Мелкосерийное производство сколько штук
Типы организации производства
Любое, даже самое маленькое предприятие, характеризуется множеством экономических параметров. В их число входят такие понятия как – себестоимость, производительность и многие другие. Одним из ключевых параметров, бесспорно, является тип производства – единичное, серийное или массовое.
Этот параметр важен на стадии разработки бизнес-плана. Как минимум его применяют при выборе необходимого оборудования. К примеру, для изготовления крепежа можно использовать серийно выпускаемое универсальное токарно-фрезерное оборудование, а можно и высадочные станки. Разница заключается в его производительности. То есть, в количестве изготовленной за единицу времени продукцией.
Типы производства
Типы производств классификация
Тип производства – это набор технических, организационных и экономических параметров, которые присущи только ему. В этот набор входят такие понятия как – программа выпуска изделий, периодичность рабочего цикла и некоторые другие.
На практике, любая компания, может организовать выпуск изделий в единичном, серийном и массовом порядке:
- Единичный тип– это такая форма, когда продукция выпускается в минимальных количествах (поштучно).
- Серийный тип — это такая форма организации, когда готовые изделия производят в определенном количестве и установленной периодичностью.
- Массовый тип– это такая форма организации работы предприятия, которая подразумевает выпуск определенного ассортимента продукции, которая может быть однородна по предназначению, конструктивным особенностям и технологии изготовления.
Для каждого вида существуют и математические характеристика, которую называют коэффициентом закрепления операций. Это соотношение между количеством технологических переходов на рабочем месте и общего числа рабочих мест на участке
Единичный тип производства
Ключевые особенности единичной формы работы, состоят в том, что план предприятия может состоять из большого ассортимента изделий. Выпуск продукции, как правило, планируют в определенных количествах. Но необходимо понять, что ассортимент выпускаемой продукции не обладает устойчивостью.
В результате этой неустойчивости, ограниченность изготовления продукции, приводят к некоторым ограничениям в использовании всех инженерно технических возможностей.
В результате, вырастает количество оригинальных деталей и уменьшается объем стандартизированных узлов.
Каждая деталь или сборочная, при таком типе режиме организации работы предпрятия, обладает конструктивной уникальностью, решаемым задачам и другим признакам. Процесс выпуска такой продукции имеет прерывистые циклы.Для выпуска детали или сборочной единицы требуется довольно длительное время.
Ко всему прочему для обеспечения работы используют универсальные станки, а процесс сборки производится вручную, персоналом, обладающим универсальными знаниями и навыками.
Единичное производство
Как пример единичной формы выпуска продукции можно рассмотреть изготовление штамповой оснастки или пресс-форм.
Цеха по изготовлению штучных изделий состоят из производственных участков, которые организуют по технологическому принципу.
Этот тип организации работы компании характеризуется:
- Большой трудоемкостью.
- Высокой квалификацией персонала.
- Высокими затратами на материалы.
В себестоимости готовой детали или сборочной единицы значительную долю занимает фонд заработной платы. Она может составлять до 25% и более.
Серийный тип производства
Серийный тип, пожалуй, самый широко применямый. Основная его характеристика, это постоянный выпуск широкого ассортимента продукции. Следует отметить, что ассортимент продукции, выпускаемый в течение года шире, чем выпускаемый каждый месяц.
Пример серийного производства
Продукция, которая выпускается в больших объемах, разрешает проведение унификации технологических операций. Организовать выпуск стандартизированных деталей, которые могут входить и в другие сборочные единицы. Все это приводит к снижению стоимости готовой продукции.
Такой тип изготовления готовых деталей или сборочных узлов характерен для станкостроительной отрасли и пр. Оно организовано так, что на рабочих местах закреплено несколько технологических переходов. Это предоставляет возможность рабочему — освоить инструмент и оснастку, получить необходимые знания и навыки, постоянно совершенствовать технологические операции.
Серийный тип подразумевает периодичность выпуска готовых деталей, а это позволяет снизить затраты на получение готовой продукции.
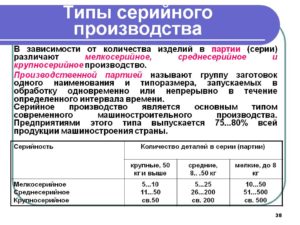
Существуют следующие подвиды серийного производства: мелкое (штучное), серийное, массовое.
Мелкосерийное — это, по сути, это переходный этап от штучного к серийному. Выпуск изделий может, осуществляется небольшими партиями. Кстати, один из конкурентных факторов – возможность предприятия производить уникальную продукцию в небольших партиях по специальным заказам.
Крупносерийное производство
Внедрение компьютерных технологий существенно повышает гибкость работы предприятия. К примеру, стало возможным изготавливать на одной линии несколько изделий с минимальными затратами на переналадку.
Крупносерийное производство – это переходный этап к массовой форме выпуска изделий. Оно характеризуется тем, что изготовление изделий выполняется большими объемами в течение длительного периода времени.
Массовый тип производства
особенность этого способа – это получение однотипных деталей, улов и готовой продукции в больших объемах и в течение значительного отрезка времени.
Другая особенность заключается в том, что на предприятиях, которые заняты массовым выпуском, существенно ограничена номенклатура выпускаемых изделий.
Такой подход обуславливает экономическую эффективность от использования стандартизированных и взаимозаменяемых деталей.
Массовое производство метизной продукции
Единицы продукции такого вида практически не отличаются друг от друга, допускаются некритичные отличия в некоторых характеристиках.Отличительной чертой массового производства является то, оно характеризируется высоким уровнем механизации и автоматизации технологических операций. Такой способ выпуска готовой продукции внедрен на предприятиях, выпускающих автомобили, одежду и пр.
Существенные объемы выпуска деталей и узлов обеспечивают использование различного рода автоматизированного оборудования. Технологические процессы на таком предприятии распределены по рабочим местам. На них выполняется одна или несколько сходных операций с использованием ограниченного количества деталей и узлов.
Проработанный технологический процесс, использование автоматизированного оборудования, оснастки позволяет применять труд квалифицированного персонала.
В качестве примера массового вида можно назвать изготовление электротехнической арматуры (розетки, выключатели) или метизов.
Характеристика типов производства
Тип выпуска продукции влияет на организацию производства, его управление и финансово – экономические показатели, то и в целом эффективность предприятияв целом.
Рост технического оснащения и объемов производства готовых изделий в момент перехода от единичного производства к серийному, и массовому снижает потребность в использовании живого труда.
Соответственно снижается стоимость готовых изделий. Кстати, в качестве примера можно привести заводы Ford. На них в начале ХХ века первые автомобили производили на стапелях.
При внедрении конвейерного производства резко вырос объем готовых изделий, и упала их цена для потребителей.Всеволожский завод Ford Sollers
На основании вышесказанного можно провести некоторые обобщения. К возможностям штучного производства можно отнести то, что номенклатура выпускаемых изделий практически неограниченна, большая часть изделий носит сугубо индивидуальный характер. Для производства штучной продукции применяют универсальное оборудование, например, станки токарно-фрезерной группы.
При разработке рабочей документации, в частности, технологической документации, проектировщики занимаются созданием укрупненного технологического процесса, не какой-то одной детали, а на узел или изделие в целом. Для производства штучных изделий привлекают высококвалифицированный инженерный и рабочий персонал.
Все перечисленные факторы приводят к тому, себестоимость штучных изделий непомерна высока.
Для организации серийного производства изделий привлекают универсальное или специализированное оборудование. Выпуск изделий происходит с определенной периодичностью. Для выполнения работ нет необходимости в привлечении высококлассных специалистов.
Во время организации массового производства используют специализированное оборудование. Для работы на нем достаточно использовать инженерный и рабочий персонал с низкой квалификацией.
Оборудование для массового производства
На самом деле, на предприятии может работать несколько типов производства. Но это может быть объяснено тем, что на предприятии не слишком высокая специализация. Например, в свое время автомобильный завод им.
Лихачева (ЗИЛ), серийно выпускал грузовики, предназначенные для эксплуатации военными, в сельском хозяйстве, строительстве, и множестве других отраслей.
Вместе с тем, на этом предприятии было организовано штучное изготовление автомобилей для перевозки первых лиц государства.
Особенности планирования разных типов выпуска продукции
У каждого из рассмотренных типов производства существует своя система производства.
Существует фиксированная позиционная планировка. Такая система подразумевает то, что сборочная единица находится в неподвижном состоянии, а необходимые ресурсы подаются к месту работы по мере возникновения необходимости.
Такой метод применяют при осуществлении разнообразных проектов. Иногда такой способ называют островным и его иногда применяют при производстве турбин. Такая планировка считается временной и имеет силу на время реализации проекта.
Основная сложность реализации такого метода проектирования заключается в грамотном размещении ресурсов.Фиксированная позиционная планировка
Другой способ планирования – пооперационный функциональный. При таком методе оборудование размещают по видам или по признаку выполняемых работ.
То есть организуют участки для различных видов работ, например, участок для работы с корпусными деталями. Соответственно детали и узлы изделия перемещаются по различным технологическим маршрутам.
Такой тип отличается определенными сложностями с оптимизацией транспортных потоков.
Для массового производства чаще всего применяют линейную или поточную планировку. При такой форме планирования производимые детали проходят через одни и те же операции.
Одной из ключевых характеристик такого производственного процесса является то, все технологические процессы расчленяют на простые операции, которые выполняют на специализированном оборудовании последовательно расположенном.
Комплекс такого оборудования называют поточной линией.
Другими словами, движение деталей и улов будущего изделия осуществляется непрерывно. Планирование этого типа предусматривает то, что у рабочих мест должна быть одинаковая пропускная способность. В противном случае выпуск готовой продукции будет происходить с перебоями.
Планирование работы предприятия осуществляется на определенный период времени. Такой подход обеспечивает гибкость рабочего цикла, позволяет вести учет и контроль над всеми ресурсами (материальными, людскими, финансовыми), задействованными в системе предприятия.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Мелкосерийное производство сколько штук — Справочник металлиста
Произво́дство, в экономическом смысле — процесс создания какого-либо продукта.
Понятие производства характеризует специфически человеческий тип обмена веществами с природой, или, более точно — процесс активного преобразования людьми природных ресурсов в какой-либо продукт[1][2].
Как отмечает Философская энциклопедия, процесс производства всегда носит общественный характер: производство обособленного одиночки вне общества представляет собой, по выражению Маркса, такую же бессмыслицу, как развитие языка без совместно живущих индивидов[3].
Современное общественное производство включает в себя не только материальное производство, но и также нематериальную сферу — производство нематериальных благ и услуг (новые научные открытия, технические изобретения, народное образование, культура, искусство, здравоохранение, бытовое обслуживание, управление, финансирование и кредитование, спорт и др.). Развитие нематериального производства и сферы услуг в решающей степени зависит от производства материальных благ — его технической оснащённости и величины выработки.
Виды производства[ | ]
Виды производства — это категорийность производства продукта или услуги по видам организации структуры производственных факторов в отношении технологической структуры производства или структуры добавочной стоимости.
Основные виды простых производств можно описать как:
- линеарное производство
- расходящееся производство
- сходящееся производство
- смешанное (из простых) производство
к сложным видам производства можно отнести:
- цикличное производство
- смешанное (из простых и сложных) производство
Реальное производство является зачастую смешанным производством, но для оптимизации производства или для расчёта расчётных цен необходимо понимание видов производства (организации структуры производственных факторов).
Виды производства отличны от типов производства.
Типы производства[ | ]
Типы производства — это категорийность производства продукта или услуги по видам организации структуры производственных факторов в отношении количества самого продукта или услуги. В машиностроении определяется в зависимости от коэффициента закрепления операций.
Тип производства определяется согласно ГОСТ 3.1108-74 и характеризуется коэффициентом закрепления операции за одним рабочим местом или единицей оборудования:
K 3.0. = N P m {displaystyle K_{3.0.}={frac {N}{P_{m}}}}
где N — число различных операций, выполняемых в течение календарного времени;
Pm — число рабочих мест, на которых выполняются данные операции.
Таким образом коэффициент закрепления операций:
- больше 40 — определяет единичное производство
- 20…40 — определяет мелкосерийное производство
- 10…20 — определяет среднесерийное производство
- 1…10 — определяет крупносерийное производство
- не больше 1 — определяет массовое производство.
- Единичное или проектное производство, например: производство корабля, (уникального) дома, моста, программного продукта и т. д.
- Серийное производство характеризуется изготовлением ограниченной номенклатуры продукции партиями (сериями), повторяющимися через определенные промежутки времени. В зависимости от размера серии различают мелкосерийное, среднесерийное и крупносерийное производства. Особенности организации серийного производства заключаются в том, что удается специализировать рабочие места для выполнения нескольких подобных технологических операций, наряду с универсальным применять специальное оборудование и технологическую оснастку, широко применять труд рабочих средней квалификации, эффективно использовать оборудование и производственные площади, снизить, по сравнению с единичным производством, расходы на заработную плату. Серийное производство характерно для выпуска продукции установившегося типа, например, металлорежущих станков, насосов, компрессоров и другого широко применяемого оборудования, пачек сока, штанов.
- Массовое производство, например: производство шурупов, проводов, рельсов и т. д.
Учёт типов производства важен в точном калькулировании (расчёте) затрат производства с целью:
Хотя и типы производства в реальности отчасти менее чётко разделены, такое деление позволяет чётче представлять себе производственные процессы предприятий и рассчитывать на них опирающиеся структуры затрат. Структурированные затраты позволяют более точно планировать их развитие для предприятия (бюджетирование), продукта или подразделения.
Типы производства отличны от видов производства.
Категории производства[ | ]
Производство может быть разделено на следующие области (категории):
Некоторые экономисты относят к производству создание только материальных благ, другие — также создание и нематериальных благ. Тогда к производству можно отнести:
Марксистская парадигма[ | ]
Учение о производстве в марксистской экономической теории распадается на следующие части:
- учение о факторах производства — природе, труде и капитале;
- учение об .
Производство является процессом создания материальных благ и услуг, необходимых для существования и развития общества. Созданные в процессе производства блага завершают своё движение в процессе потребления.Потребление является целью производства лишь во внерыночных системах хозяйства.
Серийное производство
amatar83 21 ноября 2015 22:16
Под серийным производством принято подразумевать особую форму организации производства, которая характеризуется выпуском различного рода изделий большими партиями с соблюдением определенных временных периодов выпуска.
Особенности серийного производства
В основе серийного производства лежит выпуск однородной продукции партиями определенного размера. При организации такого производства предприятие строго соблюдает количество выпускаемого товара и ориентируется на сроки, которые указаны в производственном плане.
В настоящее время серийный выпуск продукции получил широкое распространение как среди мелких фирм-производителей, так и среди крупных корпораций.Специфические условия серийного производства способствуют эффективному оборудованию рабочих мест предприятия, каждое из которых приспосабливается под выполнение конкретной технологической операции.
Такой подход позволяет снизить уровень себестоимости выпускаемых товаров за счет уменьшения размеров производственных площадей, более выгодного применения рабочей силы, а также снижения затрат на сырьевые материалы и зарплату сотрудникам.
В качестве продукции серийного производства выступают товары стандартного типа: транспортные средства, оборудование для химической промышленности и металлургии, сельскохозяйственное сырье и т.д.
В целом, можно выделить следующие особенности современного серийного производства:
– выпуск продукции сериями в зависимости от номенклатуры ограниченного типа, связанной с повторяющимися товарами; – высочайшая скорость производства; – типизация процесса узкоспециализированных товаров; – особый подход к организации рабочих мест; – наличие узкоспециализированного оборудования; – привлечение к рабочему процессу сотрудников средней квалификации;
– осуществление механического контроля за качеством выпускаемой продукции.
Виды серийного производства
Современное серийное производство принято разделять на три основных вида:
1. Производство мелкосерийное. Данный вид серийного производства относится к единичному: товар, выпускаемый предприятием, контролируется производственным планом, в котором четко определены размеры серий.
Что же касается регулярности выпуска, то она может как оставаться неизменной, так и меняться в зависимости от тех или иных условий потребительского рынка.
Предприятие при этом непрерывно осваивает новую продукцию, дабы со временем избавиться от необходимости выпускать устаревшие, переставшие быть востребованными, товары.
2. Производство среднесерийное. Предприятие, специализирующееся на данном виде серийного производства, выпускает свою продукцию крупными партиями ограниченной номенклатуры. Выпуск серий осуществляется регулярно и контролируется руководством и экспертами организации.При среднесерийном производстве применяются только определенные виды производственного оборудования, позволяющие качественно организовать параллельно-последовательный вид движения предметов труда.
Предприятия, занимающиеся таким видом деятельности, работают в соответствии со всеми технологическими требованиями серийного производства и имеют предметно-замкнутые участки.
3. Производство крупносерийное. Предприятие, специализирующееся на крупносерийном производстве, занимается выпуском крупных серий продукции.
Производственный процесс выстраивается в рамках определенной программы, в соответствии с которой приоритет выпуска отдается наиболее значимым видам товаров.
Все рабочие места при крупносерийном производстве обязаны быть оборудованы техническими устройствами и приборами, позволяющими сохранять как параллельный, так и параллельно-последовательный виды движений предметов труда.
Преимущества серийного производства
В качестве основных преимуществ серийного производства можно выделить:
– невероятно высокую эффективность применения инновационных технологий и оборудования;– возможность детальной разработки способов экономии на расходных материалах и рабочей силе;
– практически полное отсутствие необходимости перенастройки оборудования с целью начала производства другого вида продукции.
Кроме всего прочего, серийное производство считается отличным решением для тех компаний, которые занимаются оптовыми поставками каких-либо узкоспециализированных товаров и не желают тратить на производство большое количество финансовых средств. Выпуская свою продукцию два или три раза в год, такие предприятия могут удовлетворять потребности рынка, избегая при этом рисков возникновения ситуации избыточного выпуска.
Типы производства: единичное, серийное, массовое
Под типом производства обычно понимают набор его организационных, технических и экономических свойств, которые зависят от ассортимента выпускаемых товаров, масштаба и ритмичности выпуска того или иного наименования. Различают три основных типа производства:
- единичное;
- серийное;
- массовое.
От типа производства напрямую зависят способы управления предприятием, условия труда сотрудников, структура предприятия и используемые технологии.
Решение об организации единичного или штучного производства принимается тогда, когда заказчику необходим товар, обладающий уникальными свойствами. Такие ситуации часто возникают в области научных исследований и при проведении экспериментов. Выполнение индивидуальных заказов типично также для сферы услуг, в образовании, здравоохранении, при проведении ремонтных работ и т. п.
Чтобы понять, с каким типом производства мы имеем дело, нужно обратить внимание на следующие факторы:
- объем выпуска товаров;
- трудоемкость изделия каждого вида;
- ассортимент выпускаемых изделий;
- ритмичность производства, т. е. насколько регулярно выпускаются изделия каждого вида;
- уровень квалификации и вид специализации рабочих;
- время, необходимое для выпуска одного изделия.
Единичное производство
Единичное производство предполагает выпуск одного или нескольких экземпляров продукта, при этом повторного изготовления товара не планируется. Предприятия, для которых единичный тип производства является основным, выпускают обычно множество разнообразной продукции, и ее ассортимент может постоянно меняться.
Себестоимость таких товаров высока по сравнению с серийным или массовым производством. Это обусловлено повышенным расходом материалов, невозможностью применять стандартные инженерные решения и необходимостью привлекать высококвалифицированных рабочих, способных выполнять несколько различных операций.
Единичное производство трудоемко, и время изготовления каждого изделия может быть длительным.
Серийное производство
В промышленности предпочтение чаще всего отдается серийному производству. Этот тип выпуска продукции применяется как крупными корпорациями, так и маленькими фирмами и мастерскими.
По сравнению со штучным производством серийное обеспечивает более высокие технико-экономические показатели.
В то же время оно является более гибким и лучше учитывает запросы индивидуального потребителя, чем массовое.
В зависимости от размера партии выделяют три подтипа: мелкосерийное, среднесерийное и крупносерийное производство. Мелкосерийное по своим свойствам приближается к единичному производству, а крупносерийное – к массовому.
особенность серийного производства – это выпуск изделий партиями в соответствии с графиком.
Серийный выпуск товара позволяет стандартизировать технологические процессы, использовать узкоспециализированное оборудование и работников средней квалификации.Все это сокращает время на изготовление товара и уменьшает его стоимость. При этом становится значительно проще контролировать как рабочий процесс, так и качество выпускаемого товара.
Массовое производство
Массовый тип организации производства максимально полезен там, где требуется выпуск больших объемов однотипной продукции в течение длительного времени. В основном это крупные заводы и корпорации, выпускающие станки, оборудование, автомобили, сельскохозяйственную технику, товары массового потребления и др.
Все технологические процессы на таких предприятиях жестко регламентированы, что вызывает многочисленные трудности и затраты при необходимости перестройки или внесения изменений. Поэтому детально отлаженные технологические алгоритмы рассчитаны на годы. Ассортимент выпускаемой продукции не отличается разнообразием, однако стоимость таких товаров невысока.
При организации массового производства появляется возможность автоматизировать большинство операций, использовать новейшее высокопроизводительное оборудование и унифицированные детали.
Участие человека в таком производстве ограничивается рабочими-наладчиками, квалификация которых должна соответствовать сложности используемой техники, и операторами, выполняющими одну-две несложных манипуляции.
Время на изготовление одного изделия в таком цехе может исчисляться минутами.
Контроль качества при массовом производстве также осуществляется автоматически.
Массовый тип производства экономически является наиболее выгодным, но имеет серьезные недостатки. Это, прежде всего, жесткость и «неповоротливость» системы, тяжелый монотонный труд рабочих-операторов, лишенный индивидуальности «безликий» товар.
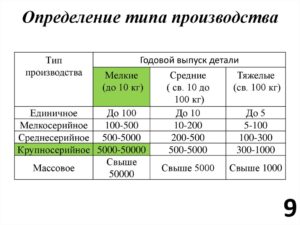
1.2 Определение типа производства
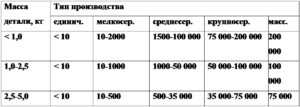
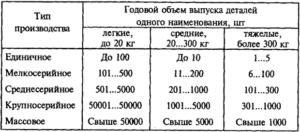
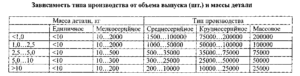
Ориентировочнотип производства можно определить взависимости от объема выпуска и массыизготавливаемых изделий по даннымприведенным в таблице 3.
Таблица 3 –Определение типа производства.
| Производство | Число обрабатываемых деталей | ||
| Тяжелых (m>100кг) | Средних(m от 10 до 100кг) | Легких(m до 10кг) | |
| Единичное | До 5 | До 10 | До 100 |
| Мелкосерийное | 5-100 | 10-200 | 100-500 |
| Среднесерийное | 100-300 | 200-500 | 500-5000 |
| Крупносерийное | 300-1000 | 500-5000 | 5000-50000 |
| Массовое | >1000 | >5000 | >50000 |
1.2.1 Исходные данные:
— масса детали1,345кг.
— годовая программавыпуска деталей 2000 шт.
1.2.2 Устанавливаетсяпредварительный тип производства.
Таккак годовая программа выпуска деталейсоставляет 2000 штук, а масса детали1,345кг, трудоемкость малая, следовательно,тип производства в соответствии стаблица 3 выбираем среднесерийный.
Краткая характеристикасреднесерийного производства.
Среднесерийноепроизводство характеризуется ограниченнойноменклатурой изделий, изготовляемыхпериодически повторяющимися партиями,и сравнительно большим объемом выпуска,в сравнении с единичным производством.
Всреднесерийном типе производстваиспользуется универсальное,Специализированное и частично специальноеоборудование. Широко используютсястанки с ЧПУ, обрабатывающие центры инаходят применение гибкие автоматизированныесистемы станков с ЧПУ.
Технологическаяоснастка в основном универсальная.Большое распространение имеетуниверсально-сборная, переналаживаемаяи специальная технологическая оснастка,позволяющая существенно повыситькоэффициент оснащенности серийногопроизводства.
В качестве исходнойзаготовки используется горячий ихолодный прокат, литье в землю и поддавлением, точное литье, поковки и точныештамповки и прессовки.
Требуемаяточность достигается как методамиавтоматического получения размеров,так и методами пробных ходов и промеровс частичным применением разметки.
Средняяквалификация рабочих выше, чем в массовомпроизводстве, но ниже чем в единичном.Всреднесерийном производстве технологическийпроцесс изготовления изделиядифференцирован, то есть расчленен наотдельные самостоятельные операции,выполняемые на определенных станках.
1.2.3Размер производственной партииопределяется по формуле:
,шт.
гдеNr — объем выпускадеталей за год, шт.; Nr=2000 шт.;
t– число дней, на которое нужно иметьзапас деталей на складе. Для мелкихдеталей t=10-30 дней, принимается t=15дн.
Фрд– количество рабочих дней в году, Фрд=248 дней при двух днях отдыха в неделю ипродолжительности рабочей смены 8ч.
шт.
ПринимаетсяnД=120шт.
2.1 Выбор вида и метода получения заготовки
Методполучения заготовки для деталей машинопределяется назначением и конструкциейдетали, материалом, техническимитребованиями, масштабом и рост производствабез существенного увеличения оборудованияи оснастки.
Следуетстремиться использовать исходнуюзаготовку, которая по форме и размерамнаиболее близко соответствовала быформе и размерам готовой детали.
Учитываясвойства материала детали, ее массу,форму и размеры, тип производства, вкачестве исходной заготовки выбираетсяпоковка стальная штампованная.
Заготовкуможно получить следующими методамиштамповки:
— на молоте;
-на кривошипном горячештамповочномпрессе (КГШП).
Дляправильного выбора метода получениязаготовки необходимо произвестисравнительную характеристику получениязаготовки, которая приведена в таблице4.
Таблица4 – Сравнительная характеристика методовполучения заготовки.
| Показатели | Штамповка на молоте | Штамповка на КГШП |
| 1 | 2 | 3 |
| Экономичность | Дешевый, более универсальный и простой в эксплуатации способ | Дороже штамповки на молоте |
| Конфигурация заготовки | Несложная: без больших выступов, узких ребер и острых углов, затрудняющих течение металла | Поковки любой конфигурации. |
| Масса получаемой поковки | Не более 50кг. | До 100 кг |
| Припуски на обработку, допуски, напуски | Большие | Меньше, размеры заготовки приближены к размерам готовой детали |
| Штамповочные уклоны | Внешние до 7˚Внутренние до 10˚ | Внешние 3…5˚Внутренние 7˚ |
| Конструкция штампа | Интенсивный износ, появление трещин, которые могут привести к поломке штампа, а так как они цельные, то их стоимость возрастает | Большая опорная площадь и отсутствие нагрузок позволяют изготавливать штампы с отдельными вставками из штамповой стали для каждого ручья, что облегчает изготовление и ремонт штампов и удешевляет их стоимость. |
| Условия работы | Удары и вибрации, которые отрицательно влияют на работу металлорежущего оборудования и на близко расположенные здания, а также на здоровье окружающего персонала. | Отсутствие ударов при работе, более безопасные условия труда. |
Исходяиз габаритных размеров и конструкциидетали , можно сделать вывод, что дляданной детали «Полумуфта» в качествезаготовки наиболее рационально применитьпоковку, т.е. заготовку получаемую путемштамповки на горизонтально-ковочноймашине, так как по сравнению с остальнымиметодами штамповки она имеет следующиепреимущества:
-отсутствиештамповочных уклонов, исключениесоставляют внутренние полости поковок,образуемые пуансонами с небольшимиуклонами и при наличии буртов;
-осуществляется штамповка без обломов,что исключает применение обрезныхштамповочных прессов;
-получение хорошей макроструктуры снаправлением волокон, наиболееблагоприятно ориентированных относительнодействующих усилий при работе деталии отсутствие перерезывания волокон;
-получение внутренних отверстий диаметромменее 30 мм, что снижает расход металлаи трудоемкость изготовления детали;
-большая производительность труда засчет машинного времени и сокращениявспомогательных операций;
-экономия металла, за счет уменьшенияприпусков, допусков, напусков;
— снижение расходаэлектроэнергии на работу пресса;
— уменьшениетрудоемкости механической обработкипоковок за счет уменьшения припусков,допусков, напусков;
— лучшие и болеебезопасные условия труда.
Единичное и мелкосерийное производство: позаказный метод работы

Особенности организации производства при позаказной системе:
- управление заказами начинают с конструкторско-технологической подготовки производства и завершают передачей изделия заказчику;
- производственную программу внутри планового периода распределяют в соответствии с портфелем заказов, очередностью их поступления, сроками окончания, загрузкой производства. Главный отрезок времени для организации работ — месяц;
- при разработке оперативных планов, принятии организационных решений и выдаче сменных заданий нет точных сведений о продолжительности технологической подготовки производства, нормативов трудоемкости и расхода материалов;
- отсутствие стабильных календарно-плановых нормативов на длительный период из-за неповторяемости заказов;
- закрепление номенклатуры за производственными цехами переменное и зависит от загрузки оборудования, портфеля заказов;
- сложно обеспечить выполнение всех заказов в срок при постоянной полной загрузке оборудования, площадей и рабочих;
- учетной единицей выступают заказ, комплект деталей на заказ, узловой комплект.
На организацию производства влияют следующие факторы:
1) место данного цеха в производственном процессе. Чем ближе цех к выпуску готовой продукции, тем более точными должны быть календарное планирование и диспетчерский контроль. Управление заказами имеет наиболее строгие формы в сборочных цехах, менее жесткие — в заготовительных;
2) длительность производственного цикла в данном цехе.
Организация производства деталей и узлов с длительными циклами намного сложнее, чем с коротким циклом, поэтому даже в единичном производстве ведущие детали планируют по графику.
В цехах с малооперационными процессами применяют простое оперативное распределение производственного задания по рабочим местам. Это характерно для металлозаготовительных, термообрабатывающих, литейных и штамповочных цехов;
3) технологические особенности организации производства. Так, в штамповочных цехах фактический размер партий запуска деталей зависит от стойкости штампов.В литейных цехах планируют только ведущую операцию — формовку, остальные операции распределяют с ориентировкой на план формовки.
Для сборочных цехов типичны сложности в оперативной подготовке производства — в связи с комплектованием деталей, своевременной поставкой покупных комплектующих, которые нужны для монтажа и сборки.
Чтобы организовать своевременное выполнение заказов, нужна следующая техническая документация:
- техническая спецификация — содержит полный перечень всех сборочных единиц и деталей, включая стандартный крепеж и покупные изделия. На основе спецификации разрабатывают номенклатуры плановых заданий цехам на изготовление деталей и заявки в отдел материально-технического снабжения (ОМТС) на покупные комплектующие;
- маршрутные технологические карты на каждую деталь и сборочную единицу — содержат норму расхода материалов, пооперационный технологический маршрут, нормы трудоемкости;
- спецификации технологического оснащения, ведомости оснастки — используют для технологической подготовки производства.
Весь учетный персонал по сопровождению заказов должен уметь ориентироваться в конструкторско-технологической документации. Это позволит оперативно затребовать технический документ в ОГТ (отдел главного технолога) или ОГК (отдел главного конструктора), если возникнет та или иная производственная задача. Например, узнать длину конвейерной ленты, которую необходимо заказать поставщику.
Особенности организации работы с материальными ценностями:
- склад работает не на основе производственного плана, а по заявкам-требованиям на закупку материалов по отдельным заказам;
- контролируют и поддерживают минимальные запасы по часто используемым материалам. Как правило, это металл ходового сортамента и типоразмера;
- при открытии нового заказа резервируют материал из складских остатков;
- при отсутствии материала или его нехватке формируют заявки-требования на закупку;
- при поставке материалов на склад их резервируют под действующие заказы или в качестве складского запаса для будущих заказов;
- при передаче материальных ценностей со склада в производство их списывают на конкретный заказ. Оптимально применять лимитно-заборные карты, формируемые на основе спецификаций.
Этапы организации единичного и мелкосерийного производства
Рассмотрим подробно этапы организации позаказного производства.
Этап 1. Открытие заказа.
При изготовлении на заказ объем производства планируют исходя из заключенных договоров. Индивидуальные характеристики продукции, основание для работ, сроки и иные параметры устанавливают в Карте заказа.
Карта заказа отражает условия договора между заказчиком и заводом. Важная часть работы с заказчиками — это оплата, которая может быть разделена на несколько частей по условиям договора. Все платежи контролируют. Для этого в Карту заказа внесен блок «Контрольное событие для запуска в производство и график оплаты».
Себестоимость в единичном и мелкосерийном производстве высокая. Чтобы обеспечить конкурентные цены, нужно знать себестоимость каждого заказа и структуру затрат.
Точная калькуляция себестоимости возможна после обработки конструкторской документации, создания технологической карты, уточнения норм и цен на материалы, в отдельных случаях — по факту изготовления заказа.
Такой расчет не может быть получен быстро, поскольку требуется время на работу технологов, ОМТС, экономиста.
Для оперативной калькуляции стоимости заказа перед подписанием договора с заказчиком применяют оценочные алгоритмы, которые позволяют рассчитать плановую стоимость заказа. В блоке «Калькуляция стоимости заказа» Карты заказа указывают предварительную (плановую) и фактическую стоимость, анализируют отклонения.
Чтобы эффективно управлять производством, нужен оперативный учет и анализ всех затрат с детализаций по заказам. Документальное сопровождение заказа требует создания на предприятии специализированной службы. Работу с заказами поручают планово-экономическому отделу (ПЭО), производственно-диспетчерскому отделу (ПДО), бюро подготовки производства (БПП).
Этап 2. Регистрация заказов в Журнале, формирование и ведение портфеля заказов.
Повторяемость заказов в общем объеме незначительная, что приводит к росту номенклатуры изделий. Чтобы организовать эффективное позаказное производство, обеспечивают работу с большим объемом номенклатуры одновременно изготавливаемых изделий.
Сотрудники ПЭО после надлежащего оформления Карт заказа регистрируют заказ в Журнале регистрации заказов (табл. 1) и сообщают об открытии заказа в бухгалтерию, технические службы и производственные подразделения компании.В Журнале регистрации заказов по каждому заказу отражают следующую информацию:
- номер, наименование, обозначение заказа;
- количество изделий;
- плановые сроки выполнения проектно-конструкторских работ, разработки технологического маршрута, ведомостей покупных изделий;
- граничные сроки получения заготовок и комплектующих, запуска в производство; изготовления и испытания заказа, передачи его заказчику;
- аналогично — даты фактического окончания каждого этапа;
- дата оплаты аванса, окончательного расчета;
- характер заказа — металлоконструкция, оборудование, запчасти, контрактное производство из материала заказчика и т. д.;
- ответственный руководитель/исполнитель;
- признак аннулированного или приостановленного заказа.
В отдельных случаях Журнал упрощают (например, когда машзавод выпускает запчасти и узлы к оборудованию собственного производства по уже действующим чертежам).
В Журнале можно проследить регистрацию заказа № 3014 «Шестерня», карта которого рассматривалась выше.
Ответственное ведение Журнала регистрации заказов — важная часть работы по управлению портфелем заказов.
Е. С. Панченко, бизнес-консультант