Какой металл быстрее нагревается
Теплопроводность металлов
Все изделия, используемые человеком, способны передавать и сохранять температуру прикасаемого к ним предмета или окружающей среды. Способность отдачи тепла одного тела другому зависит от вида материала, через который проходит процесс.
Свойства металлов позволяют передавать тепло от одного предмета другому, с определенными изменениями, в зависимости от структуры и размера металлической конструкции.
Теплопроводность металлов — один из параметров, определяющих их эксплуатационные возможности.
Что такое теплопроводность и для чего нужна
Процесс переноса энергии атомов и молекул от горячих предметов к изделиям с холодной температурой, осуществляется при хаотическом перемещении движущихся частиц. Такой обмен тепла зависит от агрегатного состояния металла, через который проходит передача.
В зависимости от химического состава материала, теплопроводность будет иметь различные характеристики.
Данный процесс называют теплопроводностью, он заключается в передаче атомами и молекулами кинетической энергии, определяющей нагрев металлического изделия при взаимодействии этих частиц, или передается от более теплой части – к той, которая меньше нагрета.
Способность передавать или сохранять тепловую энергию, позволяет использовать свойства металлов для достижения необходимых технических целей в работе различных узлов и агрегатов оборудования, используемого в народном хозяйстве.Примером такого применения может быть паяльник, нагревающийся в средней части и передающий тепло на край рабочего стержня, которым выполняют пайку необходимых элементов.
Зная свойства теплопроводности, металлы применяют во всех отраслях промышленности, используя необходимый параметр по назначению.
Понятие термического сопротивления и коэффициента теплопроводности
Если теплопроводность характеризует способность металлов передавать температуру тел от одной поверхности к иной, то термическое сопротивление показывает обратную зависимость, т.е. возможность металлов препятствовать такой передаче, иначе выражаясь, – сопротивляться. Высоким термическим сопротивлением обладает воздух. Именно он, больше всего, препятствует передаче тепла между телами.
Количественную характеристику изменения температуры единицы площади за единицу времени на один градус (К), называют коэффициентом теплопроводности. Международной системой единиц принято измерять этот параметр в Вт/м*град. Эта характеристика очень важна при выборе металлических изделий, которые должны передавать тепло от одного тела к другому.
Таблица 1
| Металл | Коэффициент теплопроводности металлов при температура, °С | ||||
| — 100 | 0 | 100 | 300 | 700 | |
| Алюминий | 2,45 | 2,38 | 2,30 | 2,26 | 0,9 |
| Бериллий | 4,1 | 2,3 | 1,7 | 1,25 | 0,9 |
| Ванадий | — | — | 0,31 | 0,34 | — |
| Висмут | 0,11 | 0,08 | 0,07 | 0,11 | 0,15 |
| Вольфрам | 2,05 | 1,90 | 1,65 | 1,45 | 1,2 |
| Гафний | — | — | 0,22 | 0,21 | — |
| Железо | 0,94 | 0,76 | 0,69 | 0,55 | 0,34 |
| Золото | 3,3 | 3,1 | 3,1 | — | — |
| Индий | — | 0,25 | — | — | — |
| Иридий | 1,51 | 1,48 | 1,43 | — | — |
| Кадмий | 0,96 | 0,92 | 0,90 | 0,95 | 0,44 (400°) |
| Калий | — | 0,99 | — | 0,42 | 0,34 |
| Кальций | — | 0,98 | — | — | — |
| Кобальт | — | 0,69 | — | — | — |
| Литий | — | 0,71 | 0,73 | — | — |
| Магний | 1,6 | 1,5 | 1,5 | 1,45 | — |
| Медь | 4,05 | 3,85 | 3,82 | 3,76 | 3,50 |
| Молибден | 1,4 | 1,43 | — | — | 1,04 (1000°) |
| Натрий | 1,35 | 1,35 | 0,85 | 0,76 | 0,60 |
| Никель | 0,97 | 0,91 | 0,83 | 0,64 | 0,66 |
| Ниобий | 0,49 | 0,49 | 0,51 | 0,56 | — |
| Олово | 0,74 | 0,64 | 0,60 | 0,33 | — |
| Палладий | 0,69 | 0,67 | 0,74 | — | — |
| Платина | 0,68 | 0,69 | 0,72 | 0,76 | 0,84 |
| Рений | — | 0,71 | — | — | — |
| Родий | 1,54 | 1,52 | 1,47 | — | — |
| Ртуть | 0,33 | 0,09 | 0.1 | 0,115 | — |
| Свинец | 0,37 | 0,35 | 0,335 | 0,315 | 0,19 |
| Серебро | 4,22 | 4,18 | 4,17 | 3,62 | — |
| Сурьма | 0,23 | 0,18 | 0,17 | 0,17 | 0,21 |
| Таллий | 0,41 | 0,43 | 0,49 | 0,25 (400 0) | |
| Тантал | 0,54 | 0,54 | — | — | — |
| Титан | — | — | 0,16 | 0,15 | — |
| Торий | — | 0,41 | 0,39 | 0,40 | 0,45 |
| Уран | — | 0,24 | 0,26 | 0,31 | 0,40 |
| Хром | — | 0,86 | 0,85 | 0,80 | 0,63 |
| Цинк | 1,14 | 1,13 | 1,09 | 1,00 | 0,56 |
| Цирконий | — | 0,21 | 0,20 | 0,19 | — |
От чего зависит показатель теплопроводности
Изучая способность передачи тепла металлическими изделиями выявлено, что теплопроводность зависит от:
- вида металла;
- химического состава;
- пористости;
- размеров.
Металлы имеют различное строение кристаллической решетки, а это может изменить теплопроводность материала. Так, например, у стали и алюминия, особенности строения микрочастиц влияют по-разному на скорость передачи тепловой энергии через них.
Коэффициент теплопроводности может иметь различные значения для одного и того же металла при изменении температуры воздействия. Это связано с тем, что у разных металлов градус плавления отличается, а значит, при других параметрах окружающей среды, свойства материалов также будут отличаться, а это отразится на теплопроводности.
Методы измерения
Для измерения теплопроводности металлов используют два метода: стационарный и нестационарный. Первый характеризуется достижением постоянной величины изменившейся температуры на контролируемой поверхности, а второй – при частичном изменении таковой.
Стационарное измерение проводится опытным путем, требует большого количества времени, а также применения исследуемого металла в виде заготовок правильной формы, с плоскими поверхностями.
Образец располагают между нагретой и охлажденной поверхностью, а после прикосновения плоскостей, измеряют время, за которое заготовка может увеличить температуру прохладной опоры на один градус по Кельвину.
Когда рассчитывают теплопроводность, обязательно учитывают размеры исследуемого образца.
Нестационарную методику исследований используют в редких случаях из-за того, что результат, зачастую, бывает необъективным. В наши дни никто, кроме ученых, не занимается измерением коэффициента, все используют, давно выведенные опытным путем, значения для различных материалов. Это обусловлено постоянством данного параметра при сохранении химического состава изделия.
Теплопроводность стали, меди, алюминия, никеля и их сплавов
Обычное железо и цветные металлы имеют разное строение молекул и атомов. Это позволяет им отличаться друг от друга не только механическими, но и свойствами теплопроводности, что, в свою очередь, влияет на применение тех или иных металлов в различных отраслях хозяйства.
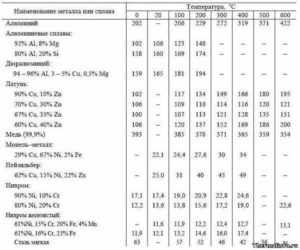
Таблица 2
Сталь имеет коэффициент теплопроводности, при температуре окружающей среды 0 град. (С), равный 63, а при увеличении градуса до 600, он снижается до 21 Вт/м*град.
Алюминий, в таких же условиях, наоборот – увеличит значение от 202 до 422 Вт/м*град. Сплавы из алюминия, будут также повышать теплопроводность, по мере увеличения температуры.
Только величина коэффициента будет на порядок ниже, в зависимости от количества примесей, и колебаться в пределах от 100 до 180 единиц.Медь, при изменении температуры в тех же пределах, будет уменьшать теплопроводность от 393 до 354 Вт/м*град. При этом, медь содержащие сплавы латуни будут иметь такие же свойства, как и алюминиевые, а значение теплопроводности будет изменяться от 100 до 200 единиц, в зависимости от количества цинка и других примесей в составе сплава латуни.
Коэффициент теплопроводности чистого никеля считается низким, он будет менять свое значение от 67 до 57 Вт/м*град.
Сплавы с содержанием никеля, будут также иметь коэффициент с пониженным значением, который, благодаря содержанию железа и цинка, колеблется от 20 до 50 Вт/м*град.
А наличие хрома, позволит понизить теплопроводность в металлах до 12 единиц, с небольшим увеличением этой величины, при нагреве.
Применение
Агрегатное состояние материалов имеет отличительную структуру строения молекул и атомов. Именно это оказывает большое влияние на металлические изделия и их свойства, в зависимости от назначения.
Отличающийся химический состав узлов и деталей из железа, позволяет обладать различной теплопроводностью. Это связано со структурой таких металлов как чугун, сталь, медь и алюминий.
Пористость чугунных изделий способствует медленному нагреванию, а плотность медной структуры – наоборот, ускоряет процесс теплоотдачи. Эти свойства используют для быстрого отвода тепла или постепенного нагревания продукции инертного назначения.
Примером использования свойств металлических изделий является:
- кухонная посуда с различными свойствами;
- оборудование для пайки труб;
- утюги;
- подшипники качения и скольжения;
- сантехническое оборудование для подогрева воды;
- приборы отопления.
Медные трубки широко используют в радиаторах автомобильных систем охлаждения и кондиционеров, применяемых в быту. Чугунные батареи сохраняют тепло в квартире, даже при непостоянной подаче теплоносителя требуемой температуры. А радиаторы из алюминия, способствуют быстрой передаче тепла отапливаемому помещению.
При возникновении высокой температуры, в результате трения металлических поверхностей, также важно учитывать теплопроводность изделия.
В любом редукторе или другом механическом оборудовании, способность отводить тепло, позволит деталям механизма сохранить прочность и не быть подвергнутыми разрушению, в процессе эксплуатации.
Знание свойств теплопередачи различных материалов, позволит грамотно применить те или иные сплавы из цветных или черных металлов.
Какой металл лучше проводит тепло

- Список секций
- Физика
- Исследование теплопроводности различных веществ
Автор работы награжден дипломом победителя III степени
Проект разработан в соответствии со стандартом среднего общего образования по физике. При написании данного проекта рассмотрено изучение тепловых явлений, применение их в быту и технике.
Помимо теоретического материала большое внимание уделено исследовательской работе – это опыты, которые отвечают на вопросы «Какими способами можно изменить внутреннюю энергию тела», «Одинаковая ли теплопроводность различных веществ», «Почему струи теплого воздуха или жидкости поднимаются вверх», «Почему тела с темной поверхностью нагреваются сильнее»; поиск и обработка информации, фотографий.Время работы над проектом: 1 – 1,5 месяца.Цели проекта:* практическая реализация имеющихся у школьников знаний о тепловыхявлениях;* формирование навыков самостоятельной исследовательской деятельности;* развитие познавательных интересов;* развитие логического и технического мышлений;* развитие способностей к самостоятельному приобретению новых знаний по физике в соответствии с жизненными потребностями и интересами ;
2. Основная часть.
2.1. Теоретическая часть
В жизни мы действительно ежедневно встречаемся с тепловыми явлениями. Однако не всегда мы задумываемся, что эти явления можно объяснить, если хорошо знать физику. На уроках физики мы познакомились со способами изменения внутренней энергии: теплопередачей и совершением работы над телом или самим телом.
При контакте двух тел с разными температурами происходит передача энергии от тела с более высокой температурой к телу с более низкой температурой. Этот процесс будет происходить до тех пор, пока температуры тел не сравняются (не наступит тепловое равновесие). При этом механическая работа не совершается.
Процесс изменения внутренней энергии без совершения работы над телом или самим телом называется теплообменом или теплопередачей. При теплопередаче энергия всегда передается от более нагретого тела к менее нагретому. Обратный процесс самопроизвольно (сам по себе) никогда не происходит, т. е. теплообмен необратим.Теплообмен определяет или сопровождает многие процессы в природе: эволюцию звезд и планет, метеорологические процессы на поверхности Земли и др. Виды теплопередачи : теплопроводность, конвекция, излучение.
Теплопроводностью называется явление передачи энергии от более нагретых участков тела к менее нагретым в результате теплового движения и взаимодействия частиц, из которых состоит тело.
Наибольшей теплопроводностью обладают металлы — она у них в сотни раз больше, чем у воды. Исключением являются ртуть и свинец, но и здесь теплопроводность в десятки раз больше, чем у воды.
При опускании металлической спицы в стакан с горячей водой очень скоро конец спицы становился тоже горячим. Следовательно, внутренняя энергия, как и любой вид энергии, может быть передана от одних тел к другим.
Внутренняя энергия может передаваться и от одной части тела к другой. Так, например, если один конец гвоздя нагреть в пламени, то другой его конец, находящийся в руке, постепенно нагреется и будет жечь руку.
2.2. Практическая часть.
Изучим это явление, проделав ряд опытов с твердыми телами, жидкостью и газом.
Опыт №1
Взяли различные предметы: одну алюминевую ложку, другую деревянную, третью — пластмассовую, четвертую — из нержавеющего сплава, а пятую — серебряную. Прикрепили к каждой ложке каплями меда скрепки для бумаг. Вложили ложки в стакан с горячей водой, чтобы ручки со скрепками торчали из него в разные стороны. Ложки нагреются, и по мере нагревания мед будет плавиться и скрепки отпадут.
Конечно, ложки должны быть одинаковые по форме и размеру. Где нагревание произойдет быстрее, тот металл лучше проводит тепло, более теплопроводен. Для этого опыта я взял стакан с кипятком и четыре вида ложек: алюминиевую, серебряную, пластмассовую и нержавеющую. Я опускал их по одной в стакан и засекал время: за сколько минут она нагреется. Вот, что у меня получилось:
Среди большого количества параметров, характеризующие металлы существует и такое понятие как теплопроводность. Ее значение сложно переоценить. Этот параметр применяют при расчете деталей и узлов. Например, шестеренчатых передач. Вообще теплопроводностью занимается целый раздел науки под названием термодинамика.
Что такое теплопроводность и термическое сопротивление
Теплопроводность металлов можно охарактеризовать так – это способность материалов (газ, жидкость и пр.) переносить излишнюю тепловую энергию от разогретых участков тела к холодным. Перенос осуществляется свободно движущимися элементарными частицами, в число которых входят атомы электроны и пр.
Сам процесс теплообмена происходит в любых телах, но способ переноса энергии во многом зависит от агрегатного состояния тела.
Кроме этого теплопроводности можно дать еще одно определение – это количественный параметр возможности тела проводить тепловую энергию. Если сравнивать тепловые и электрические сети, то это понятие аналогично электрической проводимости.
Особенности закалки стали
Термообработка металла изменяет его характеристики. Закалка стали делает ее тверже, прочнее. В отдельных случаях термообработку проводят для измельчения зерна, выравнивания структуры. Простую технологию нагрева и быстрого охлаждения для мелких деталей можно осуществить в домашних условиях. Необходимо знать марку стали и ее температуру нагрева для закалки.
Что такое закалка металла?
Один из видов термообработки — закалка металла. Она состоит из нескольких этапов, выполняемых в определенной последовательности:
- Нагрев металла до определенной температуры. Выдержка для выравнивания по всей глубине детали.
- Быстрое охлаждение.
- Отпуск для снятия напряжений и коррекции твердости до заданного значения.
В процессе изготовления сложные детали могут проходить несколько закалок разного вида.
По глубине обработки закалка делится на два вида:
В основном в машиностроении применяется объемная термообработка, когда деталь прогревается на всю глубину. В результате резкого охлаждения, после завершения термообработки твердость внутри и снаружи отличается всего на несколько единиц.
Поверхностная закалка применяется для деталей, которые должны быть твердые сверху и пластичные внутри. Индуктор прогревает сталь на глубину 3–20 мм и сразу за ним расположен спрейер, поливающий горячий металл водой.Сталь нагревается до состояния аустенита. Для каждой марки своя температура, определяемая по таблице состояния сплавов железо-углерод. При резком охлаждении углерод остается внутри зерна, не выходит в межкристаллическое пространство. Превращение структуры не успевает происходить, и внутреннее строение содержит перлит и феррит. Зерно становится мельче, сам металл тверже.
Какие стали можно закаливать?
При нагреве и быстром охлаждении внутренние изменения структуры происходят во всех сталях. Твердость повышается только при содержании углерода более 0,4%. Ст 35 по ГОСТ имеет его 0,32 – 0,4%, значит может «подкалиться» — незначительно изменить твердость, если углерод расположен по верхнему пределу.
Закаливаемыми считаются стали, начиная от СТ45 и выше по содержанию углерода. В то же время закалка нержавеющей стали с низким содержанием углерода типа 3Х13 возможна. Хром и некоторые другие легирующие элементы заменяют его в кристаллической решетке и повышают прокаливаемость металла.
Высоколегированные углеродистые стали содержат вещества, ускоряющие процесс охлаждения и повышающие способность стали к закалке. Для них требуется сложная ступенчатая система охлаждения и высокотемпературный отпуск.
Температура и скорость нагрева
Температура нагрева под закалку повышается с содержанием в стали углерода и легирующих веществ. Для Ст45 она, например, 630–650⁰, Ст 90ХФ — более 800⁰.
Высокоуглеродистые и высоколегированные стали при быстром нагреве могут «потрещать» — образовать на поверхности и внутри мелкие трещины. Их нагревают в несколько этапов. При температурах 300⁰ и 600⁰ делают выдержку. Кроме выравнивания температуры по всей глубине, происходит структурное изменение кристаллической решетки и переход к другим видам внутреннего строения.
Свойства стали после закалки
После закалки деталей происходят структурные изменения, влияющие на технические характеристики металла:
- увеличивается твердость и прочность;
- уменьшается зерно;
- снижается гибкость и пластичность;
- повышается хрупкость;
- увеличивается устойчивость к стиранию;
- уменьшается сопротивление на излом.
На поверхности каленой детали легко получить высокий класс чистоты. Сырая сталь не шлифуется, тянется за кругом.
Виды закалки стали
Основные параметры для закалки стали: температура нагрева и скорость охлаждения. Они полностью зависят от марки стали — содержания углерода и легирующих веществ.
Закаливание в одной среде
При закаливании стали среда определяет скорость охлаждения. Наибольшая твердость получается при окунании детали в воду. Так можно калить среднеуглеродистые низколегированные стали и некоторые нержавейки.
Если металл содержит более 0,5% углерода и легирующие элементы, то при охлаждении в воде деталь потрещит — покроется трещинами или полностью разрушится.
Высоколегированные стали повышают свою твердость даже при охлаждении на воздухе.
При закалке на воде легированная сталь подогревается до 40–60⁰. Холодная жидкость будет отскакивать от горячей поверхности, образуя паровую рубашку. Скорость охлаждения значительно снизится.
Ступенчатая закалка
Закалка сложных по составу сталей может производиться в несколько этапов. Для ускорения охлаждения крупных деталей из высоколегированных сталей, их сначала окунают в воду. Время пребывания детали определяется несколькими минутами. После этого закалка продолжается в масле.
Вода быстро охлаждает металл на поверхности. После этого деталь окунается в масло и остывает до критической температуры структурных преобразований 300–320⁰. Дальнейшее охлаждение проводится на воздухе.
Если калить массивные детали только в масле, температура изнутри затормозит остывание и значительно снизит твердость.
Изотермическая закалка
Закалить металл с высоким содержанием углерода сложно, особенно изделия из инструментальной стали — топоры, пружины, зубила. При быстром охлаждении в нем образуются сильные напряжения. Высокотемпературный отпуск снимает часть твердости. Закалка производится поэтапно:
- Нормализация для улучшения структуры.
- Нагрев до температуры закалки.
- Опускание в ванну с селитрой, прогретой до 300–350⁰, и выдержка в ней.
После закалки в селитровой ванне отпуск не нужен. Напряжения снимаются во время медленного остывания.
Светлая закалка
Технического термина «светлая закалка» не существует. Когда производится закалка легированных сталей, включая нагрев, в вакууме или инертных газах, металл не темнеет. Закалка в среде защитных газов дорогостоящая и требует специального оборудования отдельно на каждый тип деталей. Она применяется только при массовом изготовлении однотипной продукции.
В вертикальной печи деталь нагревается, проходя через индуктор, и сразу же опускается ниже — в соляную или селитровую ванну. Оборудование должно быть герметично. После каждого цикла с него откачивается воздух.
Закалка с самоотпуском
При быстром охлаждении в процессе закалки стали внутри детали остается тепло, которое постепенно выходит и отпускает материал — снимает напряжения. Делать самоотпуск могут только специалисты, которые знают, насколько можно сократить время пребывания детали в охлаждающей жидкости.
Самоотпуск можно производить дома, если нужно незначительно увеличить твердость крепежа или мелких деталей. Необходимо уложить их на теплоизолирующий материал и сверху накрыть асбестом.
Способы охлаждения при закаливании
Широко используемые в промышленности способы охлаждения металла при закалке на воду и в масле. Самый древний состав для закалки мечей и других тонкостенных предметов — соляной раствор. Закалку производили кузнецы, используя нагрев под ковку и тепло, выделяемое деформацией.
Красные сабли, мечи, ножи опускали в мочу рыжих парней. В Европе их просто вонзали в тела живых рабов. Коллоидный состав, содержащий соли и кислоты, позволял с оптимальной скоростью охладить сталь и не создавать лишних напряжений и поводки.
В настоящее время используют различные солевые натриевые растворы, селитру и даже пластиковую стружку.
Как закалить сталь в домашних условиях
Решение о том, как калить металл, принимается исходя из нескольких параметров:
- марки стали;
- требуемой твердости;
- режима работы детали;
- габаритов.
Не все способы термообработки доступны любителям. Следует выбирать наиболее простые. Чаще всего в домашних условиях приходится закаливать нержавейку при изготовлении ножей и другого домашнего режущего инструмента.
Температура закалки хромсодержащих сталей 900–1100⁰C. Проверять нагрев следует визуально. Металл должен иметь светло оранжевый – темно желтый цвет, равномерный по всей поверхности.
Окунать тонкую нержавейку можно в горячую воду, поднимая на воздух и вновь опуская. Чем выше содержание углерода, тем больше времени сталь проводит на воздухе. Один цикл длится примерно 5 секунд.
Простые свариваемые стали греют до вишневого цвета и охлаждают в воде. Среднелегированные материалы должны перед окунанием в воду иметь красный цвет. После 10–30 секунд перекладываются в масло, затем укладываются в печь.
При закалке получают максимальную твердость, которую дает сталь при данной технологии. Затем высокотемпературным отпуском понижают ее до требуемой.
Закалка в домашних условиях
Оборудование
Нагрев металла производится различными способами. Нужно только помнить, что температура горения дерева не может обеспечить нагрев металла.
Если требуется улучшить качество 1 детали, достаточно развести костер. Его надо по периметру обложить кирпичами и после укладки заготовки частично закрыть сверху, оставив щели для доступа воздуха. Лучше жечь уголь.
Отдельный участок и небольшую по размерам деталь греют газовой и керосиновой горелкой, постоянно водя пламенем и прогревая со всех сторон.
Изготовление муфельной печи требует много времени и ресурсов. Ее целесообразно строить при постоянном использовании.Охлаждающая жидкость может находиться в ведре и любой другой емкости, которая обеспечит полное погружение детали с толщиной масла в 5 наибольших сечений детали:
- одна часть под закаливаемым изделием;
- две сверху.
Деталь необходимо медленно двигать в охлаждающей жидкости. В противном случае образуется паровая рубашка.
Самостоятельное изготовление камеры для закаливания металла
Наипростейшее подобие муфельной печи делается из огнеупорного кирпича, шамотной глины и асбеста:
- На оправку навить медную проволоку. Для домашнего напряжения подойдет сечение 0,8 мм. Оставить длинные концы.
- Расположить спираль внутри кирпичей и зафиксировать глиной, обмазав всю внутреннюю поверхность.
- Внутри сделать поддон — площадку для расположения заготовок. Для этого нужно смешать глину с асбестом.
- Теплоизолирующий материал можно расположить и снаружи, уменьшая теплоотдачу стенок.
- Подключить концы проволоки к проводам с вилкой.
- Сзади герметично заделать отверстие между кирпичами.
- Впереди соорудить крышку, которая будет открываться.
Высыхать все материалы должны при комнатной температуре. На это уйдет несколько дней. Затем можно укладывать деталь на изоляционный материал и греть.
Закалка топора в домашних условиях.
Дефекты при закаливании стали
При закаливании стали возникают 2 группы дефектов:
Первые связаны с неравномерной, пятнистой закалкой и несоответствием полученной твердости требованиям в чертеже. Вызваны такие дефекты в основном неправильным охлаждением или некачественно проведенной термообработкой.
К неисправимым относятся сколы, трещины, полное разрушение деталей. Причина чаще всего заключается в некачественном металле.
Закалка значительно изменяет структуру и эксплуатационные качества металла. Делать ее самостоятельно можно на простых деталях. Необходимо точно знать марку стали, температуру ее закалки и охлаждающую среду.
Цвета побежалости металлов
Цвета побежалости – спектр цветов, образующихся на поверхности железных сплавов в результате появления окисной пленки. Они образуются при нагревании поверхностей из металла до определенных температур без участия воды. Цвета побежалости являются дефектом сварного соединения.
Происхождение
В природе цвета побежалости образуются на поверхности многих минералов, включая пирит и халькопирит. Из-за окисления они покрываются тонкой оксидной пленкой, преломляющий солнечный свет. В результате интерференции поверхности металла окрашивается в разные цвета.
Яркость побежалости зависит от толщины оксидной пленки и длины волны. Наиболее яркие цвета побежалости образуются на медных минералах. Также цвет зависит от качественного состава металла. Если в элементе присутствует большое количество ионов металлов, то он окрашивается в синие цвета.
При наличии хромофоров минералы становятся красными.
Также цвета побежалости могут образовывать в естественных условиях на поверхностях старых стекол или монет. Изменение окраса может быть обусловлено длительным контактом этих материалов с землей.
Если на них присутствует жировая пленка, то они окрашиваются в радужный цвет. Побежалость скрывает настоящий цвет металла. Поэтому нельзя определять его истинный окрас на свежем изломе.
Рекомендуется определять цвет при рассмотрении оксидной пленки.
Искусственно цвета побежалости образуются на поверхности металлических заготовок при сварке или закалке. Они появляются при нагревании металлов до критических температур без участия молекул воды или иных жидкостей. Во время нагревания происходит процесс образования оксидной пленки.
Ее толщина составляет несколько молекул и уменьшается по мере нагрева. Это обусловлено явлением диффузии – процессом проникновения мельчайших частиц одного химического элемента в другой. В данном случае происходит взаимодействие атомов металла и кислорода.
На углеродистых сталях пленки из оксидов возникают быстрее, чем на легированных.
Процедура покрытия стали и железа слоем оксидной пленки называется воронением. После проведения этой процедуры повышается коррозийная стойкость изделия. Обработанные детали не покрываются ржавчиной. Процедура воронения позволяет придать изделию окрас, даже если металлическая поверхность по условиям эксплуатации не подлежит покраске.
Во время воронения заготовку протирают минеральным маслом и нагревают на железном листе. После выгорания масляной жидкости на заготовке появляются цвета побежалости. Для нужного окраса необходимо нагреть деталь до соответствующей температуры. Получившийся слой окисла является влагоустойчивым и не подвергается воздействию воздуха.На скорость образования окисных пленок влияют следующие факторы:
- Структура поверхности: закаленные детали окисляются с большей скоростью.
- Загрязненность изделия: поверхности, покрытые маслом, при длительном нагреве обугливаются, что приводит к возникновению сажи. По этой причине образуется неровная и тонкая оксидная пленка.
- Наличие шероховатостей: если нагревается заготовка с шершавой поверхностью, то оксидная пленка получается плотной. Если перед процедурой термообработки отполировать деталь, то образуется тонкая пленка из оксидов.
- Оборудование для нагрева: если при термообработке применяются специальные нагревательные печи, способные поддерживать устойчивую температуру, то окисная пленка будет плотной. В бытовых условиях можно также использовать духовые шкафы, газовые горелки или металлургические печи (горны).
Тонкие оксидные пленки поглощают световые волны с меньшей длиной волны, но отражают – с большей. Цвет металлических деталей меняется в зависимости от температуры и плотности оксидной пленки. Чем толще оксидная пленка, тем светлее окраска. Синий или фиолетовый цвет получается, когда из спектра отражаются наиболее длинные волны.
Если пленка из оксидов отражает волны с малой длиной волны, то металлическая поверхность становится желтой. Светлые цвета соответствуют высокой температуре нагрева, светлые – более низкой.
По этой причине многие мастер часто определяют при помощи цветов побежалости степень закалки изделий, стальной стружки и режущих инструментов, применяемых во время проведения токарных работ.
Несмотря на эти факторы, при помощи цветов побежалости нельзя точно определить температуру металла, потому что на величину этого показателя оказывают влияние следующие факторы:
- время нагрева: промежуток времени, в течение которого металлическая деталь нагревается до температуры окружающей среды при отсутствии теплоотдачи.
- наличие различных примесей в составе металла;
- особенности освещения в помещении, где проводилась сварка или закалка заготовок;
- скорость разогревания: изменение температуры изделия в единицу времени при его нагревании.
В современной промышленности контроль температуры производится при помощи специальных приборов – пирометров. Они оснащены специальными датчиками, определяются степень нагрева заготовки при помощи лазера.
Цвета побежалости используются при изготовлении рабочих инструментов, лазерной маркировке и внешней обработке изделий из железа, меди, алюминия и латуни.
Если требуется изготовить инструментарии с высокой плотностью (бритвенные лезвия, предметы для проведения хирургических операций, режущие кромки резцов и грабштихели), то побежалость должна быть яркого цвета: красного, оранжевого или желтого.
До пурпурных и зеленых тонов нагревают инструменты, применяющихся в деревообрабатывающем секторе. Для достижения упругости при изготовлении пил, ножей, вил и пружин необходимо нагреть заготовки до появления синих или черных цветов.
В процессе нагревания металлическая заготовка становится гибкой, что позволяет мастеру придать ей необходимую форму. После данного процесса изделие закаляется при определенных температурах.
Согласно рекомендациям специалистов, оптимальной температурой для закалки металлов является 700–800 °C. В этом случае изделие окрашивается в разные оттенки красного или розового цветов. При превышении этих значений на 300 °C заготовка становится оранжевой или желтой.
При больших температурах происходит перекал, что негативно сказывается на прочности изделия.
Закалка улучшает следующие параметры металлической поверхности:
- Твердость: этот показатель является номинальным. Он прописан в шкале Роквелла и измеряется в HRC. Твердость определяет степень сопротивляемости металла к механическим повреждениям. На мягких изделиях при длительном соприкосновении с иными поверхностями остаются следы, что ухудшает их режущие свойства. Твердость ножей европейского образца составляет 60 HRC, азиатских – 70 HRC.
- Упругость: данный параметр определяет степень деформации металла при изгибах и ударах. Если сталь закалена, при изгибе на 10–30° она вернется в исходное положение. При перегреве снижается упругость поверхности, что приводит к поломке инструментов.
- Износостойкость: данный критерий показывает общую стойкость металла (сопротивление абразивному износу, стойкость к большим нагрузкам). При правильной закалке изделие сможет стабильно функционировать в течение более длительного срока.
После закалки заготовка приобретает высокую твердость. Для восстановления ее прочности необходимо провести процедуру отпуска, представляющую собой повторную термообработку детали.
Металлическое изделие нагревается до более низких температур и охлаждается. Между закалкой и охлаждением также осуществляется полное остывание металлической поверхности при помощи его погружения в раствор соли или в масло.
При выборе отпуска необходимо учитывать следующие особенности:
- Для изделий, подвергающимся деформациям или ударным нагрузкам, нужно использовать высокотемпературный отпуск: до 700 °C.
- Для легких клинков используется среднетемпературный отпуск: до 500 °C.
- Для обеспечения оптимальной твердости применяется низкотемпературный отпуск: до 250 °C. Но в этом случае изделие не сможет выдерживать высокие ударные нагрузки и будет легко деформироваться.
Температура цветов побежалости и каления
Во время отпуска возникают цвета каления. По ним можно определить, до какой температуры нагрелась заготовка. В отличие от побежалости, цвета каления меняются в процессе охлаждения металлической поверхности. Переход между цветами осуществляется в строгой последовательности, но с быстрой скоростью, поэтому мастер должен тщательно контролировать процесс термообработки.
Шкала цветов побежалости стали
Окрас углеродистых деталей при соответствующих температурах указан в следующей шкале цветов побежалости стали:
| Окрас | Пределы температур, °С |
| Лимонный | 220 – 229 |
| Желтый (цвет соломы) | 230 – 245 |
| Золотой | 246 – 255 |
| Земляной или коричневый | 256 – 264 |
| Алый или красно-оранжевый | 265 — 274 |
| Пурпурный | 275 – 279 |
| Аметистовый | 280 – 289 |
| Небесный | 290 – 294 |
| Твиттера | 295 – 299 |
| Индиго Крайола | 300 – 309 |
| Светло-голубой | 310 – 329 |
| Аквамариновый | 320 — 339 |
На заготовках из нержавеющей стали12Х18Н10Т, содержащей 18% хрома, 10% никеля и 1% титана (значения определены в ГОСТ 5632-2014), цвета побежалости образуются при иных температурах.
Это обусловлено тем, что данный материал коррозийно-стойкий и жаропрочный.
Поэтому при закалке и охлаждении мельчайшие частицы металлов и кислорода взаимодействуют медленнее, что препятствует образования оксидной пленки во время закалки и каления.
В следующей таблице цветов побежалости представлены особенности изменения цвета изделий из нержавеющей стали:
| Окрас | Пределы температур,°С |
| Светло-соломенный | 300 – 399 |
| Золотистый | 400 – 499 |
| Земляной или коричневый | 500 – 599 |
| Красный или пурпурный | 600 – 699 |
| Синий или черный | 700 – 779 |
На поверхностях заготовок из нержавеющей стали могут появиться радужные полосы. Они могут появиться при нагревании изделия до температуры кипения (100 °С). Появление радужных следов обусловлено изменениями в кристаллической решетке металла. Радужный окрас на поверхности обрабатываемой заготовки не свидетельствуют о перегреве нержавеющей стали.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Индукционный нагреватель металла. Принцип работы

Технология индукционного нагрева заготовок востребована не только в цехах горячей объёмной штамповки. Компактные индукторы необходимы, в частности, для автосервиса, занимающегося изготовлением и ремонтом стальных деталей из профилированного проката. Приобретать промышленный индуктор дорого. Есть ли альтернатива?
Как работает индукционный нагреватель?
Для реализации процесса индукционного нагрева используется известный физический принцип, когда для деформирования в горячем состоянии заготовку размещают в магнитном поле кольцеобразного индуктора. Питание такой катушки производится электрическим переменным током частоты, резко выше, чем обычная (50 или 60 Гц).
Принцип работы индукционного нагревателя следующий. Создаваемые в электромагнитном поле вихревые токи (у них есть и другое название – токи Фуко) производят нагрев металла.
Непосредственное соприкосновение заготовки и нагревательного элемента не обязательно, важно только, чтобы индуктор равномерно охватывал нагреваемую поверхность металла.
Используя трансформатор, установка подключается к генератору, который обеспечивает требующиеся значения мощности и частоты.
Индукционным нагревом можно обеспечить сравнительно быстрое повышение температуры поверхностных слоёв. В частности, для нагревания прутковой заготовки сечением 35…40 мм и длиной 140….150 мм потребуется около 20…25 с.
Примерные диапазоны соответствия наилучшей частоты тока и поперечного сечения круглого прутка приведены в таблице.| Диаметр, мм | 20…40 | 40…60 | 60…80 | 80…100 | 100…120 |
| Частота, кГц | 100…40 | 40…10 | 10…4 | 4…1 | 1…0,5 |
Для полосового металла применять индукционный нагрев менее выгодно, чем для круглого прутка, поскольку расстояние между внутренним диаметром катушки и металлом непостоянно.
Обычно применяется частота от 10 кГц, тогда КПД индукционного нагревателя достигает максимума. Частота регулируется в зависимости от:
- требуемой производительности нагрева;
- температуры нагреваемого металла;
- размеров поперечного сечения.
Конструкции промышленных индукторов снабжаются устройствами для автоматической загрузки-выгрузки нагретых заготовок. Это необходимо потому, чтобы интервал между нагревом и пластическим деформированием металла был минимальным.
Время нагрева стальных заготовок невелико: для сечения 20 мм оно составляет всего 10 с, поэтому потери металла в окалину незначительны.
Индукционный нагреватель своими руками
Известен ряд конструкций индукторов, изготовленных из сварочного инвертора, принцип действия которых может быть использован для наведения в металле вихревых токов Фуко.
Изготовление самодельного индуктора заключается в следующем. Вначале потребуется изготовить прочный корпус, в котором будет находиться узел крепления нагреваемой заготовки. Корпус необходимо подвергнуть закалке, чтобы он не деформировался под воздействием возможных ударов.
Ещё лучше, если материал подвергнуть азотированию: в этом случае реализуются два преимущества — дополнительное увеличение твердости за счет более полного превращения остаточного аустенита в мартенсит, и улучшение скин-эффекта, когда по внешней стороне заготовки будет протекать более мощный ток.
Прочность оценивается по пробе на искру.
Следующей стадией является изготовление нагревающей катушки. Её делают из индивидуально изолированных проводов: в этом случае потери мощности будут минимальными. Подойдёт и медная трубка – она имеет большую площадь поверхности, по которой будут наводиться вихревые токи, при этом собственный нагрев индуктора из-за высокой электропроводности меди практически отсутствует.
После подключения катушки к системе водяного охлаждения и проверки системы прокачки индуктор готов к работе.
Рабочая схема
В состав нагревателя входят следующие составляющие:
- Инверторный блок, рассчитанный на напряжение 220…240 В, при токе не менее 10 А.
- Трёхпроводная кабельная линия (один провод – заземляющий) с нормально разомкнутым переключателем.
- Система водяного охлаждения (крайне желательно использовать очистные фильтры для воды).
- Набор катушек, отличающихся внутренними диаметрами и длиной (при ограниченных объёмах работ можно обойтись и одной катушкой).
- Нагревающий блок (можно применить модуль на силовых транзисторах, которые выпускаются китайскими фирмами Infineon или IGBT).
- Демпферная цепь с несколькими конденсаторами Semikron.
Генератор высокочастотных колебаний принимается тот же, что и у базового инвертора. Важно, чтобы его эксплуатационные характеристики полностью соответствовали тем, которые указаны в предыдущих разделах.
После сборки блок заземляется, и с помощью соединительных кабелей нагревательная индукционная катушка присоединяется к блоку питания инвертора.
Примерные эксплуатационные возможности самодельного индукционного нагревателя металла:
- Наибольшая температура нагрева, °С – 800.
- Минимальная мощность инвертора – 2 кВА.
- Продолжительность включения ПВ, не менее – 80.
- Рабочая частота, кГц (регулируемая) — 1,0…5,0.
- Внутренний диаметр катушки, мм – 50.
Следует отметить, что такой индуктор потребует специально подготовленного рабочего места – бака для отработанной воды, насоса, надёжного заземления.