Марка стали напильника по металлу
Марка стали напильника по металлу — Справочник металлиста

Шлифовка металла не всегда выполняется с помощью электроинструмента. Иногда для таких работ используют напильники, главное, правильно подобрать их.
Этот инструмент бывает двух типов – для работ по металлу и дереву. Напильники, предназначенные для металла, являются более твердыми, чем собратья, используемые для древесины.
Это объясняется тем, что поверхность металла обрабатывается гораздо труднее дерева.
Производятся такие инструменты из очень твердой стали, а отличаются друг от друга разными формами и размерами надсечек. Такое разнообразие привело к тому, что простому обывателю довольно сложно разобраться в том, для каких целей предназначен тот или иной инструмент. Для улучшения ситуации была разработана их классификация, которая действует и в настоящее время.
Особенности напильника
Несмотря на то, современные технологии достигли больших высот, для работ по металлу по-прежнему используется напильник. Его предназначение – при помощи послойного стачивания поверхности какой-либо детали придать ей необходимую форму и размер.
Напильник является режущим инструментом. Внешний вид его представляет собой брусок, для изготовления которого применяется сталь особой марки. Поверхность его иссечена по особому шаблону.
На суженном хвостовике конусообразной формы имеется пластмассовая или деревянная ручка. Она предусмотрена только для того, чтобы работающему с инструментом было удобно. Если вдруг она слетит, то ее можно легко заменить на другую.
Виды насечек
Чтобы правильно подобрать напильник, следует определить вид нанесенной насечки и конфигурацию ее зубьев. Для нанесения зубьев используется метод:
- фрезерования;
- протягивания;
- насекания;
- нарезания;
- точения.
Самыми популярными на сегодняшний день считаются напильники с зубьями, насеченными на специальных станках. Чаще всего насечки бывают одинарными или двойными. Одинарная насечка снимает опилки, которые по величине равняются зубьям. Работать таким напильником очень тяжело, поэтому им в основном обрабатывают мягкие металлы, дерево и пластмассу.
Двойная насечка образуется в результате комбинации основной и вспомогательной, которая выполняется под углом к основной. Такие насечки перемалывают стружку, которая образуется в процессе работы. Обрабатывают этим напильником сплавы и твердые металлы.
Величина зубьев зависит от размера насечек на 1 см длины бруска – чем меньше их, тем крупнее будет зуб. В зависимости от размера зубьев инструмент бывает от 0 до 5 номеров.
Самые крупные зубья обозначаются номерами 0 и 1, они позволяют быстро снять довольно большой слой материала (0,05 – 0,10 мм).Главный недостаток инструмента, имеющего такую насечку, — это низкая точность обрабатываемых деталей, составляющая 0,1 – 0,2 мм.
Инструмент, имеющего зубья под номерами 2 и 3, используется тогда, когда необходимо снять слой материала в 0,02 – 0,06 мм. Напильник с зубьями насечки, имеющих номера 4 и 5, применяется для чистовой отделки деталей. Точность обработки – 0,01 – 0,005 мм. Такими зубьями снимают слой материала 0,01 – 0,03 мм, не больше.
Типы напильников
Инструмент по своему предназначению бывает:
- общего назначения;
- надфили;
- специального назначения;
- рашпили.
Напильники общего назначения в основном применяют для слесарных работ. Имеют двойную насечку с зубьями, нанесенными способом насекания. Насечки имеют разную длину (от 100 до 450 мм), а зубья – практически все номера.
Напильник специального назначения применяется чаще всего в промышленных условиях, так как способствует устранению больших припусков при подгонке пазов и разной кривизны поверхностей. В зависимости от того, какие будут осуществляться работы, напильники специального назначения делятся на плоские, пазовые, двухконцевые и другие.
Самая многочисленная группа – надфили, бывают 11 типов: круглые, квадратные, овальные, плоские, полукруглые, трехгранные, ножовочные и т. д. Характеризуются они небольшой длиной бруска и насечками 5 класса. Чаще всего оснащаются они двойной насечкой. Используют такой напильник для обработки мелких деталей или таких мест, куда не добраться обыкновенными слесарными инструментами.
Рашпили бывают 3-х видов: общего назначения, копытные и сапожные. Их отличительной чертой является большая длина и большие зубья. В основном рашпили бывают полукруглые, круглые, плоские с острыми и тупыми носами.
Форма напильников
По тому, какую форму имеет инструмент, можно определить сферу его применения:
- плоские остроносые или просто плоские используются для обработки плоских поверхностей;
- квадратные, с помощью которых происходит распиливание отверстий многоугольной, квадратной и прямоугольной формы;
- трехгранные, которые используются для обработки в канавках, отверстиях и пазах;
- с помощью полукруглых инструментов осуществляется обработка больших отверстий и вогнутых поверхностей, имеющих значительный радиус кривизны;
- круглые используются для обработки вогнутых поверхностей с небольшим диаметром или овальных и круглых отверстий;
- ромбические предназначены для работ с зубчатыми деталями;
- ножовочные инструменты используются для выборки канавок и узких пазов.
Марка стали напильника по металлу

Шлифовка изделий из металла не всегда производится с помощью электрических инструментов. Часто для такой работы мастерами используются различные виды напильников.
Они, по сравнению с электрооборудованием, намного безопаснее. Работнику остается из большого разнообразия инструментов подобрать соответствующий обрабатываемому материалу.
С этим справиться нетрудно, если знать тонкости работы, все виды напильников и их назначение.
Что такое напильник?
Данный инструмент представляет собой изделие, состоящее из двух частей:
- Стальной брусок. На его поверхность по специальным шаблонам наносятся насечки. Они могут иметь несколько вариантов. Самые распространенные виды насечек напильников – прямоугольные, треугольные и круглые.
- Деревянная или пластмассовая рукоятка. С помощью стяжного кольца, предотвращающего ее от трещин, она насаживается на конусообразный хвостовик. Предназначена для удобства в эксплуатации напильника. При поломке рукоятки ее легко заменить. Для производства детали используется бук, береза и прессованная бумага. Длина ее обязательно должна быть в полтора раза больше, чем хвостовик напильника.
Инструмент может иметь разные размеры. Стандартная длина составляет 9, 10, 11, 12, 13 и 14 см. Диаметр: 12, 16, 20, 23, 25 и 28 мм.
Принцип действия
Все виды напильников принадлежат к режущим инструментам. Они используются для создания нужных размеров и форм в обрабатываемых изделиях. Напильники действуют методом послойного стачивания поверхностей.
Для производства этого инструмента используется очень твердая, высококачественная инструментальная сталь:
- Марки ШХ15 или 13Х. Это легированная хромистая сталь.
- У10А или У13А. Данные марки являются улучшенными нелегированными.
Напильники обрабатываются путем закаливания, в результате чего их твердость составляет 54-58 HRC. Эти марки используются для производства напильников, предназначенных для работы с металлическими изделиями. Для деревянных и других материалов берутся инструменты, сталь которых является более мягкой.
Инструмент с одинарной насечкой
Данная насечка (ее еще называют простой) встречается в специальных напильниках. Назначением такого инструмента является снятие во время опиливания незначительного слоя металла. Специальные напильники применяются для обработки узких поверхностей. Ими удобно затачивать пилы по дереву. Данные изделия предназначены для работы с мягкими металлами, древесиной и пластмассой.
Изделия с перекрестным сечением
Напильники, имеющие двойную насечку, относятся к инструментам общего назначения. На поверхности этих изделий, кроме основного сечения, имеется дополнительное.
Основное сечение предназначается для снятия частиц с обрабатываемого изделия, а вспомогательное – для перемалывания их в стружку.
Напильники с двойной (вспомогательной) насечкой используются при работе с твердыми металлами и сплавами.
Напильники по металлу. Виды
ГОСТ 1465-59 — это стандарты, на которые опираются при производстве слесарных напильников. В зависимости от размеров насечек и их количества на 10 мм поверхности, различаются следующие инструменты:
- Драчевые. Инструменты с крупной насечкой. На 10 мм поверхности напильника их имеется до 5-12 штук. Чем меньше количество насечек, тем крупнее зубья. Следовательно, производится большее снятие частиц при опиливании изделия.
- Личные. Представлены изделиями со средней насечкой. Количество зубьев составляет до 25 штук.
- Бархатные. Это инструменты с самой мелкой насечкой. На 10 мм поверхности приходится 80 зубьев.
Для удобства при выборе необходимого инструмента виды напильников имеют свои номера: драчевые — №1, личные — №2, бархатные — №№3-6.
Классификация инструментов по форме
Обрабатываемые детали имеют различные формы. Для эффективной работы с такими изделиями предусмотрены соответствующие виды напильников. Они отличаются друг от друга формой профиля (поперечного сечения). Выделяют следующие разновидности напильников:
- плоский;
- квадратный;
- трехгранный;
- круглый;
- полукруглый;
- специальный;
- ножевидный или ножовочный;
- ромбовидный;
- овальный напильник.
Какие виды инструментов бывают, коротко изложено выше. Для чего они предназначены?
Назначение
Плоский напильник используется для работы с выпуклыми и плоскими наружными или внутренними поверхностями. Квадратный применяется для работы с квадратными и прямоугольными отверстиями и пазами. Такой инструмент еще называют брусовкой. Его длина составляет 35-50 см.
Он эффективен в тех случаях, когда необходимо убрать слой металла, превышающий 1 мм. Трехгранный напильник используется при работе с внутренними углами, канавками, отверстиями и пазами. Круглый необходим для опиливания вогнутых поверхностей.
Используется для работы с круглыми и овальными отверстиями.
Специальные напильники применяются для обработки углов, наклонных и зубчатых поверхностей. Этим видом инструментов производится выборка узких пазов и канавок. Драчевые инструменты оснащены самыми крупными зубьями и предназначены для начальной обработки поверхности, так как позволяют быстро с нее снять большой слой (0,05-0,1 мм). В то же время эти напильники обладают низкой точностью.
В результате чего рабочая поверхность обрабатывается грубо. Личные напильники применяются при чистовом опиливании. При этом происходит снятие слоя толщиной 0,02-0,06 мм. Бархатные используются на завершающей фазе шлифования. С поверхности опиливаемого изделия снимается самый тонкий слой (0,01-0,03 мм). Эти напильники обладают высокой точностью обработки, которая составляет 0,01-0,005 мм.
Кроме слесарных напильников, для обработки металлических и других поверхностей используются рашпили, которые отличаются своими насечками. Их зубья обладают большим размером и имеют форму пирамидок, позади которых располагаются специальные канавки. Сечение на этом инструменте размещено рядами, перпендикулярно к оси.
Используются рашпили при обработке мягких материалов: алюминия и дюралюминия. Производятся из стали марок У7А, У10А. Их твердость составляет 35-40 HRC. Стандартная длина инструментов: от 25 до 35 см. Рашпили бывают четырех типов: тупоносые плоские, остроносые плоские, круглые, полукруглые.
Сфера применения инструмента – медицина и производство жестяных изделий.
Надфили являются самыми мелкими напильниками. Предназначаются для выполнения очень точных работ. Для производства данных инструментов используется сталь марок У12 и У12А с твердостью 54-60 HRC. В зависимости от формы поперечного сечения надфили бывают:
- плоские (тупоносые и остроносые);
- квадратные;
- трехгранные;
- круглые и полукруглые;
- овальные;
- в форме ромба;
- пазовые и ножовочные.
Домашнему мастеру необязательно иметь все виды напильников. Достаточно располагать тремя основными – плоским, треугольным и круглым. Желательно также иметь набор надфилей и несколько рашпилей. Обладая данными инструментами, можно легко справиться с любой задачей, связанной со шлифовкой металла.
Эти 10 мелочей мужчина всегда замечает в женщине Думаете, ваш мужчина ничего не смыслит в женской психологии? Это не так. От взгляда любящего вас партнера не укроется ни единая мелочь. И вот 10 вещей.
Каково быть девственницей в 30 лет? Каково, интересно, женщинам, которые не занимались сексом практически до достижения среднего возраста.
13 признаков, что у вас самый лучший муж Мужья – это воистину великие люди. Как жаль, что хорошие супруги не растут на деревьях. Если ваша вторая половинка делает эти 13 вещей, то вы можете с.Что форма носа может сказать о вашей личности? Многие эксперты считают, что, посмотрев на нос, можно многое сказать о личности человека. Поэтому при первой встрече обратите внимание на нос незнаком.
7 частей тела, которые не следует трогать руками Думайте о своем теле, как о храме: вы можете его использовать, но есть некоторые священные места, которые нельзя трогать руками. Исследования показыва.
11 странных признаков, указывающих, что вы хороши в постели Вам тоже хочется верить в то, что вы доставляете своему романтическому партнеру удовольствие в постели? По крайней мере, вы не хотите краснеть и извин.
sovietsky07-07-2009 21:39
Добрый вечер господа! Вот собственно задался сделать себе финика с длинным узким клинком, давно собирался, но все как то то не те материалы то вдохновения нет а тут надыбал напильник старый советский годов 70-х и подумал из него совять, чтобы и более менее аутентично по матералам было (типо углеродка).
Но это предистория, а суть вопроса вот вчем, твердость у напильника избыточная и как известно требуется отпуск ед до 58-60 по HRC, вот тсобственно при какой температуре это можно сделать(есть возможность отдать на предприятие там пеич вроде как с температурными регулеровками в пределах 500 градусов) и какое время при необходимых температурах требуется выдерживать?
BoKu07-07-2009 21:49
Из напильника один мастер-кузнец при мне отковывая нож закаливал таким образом: нагревал до вишневого цвета, прогревал чтобы цвет был равномерным по всей поверхности.
Потом вертикально опускал в воду режущую кромку (обух и хвостовик оставался нагретым) потом быстро счищал окалину щеткой и следил за цветом побежалости.
Как определить состав металла?
Отобрав отслужившие свой век инструменты (надфили, напильники, рашпили, косы и т. п.), прежде всего следует определить, из какой марки стали они изготовлены. Чтобы круг поисков был как можно более ограниченным, следует знать, из каких видов стали изготавливается тот или иной инструмент.
Так, напильники могут быть изготовлены как из инструментальной углеродистой стали (У10, У11, У12, У13), так и из легированной (ШХ6, ШХ9, ШХ15). Об этом можно узнать из перечня инструментов, приведенного ниже.
Напильники, представленные в ассортименте КовкаПРО, изготовлены из высоколегированной стали твердостью 64-66HRC
Изделия из инструментальной и легированной стали:
Напильники — У10, У11, У12, У13, ШХ6, ШХ9, ШХ15Надфили — У10, У11, У12Рашпили — У7, У7АШаберы — У10, У12Стамески, долота — У7, У8Метчики — У10, У11, У12, Р9, 9ХС, Р18Сверла по дереву — 9ХССверла по металлу -Р9, Р18Развертки – Р9, Р18, 9ХС Фрезы – Р9, Р18Зубила, отвертк – У7А, У8А, 7ХФ, 8ХФПробойники – У8, У8АКернеры – У7А, 7ХФ, 8ХФШвейные иглы- У7А, У8АПилы-ножовки – У8ГАПолотна лучковой пилы – У8ГА, У10Ножовочные полотна – У8, У8А, У9, У9А, У10, У10А, У11, У12Ножницы по металлу – У12АМолотки и кувалды – У7, У8Топоры – У7Косы, серпы – У7, У8Вилы, зубья (клевцы) – У7, У8грабель
Кузнечные инструменты – У7, У8
Этап 2: определение содержания углерода в стали
Как определить конкретно, из углеродистой или легированной стали сделан, например, напильник? Для этого следует прибегнуть к простому старинному способу. Мастера подметили, что мелкая металлическая стружка, получаемая при обработке металла абразивным кругом, раскаляясь, дает сноп искр, имеющий для каждого металла свои характерные особенности.
«Соломинки», из которого состоит сноп искр, у каждой марки стали свои особые: длинные, короткие, сплошные, прерывистые, кучные и редкие, ровные или имеющие утолщения; от каждой из них могут отделяться, порой очень обильно, мелкие яркие звездочки; в расчет принимается яркость свечения снопа искр, а также цветовые оттенки — от светло-желтого до темно-красного.
Чем выше содержание углерода в стали, тем больше в снопе искр ярких звездочек. Если сталь содержит немного углерода, например около 0,12%, то искры, выходящие из-под абразивного диска, будут расходиться веером в виде слегка изогнутых черточек желто-соломенного цвета, имеющих утолщения в середине и на конце (1, см. рис. на с. 105).
Сталь, содержащая 0,5% углерода, имеющая среднюю твердость, образует примерно такие же искры, но от места среднего утолщения у них отделяется небольшое количество звездочек (2). От высокоуглеродистой инструментальной стали отделяются обильные искры со звездочками (3).
У хромистой стали искры длинные, оранжево-красные; от них, как тоненькие веточки от основной ветки, отходят под разными углами короткие искорки со звездочками на конце (4). Искры у вольфрамовой стали прерывающиеся, и к тому же у них небольшие утолщения на конце (5).Хромовольфрамовая быстрорежущая сталь дает одновременно короткие и длинные искры темно-красного цвета с утолщениями на конце (6).
Этап 3: испытание инструмента
Теперь вернемся к напильнику. Прежде чем приступить к его испытанию, необходимо обязательно надеть защитные очки, а недалеко от наждачного круга установить лист фанеры, окрашенной в черный цвет. На черном фоне искрение металла видно гораздо отчетливее, глазам приходится меньше напрягаться.
Если мы с силой проведем напильником по наждачному кругу и получим обильные искры ярко-желтого цвета с множеством отделяющихся от них звездочек, то сможем сделать вывод, что он изготовлен из высокоуглеродистой инструментальной стали (У10—У13).
И наоборот, сноп оранжево-красных длинных искр с разветвлениями и звездочками на конце говорит о том, что напильник сделан из легированной стали (ШХ6, ШХ9, ШХ15). Разумеется, таким способом определяется лишь примерный химический состав стали, но для любительской практики этого вполне достаточно.
Зная, что напильник изготовлен из инструментальной стали указанных марок, по таблице определяют режим ее термической обработки.
Из таблицы видно, что сталь У11—У13, из которой сделан напильник, отжигается при температуре 750°С, а затем охлаждается постепенно на воздухе. Отжиг производят в муфельной печи, кузнечном горне или же в топке обычной печи.
В электрической муфельной школьной печи отжигать металлические предметы удобно, так как встроенный термометр даст возможность проследить за температурой нагрева. Но глубина муфельной печи ограниченная.
Если напильник в нее не входит, его оборачивают в несколько слоев брезентом и переламывают сильным ударом молотка.
Разломленный напильник вынимают из брезента, отжигают в муфельной печи, а затем медленно охлаждают. Образовавшаяся окалина часто мешает механической обработке. Поэтому, надев очки и рукавицы, ее сбивают молотком с помощью зубила.Отожженная и обработанная инструментальная сталь становится достаточно мягкой: хорошо обрабатывается напильником, пилится и куется. При минимальной твердости она имеет максимальную пластичность и вязкость. Это дает возможность изготовить из нее штихели для гравирования, чеканы, зубильца, сечки, пробойки, другие инструменты для художественной обработки металла.
Изготовив из напильника нужный инструмент, его закаляют нагреванием согласно таблице до 780°С с последующим охлаждением в воде.
После закалки сталь становится хрупкой, поэтому ее отпускают: нагревают до 180°С и охлаждают в воде или машинном масле.
При отпуске температуру нагрева металла контролируют по так называемым цветам побежалости, которые соответствуют определенной температуре нагрева.
Какая твердость у напильника? — Станки, сварка, металлообработка

Отобрав отслужившие свой век инструменты (надфили, напильники, рашпили, косы и т. п.), прежде всего следует определить, из какой марки стали они изготовлены. Чтобы круг поисков был как можно более ограниченным, следует знать, из каких видов стали изготавливается тот или иной инструмент.
Так, напильники могут быть изготовлены как из инструментальной углеродистой стали (У10, У11, У12, У13), так и из легированной (ШХ6, ШХ9, ШХ15). Об этом можно узнать из перечня инструментов, приведенного ниже.
Напильники, представленные в ассортименте КовкаПРО, изготовлены из высоколегированной стали твердостью 64-66HRC
Из какой стали делают напильники
Шлифовка изделий из металла не всегда производится с помощью электрических инструментов. Часто для такой работы мастерами используются различные виды напильников.
Они, по сравнению с электрооборудованием, намного безопаснее. Работнику остается из большого разнообразия инструментов подобрать соответствующий обрабатываемому материалу.
С этим справиться нетрудно, если знать тонкости работы, все виды напильников и их назначение.
Виды и характеристики напильников по металлу

Ручных инструментов для обработки металлических деталей огромное множество. С их помощью можно проводить работы без подключения к сети, доставать до труднодоступных мест. Чтобы зачищать металлические поверхности, используется напильник по металлу.
Работа напильником по металлу
Что такое напильник и для чего предназначен?
Напильник — это универсальный инструмент, который применяют для обработки металлических поверхностей. Конструкция представляет собой брусок, изготовленный из стали особой марки, на котором присутствует множество насечек. На конце рабочей части присутствует хвостовик, с помощью которого она соединяется с деревянной или пластиковой ручкой.
Назначение приспособления:
- стачивание граней заготовки, чтобы довести её до требуемых размеров;
- очистка поверхностей от ржавчины, декоративных покрытий, грязи;
- заточка режущих частей оборудования, оснастки;
- шлифовка деталей.
Принцип работы приспособления для шлифовки металла прост. Мастер передаёт усилие на рабочую часть инструмента. Зубья, расположенные на бруске из металла, цепляются за обрабатываемую поверхность, счищая с неё слой материала.
Напильники изготавливаются согласно ГОСТ 1465–59. Государственными стандартами устанавливается ряд сталей, которые могут использоваться при создании инструмента. К ним относятся ШХ15, 13Х, У10А, У13А.
Технические характеристики инструмента
При выборе напильника необходимо учитывать несколько критериев:
- Размеры инструмента.
- Материал ручки. Удобство её удержания в ладони.
- Сталь, используемую при изготовлении рабочей части.
- Вид насечек, их расположение.
От этих показателей будет зависеть долговечность, эффективность, комфорт при работе.
Классификация напильников
Существуют разные типы напильников. Эти приспособления разделяются по нескольким факторам:
- виду насечек;
- форме приспособления для работы с заготовками;
- предназначению.
О каждой из представленных групп следует поговорить более подробно.
Типы напильников по металлу
Особенности
В понимании людей, не связанных с металлообработкой, приспособление, предназначенное для шлифовки металлических заготовок — это инструмент, состоящий из рабочей прямоугольной части, которая соединена с ручкой. На прямоугольнике из металла находятся зазубрины. Они снимают часть металла при передаче усилий. Однако бывают разные формы рабочей части.
Напильник не может изготавливаться из мягких материалов. Сталь, используемая для них, должна быть тверже обрабатываемых поверхностей.
Виды насечек
Насечки напильника играют прямую роль при работе с разными материалами. Чтобы нанести их на рабочую поверхность инструмента, применяется несколько технологических операций — точение, фрезерование, насекание, протягивание, нарезание.
Разновидности насечек напильника:
- Одинарные — предназначены для работы с мягкими материалами: сплавами цветных металлов, деревом пластиком.
- Двойные — представляют собой дополнительную и основную насечки. Дополнительная прилегает к основной под углом. Такая конструкция позволяет работать с твердыми материалами. Связано это с тем, что две насечки снимают слой материала при этом измельчая появляющуюся стружку.
Инструменты классифицируются по размеру зубьев. Это показатель зависит от того, сколько насечек присутствует на рабочей части. Чем их меньше, тем больше изготавливается зуб. Существует 5 номеров размеров зубьев:
- Номера 0, 1 — применяются для грубой обработки металлических поверхностей. Зубья самые большие, позволяют быстро снимать много материала за малый промежуток времени. Недостаток таких приспособлений — низкая точность обработки.
- Размеры 2,3 — используются, когда нужно очистить слой до 0.06 мм.
- Размеры 4, 5 — применяются для финишной обработки деталей. Снимают малый слой материла, что позволяет проводить точные операции, доводить заготовку до требуемых габаритов.
Желательно иметь все номера, чтобы постепенно обрабатывать рабочую поверхность.
Типы напильников
По предназначению выделяются такие виды напильников:
- Ручной инструмент общего назначения. Используются при проведении слесарных работ. Насечка двойного вида. Размер зубьев выбирается зависимо от требуемого качества обработки.
- Приспособления специального назначения. Применяются на заводах, занимающихся металлообработкой. С их помощью исправляются дефекты, остающиеся после обработки заготовок станками. Выдерживают длительную активную эксплуатацию.
- Надфили — самая распространённая группа, которая состоит из 11 подгрупп моделей разной формы. Имеют насечки пятого номера, малый размер. Надфили используются для точной обработки деталей.
- Рашпили — модели большой длины, с крупными зубьями. Используются при грубой обработке металла.
Выбирать приспособление требуется исходя из его размера, формы, величины зубьев.
Форма напильников
Напильники по металлу классифицируются зависимо от формы. Существуют следующие виды инструментов:
- Плоские — классическая форма приспособлений для обработки металлических поверхностей.
- Трехгранные — с их помощью растачиваются пазы, канавки, отверстия.
- Квадратные — используются при работе с отверстиями сложной формы.
- Полукруглые инструменты — их помощью растачивают отверстия большого диаметра.
- Круглые — используются для расточки овальных круглых отверстий разного диаметра.
- Ромбовидные — обрабатывают зубья деталей, шестерни, оснастку.
Формы напильников
Как выбрать инструмент?
Чтобы не ошибиться с выбором, нужно учитывать ряд факторов:
- Сталь, из которой изготавливается рабочая часть. Есть приспособления с алмазным покрытием. С их помощью можно шлифовать твердые сплавы, легированные стали.
- Длину, ширину. Выбираются зависимо от того, какие заготовки нужно обрабатывать.
- Размер зубьев выбирается зависимо от требуемого типа обработки. Модель с крупными зубьями подойдёт для грубой работы, при которой не нужна точность.
- Форму нужно выбирать зависимо от вида деталей, проводимых операций.
Специалисты по металлообработке рекомендуют покупать продукцию российских компаний. Она стоит дешевле импортной, но превосходит её по качеству.
Применение напильников
Разные формы нужно использовать для определённых деталей. Классическая плоская модель применяется, когда нужно отшлифовать ровные поверхности. Трёхгранным обрабатывают пазы, канавки. Работы выполняются под углом. Квадратным — отверстия разной формы. Полукруглыми стачивают бугры, ровняют выемки.
Напильники по металлу считаются универсальным инструментом, которые используется для обработки деталей разной формы. Разнообразие форм, размеров приспособлений, величины зубьев позволяет расширить их область применения.
Поддержите канал, просто читайте наши статьи, а мы будем размещать для Вас полезную информацию о металлах! Так же заходите на наш сайт, там Вы найдете множество информации о металлах, сплава и их обработке.
Сферы применения инструментальных сталей
Инструментальная сталь представляет собой сплав, содержание углерода в котором составляет не менее 0,7%. Ее структура при этом может быть доэвтектоидной, ледебуритной или заэвтектоидной.
Инструментальные стали с различной структурой отличаются наличием вторичных карбидов. В сплавах с доэвтектоидной структурой вторичных карбидов нет.
Между тем, в каждой из таких структур карбиды в обязательном порядке присутствуют: они образуются при эвтектоидных модификациях либо являются результатом распада мартенсита.
Схема-классификация инструментальных материаловВ современной промышленности инструментальные стали нашли широкое применение. Их используют для производства:
- рабочих деталей штампов, работающих по принципу холодного и горячего деформирования;
- высокоточных изделий;
- режущего инструмента;
- измерительных приборов;
- литейных прессформ, которые работают под давлением.
В зависимости от области применения инструментальных сталей к ним предъявляются определенные требования. Однако существуют общие для всех марок критерии соответствия:
- достаточный уровень вязкости (особенно актуальна эта характеристика для деталей, подвергающихся в ходе эксплуатации ударам);
- высокая прочность;
- износостойкость;
- высокий уровень твердости.
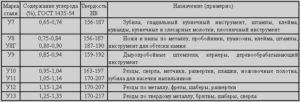
Варианты применения инструментальных сталей (на примере углеродистой)
| Углеродистая инструментальная | У7У7А | Молотки, керны, отвертки, зубила, кузнечный инструмент, косы |
| Углеродистая инструментальная | У8У8А | Ножницы, ножи рубильных машин, ручной столярный инструмент, рамные пилы |
| Углеродистая инструментальная, высокой твердости | У10У10А | Сверла, фрезы малого диаметра, ленточные пилы, развертки |
| Углеродистая инструментальная, повышенной твердости | У12У13 | Токарные резцы по дереву, ножовочные полотна по металлу, надфили, напильники, граверный инструмент |
Марки сплавов, предназначенных для применения в условиях холодной деформации, должны ко всему прочему обладать гладкой рабочей частью, способностью сохранять размеры и форму, а также отличаться пределом текучести и упругости. А инструментальная сталь, пригодная для работы в условиях горячей деформации, должна обладать высокой теплопроводностью, противостоять отпуску и быть устойчивой к температурным колебаниям. Особым требованиям должны соответствовать и марки сталей, используемых для производства режущего инструмента.
Требования к инструментальным сталям
Ко всем углеродистым инструментальным сталям предъявляются такие требования, как:
- хорошая обрабатываемость методом резки металла;
- низкая чувствительность к перегреву;
- низкая восприимчивость к процессам прилипания и приваривания к обрабатываемым деталям;
- хорошая шлифуемость;
- восприимчивость к прокаливанию;
- пластичность в горячем состоянии;
- способность противостоять обезуглероживанию;
- устойчивость к образованию трещин.
Виды инструментальных сталей
Все марки сталей для производства инструментов подразделяют на 5 основных групп.
Теплостойкие и вязкие
Как правило, это за- и доэвтектоидные стали, которые содержат в своем составе молибден, вольфрам и хром. углерода в таких легированных инструментальных сталях соответствует средним и низким значениям.
Высокотвердые и вязкие, нетеплостойкие
Такие сплавы отличает низкое содержание легированных элементов и среднее — углерода. Они также характеризуются невысокой прокаливаемостью.
Высокотвердые, теплостойкие и износостойкие
К таким маркам относятся быстрорежущие легированные стали (содержание легирующих элементов в них очень велико), а также сплавы с ледебуритной структурой, содержащие в своем составе более 3% углерода.
Износостойкие, высокотвердые и средней теплостойкости
Это стали с заэвтектоидной и ледебуритной структурой, в состав которых входит 2-3% углерода и от 5 до 12% хрома.
Высокотвердые и нетеплостойкие
Состав таких инструментальных сталей с заэвтектоидной структурой либо вообще не содержит легированных элементов, либо содержит их в незначительных количествах. Уровень твердости таких сплавов обеспечивается большим количеством углерода в их составе.
Классификация инструментальной стали в виде схемы
Важным параметром инструментальных сталей является уровень их твердости. Как правило, высокотвердые стали нежелательно применять для производства инструмента, который в процессе эксплуатации подвергается ударным нагрузкам. Объясняется это тем, что такие сплавы обладают невысокой вязкостью и значительной хрупкостью, что может привести к поломке инструмента, который из них изготовлен.
По уровню твердости можно выделить две категории инструментальных сталей:
- с высоким уровнем вязкости (содержание углерода в пределах 0,4-0,7%);
- с высокой износостойкостью и твердостью (углерода в них содержится больше: 0,7-1,5%).
Деталь гидромолота из высокотвердой стали
Классифицируют марки сталей и по степени их прокаливаемости. По данному критерию различают легированные стали с повышенной (возможный диаметр прокаливания 80-100 мм), высокой (50-80 мм) и низкой (10-25 мм) прокаливаемостью.
О маркировке инструментальных сталей
Для определения вида инструментальной стали требуется знание маркировки, которая включает в себя как буквенные, так и цифровые обозначения. Разобраться в этом несложно. Очень часто в маркировке сплавов встречается буква «У».
Она означает, что перед вами углеродистая сталь. Цифры, идущие следом за такой буквой, говорят о содержании углерода в сплаве, исчисляемом в десятых долях процента.
Встречается в маркировке углеродистых инструментальных сталей и буква «А», указывающая на то, что сплав относится к высококачественным.
Маркировка инструментальной стали (на примере углеродистой) с указанием содержания дополнительных элементовБольшую категорию инструментальных сталей составляют быстрорежущие сплавы, которые обозначаются буквой «Р». После этой буквы следуют цифры, по которым можно определить содержание основного легирующего элемента для сталей данной категории — вольфрама.
остальных элементов в составе быстрорежущих легированных сталей (молибдена, ванадия и кобальта) определяется по цифрам, следующим за соответствующими буквами в их маркировке — «М», «Ф» и «К». В состав быстрорежущих сплавов в обязательном порядке входит и хром, но его количество определяют по умолчанию — не более 4%.
Очень часто маркировка инструментальных сталей начинается с цифры (к примеру, 9ХС, 9Х, 6ХГВ), которая указывает на содержание (в десятых долях) в их составе углерода, если оно не превышает 1%.
В том случае, если углерода в составе сплава содержится около 1%, то цифра в начале их маркировки не ставится вообще.
На содержание остальных элементов (в целых долях) указывают цифры, которые стоят в маркировке за буквами, обозначающими соответствующий легирующий элемент.
Закалка и отпуск углеродистых инструментальных сталей
В ГОСТе 1435 оговаривается как состав углеродистых сталей, так и их основные характеристики. углерода в таких сплавах (что можно определить по их марке) составляет от 0,65 до 1,35%.
Для того чтобы получить оптимальную структуру и требуемую твердость, перед началом производства инструмента эти сплавы подвергают отжигу. При этом для инструментальных сталей с заэфтектоидной структурой выполняется отжиг сферодизирующего типа.
Проводимая по такой технологии термообработка приводит к появлению цементита зернистой формы. А получить зерна требуемого размера позволяет скорость охлаждения, которую можно легко регулировать.
Производственный процесс закалки стали