет сварки проявляется в том, что принимают допускаемые напряжения для сварного шва, хотя расчет проводят по основному металлу.
Угловой шов менее прочен, чем основной металл. Поверхность разрушения расположена в биссектральной плоскости шва, как в лобовых и фланговых швах нахлесточных соединений.
Напряжения среза:
τр = F / (a×2b) ≤ [τ]’
Если соединение нагружено сжимающей силой, то часть силы передает основной металл и допускаемые напряжения можно повысить примерно на 60 %.***
Характерные виды брака в сварных швах и соединениях
На рисунке 4 представлены наиболее часто встречающиеся виды брака при сварке изделий, которые могут значительно снизить прочность шва и конструкции в целом.
***
Сравнительная характеристика сварных швов
Из перечисленных сварных соединений наиболее надежными и экономичными являются стыковые соединения, в которых действующие нагрузки и усилия воспринимаются так же, как в целых элементах, не подвергавшихся сварке, т. е. они практически равноценны основному металлу, конечно, при соответствующем качестве сварочных работ.
Однако надо иметь в виду, что обработка кромок стыковых соединений и их подгонка под сварку достаточно сложны, кроме того, применение их бывает ограничено особенностями формы конструкций.
Угловые и тавровые соединения также распространены в конструкциях.
Их положительные свойства сказываются при изготовлении объемных конструкций.
Нахлесточные соединения наиболее просты в работе, так как не нуждаются в предварительной разделке кромок, и подготовка их к сварке проще, чем стыковых и угловых соединений.
Вследствие этого, а также из-за конструктивной формы некоторых сооружений они получили распространение для соединения элементов небольшой толщины, но допускаются для элементов толщиной до 60 мм.
Недостатком нахлесточных соединений является их неэкономичность, вызванная перерасходом основного и наплавленного металла.
Кроме того, из-за смещения линии действия усилий при переходе с одной детали на другую и возникновения концентрации напряжений снижается несущая способность таких соединений.
***
Кроме перечисленных сварных соединений и швов при ручной дуговой сварке применяют соединения под острыми и тупыми углами по ГОСТ 11534-75, но они встречаются значительно реже.
Для сварки в защитном газе, сварки алюминия, меди, других цветных металлов и их сплавов применяют сварные соединения и швы, предусмотренные отдельными стандартами.
Например, форма подготовки кромок и швов конструкций трубопроводов предусмотрена ГОСТ 16037-80, в котором определены основные размеры швов для различных видов сварки.
***
Изображение и обозначение сварных соединений на чертежах