Какими электродами варить нержавейку
Марки электродов для нержавеющей стали. Сварка нержавейки электродом
Тема статьи: электроды по нержавейке — маркировка стержней для сварки антикоррозийных и хромоникелевых сталей.
Типы покрытий (обмазка)
Для сварки нержавеющей стали используются стержни с такими покрытиями:
- рутиловым;
- основным;
- с повышенной степенью наплавки;
- специальным для сварки на спуск и гравитационной.
От вида обмазки зависят сварочные характеристики, перенос металла (капельный, струйный), отделяемость шлака, область использования расходника и положение соединения. Вид покрытия влияет на механические показатели наплавленного металла и шва.
Рассмотрим популярные покрытия и выберем подходящий электрод для наших задач!
Марки популярных ESAB расходников
Какими электродами варить нержавейку? Марки плавящихся изделий с рутиловым покрытием:
ОК 63.30 яркий представитель этого вида. Обеспечивает капельный перенос металла, постоянство дуги, малую разбрызгиваемость. Свойства самошлакоотделения делает процесс удаления простым. Шов качественный, даже при соединение угловых швов.
Рутиловое покрытие работает на переменном и постоянном токе. Электроды диаметром 1,6-3,2 мм применяются во всех пространственных положениях, но ввиду большой текучести шлака, лучше выполнять ими сварку в нижних положениях.
ОК 63.41 — рутиловый электрод с повышенной степенью наплавки. Наличие металлического порошка в обмазке увеличивает производительность стержней.Ввиду отсутствия перегрева покрытия, изделия производятся большей длины. Длинные стержни снижают время на смену и поджиг расходников, что увеличивает длину сварного шва. Электроды для нержавейки с рутиловым покрытием применяются в основном для соединений в нижнем положении.
Заводы-производители поставляют на рынок электроды любых диаметров. Но сварщики приобретают расходники от 3 мм и выше. Большие диаметры позволяют опираться на обмазку, что благоприятно сказывается на сварке нержавеющей стали.
ОК 61.35 с основным покрытием отличаются от рутиловых изделий. Применяются на постоянном токе, во всех положениях. Шлак удаляется тяжелее, чем у рутиловых собратьев.
ОК 67.72 — синтетические электроды для сварки нержавейки применяются для соединения разнородных сталей с нержавеющей. Стержни 67.72 изготовляются из малоуглеродистой стали с легирующими элементами в обмазке. Специальные синтетические электроды длиной до 70 см, применяются для гравитационной сварки.
ОК 63.34 с рутиловой обмазкой используется для сварки на спуск. Улучшенное шлакоотделение позволяет варить на переменном и постоянном токе. Электроды подходят для тонкого и толстого металла. Для сварки в остальных пространственных положениях лучше применять рутиловые стержни.
ОК 63.20 электроды по нержавеющей стали с специальным покрытием для повторного возбуждения дуги, придумали для сварки точками. Процесс происходит при кратковременном поджиге и гашении дуги. Стержни востребованы для соединения труб и тонкого металла.
На каждую упаковку наносится специальная маркировка, обозначающая характеристики изделий:
- полярность;
- настройка тока;
- переменный или постоянный ток;
- напряжение холостого хода и др.
:
Другие марки расходников
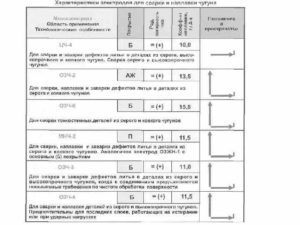
1) Электроды по нержавейке ЦЛ 11. Специальная обмазка с карбонатами и фтористыми соединениями. Постоянный ток обратной полярности. Напряжение холостого хода 65 В. Швы прочные и антикоррозийные. Аналог ESAB ОК 61.85. Цена 5-ти кг упаковки 690 рублей (ЛЭЗ, д 5 мм).
2) Castolin EutekTrode E308L с рутиловым покрытием. Для соединения стабилизированных и нестабилизированных CrNi-сталей, плакированных сталей и наплавок. Шов антикоррозийный, полируется до блеска.
Расходники используются при монтаже емкостей и трубопроводов, в пищевой отрасли. Цена 1 электрода 50 рублей, диаметр 3.2 мм, производство Симферополь. Таблица технических данных:
3) ЭА-400/10Т для нержавеющих коррозионостойких сталей разных марок.
4) ОЗЛ-8 для ручной дуговой сварки хромоникелевых, коррозионностойких сталей. Когда не требуется стойкость межкристаллитной коррозии.
5) Е308-16 (аналог ОЗЛ-8, ОК-61.30). Сваривание во всех позициях, минимальное разбрызгивание, самоотделяющийся шлак. Шов термо-коррозионностойкий.
6) Rost 1913 для многих видов корозионностойких сталей. Шов устойчив к межкристаллитной коррозии.7) ОЗЛ-310 для соединения и наплавки жаростойких сплавов, используемых в окислительных средах.
Список дополняют:
- ЦТ-15, НЖ-13, ЭА-400/10У;
- ОЗЛ-6, ЦТ-28, КТИ-7А.
:
Какие электроды по нержавейке лучше, сказать трудно! Каждый сварщик отдает предпочтение своему расходнику.
Расходники для разнородных сплавов
Переходные электроды для сварки нержавейки и стали (чернухи). Соединение нержавеющих сталей с разнородными (углеродистыми и низколегированными) сталями выполняется более легированными расходниками, чем сам материал.
Лучшие изделия:
- ОЗЛ-312 используются, когда марка сталей по химсоставу неизвестна.
- НИИ-48Г хорошо подходят для переходных (буферных) слоев. Шов отличается стойкостью к водородному растрескиванию и образованию горячих трещин.
Марки ЭА-395/9, АНЖР-1, АНЖР-2, ОЗЛ-28, ОЗЛ-32 тоже применяются для соединения разнородных сталей.
В среде домашних мастеров универсальный электрод ОЗЛ-6 отзывы получает хорошие. Хром и никель находящиеся в составе, создают хороший шов при сварке черных сталей с нержавеющими.
Как варить нержавейку электродом
За рубежом и в России популярны 4 марки нержавеющей стали. В различных странах, они имеют разную маркировку. Соответствие американской, европейской и российской маркировок представлены в таблице.
Перед сваркой нержавеющей стали электродами, заготовки подготавливаются так:
- кромки деталей зачищают щеткой;
- фаски разделывают по ГОСТ 5264.
Характер и разделка кромок подбирается исходя из вида соединения и толщины свариваемых элементов.
Хромоникелевые, высоколегированные стали — пластичны, не требуют подогрева при соединении, хорошо свариваются. Но, имеют нюансы при сварке: проявляют склонность к межкристаллитной коррозии металла шва и околошовной зоны, образуют горячие трещины в сварных соединениях.
Для предотвращения дефектов, необходимо:
- не перегревать металл шва и основное изделие (не более 150 градусов);
- сварку выполнять короткой дугой, без поперечных колебаний электрода, на низких токах с высокой скоростью;
- использовать медные пластины для теплоотвода;
- при больших толщинах применять многопроходное соединение.
Электросварка нержавейки электродом выполняется специальными легированными стержнями. После наплавки, шов зачищается щеткой и обрабатывается антикоррозионной пастой.
Как сваривать нержавейку электродом? Для теста возьмем пластины толщиной 3 мм. Такие изделия соединяются без разделки. Ложим пластины на медную подкладку для отвода тепла. Для электродов 3 мм, устанавливаем на аппарате ток в 80 А. Зачищаем края пластин щеткой и выставляем между ними небольшой зазор.
Соединение производим короткой дугой, без колебаний. Молотком отбиваем шлак и зачищаем шов щеткой. Сварное соединение получается без дефектов, с полным проплавлением корня шва. Для восстановления антикоррозионных свойств, зону шва травим пастой SE. Через 20 минут остатки пасты смываем водой.
:
Изделия не предназначенные для нержавейки
В целях экономии, домашние мастера спрашивают: можно ли варить нержавейку обычным электродом? Да, это возможно!
Человек поделился в видеоролике личным опытом. Он рассказывает, как заварил трещину в теплообменнике банной печи из нержавейки, стержнем АНО-4, выставив ток у аппарата 60 А.
Сварка нержавейки с черным металлом — технология сварочных работ
Сварка нержавейки с черным металлом — технология работ
Сварить нержавейку с черным металлом может далеко не каждый сварщик. Связано это, прежде всего, с разнородным составом нержавейки и черного металла, и особой технологией сварки электродом.
И хотя нержавеющая сталь практически наполовину состоит из черного металла, в ней присутствуют и цветные металлы, которые требуют особого подхода при сваривании. Тем не менее, сварку нержавейки с черным металлом осуществить можно, нужно только придерживаться правильной технологии.
Что потребуется для сварки нержавейки и черного металла
Если есть необходимость сварить нержавеющую сталь и черный металл в домашних условиях, то, для этих целей, необходимо будет использовать:
- Сварочный инвертор постоянного тока;
- Электроды (о том, какими электродами варить нержавейку и черный металл, будет рассказано ниже, в этой статье сайта про сварку mmasvarka.ru);
- Проволоку из нержавеющей стали (она будет использоваться в качестве присадочного материала).
Отдельного внимания заслуживают электроды для сварки нержавейки и черного металла.
Какими электродами варить нержавеющую сталь
Для сварки нержавеющей стали с черным металлом нужны электроды, которые применяются для сварки жаропрочных сталей и сплавов на основе никеля.
Данным нормам и требованиям отвечают следующие марки электродов:
- Электроды ОЗЛ-25Б — используются в тех случаях, когда нужно варить жаростойкие стали;
- Электроды НИАТ-5 — самые популярные электроды для сварки аустенитных сталей;
- Электроды ЦТ-28 — применяются для сварки разнообразных сплавов, в том числе и на основе никеля.
Сварка нержавейки с черным металлом
Технология сварки нержавейки с черным металлом должна соблюдаться согласно следующих требований:
- Нержавеющей стали присущ большой коэффициент расширения, поэтому нужно выдерживать достаточные зазоры между свариваемыми заготовками;
- При сварке нержавеющей стали и черного металла, заготовки нужно быстро охлаждать. Это позволит не потерять их коррозийную устойчивость;
- Для сварки лучше будет использовать короткие электроды, не более 35 см. Таким образом, можно не допустить чрезмерно большого перегрева металла;
- Рекомендуется понижать сварочный ток, не менее чем на 20%, учитывая низкую теплопроводность нержавеющей стали.
Кстати о силе тока, поскольку данный показатель весьма важен при сварке нержавейки и черного металла. Во многом здесь все зависит от толщины материалов и используемых электродов для сваривания.
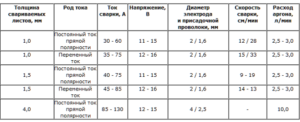
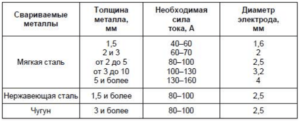
Так, при сварке нержавейки и металла, рекомендуется придерживаться следующих параметров в настройках инвертора:
- Тонкую нержавейки, толщиной до 1 мм, варят электродами не более 2 мм в диаметре, выставляя при этом силу тока на сварочном инверторе в 60 Ампер;
- Металл от 2 до 3 мм, рекомендуется варить электродами 3,0 мм, а силу тока на инверторе выставлять в районе 80 А;
- Толстые заготовки, толщина которых 4 и более миллиметров, варят электродом 4 мм, а сила тока на инверторе колеблется от 100 до 130 А, в зависимости от пространственного положения сварки.
Следует обязательно учитывать силу тока при сварке нержавейки с черным металлом, поскольку если она будет слишком большой, то это приведёт к образованию прожога сварного шва.
Технология выполнения сварочных работ
Сам процесс сварки нержавейки и черного металла выглядит таким образом:
- Для сварки можно использовать электроды с никелевым покрытием и электроды, стержень которых будет выполнен из высоколегированной стали. Данными электродами сначала наплавляются кромки черного металла, после чего создаётся сварочный шов с использование плакированной стали. Получить качественное соединение возможно с использованием никелевых электродов;
- Перед началом сварочных работ, рекомендуется прокалить электроды в духовом шкафу, при температуре не менее 200 градусов. Время прокалки электродов — 1 час;
- Для сварки нержавейки с черным металлом применим только постоянный ток;
- Как и требуется, перед тем, как варить нержавеющую сталь и черный металл, их поверхность обязательно нужно отчистить от ржавчины, грязи и налёта.
- При сварке, рекомендуется, как можно больше захватывать черного металла, что даст возможность получения качественного и надёжного сварочного шва.
Осуществить проверку сварочного шва можно посредством керосина. Достаточно будет нанести керосин кисточкой с одной стороны сварного соединения, подождать некоторое время, после чего перевернуть деталь. Если с другой её стороны проступил керосин, то это будет означать только одно — сварочный шов низкого качества.
Электроды по нержавейки
Сварка изделий с помощью нержавейки – достаточно трудоемкий и сложный процесс, электроды по нержавейке подбираются с учетом конструктивных особенностей материала. В этой статье вы сможете узнать, как правильно варить нержавейку, на какие моменты следует обращать внимание и какие сварочные электроды нужно выбрать.
Почему выбор электродов настолько важен
Нержавеющая сталь считается достаточно популярным материалом, используемым при создании какого-либо оборудования или запчастей. Такой материал обладает высокими антикоррозийными свойствами, а также теплопроводностью в два раза ниже, чем углеродистые сплавы. Именно поэтому, выбор электродов для нержавейки должен основываться на:
- Коэффициенте нелинейного расширения;
- Теплопроводности;
- Потере антикоррозийных свойств.
Разберем по пунктам, что влияет на саму нержавейку. Нелинейное сопротивление – несколько ниже, чем у других металлов. Поэтому, при работе с прочными и плотными деталями чаще всего оставляют небольшой зазор. В противном случае, металл деформируется.
Теплопроводность. При сваривании деталей используется сила тока примерно на двадцать процентов ниже, чем для легированных деталей. Это объясняется тем, что нержавейка обладает низкой теплопроводностью.
В процессе сварочных работ, обязательно теряются антикоррозийные свойства. При сварке образовывается карбид железа и хром, которые влияют на это свойство. Чтобы сохранить антикоррозийные особенности нержавейки, нужно использовать холодный метод сварки.
Следует учитывать, при непрофессиональном методе сварки или неверном выборе температурного режима, материал в любом случае деформируется. Специалисты называют подобные явления – межкристаллистной коррозией. Выбор электродов играет важнейшую роль, при создании каких-либо деталей, изделий и прочего.
Выбор электродов
Несмотря на агрессивную среду, выход всегда можно найти. Современные производители стараются создать наиболее приемлемые составы для покрытия электродов. Это необходимо для того, чтобы они образовывали прочные сварочные швы. Особое внимание уделяется шлаку, который образовывается при сгорании основы.
Электроды по нержавейке обязательно должны хорошо зажигаться и активно гореть при сварочной дуге. Также они должны равномерно расплавляться и создавать ровный шов. После окончания – легко удаляться с поверхности.
Для сварки используются такие электроды, с покрытием:
- Рутиловые;
- Основные;
- С повышенной степенью наплавки;
- Специальные
Самыми популярными разновидностями среди электродов по нержавейки считаются : ЦТ-15, ЦЛ-11, ОЗЛ-6, НЖ-13. Также могут применяться различные типы ЦЛ. Резкие перепады температур и давления не страшны для таких стержней электродов.
ЦЛ-11. Основное покрытие. Имеет общетехническое назначение. Для сварки сталей марок типа 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Б, AISI 321, 347 и им подобных, эксплуатирующихся при температурах до 350°C когда к металлу сварного шва предъявляются требования стойкости к межкристаллитной коррозии. Электроды ЦЛ-11 производятся на заводе ЭСАБ-СВЭЛ в Санкт-Петербурге.
ОЗЛ-6. Основное покрытие. Для сварки литья и проката из жаростойких сталей типа 20Х23Н13, 20Х23Н18. Производятся на заводе ЭСАБ-СВЭЛ в Санкт-Петербурге.
ЭА-400/10У — электрод для сварки оборудования из коррозионностойких стали аустенитного класса марок 08Х18Н10Т, 08Х18Н10Т-ВД, 12Х18Н10Т, 08Х18Н12Т, 08Х18Н13М2Т, 10Х17Н13М2Т, 10Х17Н13М3Т, Х18Н22В2Т2, AISI 318, 321, 347. Тип — основной.
НЖ-13. Осовное покр. Предназначены для сварки оборудования из коррозионно-стойких хромоникелемолибденовых сталей марок 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х21Н6М2Т и им подобных, работающего при температуре до 350°С, когда к металлу шва предъявляют требования стойкости к межкристаллитной коррозии.
ЦТ-15. Основной тип электродов. Предназначены для сварки узлов конструкций из хромоникелевых сталей марок Х20Н12Т-Л, Х16Н13Б, 12Х18Н9Т, 12Х18Н12Т и им подобных, работающих при температуре 570-650°С и высоком давлении, а также для сварки сталей тех же марок, когда к металлу шва предъявляют жесткие требования стойкости к межкристаллитной коррозии.
Марки электродов ESAB для нержавейки
ОК 63.30. Универсальный электрод с очень низким содержанием углерода. Свари и рутиловым покрытием. Свариваемые стали: 03Х17Н14М2, 10Х17Н13МЗТ, 316 Российский аналог — АНВ-26.
ОК 63.41. Рутиловый, кислотостойкий и высокопроизводительный.
ОК 61.35. С основным покрытием. Для сварки конструкций из нержавеющих сталей 03Х18Н10, 08Х18Н10Т, AISI 304L, 321, 347 и им подобных, работающих при температурах от -196 до +400°C. Подходит хорошо для сварки трубопроводов.
ОК 63.20. Электрод с специальным покрытием. Свариваемые стали: 03Х17Н14М2, 10Х17Н13МЗТ, 316 и т.п.
Российские аналоги: ОЗЛ-20, АНВ-17, НИАТ-1. Разработан для сварки тонкостенных труб.
Основные технологии и разновидности
Помимо основных требований к электродам, существует несколько способов, которые чаще всего используют для сваривания листового или нержавейки другого типа.
На качество сварки влияет множество факторов, которые влияют на дальнейшую эксплуатацию материала и возможность обработки различными методами.
Поэтому, каждый, кто планирует использовать нержавейку должен знать основные особенности стали и её главные отличия от углеродистой.
Варить нержавейку можно различными методами, но самым популярным и используемым для материала средней плотности, остается сваривание в среде газов.
Для такого метода используется вольфрамовый электрод, с минимальной способностью к плавлению. Таким методом можно варить нержавеющую сталь для разных задач.
Например, создание трубопровода из стали или различных деталей, где применима нержавейка.
В зависимости от технического оснащения и требований, сварка электродом может выполняться ручным, автоматическим и полуавтоматическим методами.Также можно использовать и плавящиеся электроды. Они дополнительно покрываются специальными веществами или же применить проволоку с высокой степенью легирования. Для такой разновидности, подбираются отдельные методы сваривания:
- Импульсно-дуговая;
- Короткодуговая;
- Струйная дуговая;
- Плазменная
Все они отличаются определенными свойствами. Например, первый вариант используется для тонких поверхностей — расчет идет на десятые миллиметра. Дуговая, напротив, используется для средних листов, толщиной до трех миллиметров. Плазменная, в свою очередь, является универсальным способом сваривания нержавейки.
Подготовка к сварке
Технология сваривания зависит от специалиста, который выполняет подобные работы. Подобрав верный электрод, нужно дополнительно подготовить будущий материал для сваривания. В первую очередь, это обезжиривание материала.
Сам процесс сваривания нержавейки в домашних и специальных условиях различается методами. При его выборе, стоит опираться на основные характеристики материала, его толщину и прочность.
Сварка в атмосфере газов считается стандартной и применима практически в любом случае. Она может выполняться в автоматическим, полуавтоматическим и ручном режиме.
Но есть одна особенность, при которой используется только электродуговая – толщина листа нержавеющей стали более, чем три миллиметра.
Стоит обратить внимание, на такую особенность сваривания нержавейки – не нужно делать резких движений. Чаще всего это применимо при стандартном сваривании, но с нержавеющим материалом так поступать не стоит.
Это становится причиной разрушения созданного шва и окислению. Подобные процессы полностью убивают защитную среду самого материала и пагубно влияют на эксплуатацию материала.
Дополнительно стоит учитывать:
- Нельзя, чтобы вольфрам проникал в сварочную ванную с электродом. В таком случае, говорить о надежности шва не имеет смысла. Чтобы избежать его проникновения, следует зажигать дугу отдельно, на других графитовых или угольных пластиках;
- Аргоновой струей лучше всего защитить шов с обратной стороны. Это требования стало достаточно популярно в последнее время.
Основной вопрос о том, каким же электродом варить нержавейку остается ещё открытым. Чтобы создать действительно качественный, шов нужно использовать:
- Электрод с высокими показателями ползучести;
- Малыми показателями температурного расширения;
- Высокой износоустойчивостью и теплопроводностью;
- Повышенными значениями упругости
При выборе электрода решающее значение имеет именно марка нержавеющей стали. В зависимости от её типа, используются популярные марки, указанные выше.
Этапы сваривания
Работать с таким материалом должен только профессионал. Это трудоемкая работа, которая помогает добиться результата, при котором соединение должно быть похоже на основной металл. Для этого тщательно зачищают места сварки с помощью обезжиривателя (может выступать ацетон или растворитель).
В качестве сварочного аппарата может использоваться инвектор. Такой аппарат удобен для транспортировки и питается прямо от сети. Под действием электрики, образуется сварочная дуга для сваривания металла.
Стоит учитывать, что применимые температуры не должны быть выше нормы. Если не придерживаться стандартных правил, электрод может попросту сгореть или шов будет недостаточно плотным.
При сварке, самая основная проблемы в том, что он обладает достаточно высоким сопротивлением.
Особенность электродов – низкая проводимость тепла.
Это считается одной из проблем, являющаяся причиной их разрушения. Происходит это из-за того, что используется ток слишком большого напряжения. Для максимальной прочности шва используется холодный метод. Если в состав входит никель или хром, то охлаждать можно с помощью воды. В других случаях, отлично подойдет – обдув воздуха или прокладка из меди.
Перед тем, как приступить к работе, следует подобрать электроды по нержавейке, а также правильно настроить ток. Чтобы не произошло залипание – очень аккуратно подносят к металлу электрод.
Клемму массы подключают к материалу, после чего к работе приступает дуга. Электрод подносят под углом и держат несколько секунд. Окалину следует убрать с помощью молотка и зашлифовать поверхность кругами.Готовое изделие помещают в ванну с раствором кислоты. Только она способна полностью удалить слой оксида.
Предотвращение дефектов и дополнительная информация
Перед тем, как начать сварку – обязательно подготавливают заготовки по ГОСТ. Процедура должна полностью соответствовать всем требованиям безопасности, а также выполняться строго по правилам. Отклонение от технологии влечет за собой дефектные изделия, несчастные случаи и много другое.
Чтобы предотвратить образование дефектов при сваривании, следует:
- Не перегревать металл шва и основное изделие;
- Сварка выполняется короткой дугой. Исключены различные колебания;
- Для теплоотвода используются специальные пластины;
- Многопроходное соединение применяется в том случае, если лист или заготовка обладают слишком большой толщиной.
В ходе работ, нужно обратить внимание на тот факт, что температуры более +500 ведут к образованию кристаллических трещин. Они ослабляют конструкцию и снижают её пластические свойства. К тому же, лучше всего пользоваться рекомендациями, указанными ниже:
- между прихватами лучше всего снизить промежутки к минимуму;
- перед началом работ, лучше всего раскалить деталь, а уже после охладить с помощью холодного воздуха;
- конструкцию нельзя подвергать воздействию тепла извне, поэтому желательно варить максимально быстро. Лучше сделать несколько поочередных проходов.
Используя правильный электрод для нержавейки и проверенный метод сваривания, можно создать надежное изделие со всеми качествами нержавеющей стали.
Сварка нержавейки: методы, их отличия и описание, как сварить электродом
Сварка изделий из нержавейки является довольно сложной в технологическом плане операцией, которую невозможно качественно выполнить без учёта физических свойств и химического состава материала. Подобный подход к выполнению работы является единственно правильным и позволит создать максимально надежное и качественное соединение.
Основные трудности, возникающие при сварке нержавейки, связаны с тем, что этот материал относится к группе высоколегированных сплавов, а потому содержит в своем составе множество разных элементов, определяющих его основные свойства. Так, в ее составе присутствует такое соединение, как хром.
Его доля в сплаве может достигать 12−30%. Хром, как и другие элементы, содержащиеся в составе нержавейки — молибден, марганец, титан и никель, обеспечивает этого металлу антикоррозионные свойства. Но при этом от него нержавейка получает и ряд особенностей, которые влияют на ее свариваемость.
Поэтому при сварке нержавейки необходимо учитывать ряд характеристик этого материала.
- Высокий коэффициент линейного расширения. Из-за этой особенности во время сваривания деталей из нержавейки они неизбежно подвергаются значительной деформации. Иногда вызванное этим свойством деформация может вызвать появление крупных трещин, если подготовленные для соединения детали имеют большую толщину и между ними отсутствует зазор.
- Низкая теплопроводность. В отличие от низкоуглеродистых сплавов нержавейка имеет в полтора — два раза ниже показатель теплопроводности. Из-за этой особенности при сварке детали проплавляются даже при токах меньшей величины, чем при соединении деталей из низкоуглеродистой стали.
- Межкристаллитная коррозия. В условиях, когда нержавейка во время сварки подвергается сильному нагреву (до температуры +500 градусов Цельсия и выше), приходится наблюдать такое явление, как межкристаллитная коррозия. Она возникает из-за того, что по краям зерен структуры металла образуются прослойки, состоящие из карбида хрома и железа.
Но предотвратить это явление можно, если с особой тщательностью подходить к выбору режима сварки, а также в принудительном порядке остужать соединяемые элементы, с чем легко может справиться обычная вода. Но важно помнить, что такой метод охлаждения можно применять только в отношении изделий из хромоникелевых сталей, обладающих аустенитной внутренней структурой.
- Перегрев электродов с хромоникелевыми стержнями. Учитывая, что свариваемые материалы имеют низкие показатели теплопроводности и повышенное электрическое сопротивление, во время их соединения электроды, стержни которых состоят из хромоникелевого соединения, часто нагреваются до критических температур. Предотвратить подобное явление можно только при условии применения для сварки электродов, имеющих длину не более 35 см.
Популярные методы сварки
В случае необходимости соединения изделий из нержавеющей стали с повышенным содержанием хрома их сваривание может быть выполнено несколькими способами. К настоящему моменту наибольшее распространение получили следующие виды сварки:
- Аргонодуговая. При этом виде сварки применяют вольфрамовые электроды и режимы AC/DC TIG.
- Сварка, проводимая покрытыми электродами в режиме MMA.
- Полуавтоматическая электродуговая сварка. Проводится в аргоновой среде с использованием режима MIG, а также проволоки из нержавейки.
- Холодная сварка, которую выполняют под высоким давлением.
- Шовный метод сваривания и контактная точечная сварка.
Перед началом работ по свариванию нержавейки необходимо в обязательном порядке обезжирить их поверхности, для чего может применяться авиационный бензин или ацетон.
Это делают с целью уменьшения пористости создаваемого шва, а также для обеспечения повышенной устойчивости сварочной дуги.
Только когда эта операция будет выполнена, можно приступать непосредственно к свариванию заготовок выбранным способом.
Для сваривания элементов из нержавейки можно использовать несколько способов, среди которых имеются как получившие наибольшее распространение, так и применяемые в редких случаях. Конечный выбор наиболее подходящего метода должен осуществляться с учетом конкретных условий и требований, которым должно отвечать выполняемое соединение.
Покрытыми электродами
Чаще всего сварку заготовок из нержавеющей стали выполняют методом ММА, предусматривающим использование покрытых электродов. Главными его достоинствами является простота и универсальность, что позволяет использовать его даже в бытовых условиях, хотя он и не в состоянии обеспечить шов высокого качества.
Несмотря на то что этот тип сварки нержавейки электродами ММА подходит для использования в домашних условиях, чтобы им воспользоваться, придется приобрести специальный сварочный аппарат — инвертор.
Для надежного соединения изделий из нержавейки с помощью инвертора важно правильно выбрать электроды. На сегодняшний день всё разнообразие электродов, используемых для соединения нержавейки, можно представить в виде двух групп:
- С рутиловым покрытием на основе двуокиси титана. При использовании таких электродов минимизируется количество образующихся во время работы брызг металла, а также обеспечивается стабильность дуги, но их применение возможно только при постоянном токе и обратной полярности.
- С покрытием на основе карбоната магния и кальция. При работе этими электродами сварка выполняется при постоянном токе и обратной полярности.
Ручная и полуавтоматическая в среде аргона
При сварке изделий из нержавеющей стали ручным способом в аргоновой среде обычно используют электроды из вольфрама.
Подобный способ соединения деталей подходит для использования и в домашних условиях, обеспечивая качественное и надежное соединение изделий, имеющих небольшую толщину.
Чаще всего этот тип электродов применяют при выполнении работ по прокладке коммуникаций из труб, предназначенных для доставки в условиях высокого давления газов или различных жидкостей.
Эта технология имеет ряд особенностей, о которых также не помешает узнать перед использованием:
- Во время сварочных работ важно, чтобы вольфрам, из которого выполнены электроды, не попал в расплавленный металл в зоне сварки. Решается эта задача путем поджигания дуги бесконтактным способом. В том случае, если это невозможно сделать на детали, дугу можно зажечь на отдельной угольной плите, а затем осторожно ее переместить на соединяемые заготовки.
- Этот метод сваривания изделий из нержавейки может использоваться как при постоянном, так и переменном токе.
- При выборе оптимального режима сварки в расчет берется толщина соединяемых деталей. Говоря о режимах, речь идет о количестве расходуемого защитного газа, показателях тока, выбранной для сваривания присадке, диаметре проволоки, сечении вольфрамового электрода.
- Используемая для сваривания присадочная проволока должна иметь более высокий уровень легирования, нежели соединяемые заготовки.
- Во время сварочных работ электроды для нержавеющих сталей должны сохранять устойчивое положение. При несоблюдении этого требования возможно нарушение сварочной зоны и окисление металла в ее области.
Одним из плюсов использования этого метода сварки является то, что он позволяет значительно экономить вольфрамовые электроды. Для этого после завершения сварочных работ нужно примерно на 15 секунд не отключать подачу аргона. Такой прием позволяет защитить раскаленный вольфрамовый электрод от активного окисления.
Электродами полуавтоматическим способом
Этот метод сваривания изделий из нержавейки в аргоновой среде практически не отличается от классического ручного. Разница между ними состоит лишь в том, что проволока в сварочную зону поступает посредством специального оборудования. Механизация этого процесса позволяет повысить его точность и скорость.
если есть полуавтоматическое оборудование, специалист может воспользоваться следующими способами сваривания изделий из нержавейки:
- Метод струйного переноса. Главным его достоинством является то, что с его помощью можно создавать надежные соединения при работе с деталями значительной толщины.
- Сварка короткой дугой. Предназначена преимущественно для соединения заготовок небольшой толщины.
- Импульсная сварка. Универсальный метод соединения деталей, который гарантирует получение качественных и надежных соединений и максимальную экономию на расходных материалах.
Чтобы разобраться, какой тип электродов лучше всего подойдёт для сваривания нержавейки, необходимо обратиться к ГОСТу 10052−75, из которого можно узнать об особенностях существующих типов расходных материалов и рекомендациях по их выбору для работы с металлом определенного химического состава. Определиться с наиболее подходящим типом электродов для сваривания нержавейки, соответствующим требованиям данного ГОСТа, можно, если знать марку металла, элементы из которого необходимо соединить.
Другие способы сварки нержавеющей стали
В ряде ситуаций специалистам приходится рассматривать альтернативные методы сварки изделий из нержавейки, которые позволяют создавать надежные соединения только в особых условиях. К ним можно отнести следующие методы, предусматривающие использование специального сварочного оборудования.
Лазерным лучом
Из достоинств, которыми обладает этот метод соединения деталей из нержавейки, следует отметить сохранение изначальных показателей прочности металла в сварочной зоне по причине повышенного температурного воздействия, минимальное время, необходимое для остывания, отсутствие трещин после сварки, а также формирование минимального размера зерен в его структуре. Сам рассматриваемый метод, как и оборудование, которое позволяет его реализовать, активно используется в самых разных отраслях промышленности, в том числе при прокладке коммуникаций, в автомобилестроении и др.
Холодная под большим давлением
При этом способе соединения деталей из нержавейки материал не подвергают плавлению. Соединение заготовок обеспечивается за счет особого взаимодействия их кристаллических решеток. В зависимости от того, какое соединение необходимо получить и с деталями какой формы предстоит работать, давление может оказываться на одну или сразу на обе детали.
Контактная сварка изделий из нержавейки
При этом способе соединения изделий из нержавейки может применяться точечная или роликовая технология. Он позволяет соединять тонкие листы из нержавеющей стали, имеющие толщину до 2 мм. Примечательно, что при сваривании деталей этим способом применяют то же оборудование, что и при сваривании других металлов.
Нержавеющая сталь является одним из наиболее популярных материалов, из которого изготавливается множество разнообразных металлоизделий и конструкций. Однако процесс сваривания деталей имеет свои особенности, которые обязательно нужно учитывать каждому специалисту. Особенно это касается домашних мастеров, многие из которых не знают, как сварить нержавейку инвертором в домашних условиях.
От низкоуглеродистых сталей этот материал отличается содержанием определенного набора элементов, которые создают определенные трудности при соединении деталей из нержавейки. Это является одним из главных моментов, о котором необходимо знать перед началом сварочных работ.
Дело в том, что каждый входящий в состав нержавейки элемент обладает особыми свойствами, что напрямую влияет на характеристики, которые демонстрирует нержавейка во время сварки.
Особые физические свойства и химический состав нержавейки требуют использования определенных методов сваривания изделий, выполненных из этого металла.Выбор наиболее подходящего способа должен осуществляться с учётом характеристик соединяемых деталей, а также используемых электродов. Это также может в значительной степени повлиять на качество и надежность создаваемого соединения.
Электроды для сварки нержавейки

Среди множества сталей, по некоторым данным их общее количество насчитывает около 600 наименований, особняком стоят нержавеющие (коррозионностойкие). Состав этих сталей позволяет их использовать в различных условиях эксплуатации, например, на морском воздухе или в химически агрессивных средах.
Из нержавейки производят трубопроводную арматуру, емкости, в том числе, работающие под давлением и многие другие детали и агрегаты. Для соединения между собой частей трубопровода устанавливают разъемное или неразъемное соединение. Для первого типа востребованы фланцы, муфты и пр. Для создания неразъемных соединений (стыков) используют сварку.
Надо понимать, что наличие в составе нержавеющих сталей различных элементов, предъявляет особые требования к способу соединения и материалов для этого используемых.
Электроды по нержавейке
Почему важно использовать специальные электроды для сварки нержавейки
Нержавейка, с момента ее появления на рынке металлов широко используется для производства деталей и сборочных единиц, которые применяют в различных отраслях. Популярность нержавейки обусловлена не только ее стойкостью к воздействию коррозии, но и рядом других свойств.
К ним можно отнести, высокие прочностные параметры, внешний вид, длительность эксплуатации. Но сплавы этого класса обладают одним существенным недостатком – плохая свариваемость. Надо сказать, что такой недостаток существенно осложняет работу с нержавейкой.
Она обусловлена рядом причин, в частности:
- Нержавеющие сплавы имеют низкую теплопроводность. Этот показатель в два раза меньше, чем у традиционных углеродистых сталей. Именно поэтому, во время выполнения сварочных работ этот материал хуже отводит излишнее тепло, возникающее в процессе работы. Такое явление привело к тому, что для уменьшения тепла, используют сварочный ток на 15-20% меньший, чем тот, который необходим для сварки черных сплавов.
- Во время соединения изделий из нержавеющей стали с большой массой между заготовками необходимо оставлять довольно большой зазор. Если это требование проигнорировать, то в металле, который расположен рядом со швом будут появляться трещины микроскопического размера. Их наличие приведет к тому, что будет снижено качество соединения, в том числе и его надежность.
- При сварке нержавеющей стали, в зоне шва образуется зона высокого электрического соединения. Соответственно это приводит к сильному нагреву инструмента. Именно это и определило то, что для выполнения сварочных работ необходимо использовать специальные расходные материалы по нержавейке, предназначенные для работы с такими сталями. Их выбирают на основании маркировки нанесенной на коробку или на сами расходники.
Электроды по нержавейке, в чем особенности
При выполнении работ с заготовками, произведенными из нержавеющих сталей необходимо не только правильно выбрать электроды, но и квалифицированно использовать сварочное оборудование, в частности, подобрать рабочий ток, определить расход газа и пр.
Электроды для сварки нержавейки
Нарушение некоторых технологических правил приводит к такому явлению как межкристаллическая коррозия. Она снижает стойкость к коррозии шва и расположенного рядом металла. Кроме того, по достижении определенной температуры в структуре начинают образовываться карбиды хрома и железа. Они придают металлу излишнюю хрупкость и снижают его антикоррозионные характеристики.
Электроды для нержавейки помогают избежать этого явления, и при их правильном использовании качество шва будет отвечать всем техническим требованиям.
Переменным или постоянным током
Для создания неразъемных соединений из нержавеющих сталей допустимо использовать постоянный и переменный ток. У каждой технологии сварки существуют определенные плюсы и минусы.
Так, использование постоянного тока приводит к снижению расхода электродов, за счет того, что при использовании этого тока, материал, практически не разбрызгивается.
Кроме того, постоянный ток позволяет обеспечить высокую скорость сварки, качество сварного шва.
Но, оборудование, используемое для работы, отличается высокой стоимостью, а это, в результате приводит к росту себестоимости работ.
Применение переменного напряжения позволяет использовать оборудование, которое стоит значительно меньше что то, которое применяют для выработки постоянного тока.
Сварщик, использующий переменный ток, получает в результате качественный шов.
Но, вместе с тем, использование переменного тока приводит к получению большего количества капель металла, а это приводит к повышенному расходу нержавейки.
Перед началом сварочных работ сварщик должен сделать правильный выбор электродов. Следует понимать, то, что стержни с обмазкой в состоянии гарантировать высокое качество шва. Ручную сварку выполняют с использованием постоянного тока обратной полярности. Для получения качественного результата сварщики применяют следующие марки расходных материалов, предназначенные для нержавейки:
- ЦЛ11 – это одна из самых широко распространенных марок среди сварщиков. Его применяют для обработки сталей с довольно высоким содержанием хрома и никеля. Сварной шов, получаемый с помощью этого материала, обладает высокой прочностью, ударной вязкостью. При работе практически не наблюдается разбрызгивание металла.
- ОЗЛ8 — подходят для сборки конструкций, подлежащие эксплуатации в температурах до 1000 ⁰C. Остальные ее параметры близки к марке ЦЛ11.
- НЖ13 – эта марка востребована при обработке изделий из пищевой нержавейки. Кроме того, этот расходный материал предназначен для стыковки изделий с высоким содержанием хрома, никеля, молибдена. Недостаток, присущий этой марке – это формирование шлака, который самопроизвольно отслаивается и таким образом может нанести повреждения рабочему или окружающим его людям.
ОЗЛ-8
На самом деле в практической работе применяют несколько марок электродов, которые предназначены для сварки с нержавейкой. Среди них есть такие, как:
- ЗИО-8, которые применяют для изделий из жаростойких нержавеющих сталей.
- НИИ-48Г востребован при изготовлении ответственных конструкций.
- ОЗЛ-17У подходят для деталей, которые будут эксплуатироваться в атмосфере с повышенным содержанием паров серной или фосфорной кислот.
Не все организации могут себе позволить технологическое оборудование, которое работает с применением постоянного тока. Но можно использовать и аппаратуру, которая применяет переменное напряжение. для эффективной работы с ним применяют следующие марки — ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36.
Кроме того, использование вольфрамовых стержней для сварки деталей из нержавейки под облаком защитных газов, позволяет использовать переменный ток с прямой полярностью. Такую технологию используют при:
- соединении деталей с тонкой стенкой;
- наличии повышенных требований к качеству сварного шва.
ОЗЛ-14А
Практика сварки изделий из нержавейки говорит о том, что использование переменного тока менее популярно, соответственно стержни этого типа менее востребованы.
Маркировка электродов по нержавейке
Все сварочные материалы для нержавейки должны быть отмаркированы. То есть, на упаковку должны быть нанесены идентификационные сведения, в которые должны быть включены следующие данные:
- марка, размеры и предназначение изделий;
- размер обмазки;
- полярность;
- напряжения.
Кроме перечисленных данных на упаковку может быть нанесена информация о компании производителя. Дата изготовления и срок годности.
Электроды для нержавеющих сталей и черного металла
Соединение нержавейки и черного металла вполне возможно. Но, этот процесс сопряжён с определенными сложностями. Все дело в том, что у этих металлов разная структура. Для выполнения этой операции можно использовать три метода:
- сваривание с применением расходных материалов с покрытием;
- сваривание неплавящимися стержнями из вольфрама;
- сваривание под защитным газом, как правило, для этого применяют аргон или газовые смеси на его основе.
Для сваривания разнородных металлов используют марку ОЗЛ-312. Для выполнения сборки ответственных конструкций применяют ЭА-395/9. Стержни для сварки нержавеющей стали марки ОЗЛ-312 подходят для сварки сталей с неопознанным составом.
Но, как показывает практика, оптимального качества шва лучше, чем соединение заготовок под защитой газов не придумали.
Газ, в этом процессе исполняет роль защиты сварной ванны от воздействия атмосферы, в частности от азота и кислорода. При выполнении сварки аргоном, существует одна тонкость.Для обеспечения качества сварки применяют сварочный пруток, который необходимо держать строго под углом 90 ⁰ к обрабатываемым поверхностям.
На основании вышеизложенного можно сделать следующее заключение – для выполнения сварки разнородных металлов используют материалы широкого применения.
Электроды для сварки нержавеющей стали 12Х18н10т
Сталь 12Х18Н10Т относят к материалам аустенитного типа. Эту сталь широко применяют для изготовления оборудования пищевой и фармацевтической промышленности.
Сварка электродами
Для соединения заготовок из этой стали применяют следующие типы изделий:
- ЦЛ-9, сварку с его применением можно выполнять во всех пространственных положениях.
- ОК 61.30, обеспечивают качество шва, самоотслаивание шлака.
Какими электродами варить нержавейку 1 мм
Один из самых сложных процессов в сварочных процессах – это обработка деталей с тонкими стенками. Это обусловлено тем, что:
- Излишнее тепло, выделяемое при сварке, может привести к образованию отверстия.
- Высокая температура может привести к деформации поверхности.
- Электрическая дуга, которая используется при обработке тонкостенных деталей, имеет небольшой размер. Даже небольшой отрыв ее от поверхности обрабатываемых заготовок может привести к ее отключения.
Сварка стали 1мм
Все вышеназванные сложности существенно осложняют работу сварщика. Помочь в устранении этих проблем может оказать правильный выбор сварочного материала. Например:
- ОК 63.34 – можно отнести к универсальным электродам, их можно использовать для работы с заготовками разной толщины.
- ОК 63.20 – их применяют для обработки труб и тонкостенного материала.
Популярные электроды для сварки нержавейки
К самым популярным электродам для нержавейки относят те, которые выпускают ведущие мировые производители. Использование брендовых изделий гарантирует получение качественного сварного шва.
ESAB
Эта шведская компания признанный лидер в разработке и изготовлении сварочного оборудования и расходных материалов, применяемого для работы с металлами разных типов.
ESAB OK 61.30
На ее предприятиях производят такие марки как:
- ОК 61.35 – их применяют для сварки особо ответственных конструкций, например, трубопроводов, работающих под давлением.
- ОК 67.72 — электроды, применяемые для сварки разнородных металлов.
ЦЛ 11
Электроды этой марки применяют для работы с такими сплавами как — 09Х18Н12Т, 12Х18Н10Т, Х14Г14Н3Т и их аналогами.
Ключевое достоинство этого расходного материала заключается в том, что шов, выполненный с этим электродом с успехом, противостоит межкристаллической коррозии.
МОНОЛИТ
Эта отечественная компания, которая выпускает электроды, применяемые для сварки углеродистых и нержавеющих сталей.
Электроды «Монолит»
УОНИ
Электроды, выпускаемые под этой маркой, применяют как для работы с углеродистой, так и с нержавеющей сталью.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.