Лазерные станки с ЧПУ для гравировки, маркировки и резки
Принцип работы лазерного гравера с ЧПУ
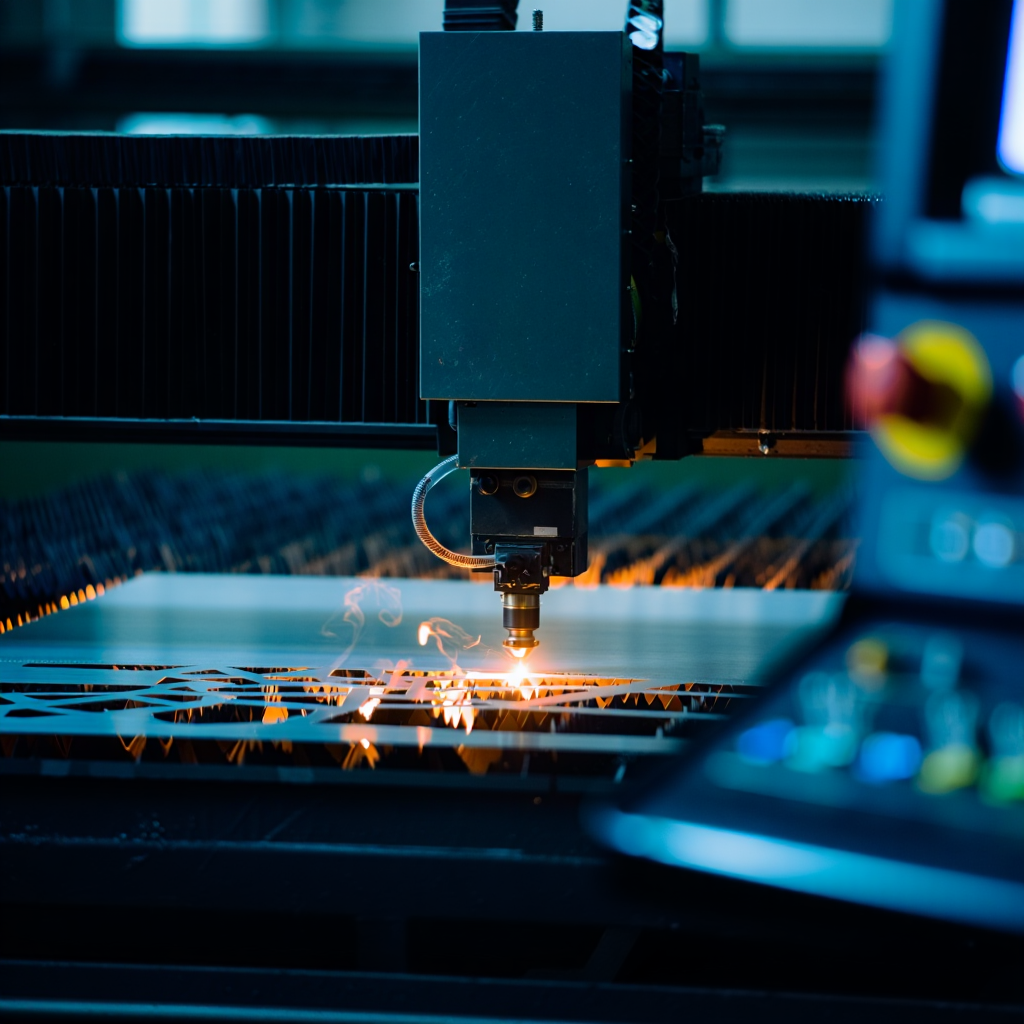
По данным технической документации, лазерный гравер с ЧПУ (также известный как лазерный маркер) представляет собой станок, в котором лазерный луч управляется компьютерной системой для точного воздействия на поверхность материала. Основной элемент — лазерный источник, генерирующий излучение, которое фокусируется линзой в пятно малого диаметра (от 0,05 до 0,5 мм). Энергия луча нагревает, плавит или испаряет материал в зоне контакта. Система числового программного управления (ЧПУ) координирует перемещение лазерной головки по осям X и Y, что позволяет воспроизводить заданные контуры, текст или изображения.
Отличие от механического гравирования
В механических граверах используется физический инструмент (фреза или штифт), который контактирует с заготовкой и срезает слой материала. При лазерной обработке контакт отсутствует: луч воздействует на поверхность бесконтактно, что исключает износ режущего инструмента и вибрации. Это снижает механические нагрузки на заготовку и позволяет обрабатывать тонкие или хрупкие материалы (например, стекло, фольгу) без риска деформации. Кроме того, лазерный луч может создавать более мелкие детали — минимальная ширина линии ограничена только дифракционным пределом, а не геометрией фрезы. Однако лазерная обработка требует учета тепловых эффектов (зона термического влияния), которые могут изменять свойства материала по краям реза.
Роль системы числового программного управления
ЧПУ — это контроллер, который преобразует цифровую модель (например, векторный файл) в последовательность команд для двигателей и лазера. В лазерных граверах применяются шаговые или серводвигатели с энкодерами, обеспечивающие точность позиционирования до 0,01 мм и скорость перемещения до 1000 мм/с. Контроллер управляет не только траекторией, но и мощностью лазера, частотой импульсов и скоростью движения в зависимости от текущего участка. Например, при гравировке сложных изображений на small area скорость снижается для детализации, а при резке прямых линий — увеличивается. Без ЧПУ воспроизведение сложных контуров с высокой повторяемостью было бы невозможно.
Типы лазерных источников и их применение
CO2-лазеры для неметаллических материалов
CO2-лазеры генерируют излучение с длиной волны 10,6 мкм (инфракрасный диапазон). Эта длина волны хорошо поглощается неметаллическими материалами: деревом, акрилом, кожей, стеклом, бумагой, текстилем, керамикой, каменными породами (мрамор, гранит). Типичная мощность для гравировки и резки составляет от 30 до 150 Вт, хотя существуют промышленные модели до нескольких киловатт. КПД CO2-лазеров относительно невысок — около 10–20%, поэтому они требуют эффективного охлаждения (водяного или воздушного). Срок службы газовой трубки обычно составляет от 2000 до 10000 часов в зависимости от режима работы. CO2-лазеры редко применяют для металлов, так как металлы отражают инфракрасное излучение длинноволнового диапазона — коэффициент отражения для алюминия достигает 90%, что делает обработку неэффективной без специальных покрытий.
Волоконные лазеры для маркировки металлов
Волоконные лазеры работают на длине волны 1,064 мкм (ближний инфракрасный диапазон). Это излучение хорошо поглощается большинством металлов (сталь, алюминий, титан, медь, латунь) и некоторыми пластиками (например, ABS, поликарбонат). Мощность варьируется от 10 до 50 Вт для маркировки и до 1 кВт для резки тонких листов. КПД волоконных лазеров достигает 30–40%, что позволяет использовать воздушное охлаждение при мощности до 20 Вт. Ресурс диодной накачки — более 50000 часов. Волоконные лазеры часто работают в импульсном режиме с регулируемой частотой (до 100 кГц) и длительностью импульса от наносекунд до микросекунд, что позволяет наносить контрастную маркировку (изменение цвета, анодирование, образование оксидной пленки) или глубокую гравировку на металлах. Для резки неметаллических материалов, таких как дерево или акрил, волоконные лазеры менее эффективны из-за низкого поглощения.
Диодные лазеры и ограничения по материалам
Диодные лазеры используют полупроводниковые излучатели. Длина волны обычно находится в диапазоне 445–465 нм (синий) или 808–980 нм (инфракрасный). Мощность компактных диодных лазеров — от 1 до 10 Вт, реже до 30 Вт. Они применяются в настольных граверах для работы с мягкими неметаллическими материалами: кожей, деревом, картоном, пластиками (но не акрилом — он плохо поглощает синее излучение). Главное ограничение — низкая мощность и КПД около 20–30%, что не позволяет резать толстые заготовки (более 5–10 мм) или твердые материалы. Кроме того, диодные лазеры часто имеют менее стабильный луч по сравнению с CO2 и волоконными, что сказывается на равномерности линии. Срок службы диодов составляет около 3000–10000 часов. Они подходят для начального уровня и хобби-проектов, но не для промышленной серийной обработки.
| Тип лазера | Длина волны | Типичная мощность | Основные материалы | Ресурс источника |
|---|---|---|---|---|
| CO2 | 10,6 мкм | 30–150 Вт | Дерево, акрил, кожа, стекло, камень | 2000–10000 ч |
| Волоконный | 1,064 мкм | 10–50 Вт (маркировка) | Металлы (сталь, алюминий, медь), некоторые пластики | более 50000 ч |
| Диодный | 445–980 нм | 1–10 Вт | Дерево, кожа, картон, мягкие пластики | 3000–10000 ч |
Ключевые параметры лазерной обработки
Влияние мощности и скорости на качество реза
Мощность лазера (в ваттах) определяет энергию, передаваемую материалу за единицу времени. Чем выше мощность, тем быстрее можно нагреть материал до температуры испарения или плавления. Однако при слишком высокой мощности на малой скорости происходит перегрев — образуется большая зона термического влияния, кромки обугливаются или плавятся неравномерно. Скорость перемещения головки (мм/с) контролирует экспозицию луча на участке. Для резки материалов определенной толщины необходимо подобрать баланс: для акрила толщиной 3 мм на CO2-лазере мощностью 60 Вт скорость может составлять 15–20 мм/с, для дерева толщиной 6 мм — 5–10 мм/с. Если скорость слишком высока, рез не доходит до конца; если низка — материал возгорается. На качество гравировки также влияет количество проходов: для достижения глубины более 0,2 мм часто требуется несколько проходов с пониженной мощностью, чтобы избежать краевых дефектов.
Роль фокусного расстояния и длины волны
Фокусное расстояние линзы (обычно от 1,5 до 4 дюймов / 38–101 мм) определяет диаметр пятна и глубину резкости. Чем меньше фокусное расстояние, тем меньше пятно (до 0,05 мм), что увеличивает детализацию гравировки, но уменьшает глубину резкости — при отклонении от фокуса всего на 0,5 мм ширина линии может возрасти на 50%. На практике для гравировки выбирают короткофокусные линзы, для резки толстых материалов — длиннофокусные, чтобы сохранять точность на разной высоте. Длина волны лазера влияет на способность поглощения: короткие волны (1 мкм) глубже проникают в пластики, вызывая внутреннее плавление, а длинные (10 мкм) поглощаются поверхностью, что дает более четкий рез на неметаллах. Для отражающих поверхностей (медь, алюминий) критично использовать длину волны, поглощаемую материалом, иначе большая часть энергии отражается, повреждая оптику.
Особенности настройки и управления станком
Программное обеспечение для траекторий и режимов
Для создания управляющих программ применяются специализированные приложения (например, LightBurn, RDWorks, LaserGRBL). Они импортируют растровые или векторные изображения, преобразуют их в G-код, контролируют мощность, скорость, порядок обхода контуров и работу охлаждения. Важной функцией является настройка «прыжков» (перемещение лазера с выключенным лучом между объектами) и компенсация инерции для снижения погрешностей на поворотах. В этих программах задаются параметры для каждого цвета или слоя в файле — так один чертеж может содержать разные режимы (гравировка одной мощностью, резка другой). Некорректная настройка траектории приводит к пропуску линий или двойной обработке одних и тех же участков.
Выбор импульсного или непрерывного режима
Непрерывный режим (CW) — лазер излучает постоянно при движении. Он используется для резки, когда требуется равномерный нагрев и проплавление на всю толщину. Импульсный режим — излучение подается короткими вспышками с регулируемой частотой и длительностью. Этот режим применяют для маркировки и гравировки: уменьшается тепловое воздействие, края становятся более четкими, а на металлах можно создавать оксидные пленки (цветная маркировка) без расплавления поверхности. Соотношение времени импульса к паузе (скважность) позволяет управлять нагревом: низкая скважность (1–10%) дает минимальные термические деформации, высокая (50–100%) приближается к непрерывному режиму. Для пластиков импульсный режим снижает риск оплавления краев.
Ограничения и меры безопасности
Тепловое воздействие и риски для отражающих поверхностей
При лазерной обработке выделяется значительное количество тепла. Зона термического влияния может составлять от 0,1 до 2 мм в зависимости от материала и режима. Для тонких заготовок (менее 1 мм) существует риск коробления или прогорания краев. Особую опасность представляют отражающие поверхности (полированный металл, зеркала, хромированные детали): отраженный луч может попасть на незащищенные участки станка (направляющие, ремни, корпус) или на оператора. Рекомендуется использовать лазерные поглотители или матировать поверхность перед обработкой. Длина волны волоконного лазера (1,064 мкм) особенно опасна для глаз — даже отраженный от матовой поверхности рассеянный луч может повредить сетчатку.
В руководствах по эксплуатации лазерных станков указано: «Запрещается находиться внутри рабочей зоны без защитных очков, блокирующих соответствующую длину волны. Для CO2-лазеров требуются очки с оптической плотностью OD 5+ на 10,6 мкм, для волоконных — на 1,064 мкм».
Требования к вентиляции и защите оператора
При испарении материала образуются токсичные газы и мелкодисперсная пыль (например, при лазерной резке ПВХ выделяется хлор, при обработке дерева — формальдегид). Станок должен быть оснащен вытяжной системой с воздушным фильтром HEPA или угольным адсорбером. Объем воздухообмена рассчитывается исходя из мощности лазера: для станка мощностью 60–100 Вт требуется производительность вытяжки не менее 4–6 м³/мин. Помещение должно иметь принудительную приточную вентиляцию. Оператору необходимо использовать защитные очки с фильтром, соответствующим длине волны, и избегать попадания в зону действия луча. На станках предусматривают блокировку двери защитного кожуха: при открытии автоматически отключается излучение.
Обслуживание лазерного оборудования
Признаки износа лазерного источника и оптики
Для CO2-лазеров основным признаком износа является снижение выходной мощности при номинальном токе: если при максимальной накачке мощность падает более чем на 20% от паспортной, трубку необходимо заменять. Также о износе свидетельствует нестабильная яркость луча (мерцание) или увеличение расходимости луча, что приводит к расширению пятна. У волоконных лазеров снижение мощности чаще связано с деградацией диодов накачки — это определяется по увеличению тока возбуждения для поддержания той же мощности. Оптика (линзы, зеркала) загрязняется продуктами испарения: налет снижает пропускание до 10–15% за месяц интенсивной работы. Характерные признаки ухудшения — уменьшение глубины реза, появление рваных краев, необходимость увеличения мощности для достижения прежнего результата.
Периодичность и методы ухода
Обслуживание оптики выполняется после каждых 8–10 часов работы или при заметном снижении качества обработки. Для очистки применяют безворсовые салфетки и спирт изопропиловый (не этиловый — он оставляет разводы). Линзы протирают от центра к краям, избегая нажима. Раз в месяц проверяют юстировку лазерного луча (совпадение оптической оси с отверстиями диафрагм). Для CO2-лазеров водяное охлаждение требует замены дистиллированной воды каждые 3–6 месяцев и чистки радиаторов от пыли. Направляющие рельсы и винтовые передачи смазывают специальной смазкой каждые 100 рабочих часов. Следует вести журнал замены расходных частей (трубок, диодов, фильтров) с фиксацией наработки.
- Снижение мощности лазера более чем на 20% — признак износа источника.
- Появление пятен и неравномерности на обрабатываемой поверхности — загрязнение оптики.
- Увеличение времени установки фокуса — возможный износ подшипников каретки.
- Отключите питание и охлаждение.
- Снимите защитный кожух и извлеките линзу.
- Нанесите каплю изопропилового спирта на салфетку.
- Протрите линзу круговыми движениями без усилия.
- Дайте спирту испариться (10–15 секунд) и установите линзу обратно.
Регулярное обслуживание продлевает ресурс оборудования и позволяет избежать внеплановых простоев. Контроль состояния лазерного источника и оптики — основа стабильного качества гравировки, маркировки и резки.