Какие транзисторы используются в сварочных инверторах
Какие транзисторы используются в сварочных инверторах
И сварщики профессионалы, и домашние мастера оценили принцип работы сварочного инвертора, поэтому эти приборы постепенно вытесняют с рынка традиционные сварочные трансформаторы и выпрямители. И скоро настанет то время, когда они будут царить на современном рынке сварочного оборудования.
Что такое сварочный инвертор, почему они появились недавно? Необходимо отметить, что принцип инвертности, а соответственно и сам сварочный агрегат появились не вчера. Принципиальные схемы аппаратов были разработаны в 70-х годах прошлого века.
Но в современном виде сварочные приборы появились недавно.
Устройство сварочного инвертора
До недавнего времени инверторный аппарат был достаточно простым по схеме работы. Со временем инженеры дополнили ее электроникой, что повысило функциональность агрегата. Самое интересное состоит в том, что от этого цена сварочного инвертора не стала выше. Как показывает тенденция продаж, она постепенно снижается, что всех и радует.
Внимание! Термин «инверторный» не относится к процессу сварки. Это не методика. Это источник питания аппарата.
В чем заключается принцип действия сварочного аппарата инверторного типа?
- Работает он от сети переменного тока напряжением 220 или 380 вольт и частотой тока 50 Гц. Включается в обычную розетку, если разговор ведем о бытовом сварочном инверторе.
- Поступивший в инвертор сварочный ток проходит через диодный мост, где он сглаживается и становится постоянным.
- Полученная электрическая энергия проходит через блок транзисторов (с большой частотой коммутации), в результате получается опять переменный ток только с большей частотой – 20-50 кГц.
- Далее, напряжение тока преобразуется, оно на выходе инвертора снижается до 70-90 вольт. По закону Ома снижение напряжение дает повышение силы тока. На выходе (на конце электрода) будет сила тока, равная 100-200 ампер. Это и есть сила тока сварки.
Именно высокая частота тока является главным техническим решением в инверторных сварочных аппаратах. Оно позволяет добиться максимальных преимуществ перед другими источниками питания электрической сварочной дуги.
В инверторах необходимая для сварки сила тока достигается изменением высокочастотного напряжения.
В обычных сварочных трансформаторах этот процесс происходит за счет изменения электродвижущей силы (ЭДС) катушки индукции, которая является основной частью трансформатора.
Именно предварительное преобразование электроэнергии позволяет использовать в инверторах трансформаторные блоки с небольшими размерами. Для сравнения можно привести такой пример.
Если необходимо на выходе получить ток силой 160 ампер, то для этого в инверторе потребуется установить трансформатор весом 300 г.Такой же ток на выходе обычных сварочных трансформаторов получится, если в него будет вмонтирован трансформатор с медной проволокой (катушкой) весом 20 кг.
Почему так происходит? Основным элементов сварочного аппарата трансформаторного типа являлся сам силовой трансформатор с катушками первичной и вторичной обмотки.
Именно катушка позволяла снижать переменное напряжение и получить на выходе из второй обмотки токи большой величины, пригодные для инверторной сварки металлов. Появляется зависимость от падения напряжения до увеличения силы тока.
При этом длина медной проволоки на вторичной обмотке уменьшалась, но увеличивался его диаметр. Отсюда и большие габариты сварочного аппарата, и его большой вес.
Принципиальная электрическая схема инверторного аппарата
В сварочных аппаратах инверторного типа все наоборот, небольшие размеры и вес. Но как получить высокочастотное напряжение, если его частота в сети всего лишь 50 Гц? На помощь приходит принципиальная инверторная схема прибора, которая состоит из мощных транзисторов. Именно они могут переключаться с частотой напряжение 60-90 кГц.
Но чтобы транзисторы заработали, необходим постоянный ток. Его получают посредством использования выпрямителя.
Этот блок представляет собой соединение двух элементов: диодный мост, который выпрямляет переменное напряжение сети, и фильтрующие конденсаторы, с помощью которых происходит сглаживание.
На выходе выпрямителя получается постоянно напряжение величиною более 220 вольт. Это первый этап преобразования напряжения и силы тока.
Полученное напряжение является источником питания для работы всей схемы аппарата.
А так как мощные ключевые транзисторы подключены к трансформатору (понижающему), то и переключаться они будут с высокой частотой.Соответственно и сам сварочный агрегат будет работать на такой высокой частоте. Чтобы все это работало (преобразовывалось), необходимо в схему установить большое количество дополнительных элементов.
Чтобы разобраться в принципиальной схеме сварочного инвертора, необходимо рассмотреть любую модель.
Силовой блок
Не будем повторяться и рассказывать, как работает инверторный сварочный аппарат. Пройдемся по нюансам и элементам прибора.
- Сетевой выпрямитель. Его задача – из переменного тока сделать постоянный.
- Помеховый фильтр. Его устанавливают специально для того, чтобы помехи высокочастотного типа, появляющиеся в процессе работы сварочного инвертора, не попали в питающую сеть.
- Инвертор (преобразователь). По сути, это блок из мощных ключевых транзисторов, которые чаще всего собираются по принципу косого моста. Обязателен в связке радиатор, с помощью которого отводится тепло от транзисторов. Они подключаются к высокочастотному трансформатору, где через его обмотку происходит коммутация напряжения. Обратите внимание, что в самом трансформаторе преобразование напряжения (постоянное в переменное) не происходит. Эта обязанность возложена на транзисторы. Основное назначение трансформатора – это понижение напряжения до 60-70 вольт. В нем в первичной обмотке течет ток с большим напряжением, но с малой силой тока. Во вторичной, наоборот, с малым напряжением, но с большой силой.
- Выходной выпрямитель. Это диодный мост, в котором установлены диоды быстрого действия. Они за мгновения могут открыться и закрыться. Свойства очень важное, потому что эти элементы выпрямляют переменный высокочастотный ток. Простые диоды, установленные в инвертор, не успевали бы закрываться и открываться. В результате произошел бы их перегрев, итог – выход из строя.
Внимание! Необходимо знать, что на конденсаторах, установленных в фильтр, напряжение будет больше, чем на выходе диодного моста. Величина – 1,4-1,5 раз.
При стабильном напряжении в сети в 220 вольт, на конденсаторах будет напряжение 310 вольт. Если в сети будет скачок, к примеру, до 250 вольт, то внутри аппарата в конденсаторах напряжение поднимется до 350 вольт.
Вот почему используются конденсаторы с номинальным напряжением 400 В.
Вот основные элементы силового блока устройства инверторного сварочного аппарата. Есть еще блок управления, но он влияет на удобство работы агрегата и на его настойку (ручная или автоматическая).
Какие транзисторы используются в сварочных инверторах — Станки, сварка, металлообработка

Сварка представляет собой наиболее популярный способ соединения, который может существовать в нескольких вариантах. Самой востребованной технологией считают сварку инверторным методом. Несмотря на высокое качество сварочного инвертора, бывает, что вследствие тех или иных причин, он приходит в неисправное состояние. Это может потребовать от его хозяина проведения ремонтных мероприятий.
Краткая информация об инверторах для сварки
Инвертор служит источником постоянного тока, который способствует зажиганию и поддержке электрической дуги, обеспечивающей сварочный процесс.
Процесс сварки осуществляется благодаря сварочному току значительной силы, возникающему вследствие работы трансформатора высокой частоты.
Этот факт дает возможность уменьшить размер самого трансформатора, повышает стабильность и точную регулировку выходного тока.
Сварочные мероприятия производят при наличии тока необходимой величины, который получают в несколько этапов:• Изначально выпрямляют ток, полученный из сети;• Осуществляют трансформацию первичного тока постоянной величины в высокочастотный ток;• Повышают силу тока и в то же время уменьшают показатель напряжения в самом трансформаторе;
• Вторично выпрямляют ток выходной величины.
Выпрямление тока происходит благодаря диодным мостам заданной мощности. Специальные транзисторы помогают правильно изменять частоту тока, обеспечивая высокочастотные трансформаторы необходимой силой тока на выходе.
Строение
Инверторы для проведения сварочных мероприятий представляют несколько блоков. Непосредственно блок питания отвечает за стабильность сигнала на выходе.
Многообмоточный дроссель, управление, производимое благодаря транзисторам, а также, концентрация энергии в самом конденсаторе являются основополагающими факторами в схеме управления блоком. Как правило, в управлении дросселем участвуют диоды. Отдельным элементом стоит блок питания, разделенный с другими комплектующими металлической перегородкой.
Основной элемент в сварочном инверторном оборудовании представляет силовой блок. Он преобразует первичный ток, поступающий из блока питания, в выходной ток, который непосредственно используют для сварки.
Электрический ток величиной не больше 40А поступает на диодный мост, который служит первичным выпрямителем. При этом напряжение колеблется в пределах 200-250В и заданной частотой в 50 Гц.
Сам инверторный преобразователь имеет вид силового транзистора с мощностью меньше 8 кВт, при этом напряжение составляет 400 В. Сам же сигнал, который получается на выходе из преобразователя имеет частоту 100 кГц.
Увеличение показателей силы тока до показателей в 200-250А происходит за счет ленточных обмоток, которыми оснащен трансформатор высокой частоты. При вторичной обмотке показатели напряжения не более 40В.
Вторичный выпрямитель составляется из диодов с силой тока выше 250А. Его охлаждение происходит за счет наличия определенных элементов, а именно:• Вентиляторов;• нескольких радиаторов.
Для обеспечения стабильного сигнала на выходе дроссель монтируется на выходной плате.Блоки управленияКак правило, основа самого блока управления представлена задающим генератором (иначе, широкоимпульсным модулятором). При наличии схемы на основе самого генератора, может использоваться микросхема.
На плато также сконцентрированы 6-10 штук конденсаторов и рабочий резонансный дроссель. Благодаря трансформатору осуществляется каскадный тип управления.
Большая часть инверторов имеет схему защиты, которую располагают на плато в силовом блоке. Отличную защиту от излишних перегрузок обеспечивает схема, которая основана на базе непосредственно микросхемы типа 561 ЛА 7.
Этиология поломок инверторов для сварки
Продолжительная эксплуатация даже качественного инвертора может привести к неисправностям. Поломки могут возникнуть вследствие разнообразных причин. Например, ввиду коротких замыканий в электросхемах, возникающих вследствие попадания влаги.
Иногда к неисправностям могут привести попытки сварщика произвести работы, недопустимые на данном оборудовании.
Неисправности и их варианты
Перегорание самих предохранителей может привести к ситуации, когда выходного тока на инверторе нет, в то время как на входе имеется должное напряжение. К поломке может привести и нарушение общей целостности электроцепи, которое может образоваться в любом участке инвертора.
Еще один вариант неисправностей представляют маленькие показатели сварочного тока, несмотря на самые высокие установки. Такая ситуация может возникнуть из-за недостаточной величины напряжения на входе или вследствие потерь в самих контактных зажимах.
Частые самостоятельные выключения сварочного инвертора могут свидетельствовать о коротком замыкании в электросети.К такому же эффекту может привести перегревание составляющих силового блока. В этой ситуации может срабатывать система защиты, которая приводит к аварийному отключению.
Проведение ремонтных мероприятий и их порядок
При обнаружении любой поломки, прежде всего, следует приступать к внешнему осмотру оборудования, при котором профессионал может обнаружить различные повреждения или же прожоги вследствие короткого замыкания. Затем проверяют надежность закрепления электрокабелей в клеммах.
Независимо от результатов осмотра необходимо подтянуть зажимы кабеля, для чего пользуются ключом или отверткой. Желательно проверить целостность абсолютно всех предохранителей с помощью специального тестера.
При отсутствии эффекта от предыдущих действий нужно снять крышку от корпуса инвертора и осмотреть внутреннее содержание оборудования в поисках возможного обрыва электроцепей или следов короткого замыкания.
Для ускорения выявления причины поломки следует измерить показатели напряжения на выходе и силу входного тока с помощью мультиметра или тестера.
При отсутствии визуального повреждения оборудования следует выполнить поблочный контроль целостности электроцепи. Первым в такой ситуации осматривают блок питания, а затем, другие блоки.
Силовой блок и его ремонт
Качественный ремонт неисправностей возможен только при наличии определенного набора инструментов и измерительных приборов, а именно:• Паяльников 40В;• Ножей;• Плоскогубцев;• Кусачек;• Амперметров на 50 и 250А;• Осциллографа;• Вольтметров на 50В и 250В;• Паяльников 40В;
• Гаечного и торцового ключей.
При тестировании блока управления и силового блока следует уделить особое внимание их элементам. Типичной поломкой силового блока является поломка силового транзистора, а значит, поиски проблем целесообразно начинать с его осмотра.
Технология рабочего процесса
Наличие механических повреждений на поверхности транзистора может свидетельствовать о возможных его повреждениях. Отсутствие таковых ведет за собой тестирование с помощью мультиметра. Неисправность транзистора устраняется путем его замены на новый прибор. Для чего применяется термопаста КПТ-8, которая нужна для установки его на плато.
В случае выхода из рабочего состояния транзистора, причину нужно искать в поломке драйвера. Оценивают работу данных транзисторов управления, используя омметр. При обнаружении нерабочих деталей их отпаивают и заменяют новыми.
Наиболее надежными в устройстве сварочных инверторов считаются диодные мосты выпрямителей, однако, полностью исключить такую ситуацию невозможно.
При поиске неисправностей в диодном мосте его необходимо снять с плато и протестировать его работоспособность, присоединив все диоды между собой. Если показатели сопротивления близки к нулю, то нужно искать определенный неисправный диод. Его обнаружение ведет за собой замену на новый элемент.При выявлении поломок в блоке управления необходимо проконтролировать параметры деталей, выдающие различные сложные сигналы. В данном случае могут возникнуть проблемы в диагностике с помощью осциллографа, что потребует участия опытного специалиста.
Причина отсутствия автоматического отключения инвертора при сильном перегреве деталей в силовом блоке может заключаться в неисправности термовыключателей. Для устранения проблем, прежде всего, следует проверить качество их прикрепления к деталям, на которых они осуществляют контроль температуры. В случае неработоспособности одного из термовыключателей его нужно заменить на новый.
Сварочные инверторы служат основным оборудованием у профессиональных сварщиков. Однако, выйти из строя может даже ультрасовременное оборудование, которое будет нуждаться в качественно проведенном ремонте.
Самостоятельное устранение небольших неполадок возможно при наличии элементарных знаний об электротехнике и наличии необходимого инструментария, которое нужно для правильного обнаружения поломок. Точная диагностика причин неисправностей поможет сократить время на их устранение до минимума.
Применение igbt транзисторов в инверторе
Применение высоковольтных мощных полупроводников позволило создавать компактные производительные сварочные инверторы. Последним словом в этой области после MOSFET инверторов стали сварочные аппараты на IGBT транзисторах.
Полевые полупроводники
Используемые в инверторах полупроводники по MOSFET технологии – это полевые силовые транзисторы с изолированным затвором. Управление полупроводником осуществляется напряжением, в отличие от биполярных транзисторов, управляемых током. Канал ключа имеет высокую проводимость 1 мОм. В закрытом виде у них огромное входное сопротивление.
Какие транзисторы используются в сварочных инверторах — Справочник металлиста
- Дата: 30-06-2015
- 723
- : 33
Конструкция сварочного инвертора является довольно сложной, поэтому наименее безопасной при ее эксплуатации. Большим преимуществом является высокое качество выполняемых работ аппаратом.
Вместе с тем любая конструкция со временем изнашивается и ломается. Поэтому имеются два решения данной проблемы. В первом случае аппарат ремонтируют своими руками, а второй случай связан с обращением к специалистам по ремонту сварочных инверторов.
Схема сварочного инверторного полуавтомата.
Какие элементы имеет сварочный инвертор?
Непростой прибор требует соответствующих знаний и правильного подхода к ремонту. Здесь важно разбираться в электронике, то есть в диодах, транзисторах, резисторах и стабилизаторах.
Какие приборы при этом понадобятся:
- Мультиметр.
- Осциллограф.
- Вольтметр.
Схема подключения мультиметра.
Потребуются и другие специальные приборы для измерения различных показателей. Обнаружить неисправность бывает слишком затруднительно, поэтому понадобится не один раз сделать проверку всех элементов, их определенной последовательности, в которой они должны содержаться в общей схеме.
Работа инвертора строится по схеме, связанной с поэтапным преобразованием сигнала. Первоначально происходит выпрямление тока за счет входного выпрямителя, после этого он начинает преобразовываться в ток переменной частоты за счет модуля инвертора.
Затем в процессе преобразования участвует силовой трансформатор, поэтому происходит преобразование частотного тока в сварочный. После трансформатора ток переменной частоты за счет выходного выпрямителя преобразуется в форму сварочного.
Перед осмотром инвертора следует обратиться к его микросхеме и чертежам.
Какие бывают предпосылки для проведения ремонта инвертора?
Требуется подчеркнуть, что главными чертами сварочных инверторов является точность работы. Если даже самый качественный инвертор вышел из строя, то среди основных причин для этого можно выделить следующие:
- Некорректное использование устройства.
- Отсутствие точного подключения прибора.
- Изменения напряжения электросети.
- Изменения силы тока.
Рисунок 1. Перечень возможных неисправностей сварочного инвертора.
Причинами поломок могут быть и плохие погодные условия, если они наблюдаются во время работы аппарата на улице. Это могут быть слишком загрязненные помещения, повышенный уровень влажности, дождь, снег и т.д.
Более уязвимым местом инвертора является клеммная колодка, к ней подключается кабель.
Отсутствие нормального контакта и одновременно значительного показателя силы тока будет предпосылкой, связанной с перегреванием всех элементов и соединений.Неисправностью является и плавление изоляции, что может вызвать замыкание цепи. Перечень возможных неисправностей представлен в таблице (рис. 1). При этом ремонт сварочного инвертора своими руками осуществляется путем зачистки контактов и плотного стыкования с соединением, которое нагревается во время работы.
Этапы проведения диагностики инвертора
Выделяют следующие основные этапы, связанные с диагностикой неисправностей инвертора:
- Не происходит включение оборудования.
- Инвертор выключается сам.
- Прибор сильно шумит.
- Происходит сильный перегрев конструкции.
- Наблюдается обрыв электрической дуги при сварке.
- Плохо регулируется ток.
- Потребление электроэнергии является сверхлимитным.
Если прибор не включается, то основной причиной этому выступает:
- Недостаток сетевого напряжения.
- Срабатывание автомата на щитке.
- Оборудование перестает работать.
Как и что следует проинспектировать в приборе перед его ремонтом?
Перед началом проведения ремонта инвертора для сварки своими руками проверяют транзисторы, которые зачастую выходят из строя в первую очередь.
Схема устройства электронного осциллографа.
Здесь потребуется сделать тщательный осмотр. Внешний вид неисправной части говорит сам за себя, отличаясь покоробленным корпусом. При обнаружении перегоревшего транзистора его требуется заменить на новый.
Если внешние дефекты отсутствуют, то с помощью мультиметра необходимо прозвонить транзистор, после чего следует подобрать новый элемент и сделать его качественную установку на место прежнего транзистора.
Силовые транзисторы имеют элементы драйвера, которые следует проверить во вторую очередь. Данный вид деталей является более устойчивым к повреждениям, поскольку это может случиться с элементами, приводящими в действие сами драйверы. Сделать проверку работоспособности силовых транзисторов позволяет омметр, после чего деталь можно выпаять и заменить аналогом.
Если возникли трудности при обнаружении дефектов, то очень важно осуществить проверку выпрямителей, соединенных за счет диодных мостов, смонтированных на основе радиатора. Эти элементы инвертора имеют значительную жизнестойкость, поскольку может произойти поломка внутри механизма.
Диагностика диодного моста требует вначале осуществить его освобождение паяльником от любых проводов, сняв соответственно с платы управления. Значительно облегчает работу с инвертором отсутствие зависимости цепи от короткого замыкания.
Выпаять неисправный диод помогает паяльник, оснащенный отсосом.
Оканчивая осуществлять диагностику, производят осмотр платы, позволяющей управлять ключами. Эта деталь является непростым и важным элементом аппарата. Оканчивая осуществление ремонта инвертора, проверяют работу сигналов управления, которые должны поступать к шинкам затворов модуля ключей.
Схема устройства передней панели инвертора.
Контроль данного сигнала управления не является сложным, так как можно использовать осциллограф. Если случай является неясным, то потребуется вмешательство эксперта.Долгая и бесперебойная работа инвертора может быть обеспечена за счет соблюдения особых правил:
- Проведение технического осмотра сварочного инвертора перед началом работы с ним и подготовка рабочего места.
- Установка прибора в горизонтальное положение, что позволит подготовить рабочее место.
- Подключение сварочных кабелей к силовым разъемам прибора: к электрододержателю со знаком «+», а на массу — со знаком «-«.
- Проверка фиксации кабельных вставок в паяльных гнездах путем их поворота по направлению часовой стрелки.
- Подключение электроприбора к электросети питания, вставляя в розетку электрическую вилку.
- Переключение выключателя в расположение «ON», чтобы включить вентилятор.
- Осуществление пробного зажигания дуги.
- Ручкой регулятора тока выставляют необходимый режим для проведения сварочных работ.
Если следовать рекомендациям, связанным с правильным техническим обслуживанием прибора, то он будет служить долгое время:
Структурная схема цифрового вольтметра с времяимпульсным преобразователем.
- Категорически запрещается использовать прибор со снятым кожухом долгое время.
- Следует чаще производить осмотр внутренних узлов прибора, что определяется частотой применения прибора и степенью загрязнения рабочего пространства.
- Пыль, которая накоплена в приборе, следует удалять путем применения сжатого воздуха при низком давлении, то есть меньше 10 бар.
- Очистку электронных плат не производят за счет струи сжатого воздуха, а только с помощью небольшой щетки.
- До выполнения работ следует осуществить проверку безопасности при креплении силовых разъемов в соответствующих гнездах прибора, проверить сетевую вилку, розетку и изоляцию электронного кабеля.
- Транспортировка и хранение прибора должны соответствовать погодным условиям.
- При перевозке прибора транспортом его можно поставить и в вертикальное положение.
- Хранение прибора осуществляется только в сухом помещении, где относительная влажность воздуха составляет 80%.
- Инвертор хранится отсоединенным от электросети.
Принцип работы сварочного инвертора и начало его ремонта
Схема сварочного инвертора.
Для ремонта неисправного инвертора следует выяснить все принципы его действия.
На первом этапе работ со сварочным инвертором за счет приборов выпрямляется напряжение сети, а в дальнейшем происходит его преобразование в напряжение переменной частоты.
После этого оно снижается до уровня, позволяющего осуществлять безопасную сварку. Последний этап связан с наличием постоянного сварочного напряжения.
Перечисленные процессы регулируются за счет блока управления, имеющего достаточно сложную конструкцию. Начиная ремонт сварочного инвертора, его обязательно зрительно осматривают, чтобы зачистить все места, которые не имеют нормального контакта.
Этими зонами традиционно являются выпрямительные диоды. Осуществлять крепление диодов возможно за счет резьбовых соединений, а все специальные инструменты не понадобятся.
Как самостоятельно сделать ремонт сварочного инвертора правильно?
Предварительно делают проверку диодов, исследуя их «пропускную» способность или «пробой», что связано с возможностью свободного прохождения тока через диод в одном и том же направлении. Это делается с помощью мультиметра. При неизменном сопротивлении в случае замеров от плюса к минусу следует заменить диод.
Даже неисправный диод позволит осуществлять сварку инвертором, а возможность включения прибора не связана с обеспечением нормальной работы. Если прибор нельзя нормально включить или выключить, то здесь потребуется проведение срочного ремонта. Любая модель инвертора имеет предохранитель на плате управления. Если ее демонтировать, то можно и добраться до данного устройства.
Съем платы управления требует маркировки всех разъемов, которых может быть больше трех, а сами они являются схожими друг с другом. Если предохранитель неисправен, то производить его сборку и установку не сложно, требуется только терпение и аккуратность.
Схема питания сварочного инвертора.
Зачастую причиной выхода из строя транзисторов сварочных инверторов является недостаточное остывание. Контакт элемента должен иметь термопасту и теплоотводную пластинку. Сделать распайку и установку детали не сложно, но обязательно следует контролировать возможность ее перегрева, так как для пайки используется достаточно твердоплавкий припой.
Если силовой транзистор выходит из строя, то это приводит к поломке драйверов, примыкающих к данной детали. Зачастую могут выйти из строя диоды и стабилитроны. Транзисторы вначале осматривают снаружи, а затем их заменяют.
Проведение проверки драйвера, выпрямителей и полуавтомата
Если транзисторы уже прошли осмотр и проверку с последующей заменой, поскольку причина их поломки была найдена, то в качестве предпосылки рассматривается наличие «раскачивающегося» драйвера. Аналогично с использованием тестера можно прозванивать любые элементы платы, заменяя их на исправные.
Обязательно следует проверять печатные проводники платы, что позволит выявить присутствие подгара. Имеющиеся пригоревшие участки можно удалять и заново припаивать другие перемычки. Все места пайки покрываются специальным лаком. Вначале проверяют и зачищают с помощью белого ластика для чертежей каждый контакт разъемов.
Транзисторы для сварочных инверторов

Сварочная технология прочно и уверенно вошла в нашу жизнь, и без качественного соединения поверхности металлических изделий невозможно представить себе нашу жизнь.
Обилие сварочных технологий позволяет на первое место выдвинуть инверторную технологию, где можно добиться высокого качества сварных швов и соединений. Силовые транзисторы для сварочных инверторов по праву называют сердцем прибора.
Правильный выбор устройства зависит от эффективного расчёта мощности и прочих технических характеристик сварочного прибора.
Что такое инвертор, и правильный выбор основных узлов и компонентов
Чтобы понять, какие транзисторы используются в сварочных инверторах, необходимо знать строение и принцип работы инверторного оборудования. Инвертор в широком понимании, это универсальный источник постоянного тока, который обеспечивает процесс зажигания дуги и поддержания оптимального режима работы.
Сварка осуществляется при помощи подачи значительной силы тока на прибор, за счёт внедрённого в конструкции высокочастотного трансформатора.
В данном случае можно использовать уменьшенный вариант трансформатора, и увеличить стабильность и эффективный режим регулировки силы тока, который обеспечивается за счёт внедрения IGBT транзистора для сварочного инвертора.
IGBT транзисторы для сварочного инвертора
На сегодняшний день, рынок сварочного оборудования представлен различными вариантами техники, которые имеют уникальные свойства и принцип работы, который определяет в конечном итоге, почему горят транзисторы в сварочном инверторе. В настоящее время варианты сварочного инвертора представлены следующими агрегатами:
- Сварка ручного типа с плавящимися электродами, серийный ряд manual metal arc, ММА. Ручная сварочная аппаратура, работающая в среде защитных газов tungsten inert gas, TIG. Полуавтоматическая технология сварки с использованием инертных газов, типовое исполнение- metal inertgas, MIG. Сварочные приборы на основе работы активных газов типа metal active gas, MAG.
- Сварочные агрегаты с инверторным принципом функционирования – трансформаторные приборы, а также полностью инверторное оборудование.
- Агрегаты с постоянным режимом выходного тока подачи, например для сварки металлов стали, а также с переменным режимом работы, например для пайки алюминия, или чугуна.
Как видно, для каждого типа оборудования предъявляются свои условия эксплуатации и, следовательно, необходимо выбирать импортные и отечественные марки транзисторов для сварочных инверторов, и иногда в соответствующей комбинации.
«Обратите внимание!Чаще всего в работе используются инверторные установки, которые работают по принципу ММА.»
Такие типы устройства неприхотливы и отлично зарекомендовали себя как в частном домашнем хозяйстве, так и на производственном участке.
Технические компоненты
Общая структура работы такого устройства простая, и включает в себя основной источник тока, опциональный элемент выпрямителя для выходного тока, общий блок управления.
Качественный источник тока может быть полностью реализован на базе трансформаторной технологии или исключительно на базе инверторной системы, где силовые транзисторы для сварочных инверторов играют важную роль качественной работоспособности устройства.
Для трансформаторных установок допускается самостоятельное ручное регулирование работы прибора, но среди недостатков выделяется грубый режим регулировки, низкий уровень качества сварного шва. Инверторные установки, наоборот, имея самый простой сварочный инвертор на одном транзисторе обеспечивают высокое качество образования шва, которые сочетаются с силовыми полупроводниковыми элементами.
Транзисторы для инверторов
Основными техническими компонентами, обеспечивающие высокое качество сварочных работ, является наличие IGBT-транзисторов, а также универсальных быстродействующих диодов. В этом случае возникает резонный вопрос, как проверить IGBT транзистор сварочного инвертора. Укажем основные данные транзисторных компонентов для сварки версии IGBT
| Тип | Характеристика |
| V | Сверхнизкая энергия осуществления выключения, работа до 600 В, частота до 1200 кГц |
| НВ | Малое напряжение насыщенного принципа воздействия. Низкая энергия выключения. Напряжение до 650 Вольт, частота до 50 кГц |
| Н | Низкий эффект режима выключения. Напряжение подачи – до 1200 вольт, частота до 35 кГц. |
| М | Низкое напряжение режима насыщения, напряжение сети до 1200 Вольт, частотный параметр – до 20 кГц |
| W | Режим малого прямого падения напряжения, и минимальный режим эффекта восстановления работоспособности. |
Особенности работы транзисторных узлов
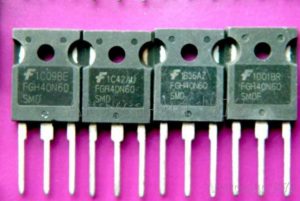
Наиболее частая схема применения внутри инверторов используется по технологии push-pull, мостовой принцип функционирования, полумостовой вариант рабочего инвертора, полумостовой комплексный несимметричный вариант исполнения инверторного прибора или косой полумост. Несмотря на достаточное обилие топологий, замена транзистора FGH40N60 в сварочном инверторе по общим требованиям является стандартным, куда включается следующее:
- Высокий режим напряжения. Для эффективной замены транзисторов в сварочных инверторах, общие данные сети напряжения должны быть выше 600 Вольт.
- Большие параметры коммутационных токов. Среднее значение показателя должен быть не менее десятков ампер, а максимальные параметры могут показывать отметку за сотни Амперов.
- Режим высокой частоты переключения. В зависимости от габаритов трансформатора внутри прибора, можно увеличить частоту прибора, а также индуктивность для модели выходного фильтра.
- Для режима минимизации потерь на включение и выключение агрегата, можно узнать, как проверить транзисторы сварочного инвертора, при помощи малого значения подачи энергии на режим включения (Евкл), а также на режим выключения (Евыкл). В данном случае будут минимизированы все потери.
- Для минимизации возможных потерь, используем низкое значение для напряжения режима насыщения, или Uкэ нас.
- Жесткий эффект коммутации, должен быть стойкий для транзисторов для сварочных инверторов Ресанта. Инверторное оборудование в данном случае работает только с индуктивным режимом нагрузки.
- Параметры короткого замыкания. Аппарат должен иметь режим стойкости для данного параметра, эти сведения являются исключительно критичными для мостовых и полумостовых вариантов инверторной техники.
Как рассчитать потерю мощности на IGBT?
Рекомендуем для детального расчёта правильного выбора транзисторных систем использовать ниже приведённую схему.
| Параметры | Значения |
| Суммарные потери | Pd = Pконд + Pперекл |
| Кондуктивные потери | Pконд = Uкэ нас (rms) × Iк × D, где D – коэффициент заполнения |
| Потери на переключение | Pперекл = Eперекл × f, где f – частота переключений, Eперекл = (Eвкл + Eвыкл) — суммарные потери на переключения (приводится в параметрах IGBT) |
| Максимальная мощность, ограничиваемая перегревом кристалла | Pd = (Tj – Tc)/Rth-jc, где Tc – температура корпуса, Tj – температура кристалла, Rth-jc – тепловое сопротивление «кристалл-корпус» (приводится в параметрах IGBT) |
Все эти данные помогут вам правильно рассчитать нужный тип транзистора для инверторного сварочного аппарата. При выборе транзистора учитываем обязательно параметр для высокого порога возможного напряжения работы устройства.
: подбор сварочных транзисторов для инвертора
Транзисторы для сварочных инверторов: виды, характеристики, применение, какие лучше

Технический прогресс за последние столетия не смог пройти мимо сварочного производства. На смену громоздкому и не удобному агрегату пришел современный инверторный сварочный аппарат.
Внедрение электронных систем в устройство, позволило максимально облегчить работу в сварочном деле. Теперь стало намного легче использовать сварку в быту.
Наличие электроники позволило включить в аппарат те функции, которые невозможно применить для старых моделей трансформаторах. Конечно, факт использования электронных элементов указывает на факт использование транзисторов.
Транзистор — что это и какие бывают
В этой статье мы постараемся максимально развернуто ответить на все эти вопросы. Подробнее опишем их отличия, какому лучше отдать своё предпочтение.
В каждой электронной конструкции используется транзистор. Он может быть и детской игрушке, и в системе наземного воздушного наблюдения. Это чудо техники используется при производстве вычислительной техники, аудио- и видео аппаратуры.
То есть к их помощи прибегать в построении любой микросхемы. Роль транзистора в инверторе — это усиление и управления электрическим током. Изобретение транзистора в 1948 году спровоцировало мощный толчок в эволюции науки и техники.
Конечно, это повлекло радикальные изменения в развитии электроники.
Транзистор играет большую роль в комплектации малогабаритных сварочных аппаратов. Важным достоинством оных считается способность безупречно работать при низком напряжении, а также при высоком значении тока.
Он используется для генерирования, усиления, коммутации и преобразования электрических сигналов. Современный инвертор имеет вес не более 5 кг.И это благодаря внедрению компактной схемы, которую собрали при помощи транзисторов. Это повлекло уменьшение габаритов всего сварочного аппарата.
Прибор с такими размерами, очень сильно упрощает сварочную работу в малодоступных местах. Если сравнивать привычный для нас сварочный аппарат, которым пользовались раньше и инвертор, то можно с уверенностью сказать, что современный прибор намного проще в изучении и применении.
Огромная важность просматривается в количестве дополнительных функций, которые были внедрены в устройство. Именно этот факт позволяет начинающему сварщику без колебаний приступить к работе без риска.
Транзистор — это полупроводниковый прибор, главный составляющий современного сварочного инвертора.
В связи с тем, что инвертор надёжно обустроился в нашей повседневной жизни, будет полезно получить максимум информации о его электронном наполнении.
Эти знания понадобятся для понимания начинки сварочного оборудования которое вы используете. Бесспорно, большую роль играет наличие многих дополнительных функций. Это позволяет менее сварщику без колебаний приступить к работе.
И так как инвертор надёжно обустроился в нашей повседневной жизни, будет полезно получить побольше информации о его электронном наполнении. Эти знания понадобятся для понимания функций оборудования которое вы используете.В настоящий время самыми есть два вида транзисторов, которые используются в сварочных инверторах: IGBT и MOSFET. Именно они сыграли роль в уменьшении габаритов, а так также способствовали расширению дополнительных возможностей аппарата.
Биполярный транзистор IGBT
Предлагаю обратить внимание на биполярный транзистор с изолированным затвором — это IGBT. Фактически это два транзистора на одной подложке. IGBT позволяет получить высокую силу тока на выходе, при минимальном нагреве.
Он способен усиливать и генерировать электрические колебания. Модели IGBT стали применять в сварочных инверторах, где была потребность в работе при самых высоких напряжениях.
В результате стало понятно, что производство сварочных аппаратов возможно вывести на более высокий уровень исключительно с помощью IGBT.
Очень часто для бесперебойной работы мощных выключателей в транзистор IGBT вживляют специальные микросхемы.
Какой лучше?
Чуть выше мы упоминали ещё об одном транзисторе MOSFET. Очень часто между специалистов сварочного дела возникает спор какой транзистор лучше. Как мы можем прокомментировать данную ситуацию?
Между этими двумя видами существует достаточно много различий. Правда с первого взгляда их не просто определить. MOSFET,- это полевой транзистор. IGBT — это биполярный.
Самое главное — это предельная мощность, которую должен выдерживать транзистор. У MOSFET эти показатели ниже, а у IGBT мощность выше. Естественно этот фактор влияет и на разницу стоимости прибора.Интересно что в характеристиках мы видим много конкретных различий, но в действительности на практике такой разницы не ощущается. Использование транспорта MOSFET, а не IGBT на процесс работы никак не влияет.
Кроме того, IGBT инвертор будет намного дороже в обслуживании. В случае поломки для этого аппарата очень не просто найти хорошего мастера и расходники. Эти факторы ощутимо влияют на стоимость IGBT.
Поэтому для бытовой сварки рекомендуем хороший и бюджетный в обслуживании инвертор MOSFET.
Вся ценность и превосходство IGBT появляются в аппарате, который предназначен для высоковольтных подключений. Но это уже профессиональные сварочные работы. И вот здесь огромная мощность играет первую роль.
В других случаях, для любительской сварки разницы между MOSFET и IGBT нет никакой. Вид транзистора не играет никакой роли для новичков. Но вот для квалифицированного професионала все -таки IGBT инвертор.
Хоть они дороже в обслуживании, но зато позволяют использовать больше мощности.
Подведем итог
В завершение нашей статьи хочется порекомендовать новичка в сварочном деле не волновать о выборе транзисторов. MOSFET сравнительно дешевле в ремонте и для вас будет привести его в рабочее состояние намного легче.
А если вы мастер сварочного дела, то конечно для работы вам будет нужно IGBT инвертор. Разумеется, их обслуживание будет дороже, но зато есть возможность использовать больше мощности.
В любом случае, какой бы прибор вы не выберите, современный и компактный инвертор будет помогать вам при выполнении любых сварочных работ.
Дополнительные функции помогут даже абсолютному новичку почувствовать себя мастером сварочных работ. Конечно, инверторный сварочный прибор намного сложнее чем классический трансформатор.