Какое содержание углерода обеспечивает хорошую свариваемость
Свариваемость сталей
Свариваемостью называется свойство металла (или другого материала) образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия (ГОСТ 2601).
Свариваемость различных металлов и их сплавов существенно отличается.
Степень свариваемости оценивают изменением свойств сварного соединения по отношению к основному металлу. Степень свариваемости сплава тем выше, чем больше способов сварки и режимов при каждом способе можно применить. Примером хорошей свариваемости является малоуглеродистая сталь.
Под технологической свариваемостью понимают отношение металла к конкретному способу сварки и режиму.
Физическая свариваемость определяется процессами, протекающими в зоне сплавления свариваемых металлов, по завершении которых образуется неразъемное сварное соединение.
Все однородные металлы обладают физической свариваемостью. Свойства разнородных металлов зачастую препятствуют протеканию необходимых физико-механических процессов в зоне сплавления.
В этом случае металлы не обладают физической свариваемостью.
Влияние элементов, содержащихся в сталях, на их свариваемость
Углерод. Малоуглеродистые стали хорошо свариваются всеми видами сварки. С увеличением содержания углерода в стали повышается твердость и снижается пластичность. Металл в сварном соединении закаливается, и образуются трещины. В результате интенсивного окисления углерода при сварке образуется значительное количество газовых пор.
Марганец. В количестве 0,3…0,8 % марганец не ухудшает свариваемость стали. Является хорошим раскислителем и способствует уменьшению содержания кислорода в стали. При содержании марганца 1,5…2,5 % свариваемость ухудшается и возможно появление трещин из-за увеличения твердости стали и образования закалочных структур.
Кремний. кремния в углеродистых сталях незначительно (0,03…0,35 %). Кремний вводят как раскислитель, и при содержании до 1 % он не влияет на свариваемость.
С увеличением содержания кремния более 1 % свариваемость ухудшается, так как образуются тугоплавкие окислы, которые приводят к появлению шлаковых включений.
Металл сварного шва имеет повышенные прочность, твердость и хрупкость.
Хром. В углеродистых сталях содержание хрома не превышает 0,25 % и в таком количестве его влияние на свариваемость не значительно. Конструкционные стали типа 15Х, 20Х, 30Х, 40Х содержат от 0,7 до 1,1 % хрома.
При таком содержании хрома твердость увеличивается, а свариваемость ухудшается, особенно с увеличением содержания углерода. Стали, содержащие значительное количество хрома (Х5, 1X13, Х17) имеют самую плохую свариваемость.
При сварке образуются тугоплавкие окислы, снижается химическая стойкость стали и образуются закалочные структуры.
Никель. Никель повышает прочность и пластичность металла сварного соединения и не ухудшает свариваемость.
Молибден. В теплоустойчивых сталях содержание молибдена составляет 0,2…0,8 %, а в специальных сталях, предназначенных для работы при высоких температурах, увеличивается до 2…3 %. Молибден значительно повышает прочность и ударную вязкость стали, но вызывает склонность к образованию трещин, как в самом шве, так и в переходной зоне.
Ванадий. Ванадий повышает прочность сталей. его в инструментальных и штамповых сталях достигает 1,5 %. Ванадий ухудшает свариваемость, так как способен сильно окисляться и при сварке необходимо вводить в зону плавления активные раскислители.
Вольфрам. вольфрама в специальных (инструментальных и штамповых) сталях составляет до 2 %. Стали с содержанием вольфрама имеют значительную твердость и прочность при высоких температурах. Вольфрам ухудшает свариваемость, сильно окисляется и поэтому сварка требует особых приемов.
Титан и ниобий. Титан и ниобий улучшают свариваемость стали. При сварке высоколегированных хромистых и хромоникелевых сталей углерод взаимодействует с хромом и образуются карбиды хрома.
Это приводит к уменьшению содержания хрома по границам зерен, образованию межкристаллитной коррозии и разрушению сварных швов.При введении в стали титана или ниобия в количестве 0,5…1 % происходит их взаимодействие с углеродом, что препятствует образованию карбидов хрома.
Медь. В сталях, используемых для ответственных конструкций, содержание меди составляет 0,3…0,8 %. Медь улучшает свариваемость, повышает прочность, пластические свойства, ударную вязкость и коррозионную стойкость сталей.
Сера. Повышенное содержание серы приводит при сварке к образованию горячих трещин. Наибольшее допускаемое содержание серы до 0,06 %.
Фосфор. Повышенное содержание фосфора ухудшает свариваемость, так как вызывает при сварке появление холодных трещин. Допускается содержание фосфора в углеродистых сталях не более 0,08 %.
Кислород. Кислород ухудшает свариваемость стали, снижая ее механические свойства – прочность, пластичность, ударную вязкость.
Азот. Азот из окружающего воздуха при охлаждении сварочной ванны образует нитриды железа, которые повышают прочность и твердость стали и значительно снижают пластичность.
Водород. Водород попадает в сварочную ванну из влаги и коррозии на поверхности металла, скапливается в отдельных местах сварного шва, образует газовые пузырьки, вызывает появление пористости и мелких трещин.
Классификация сталей по свариваемости
Свариваемость сталей оценивается такими признаками как склонность к образованию трещин и механические свойства сварного соединения.
https://www.youtube.com/watch?v=TStOSMtgiis
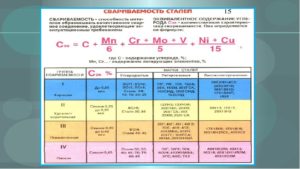
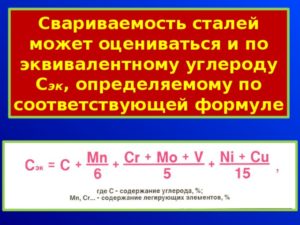
Количественной характеристикой свариваемости стали является эквивалентное содержание углерода Сэк, которое определяют по формуле
Сэк = С + (Мn/6) + [(Cr + Mo +V)/5 + (Ni + Cu)/15] ,
где С – содержание углерода, %;
Мn, Cr, Mo, V, Ni, Cu – содержание легирующих элементов (марганец, хром, молибден, ванадий, никель, медь), %.
Наибольшее влияние на свариваемость стали оказывает количество содержащегося в ней углерода и легирующих компонентов.
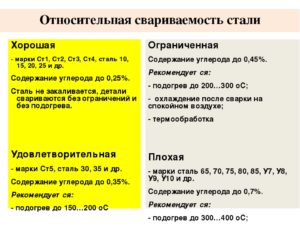
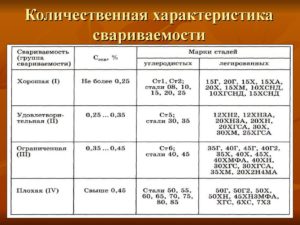
Стали по свариваемости делят на четыре группы: хорошо сваривающиеся стали, удовлетворительно сваривающиеся, ограниченно сваривающиеся и плохо сваривающиеся стали.
К первой группе относятся стали, сварку которых выполняют по обычной технологии без подогрева. Возможно применение термообработки для снятия внутренних напряжений.
Ко второй группе относятся стали, у которых при сварке в нормальных условиях, как правило, трещин не образуется. Для сварки сталей этой группы имеются ограничения по толщине свариваемого изделия и температуре окружающей среды.
К третьей группе относятся стали, склонные в обычных условиях сварки к образованию трещин. При сварке их предварительно подвергают термообработке и подогревают. Кроме того, большинство сталей, входящих в эту группу, подвергают термообработке после сварки.
К четвертой группе относятся стали, наиболее трудно поддающиеся сварке и склонные к образованию трещин. Эти стали свариваются ограниченно, поэтому сварку их выполняют с обязательной предварительной термообработкой, с подогревом в процессе сварки и последующей термообработкой.В табл. 1 приведена свариваемость и условия сварки сталей различных видов и марок.
Таблица 1. Свариваемость сталей и условия сварки
| Группа свариваемости | Эквивалентное содержание углерода, Сэк | Углеродистые стали | Легированные стали | Высоколегированные стали | Условия сварки |
| I Хорошая | До 0,25 | ВСт1, ВСт2, ВСт3, ВСт4,Стали 08, 10,15, 20, 25 | 15Г, 20Г, 15Х, 20Х,15ХМ, 20ХГСА,10ХСНД, 10ХГСНД,15ХСНД | 08Х20Н14С2,20Х23Н18,08Х18Н10,12Х18Н9Т, 15Х5 | Без ограничений, в широком диапазоне режимов сварки независимо от толщины металла, жесткости конструкции, температуры окружающей среды |
| II Удовлетворительная | Свыше 0,25и до 0,35 | ВСт5,Стали 30, 35 | 12ХН2, 12ХН3А,20ХН, 20ХН3А,30Х, 30ХМ, 25ХГСА | 30Х13, 25Х13Н2,9Х14А, 12Х14А | Сварка при температуре окружающей среды не ниже + 5 оС и толщине металла до 20 мм при отсутствии ветра |
| III Ограниченная | Свыше 0,35и до 0,45 | ВСт6Стали 40, 45 | 35Г, 40Г, 45Г, 40Г2,35Х, 40Х, 45Х,40ХМФА, 40ХН,30ХГС, 30ХГСА,35ХМ, 20Х2Н4МА | 17Х18Н9Т,12Х18Н9,36Х18Н25С2,40Х9С2 | Сварка с предварительным или сопутствующим подогревом до 250 оС в жестком диапазоне режимов сварки |
| IV Плохая | Свыше 0,45 | Стали 50, 55,60, 65, 70, 75,80, 85 | 50Г, 50Г2, 50Х, 50ХН,45ХН3МФА, 6ХС,7Х3 | 40Х10С2М,40Х13, 95Х18,40Х14Н14В2М,40Х10С2М, Р18, Р9 | Сварка с предварительным и сопутствующим подогревом, термообработкой после сварки |
Какое содержание углерода обеспечивает хорошую свариваемость — Справочник металлиста
Свариваемость — способность металла к образованию качественных сварных соединений, удовлетворяющих эксплуатационные требования к ним.
Возможности и условия образования качественного сварного соединения определяются многими факторами, важнейшими из которых являются:
- характеристики и свойства свариваемых металлов;
- выбор электродного и присадочного металла;
- режимы сваривания;
- температура нагревания и т. д.
На свариваемость существенно влияет химический состав стали, в частности, содержание углерода и легирующих элементов. Воздействие отдельных элементов проявляется по-разному – особенно в соединении с углеродом.
Среди главных характеристик свариваемости сталей стоит выделить склонность к образованию трещин и механические свойства сварного соединения. Их можно определить путем сваривания контрольных образцов.
Формула определения свариваемости стали
Если известен химический состав стали, можно определить ее свариваемость по эквивалентному содержанию углерода. Для этого используют формулу:
С экв. = С + Mn/20 + Ni/15 + (Cr + Mo + V)/10.
Цифры в этой формуле – это постоянные величины, а символы каждого из химических элементов обозначают максимальное включение его в сталь определенной марки, выражаемое в процентах.
Эквивалентное содержание углерода, полученное по этой формуле, является указанием на свариваемость сталей, которые можно условно разделить на четыре группы:
- хорошо свариваемые (Сэкв не превышает 0,25%);
- удовлетворительно свариваемые (Сэкв = 0,25% — 0,35%);
- ограниченно свариваемые (Сэкв = 0,35 – 0,45%);
- плохо свариваемые (Сэкв превышает 0,45%).
О хорошей свариваемости низкоуглеродистых сталей можно судить по прочному сварному соединению с основным металлом без трещин и снижения пластичности в околошовной зоне.
Свариваемость легированных сталей оценивается по возможности получения соединений, устойчивых к образованию трещин и закаленных структур, а также по снижению прочности, коррозии и так далее.
Однородные металлы свариваются гораздо легче, чем разнородные. Металл шва и металл зоны термического воздействия являются неоднородными. Признак неудовлетворительной свариваемости – склонность к образованию трещин, категорически недопустимых в сварных соединениях.
Характеристикой свариваемости термически упроченных сталей является склонность к снижению прочности в зоне термического воздействия при температуре 400-720º C, в зависимости от температуры отпуска стали при ее изготовлении на заводе. Таким образом, изготовление прочной сварной конструкции возможно только при условии детального изучения и учета свариваемости стали.
Влияние основных элементов на свариваемость сталей
Углерод, если его в стали менее 0,25%, свариваемость не ухудшает, а при большем его содержании свариваемость ухудшается, поскольку в зоне термического воздействия образуются закаленные структуры, что имеет следствием образование трещин. Если повышенное содержание углерода отмечается в присадочном материале, это приводит к пористости шва.
Марганец при его содержании не более 0,8% свариваемость не ухудшает, но при превышении этого показателя велики риски появления трещин из-за того, что этот элемент способствует закаленности стали.
Кремний в пределах 0,02–0,35% никак не воздействует на качество сваривания, а при содержании от 0,8 до 1,5% существенно затрудняет сварку по причине повышенной жидкотекучести и образования тугоплавких оксидов кремния.
Ванадий способствует закаленности стали, что усложняет процесс сварки. При сваривании ванадий, активно окисляясь, выгорает.
Вольфрам повышает прочность стали и усложняет сварку по причине сильного окисления.
Никель повышает пластичность и мощность, при этом не ухудшая свариваемость стали.
Молибден при сварке активно окисляется и выгорает, способствуя образованию трещин.
Хром, образующий тугоплавкие карбиды, значительно затрудняет сварку.
Ниобий и титан в процессе сварки соединяются с углеродом и препятствуют образованию карбида хрома, способствуя улучшению свариваемости.
Медь улучшает свариваемость, повышая прочность и пластичность стали, делая ее более устойчивой к коррозии.
Кислород работает на снижение пластичности и прочности стали, ухудшая ее свариваемость.
Азот обладает способностью создавать нитриды, то есть химические соединения с железом, которые повышают твердость и прочность, существенно снижая показатели пластичности стали.
Водород негативно сказывается на свариваемости, поскольку он накапливается в шве, вызывая образование пор и мелких трещин.
Фосфор – вредная добавка, повышающая твердость стали и делающая ее более хрупкой, что приводит к образованию холодных трещин.
Сера крайне нежелательна, поскольку она способствует быстрому образованию горячих трещин. При превышении содержания серы свариваемость резко ухудшается.
Классификация свариваемости сталей
Сталь – основной конструкционный материал, который представляет собой сплав железа с углеродом и разными примесями. Все элементы, которые входят в состав стальных изделий, оказывают влияние на ее характеристики (в частности, на свариваемость сталей).
Основные критерии, устанавливающие свариваемость
Главным показателем свариваемости является углеродный эквивалент, который обозначается, как Сэкв. Данный условный коэффициент учитывает уровень воздействия на свойства сварного шва карбона, легирующих компонентов.
Факторы, влияющие на свариваемость сталей:
- Толщина металлического образца
- Объем вредных примесей
- Условия окружающей среды
- Вместимость углерода
- Уровень легирования
- Микроструктура
Основным параметром для информации является химический состав материала.
Группы свариваемости
Учитывая все, выше перечисленные критерии, свариваемость можно подразделить на группы с различными свойствами.
Классификация металлов по свариваемости:
- Хорошая – коэффициент Сэкв составляет не менее 0,25 %– для изделий из низкоуглеродистых сталей, независимо от условий погоды, толщины изделия, предварительной подготовки.
- Удовлетворительная – коэффициент Сэкв находится в пределах 0,25-0,35 %. Ограничения: по диаметру свариваемого изделия, условиям природной среды. Толщина материала допускается не более 2 см, температура воздуха должна быть не ниже минус 5 градусов, безветренную погоду.
- Ограниченная – коэффициент Сэкв в пределах 0,350-0,45%. Для формирования высококачественного сварного соединения требуется предварительный подогрев материала. Эта процедура нужна для «плавного» аустенитного преобразования, создания устойчивых структур (бейнитные, ферритно-перлитные).
- Плохая – коэффициент Сэкв порядка 45-ти % (стали 45). В данном случае невозможно обеспечить стабильность сварочного соединения без предварительного подогрева металлических кромок, термической обработки готовой конструкции. Для создания требуемой микроструктуры нужно дополнительно осуществлять подогревы, охлаждения.
Группы свариваемости предоставляют возможность понимать технологическую специфику сваривания железоуглеродистых сплавов конкретных марок.
Зависимо от категории, технологических параметров, свойства сварных соединений могут корректироваться последовательными температурными воздействиями. Термообработка может осуществляться несколькими способами: отпуск, закаливание, нормализация, отжиг.
Наиболее востребованы закалка, отпуск. Подобные процедуры повышают твердость, соответственно прочность сварного соединения, предотвращают формирование трещин на материале, снимают напряжение.
Показатель отпуска будет зависеть от желаемых характеристик материала.
Влияние главных легирующих элементов на свариваемость стали
- Фосфор, сера – вредоносные примеси. данных химических элементов для низкоуглеродистых сталей 0,4-0,5%.
- Углерод – важный компонент в составе сплавов, который определяет такие показатели, как закаливаемость, пластичность, прочность, другие свойства материала. углерода в пределах 0,25% не воздействует на качество сварки. Наличие более 0,25% данного хим. элемента способствует формированию закалочных соединений, зоны термического влияния, образуются трещины.
- Медь. меди как примеси не более 0,3%, как добавки для низколегированных сталей – пределах 0,15-0,50%, как легирующего компонента – не более одного процента. Медь улучшает коррозионную стойкость металла, при этом не ухудшает показатели качества сваривания.
- Марганец. марганца до одного процента не затрудняет сварочный процесс. Если марганца 1,8-2,5%, то не исключается образование закалочных структур, трещин, зоны термического влияния.
- Кремний. Этот химический элемент присутствует в металле как примесь — 0,30 процентов. Такое количество кремния не влияет на показатель качества соединения металлов. При наличии кремния в пределах 0,8-1,5%, он выступает легирующим компонентом. В данном случае существует вероятность формирования тугоплавких оксидов, ухудшающих качество соединения металлов.
- Никель, как и хром, присутствует в низкоуглеродистых сталях, его содержание составляет до 0,3%. В низколегированных металлах никеля может быть около 5%, высоколегированных – порядка 35 процентов. Химический компонент повышает пластичность, прочностные характеристики металла, повышает качество сварных соединений.
- Хром. Количество данного компонента в низкоуглеродистых сталях ограничено до 0,3 процентов, его содержание в низколегированных металлах может быть в пределах 0,7-3,5%, легированных – 12-18 процентов, высоколегированных примерно 35%. В момент сваривания хром способствует формированию карбидов, значительно ухудшающих коррозионную устойчивость металла. Хром способствует формированию тугоплавких оксидов, которые негативно влияют на качество сварки.
- Молибден. Наличие этого химического элемента в металле ограничено 0,8 процентами. Такое количество молибдена позитивно сказывается на прочностных характеристиках сплава, но в процессе сварки элемент выгорает, в результате чего на наплавленном участке изделия формируются трещины.
- Ванадий. этого элемент в легированных сталях может составлять от 0,2 до 0,8 процентов. Ванадий способствует повышению пластичности, вязкости металла, улучшает его структуру, повышает показатель прокаливаемости.
- Ниобий, титан. Данные химические компоненты содержатся в жаропрочных, коррозионно-стойких металлах, их концентрация составляет не более одного процента. Ниобий и титан понижают показатель чувствительности металлического сплава к межкристаллитной коррозии.
Свариваемость сталей – Осварке.Нет
Свариваемость — способность металла к образованию качественных сварных соединений, удовлетворяющих эксплуатационные требования к ним.
Возможности и условия образования качественного сварного соединения определяются многими факторами, важнейшими из которых являются:
- характеристики и свойства свариваемых металлов;
- выбор электродного и присадочного металла;
- режимы сваривания;
- температура нагревания и т. д.
На свариваемость существенно влияет химический состав стали, в частности, содержание углерода и легирующих элементов. Воздействие отдельных элементов проявляется по-разному – особенно в соединении с углеродом.
Среди главных характеристик свариваемости сталей стоит выделить склонность к образованию трещин и механические свойства сварного соединения. Их можно определить путем сваривания контрольных образцов.
Какое содержание углерода обеспечивает хорошую свариваемость? — Металлы, оборудование, инструкции
Свариваемость — способность металла к образованию качественных сварных соединений, удовлетворяющих эксплуатационные требования к ним.
Возможности и условия образования качественного сварного соединения определяются многими факторами, важнейшими из которых являются:
- характеристики и свойства свариваемых металлов;
- выбор электродного и присадочного металла;
- режимы сваривания;
- температура нагревания и т. д.
На свариваемость существенно влияет химический состав стали, в частности, содержание углерода и легирующих элементов. Воздействие отдельных элементов проявляется по-разному – особенно в соединении с углеродом.
Среди главных характеристик свариваемости сталей стоит выделить склонность к образованию трещин и механические свойства сварного соединения. Их можно определить путем сваривания контрольных образцов.
Сварка среднеуглеродистой стали
Углеродистыми конструкционными (машиноподелочными или строительными) называют стали, которые содержат примерно до 2% углерода. Для начала нужно знать, что стали наполненные:
- до 0,25% называются низкоуглеродистыми;
- от 0,26% до 0,6 – среднеуглеродистыми;
- от 0,6 до 2% — высокоуглеродистыми.
И все они не имеют легирующих элементов. То, что выше этого содержания, называется чугуном. Углерод определяет прочностные характеристики и напрямую влияет на свариваемость сталей.
Состав, назначение и применение
Очень широкое применение эти материалы находят в народном хозяйстве. Начиная от изготовления простых гвоздей до высокопрочных и особо ответственных конструкций.
Разговор здесь будет о работе со сталями насыщенными средним количеством углерода. Это такие материалы, где его доля колеблется от 0,25% до 0,45%. Такой процент есть основное отличие от низкоуглеродистых сталей. Он придает твердость стали, но делает свариваемость хуже. Применяется в судостроении, машиностроении.
Поскольку все углеродистые стали классифицируются еще и по качеству, то здесь еще присутствуют добавки марганца от 0,7% до 1%. В промышленности среднеуглеродистую сталь применяют в нормализованном состоянии, это когда перед сварочным процессом прокат проходит определенную термическую обработку.
В сварно-литых и сварно-кованных конструкциях обычно используют сталь 35 или сталь 40.
Характерные черты среднеуглеродистой стали
Неприятной особенностью данных материалов, является появление закалочных структур в шве, около шва и зоне термического влияния (ЗТВ). Эти «нехорошие» структуры почти гарантируют опасные предпосылки для «охрупчивания» соединения.
Значит, выбирая марку стали, изготовитель не только ориентируется на прочностные характеристики ее, но и на то как «поведет» себя сварное соединение при подготовке, в процессе изготовления и каковы будут механические свойства у соединения после сварки и при эксплуатации изделия.
Иногда разрушения происходят из-за того, что в соединении появляются сильные остаточные напряжения и очень снижается пластичность металла. Это как раз и есть результат неправильного выбора материала, способа сварки и сварочной технологии.
Понятие свариваемости
Здесь нужно понимать «умение» материала переносить высокотемпературные условия при определенном сварочном процессе без появления в соединении участков металла с «низкой пластикой», которые «провоцируют» возникновение трещин, или то, что соединения, в процессе эксплуатации разрушаются. Проще говоря, это способность металлических деталей к соединению посредством теплового воздействия, без ухудшения механических свойств сварного изделия.
Меры, обязательные к исполнению, при подготовке этой стали к сварке:
- применять основной материал только регламентированный, например: спокойную сталь;
- способы сварки применят только те, которые гарантируют шву требуемые характеристики (сварка покрытыми электродами, под флюсом, в защитных газах);
- грамотным образом проектировать сварные конструкции (исключить контрастные переходы от одного сечения к другому, не допускать «скучивания» швов на малом участке изделия, по возможности отдавать приоритет стыковым соединениям);
- особое внимание к качеству сборки (минимизировать зазоры и смещения, не допускать натяжения конструкций);
- стараться применять термообработку, она снимает излишние внутренние напряжения.
Процесс и виды сварки
Как уже было сказано выше, значительное содержание углерода, затрудняет сварочный процесс.
Для преодоления вышеуказанных сложностей и предания устойчивости металла шва против трещин при любой сварке плавлением необходимо снижать уровень углерода в металле шва.
Для этого используют сварочные материалы с низким содержанием углерода, уменьшают количество основного металла в соединении. Попросту кромкам придают соответствующую форму разделки.
Основные критерии, устанавливающие свариваемость
Оценивая свариваемость сталей, всегда уделяют внимание химическому составу металла. Некоторые химические элементы могут повысить этот показатель или снизить его.
Углерод считается самым важным элементов, который определяет прочность и пластичность, степень закаливаемости и плавкость. Проведенные исследования указывают на то, что при концентрации этого элемента до 0,25% степень обрабатываемости не снижается.
Увеличение количества углерода в составе приводит к образованию закалочных структур и появлению трещин.
Понятие свариваемости
К другим особенностям, которые касаются рассматриваемого вопроса, можно отнести нижеприведенные моменты:
- Практически во всех металлах содержатся вредные примеси, которые могут снижать или повышать обрабатываемость сваркой.
- Фосфор считается вредным веществом, при повышении концентрации появляется хладноломкость.
- Сера становится причиной появления горячих трещин и появлению красноломкости.
- Кремний присутствует практически во всех сталях, при концентрации 0,3% степень обрабатываемости не снижается. Однако, если увеличить его до 1% могут появится тугоплавкие оксиды, которые и снижают рассматриваемый показатель.
- Процесс сварки не затрудняется в случае, если количество марганца не более 1%. Уже при 1,5% есть вероятность появления закалочной структуры и серьезных деформационных трещин в структуре.
- Основным легирующим элементом считается хром. Он добавляется в состав для повышения коррозионной стойкости. При концентрации около 3,5% показатель свариваемости остается практически неизменным, но в легированных составах составляет 12%. При нагреве хром приводит к появлению карбида, который существенно снижает коррозионную стойкость и затрудняет процесс соединения материалов.
- Никель также является основным легирующим элементом, концентрация которого достигает 35%. Это вещество способно повысить пластичность и прочность. Никель становится причиной улучшения основных свойств материала.
- Молибден включается в состав в небольшом количестве. Он способствует повышению прочности за счет уменьшения зернистости структуры. Однако, на момент воздействия высокой температуры вещество начинает выгорать, за счет чего появляются трещины и другие дефекты.
- В состав часто в качестве легирующего элемента добавляется медь. Ее концентрация составляет около 1%, за счет чего немного повышается коррозионная стойкость. Важной особенностью назовем то, что медь не ухудшает обработку сваркой.
Критерии свариваемости
В зависимости от особенностей структуры и химического состава материала все сплавы делятся на несколько групп. Только при учете подобной классификации можно выбрать наиболее подходящий сплав.
Классификация сталей по свариваемости
Хорошей обрабатываемостью обладают сплавы, в которых при нагреве не образуются трещины. По данной характеристике выделяют четыре основных группы:
- Хорошая обрабатываемость сваркой определяет то, что сталь после термической обработки остается прочным и надежным. При этом создаваемый шов может выдерживать существенное механическое воздействие.
- Удовлетворительная степень позволяет проводить обработку без предварительного подогрева. За счет этого существенно ускоряется процесс, а также снижаются затраты.
- Ограниченно свариваемые стали сложны в обработке, сварку можно провести только при применении специального оборудования. Именно поэтому повышается себестоимость самого процесса.
- Плохая податливость сварке не позволяет проводить рассматриваемую обработку, так как после получения шва могут появится трещины. Именно поэтому подобные материалы не могут использоваться для получения ответственных элементов.
Классификация сталей по свариваемости
Каждая группа характеризуется своими определенными особенностями, которые нужно учитывать. Сталь 20 относится к первой группе, в то время как распространенная сталь 45 обладает низкой податливостью к сварке.
Как влияют на свариваемость легирующие примеси
Как ранее было отмечено, включение в состав большого количества легирующих элементов приводит к изменению основных характеристик. При этом отметим следующие моменты:
- При низком показателе концентрации сталь лучше поддается сварке.
- Некоторые химические вещества могут повысить рассматриваемый показатель, другие ухудшить.
Именно поэтому при выборе легированного сплава уделяется внимание не только типу легирующих элементов, но и их концентрации. Принятые стандарты ГОСТ определяют то, что при маркировке могут указывать основные химические вещества и их количество в составе.
Во многом именно углерод определяет основные эксплуатационные характеристики сплава. Слишком высокая концентрация подобного химического вещества приводит к повышению твердости и прочности, но также и хрупкости. Кроме этого, в несколько раз снижается степень свариваемости. К другим особенностям отнесем следующие моменты:
- Если в составе углерода не более 0,25%, то рассматриваемый показатель остается на достаточно высоком уровне.
- Слишком большое количество углерода в составе приводит к тому, что металл после термического воздействия начинает менять свою структуру, за счет чего появляются трещины.
Стоит учитывать, что проводимая химикотермическая процедура может привести к снижению податливости к рассматриваемому способу соединения. Именно поэтому улучшение сплава проводится после создания конструкции путем обработки шва.
Низкоуглеродистые сплавы хорошо подаются свариванию. При этом можно отметить следующие моменты:
- В подобных сплава концентрация углерода менее 0,25%. Этот показатель свойственен сплавам, которые имеют повышенную гибкость и относительно невысокую твердость поверхностного слоя. Кроме этого, снижается значение хрупкости. Поэтому низкоуглеродистые стали часто используют при создании листовых заготовок. При добавлении небольшого количество легирующих элементов может быть повышена коррозионная стойкость.
- Для повышения основных характеристик в состав могут добавлять различные легированные элементы, но в небольшом количестве. Примером можно назвать марганец и никель, а также титан.
Низкоуглеродистая сталь
Как правило, подобные металлы не нужно перед обработкой подвергать подогреву, а после проведения процедура закалка или отпуск выполняется только для при необходимости.
Свариваемость закаленной стали
Распространенной термической обработкой можно назвать закалку. Она предусматривает воздействие высокой температуры, которая может изменить структуру материала. После охлаждения происходит перестроение структуры, за счет чего происходит упрочнение структуры и повышение твердости поверхностного слоя. К другим особенностям отнесем следующие моменты:
- Закалка предусматривает увеличение концентрации углерода в поверхностном слое. Именно поэтому степень свариваемости существенно снижается.
- Подогрев заготовки проводится для того, чтобы упростить проводимую работу. Для этого может использоваться газовая грелка или иной источник тепла.
Закаленная сталь сложна в обработке. Кроме этого, если ранее не проводился отпуск в структуре может быть переизбыток напряжения, что и приводит к появлению трещин.
Повторная обработка швов может не привести к повышению их прочности.
Закаленная сталь
В заключение отметим, что хорошей податливость сварке обладают металлы из различных групп. Примером можно назвать некоторые нержавейки, которые даже после воздействия тепла обладают коррозионной устойчивостью. Именно поэтому для сварочных работ рекомендуется выбирать материал, который характеризуется хорошей обрабатываемостью.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.