Настройка ленточной пилы по дереву
Полезные советы / Как правильно работать на ленточных пилорамах
Станок ленточнопильный горизонтальный применяется для пиления древесины любой твердости на доски, брус, рейку. Пиление происходит перемещением пильной рамы с режущим инструментом (ленточной пилой) по неподвижным рельсовым направляющим ленточной пилорамы.
Применение ленточной пилорамы позволяет:
- производить доски с высоким качеством поверхности из материала
- получить доску с точностью 2 мм. при длине 6 м.;
- ленточная пилорама позволяет уменьшить отходы в 2-3 раза,
- уменьшить энергозатраты;
- быстро настраивать размер пиления,
- Ленточная пилорама способна распиливать короткие заготовки (от 1,0 метра) и получать изделия толщиной до 2 миллиметров.
- ленточная пилорама работает в условиях УХЛ 4 (ГОСТ 15150-69). Ленточная пилорама оборудована подъемником пильного узла электромеханического типа.
2. «Ленточные пилорамы» — работа и устройство:
2.1 Основные узлы и детали ленточной пилорамы:
- Станина, которая перемещается по рельсовым направляющим в горизонтальном направлении;
- Рама пильная;
- Поднимающий пильную раму механизм;
- Шкаф электрический;
- Зажим бревна;
- Подвижный ползун ведомого шкива;
- Шкив ведущий;
- Шкив ведомый;
- Клиноременная передача;
- Рельсовые направляющие ленточной пилорамы;
- Натягивающий ленточную пилу механизм;
- Установочный разъем ленточной пилы;
- Кожух шкивов ленточной пилорамы
- Бачок для СОЖ
- Направляющая пилы неподвижная
- Направляющая пилы подвижная
Станина ленточной пилорамы имеет П — образную форму и подошвы с роликами перемещения пильной рамы по рельсам и войлочные щетки, которые очищают направляюще от опилок. Подъем пильной рамы осуществляется двумя ползунами, расположенных на стойках станины. Перемещение осуществляет двусторонняя, синхронно связанная цепная передача, приводимая в движение электрическим мотором, через редуктор.
Рама выполнена двух швеллеров, которые расположены параллельно и соединены между собой. На одном торце рамы неподвижно закреплен ведущий пильный шкив, на другой ведомый, имеющий возможность продольного перемещения. Пила ленточной пилорамы натягивается пружинно-винтовым механизмом, пружина демпфирует тепловое расширение пильной ленты.
При изготовлении ленточной пилорамы тарируется натяжение для пилы шириной 35 сантиметров. Риски на корпусе натяжителя и шайбе равны усилию натяжения 525 килограмм. В передней балке ленточной пилорамы и на ползуне ведомого шкива расположены два замка для съема и установки пильной ленты.
На кронштейнах расположенных в середине рамы установлены две направляющие ленточной пилы (подвижная и неподвижная), которые оснащены опорными роликами и системой регулировки и планкой. Крутящий момент передается от двигателя пилорамы на ведущий шкив — клиноременной передачей. Бачек для СОЖ закреплен сверху на защите пильных шкивов.Подача жидкости регулируется кранами, расположенными на бачке. Пульт управления ленточной пилорамой расположен на верхней перемычке станка.
Направляющие разборные из 3-х секций, что удобно при транспортировке. Снизу расположены опорные пластины, в которые ввинчены анкерные болты. Сверху направляющих ленточной пилорамы опоры бревна. Бревно на рельсовых направляющих фиксируется четырьмя винтовыми зажимами и упором, который обеспечивает 90 градусов.
3. РЕГУЛИРОВАНИЕ ПИЛЬНЫХ ШКИВОВ
3.1. В станке предусмотрена регулировка положения обоих шкивов по отношению друг к другу в горизонтальной и вертикальной плоскостях. Необходимо добиться, чтобы ленточная пила при натяжении 6-8 кг/мм кв. в сечении на одну ветвь не сходила с ободов пильных шкивов.
3.2. В первую очередь производится регулировка шкивов в вертикальной плоскости, выставляя их под прямым углом по отношению к пильной раме. Для этого на ползуне ведомого шкива снизу к его оси ввинчен болт Ml0, а на ведущем шкиву регулировка осуществляется за счет установки проставных шайб или пластин. Данная операция .производится предприятием-изготовителем.
3.3 Для регулирования положения пильных шкивов горизонтальной плоскости в торцах рамы со стороны ведущего шкива ввинчены два болта Ml2, а к оси ведомого шкива — один.
Производить регулировку шкивов ленточной пилорамы необходимо в следующей последовательности:
3.3.1 Выключить автомат подачи электропитания на пульте управления.
3.3.2 Открыть защитные кожухи пильных шкивов.
3.3.3 Установить ленточную пилу на шкивах таким образом, чтобы она выступала за края шкивов на величину высоты зуба плюс 2-5 мм.
3.3.4 Закрыть подвижные разъемы (замки).
3.3.5 Натянуть ленточную пилу, повернув гайку механизма натяжения на величину оптимальную для данного типа ленточных пил (из расчета 6-8 кг/мм кв.).
3.3.6. Вращая рукой за ведомый шкив по ходу пиления (против часовой стрелки) необходимо смотреть какое положение займет ленточная пила на шкивах. Если лента сбегает наружу на равную величину с обоих шкивов, то не ослабляя натяжения пилы отпустите стопорную гайку Ml6, крепящую ось ведомого шкива к пильной раме (ползуну пильной рамы).
3.3.7 Затем отпустите контргайку М12 и вверните болт Ml2 на малую величину, после чего затяните контргайку М12 и стопорную гайку М16.
3.3.8 Повторите пункт 3.3.6 и при сбеге ленты повторите регулировку до получения правильного результата.3.3.9 Если лента сбегает внутрь на ровную величину, то необходимо ослабить натяжение ленточной пилы.
3.3.10. Отпустить стопорную гайку Ml6, контргайку М12 и вывернуть болт М12 на малую величину, после чего затяните гайки М12 и М16.
Настройка ленточной пилы по дереву
Ленточная пила – режущий инструмент замкнутого типа, использующийся на лесопильном оборудовании.
Безусловными преимуществами этих элементов считаются высокая производительность и минимальное количество отходов производства.
Возможно, что при распиловке обычных досок последний факт не играет существенной роли, но если речь идёт об обработке древесины ценных пород, ширина пропила и качество реза напрямую влияют на экономическую выгоду.
Правильная заточка ленточной пилы по дереву – это гарантия эффективности производства и долговечности инструмента.
Обычно такие услуги оказывают специализированные компании, но если знать порядок действий и тонкости процедуры, заточить затупившуюся пилу можно самостоятельно.
Характерные особенности
Для ленточных пил характерны три отличительные черты.
Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев.
Российские производители обычно используют стали категорий 9ХФ и В2Ф, иностранные компании отдают предпочтение серии С75. В любом случае твёрдость материала должна быть не ниже 45 HRS.
Ширина реза полотна ленточной пилы намного уже, чем у дисковых аналогов. Как упоминалось выше, это является основополагающим фактором при обработке ценных пород дерева и деловой древесины.
Пилы способны без проблем справиться с заготовками любой длины и диаметра. При этом правильно заточенная ленточная пила обеспечивает высокую производительность производства.
Нужно уточнить, что надёжность замкнутых пил объясняется неоднородностью материала, который используется для изготовления полотна.
В частности, тело пильного инструмента обычно выполнено из пружинной стали, обладающей невероятной устойчивостью к растяжению и динамическим нагрузкам.
На изготовление режущей кромки идут сорта стали с высоким содержанием вольфрама и кобальта. Отдельные части полотна свариваются между собой высокочастотными токами.Инструменты, изготовленные по такой технологии, могут использоваться для распиловки металла.
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.
Шаг зубьев подбирается индивидуально, в зависимости от материала.
Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки.
Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам.
Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки.
В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил.
Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов.
Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы.
Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту.
Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.
Обратите внимание! Именно этот метод используется для самостоятельной заточки ленточных пил. Здесь может применяться обычный наждачный круг или надфиль.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги.
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной.
Распространённые ошибки
Если человек впервые пробует заточить пилу, ему сложно выполнить все требования и запомнить нюансы технологического процесса.
Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.
Профессионалы рекомендуют не допускать таких ошибок:
- при механической заточке абразивный камень расположен неправильно относительно профиля пилы. В этом случае заточка зубьев будет неравномерной;
- излишние усилия при контакте пилы и заточного круга. В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки;
- на полотне остаются заусенцы. После заточки все шероховатости необходимо устранить, иначе в процессе эксплуатации на металле будут появляться микроскопические трещины;
- применение собственных углов заточки. Многие неопытные мастера считают, что для зубьев пилы важна только острота, поэтому беззастенчиво нарушают геометрию профиля режущей кромки, рекомендованную производителем. Важно понимать, что форма зуба проверена годами, пытаться экспериментировать здесь бесполезно.
Вместо заключения добавим, что у каждой ленточной пилы имеется определённый ресурс, поэтому полотно нельзя затачивать до бесконечности. Производители гарантируют корректную работу инструмента, пока общая ширина полотна не уменьшится до 65% от первоначального размера.
Оценка статьи:
Как настроить ленточную пилу по дереву

quote: Originally posted by alex-wolff:
Зачем распускать древесину?
Самый простой ответ – чтобы получить максимум от вашей заготовки. К примеру, вместо того, чтобы строгать доску толщиной в 25 мм до 10 мм, ее роспуск позволит получить из одной доски две такого же размера.
Как дополнительное преимущество, каждая из этих досок будет иметь почти одинаковый рисунок волокон, что позволит пустить их на облицовку мебели (фото справа).
А если распустить 2 5 – миллиметровую доску из древесины дорогих пород на листы шпона толщиной в 3 мм, это позволит выгадать еще больше.
Не всегда удается предугадать, насколько симметричными по рисунку будут отпиленные панели. В принципе, любой рисунок древесных волокон имеет потенциал для создания красивого узора, но выбор заготовки с особо интересным рисунком зачастую приносит наилучшие результаты. Посмотрите, что скрывалось внутри невзрачной доски, которую я использовал для проверки регулировки ленточной пилы.Примечание. Роспуском называется распил древесины вдоль волокон, параллельно пласти.
Впервые я увидел шкаф с симметричным рисунком на дверцах в музее, на выставке мебели XVII—XVIII веков. Рассмотрев эти почти идентичные панели с зеркальным рисунком волокон, я был сражён ими. В те времена в моей небольшой подвальной мастерской имелась старая ленточная пила Craftsman.
Ее полотно типа «единый размер для всех работ» позволяло изготавливать приемлемые криволинейные разрезы, но было совсем не пригодно к тому, чтобы с точностью распускать пиломатериалы вдоль волокон, что я планировал теперь делать.
И, откровенно говоря, для точной и стабильной работы та пила нуждалась не только в новом полотне. Впоследствии я усвоил много уроков о том, как обращаться с любой ленточной пилой.
Для ее грамот ной настройки прежде всего надо установить стол строго перпендикулярно пильному полотну, получить максимальную отдачу от направляющих и убедиться в правильном направлении пропила.
Инструмент для дома и сада, рукоделия и пр. цены очень низкие
Берите полотно с более агрессивным резом. Лезвие с тремя зубьями на дюйм и большими углублениями между ними лучше удаляет опилки, которые могут вызывать изгибание и скручивание режущего полотна.
Держите заготовку плотно прижатой к направляющей и к столу.
Специальный толкатель передает необходимое усилие прижима к направляющей и позволяет рукам находиться на безопасном расстоянии от полотна при его роспуске.
После того, как ленточная пила хорошо настроена, надо уделить особое внимание пильной ленте. Распиливание широких досок требует полотна, которое равномерно проходит по всей толщине заготовки, удаляя при этом большое количество опилок. Чем шире лезвие, тем прямее пропил, поэтому старайтесь использовать самые широкие полотна, которые подходят к вашей пиле.
Установите угольник на расстоянии 6 мм от пильного полотна (чтобы его приставить, может понадобиться поднять защитный кожух) и нажмите пальцем на середину лезвия. От средней силы нажима лезвие должно прикоснуться к угольнику.На этом фото пильное полотно слишком сильно смещено назад на верхнем приводном колесе:, поэтому пропил отклоняется к направляющей.
Если же полотно слишком сильно смещено к переднему краю колеса, это приводит к противоположному результату.
Большинство ленточных пил работают по меньшей мере с 12-миллиметровыми полотнами, а многие — с еще более широкими.
Как правило, широкое полотно с тремя зубьями на дюйм длины (3 tpi) предлагает идеальное сочетание агрессивного, но гладкого пропила с активным удалением опилок, что и требуется при роспуске дерева. Наконец, поговорим о направляющих.
Заготовка для распила должна превышать высоту направляющей не более чем в два раза. Так, например, 100-миллиметровая направляющая подходит для роспуска доски шириной в 200 мм. Если вам требуется большая высота, воспользуйтесь самодельными дополнительными направляющими.
Роспуск дерева: на старт, внимание, марш!
Начните с того, что придайте прямоугольную форму вашей заготовке и обрезку дерева аналогичного размера.
С его помощью вы сможете проверить, насколько ровно он лежит на пильном столе и насколько плотно примыкает к направляющей, а также отрегулировать настройки ленточной пилы.
Закрепите направляющую сообразно желаемой толщине отпила и медленно подавайте заготовку под пильное полотно. Мотор пилы при этом должен вращаться равномерно, без заклиниваний. В конце распила продвигайте заготовку с помощью толкателя. Затем осмотрите отпиленный кусок.
Отклоните направляющую на угол, необходимый для выравнивания пропила. Регулировочный болт направляющей упрощает решение этой задачи. Можно также использовать магнитные направляющие (например. Carter Magnafence: carterproducts. com) — они заметно облегчают такую временную регулировку.
Если он окажется толще в верхней или нижней части, проверьте установку пильного стола строго под 90° к пильному полотну и при необходимости отрегулируйте ее.
Если на материале оказалась впадина или выпуклость, проблема может состоять в недостаточном натяжении пильного полотна. На многих пилах встроенные регуляторы натяжения отличаются неудовлетворительной точностью.
Вот идеальный пример симметричного рисунка волокон. Такие панели сделают привлекательной любую мебель гораздо больше, чем две простые толстоватые панели из различных досок.Должным образом натянутое полотно или лезвие должно при нажатии посередине отклоняться не более, чем на 6 мм (фото слева вверху).
Слишком высокая скорость подачи материала под полотно, использование узких полотен с очень частыми зубьями или тупых лезвий также могут вызывать появление подобных искривлений при распиле. Если один конец отпиленной части оказывается толще другого, проблема кроется в смещении полотна, то есть лезвие отклоняется от параллели относительно направляющей.
Если лезвие острое, направляющие установлены корректно, скорость подачи выбрана правильно, но проблема все еще не устранена, попробуйте отрегулировать наклон верхнего приводного колеса таким образом, чтобы пильное полотно проходило строго по центру обоих колес (фото справа вверху).
Если и это не принесло ожидаемого результата, отрегулируйте положение направляющей, чтобы скомпенсировать отклонение лезвия. Вот как это делается. Опилите под прямоугольник блок дерева, по толщине и плотности похожий на ту древесину, которую вы планируете распиливать, и начертите на нем карандашом линию, параллельную краю.
Чтобы заготовки не повело (для восстановления баланса влажности), их лучше всего проложить рейками. В данном случае в качестве реек были взяты обрезки фанеры. Их надо расположить симметрично, а сверху прижать грузом, чтобы предотвратить искривление панелей при сушке.
Не закрепляя упор на месте, отпилите блок по отмеченной линии, удерживая его руками. Незадолго до того, как вы достигнете конца пропила, выключите пилу и, не сдвигая заготовку, проведите карандашом вдоль ее края линию на пильном столе. Установите упор строго параллельно этой линии (фото слева), — обычно это позволяет эффективно компенсировать смешение.
Вообще, каждый раз при замене пильного полотна я вновь все проверяю и, если требуется, заново произвожу настройки пилы.
И немного магии
Когда все проверочные операции завершены, время приступить к самому проекту. Порывшись в моих запасах пиломатериалов, я обнаружил кусок дерева с интересным рисунком волокон, который, мне подумалось, будет великолепно смотреться в виде панелей толщиной в 6 мм на дверцы шкафчика для хранения украшений.
Я установил направляющую на расстоянии 8 мм от пильного полотна (6 мм плюс 1,5 мм на последующую шлифовку) и начал роспуск. Скорость подачи я выбрал с учетом плотности заготовки (это было амбровое дерево) и ее ширины (примерно 18 см).
Проверка первого отпиленного куска показала, что установки пилы правильные — и я отпилил второй кусок. Получившаяся в итоге пара лицевых панелей (фото внизу) — отличный пример, насколько красивыми могут быть распиленные таким образом доски.
После приклеивания шпона к подложке лицевую сторону нужно отшлифовать. Многослойная фанера или лист МДФ идеально годятся для подложки, поскольку они практически не подвержены расширению и сжатию при изменении влажности.Эти свежераспиленные части еще должны были приспособиться к уровню влажности в мастерской, поэтому я сложил их в штабель, проложив рейками, на день-другой, чтобы они не покоробились (фото вверху слева). После этого я их склеил и отстрогал до окончательной толщины в 6 мм.
Если бы мне потребовалось получить из заготовки шпон, мои действия отличались бы самым незначительным образом.
Я бы отрегулировал направляющую на пиление листов толщиной 3 мм, а перед каждым новым распилом я бы отстругивал или шлифовал заготовку.
Такая техника позволяет получать на каждом листе шпона одну гладкую и ровную сторону, пригодную для склеивания. Вот видите, а вы-то думали, что ленточная пила годится только для выпиливания кривых линий!
Всем привет. Пару месяцев назад приобрел JWS-12 ленточную пилу.Оказался слегка разочарован, может дело просто в неправильной её настройке?
1.В магазине сказали, что все настроено и трогать ничего не надо.На самом деле станок оказалася совсем не настроенным, резал криво,а лента постоянно сваливалась с пасивного шкива.
Регулировка наклона шкива проста и поэтому быстро получилось настроить так, что бы пильная лента двигалась по середине шкива. Поддерживающие ролики и направляющие тоже настроил и все вроде бы должно быть в порядке но.
Есть такой еффект — во время пиления резинка, которой обтянут шкив начинает слазить со шква, что сразу чувствуется т.к. начинают появляться вибрации, при этом пильная лента остается по прежнему на середине шкива.
останавливаю станок, вправляю резинку обратно на шкив и на холостом ходу работает все нормально. как только начинаю распил через пару минут опять происходит тоже самое. может кто-то может подсказать в чем тут может быть дело?- Иногда мне приходится выпиливать стенки для шкатулок из дощечки ореха 120Х200Х25мм т.е. у меня есть задачка получить пару дощечек 120Х200Х12мм. но вертикальный рез получается кривым. пильное полотно постоянно уводит причем не предсказуемо.Если же взять такую же толщину дощечки (набор дощечек -120м)но делать рез поперек волокон то все получается хорошо. Я понимаю, что ввиду свилеватости волокон получить хороший срез трудно, но может у кого-то есть идея как это можно сделать с минимальным уводом полотна?
- На рейсмусе JWP-12 наболюдаю волну в начале и в конце заготовки.Т.е. глубина в начале ив конце заготовки больше чем в середине.Вычитал, что можно это уменьшить подтяжкой пружин прижимных роликов. Кто-нибудь делал -это, есть ли от этого эффект?
Всем заранее спасибо.
По пункту 1: Сколько в Вас живого веса и с каки усилием Вы толкаете заготовку, чтобы слезала резина со шкивов? Станки никогда не бывают настроенными полностью. Например, у ленточной пилы всегда ослабляют натяжение при простоях в работе или транспортировке. А сила натяжения зависит от ширины установленного полотна.
Посмотрите силу натяжения. Если она соответствует заданной — уменьшите подачу. По пункту 2: Посмотрите в документации — какой ширины нужно пильное полотно для высоты реза 120-150 мм. Сравните с шириной установленного полотна. Опять же — сила натяжения и регулировка направляющих.
При высоких заготовках — обязятелен прижим заготовки к параллельному упору.
Сделайте «пёрышки».
Настройка ленточнопильного станка
Ленточный пильный станок, как и любое сложное техническое оборудование, с течением времени изнашивается. Постепенно ослабляются ремни передач, затупляются пилы и т.д. Износ станка приводит к ухудшению качества выпускаемой продукции, что снижает производительность предприятия в целом, так как срезы полученных заготовок приходится дополнительно обрабатывать.
Срок эксплуатации станка зависит в основном от того, как соблюдаются правила работы и как своевременно проводится регламентное обслуживание. Если за агрегатом не ухаживать, он может не отработать даже положенное ему время.
И наоборот, если станок содержать в порядке, вовремя проводить профилактические и ремонтные работы, то долговечность оборудования возрастет в разы.
В этой статье мы уделим внимание правилам эксплуатации и обслуживания ленточных станков для обработки металла.
Натяжение пилящего полотна
Усилие натяжения пилящей ленты — это один из основных факторов, от которого зависит качество выпускаемой продукции. С течением времени по мере эксплуатации это усилие уменьшается. Из-за этого полотно начинает ходить «волной». В итоге срез изделия получается неровным, приходится дополнительно обрабатывать его вручную.
Для избежания таких ситуаций необходимо периодически проверять усилие натяжения пилы, и если необходимо — натягивать. Примерное натяжение должно быть 270-300 МПа. Именно при таком усилии полотно имеет такую жесткость, которая требуется для качественной работы.
Однако, если станок не профессиональный, то на нем, как правило, отсутствует специальный механизм для натяжения полотна. Регулировать приходится вручную с помощью винта.
При этом обычно винт не справляется с таким усилием натяжения, поэтому наибольший показатель — до 250 МПа.
Контроль за усилием натяжения
Возникает вопрос, как при визуальном осмотре сразу понять, что пришло время подтянуть полотно. Это довольно важный момент, так как не стоит дожидаться, пока пила ослабнет настолько, что начнет портить качество продукции.
Для проверки натяжения оборудование часто оснащается специальным датчиком в виде стрелки, который контролирует натяжение Если такого устройства на станке нет, то нужно использовать тензометр. Этот прибор позволяет измерить напряжение ленточной пилы.
Необходимо еще при наладке измерить напряжение и сделать отметку на регулировочном винте. Если отметка смещается — значит натяжение ослабло, пора подтянуть ленту.
Настройка и регулировка основных узлов
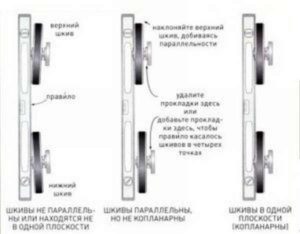
Кроме непосредственно пилящего полотна важными узлами являются шкивы агрегата. У ленточного станка есть приводной и ведомый шкивы. Чтобы станок прослужил длительное время, важно обращать внимание на их расположение. При правильном расположении они должны находиться в одной плоскости. Если шкивы расположены неправильно, то пилящее полотно очень скоро придет в негодность.
Большинство станков имеют узел регулировки шкива в виде плоскости, на которой установлены натягивающий механизм, подшипник и винты. Настраивать шкив совсем несложно — нужно выставить его в таком положении, чтобы три точки были на одной плоскости.
Регулировка точности работы
Одно из главных достоинств такого оборудования — высокая точность работы, минимальное количество отходов. Однако, если не соблюдать некоторые правила или неверно настроить станок, то точность работы будет очень низкой.
Точность работы регулируется при помощи стабилизаторов (направляющих). Между ними фиксируется участок детали, который предстоит распилить. Дорогостоящие профессиональные станки имеют автоматические стабилизаторы, они сами фиксируют деталь. Модели попроще подразумевает выставление стабилизатора вручную.
Необходимо регулярно проверять все подвижные детали и узлы станка, вкладыши и подшипники. Если они разрушаются или изнашиваются, точность работы станка сразу упадет.
Правильный выбор смазочно-охлаждающей жидкости
Смазка выполняет важную функцию — снижает трение при работе, вследствие чего заготовка распиливается быстро и точно, без заусениц и прочих дефектов. Лучше всего для ленточнопильных станков подходят жидкости, содержащие масло.
Оно предохраняет станок от коррозии. При смене марки жидкости проверяйте, совмещается ли новая смазка со старой.
Если не совмещается, нужно удалить старую жидкость и промыть резервуар, в который она заливается, иначе смесь смазок свернется и забьет важные системы станка.
Пилящее полотно
Производительность зависит не только от режима эксплуатации, но и от правильного выбора полотна. Форма и частота зубьев пилы должна подходить к материалу и типу распиливаемой заготовки. Главный принцип — в распиливании должны участвовать сразу не меньше 4 зубьев, но не больше 12. Если планируется обрабатывать различные типы изделий, придется купить несколько разных полотен.
Грамотное и своевременное обслуживание станка, а также соблюдение правил эксплуатации гарантируют качество выпускаемой продукции и долговечность агрегата. Строго выполняйте все указания, прописанные в инструкции и ваш станок надежно прослужит длительное время без поломок и сбоев.
Рекомендации

Чтобы при разводе не возникал эффект «качелей», необходимо перед нажатием толкателя на зуб так зафиксировать тело ленточной пилы, чтобы оно не имело возможности двигаться. Это можно сделать только при жестком зажатии тела пластиной под разводимым зубом.
Наиболее просто это можно сделать, разделив функции зажатия тела пилы и надавливания толкателем на зуб. Такие станки продаются. Однако разводить по очереди двумя движениями очень неудобно, хотя в принципе и возможно.
Но главное состоит в том, что, хотя производители и решили проблему «качелей», сам станок делают очень некачественно, да к тому же и без некоторых основных узлов, что все равно не позволяет хорошо разводить ленточную пилу такими разводными.
Станок, который одним нажатием последовательно сначала жестко зажимает тело пилы пластиной, а затем производит нажатие толкателем на зуб, изготовлен очень хорошо и со всеми необходимыми узлами, смогла сделать только фирма IRN. Мы одними из первых, лет десять назад, приобрели у них такой разводной.
До сих пор на нем разводятся пилы, и мы им очень довольны.Когда мы начали три года назад продавать наши заточные станки с профильным диском, то в комплект к нему всем рекомендовали разводной станок фирмы IRN. Но в последние год-полтора с этими разводными стали возникать проблемы. Цена на них увеличилась в два раза — с 12 тыс. до 25 тыс.
рублей, а главное, качество изготовления ухудшилось. По крайней мере, многим из тех, кто брал этот разводной в комплект к нашему заточному, приходилось сначала привозить его к нам на доработку, после чего проблем с разводом ленточных пил у них уже не было.
Чтобы таких проблем у пользователей больше не возникало, нами был разработан и сейчас начинается серийно выпускаться разводной станок под индексом РС30/60.
Станки, производящие развод двух зубьев сразу, изготавливаются следующих видов:• вместе с заточным станком;• отдельно только разводной станок, работающий от двигателя;
• отдельно только разводной станок с ручной подачей в виде колеса (фото 1 ) или рычага.
Фото 1. Разводной станок с ручной подачей в виде
колеса Станки для этого варианта сильнее всего рекламируются продавцами, потому что они вроде бы должны облегчать работу заточнику, проводя развод двух зубьев сразу на обе стороны ленточной пилы. Это очень хорошая рекламная «лапша» для ушей тех, кто никогда самостоятельно не разводил ленточные пилы. Те же, кто хотя бы раз готовил пилу к работе, прекрасно знают, что каждый зуб на пиле разводится индивидуально. Зуб всегда отводится толкателем на величину, большую, чем необходимый развод. При отводе толкателя обратно зуб всегда отпружинивает на некоторое значение назад. Причем даже для одной пилы отпружинивание назад каждого конкретного зуба может колебаться в пределах 5 — 25 единиц индикатора. Поэтому заточнику практически всегда приходится делать два-три нажатия, часто до разных значений индикатора каждое (то есть с разным усилием), для получения необходимого значения развода. Также встречаются зубья, которые пружинят хуже других и уже при одном-двух нажатиях до показаний индикатора, как на хорошо пружинящих зубьях, остаются на значениях, больших, чем необходимый развод, и их приходится специально отгибать обратно.Теперь вам должно быть понятно, что одним нажатием хорошо развести два зуба сразу просто невозможно. Но станки хорошо продаются, и некоторые даже довольны получаемым результатом. Разводя пилу на таком станке, всегда надо знать: вы никогда не получите гарантированно хороший развод ленточной пилы. Развод всегда будет непредсказуем. При небольших подачах каретки, случайно попавшейся партии пил с более менее одинаково отпружинивающими зубьями, новым чистым механизмом иногда удается пилить нормально. Но проблемы обязательно возникают потом. А вот искать причину этих проблем начинают где угодно, только не в разводном, считая, что он очень хороший. Почти на всех таких разводных производители даже индикаторы не ставят. Объясняя это тем, что вы один раз все установите, а дальше только разводите: молоточки бьют всегда одинаково и чего тут проверять. А вы проверьте и убедитесь сами, какой большой разброс в значениях развода на самом деле.
К тому же на точность получаемого развода в этих станках сильно влияют те же причины, что и в классических: попадание грязи в механизм, риски на упоре толкателя и опорных пластинах. Особенно сильно сказывается высота разводимой части зуба.
Единственный действительно автоматический разводной станок изготавливается фирмой Wood-Mizer. Развод каждого зуба производится с одной стороны пилы пневмотолкателем несколькими регулируемыми по силе ударами с постоянным контролем по электронному микрометру реально получаемого развода. Следующий зуб для развода толкателем автоматически будет подан только после того, как индикатор покажет заданное значение. После окончания развода одной стороны станок останавливается. Затем пила снимается со станка, выворачивается, снова устанавливается на станок, и производится развод с другой стороны.
Станок был бы очень хорош, если бы не его цена. Она на сегодняшний день составляет примерно 350 тыс. рублей, что неоправданно даже для сервисных центров, не говоря уже о простой пилораме. И хотя представители фирмы Wood-Mizer утверждают, что они продают эти разводные станки, я лично их ни разу в работе не встречал и видел только на выставках.
• Перед разводом необходимо обязательно деревянным бруском снять заусенцы, образовавшиеся после заточки, иначе индикатор будет давать неверные показания.• Если у вас индикатор ведет измерения в дюймах, лучше сразу заменить его на индикатор, измеряющий в миллиметрах, так как одно деление индикатора в дюймах соответствует приблизительно двум с половиной делениям индикатора в миллиметрах. Таким образом, когда заточник делает допуск в два деления в дюймах, это соответствует пяти делениям в миллиметрах, что очень много, и наоборот допуск в два деления в миллиметрах соответствует всего половине деления в дюймах. Разводка, когда индикатор отградуирован в миллиметрах, становится более точной. Пила пилит равномерно, без рывков.• Головка индикатора должна ходить мягко, без заеданий и не застревая.• Для того чтобы острие зуба обязательно упиралось в плоскость торца индикатора, он должен иметь диаметр 7 — 10 мм.• Каждый день или хотя бы раз в неделю обязательно надо проверять ноль индикатора. Для этого берется стеклянная (ее проще сделать) или металлическая пластина толщиной не менее 2 мм, длиной 100 — 150 мм (так чтобы она становилась на опорные точки) и шириной 40 — 50 мм. Пластина ставится на место пилы, фиксируется подпружиненными упорами или упорной пластиной, которые должны прижимать тело пилы к неподвижной пластине, и выставляется ноль.Поскольку стекло практически идеально ровное, ноль выставляется очень точно, главное здесь не передавить, иначе стекло просто расколется.
Рис. 1. Виды торца толкателя Многие пытаются делать это по телу ленточной пилы. Но тело очень тонкое и легко изгибается на 0,1 — 0,2 мм, что глазом практически не видно, а ошибка индикатора при такой установке нуля в большую или меньшую сторону может достигать 10 и более делений, что недопустимо, особенно если реальный развод выходит за допустимые пределы. При реальном малом разводе (меньше 0,45 мм) пилу начнет зажимать в пропиле, она теряет устойчивость с образованием волны. При слишком большом реальном разводе (больше 0,75 мм) зубья будут слишком глубоко зацепляться за древесину, и при резком изменении плотности на сучках пила начнет быстрее волнить, так как уже при небольшом затуплении ее будет уводить в сторону.
• Настройка вертикального угла индикатора производится при помощи той же пластины. После зажима пластины упорами торец индикатора должен плотно, без зазора прилегать к пластине (рис. 1).
• Плоскости пластин должны быть прямоугольными, без изгибов, выработки и грязи. Торец неподвижной пластины, к которому прижимается зуб, должен быть прямым, без выработки.
• Перед каждой разводкой пластину обязательно надо почистить, иначе прилипшая на нее грязь обязательно собьет разводку и сделает ее неравномерной.
Опорные точки
• По мере работы опорные точки изнашиваются, в них появляются углубления, в которые может время от времени попадать спинка ленточной пилы, и зубья будут разводиться на разной высоте. Пила будет пилить рывками. Изношенные опоры необходимо заменять.
Подпружиненные упоры• Следите за тем, чтобы во время надавливания на зуб для развода тело ленточной пилы не отжималось от неподвижной пластины, то есть пружинам упоров хватало силы его держать.
Если все же тело отходит, попробуйте подтянуть пружину специальными винтами.
• Также надо следить за износом торцов этих упоров. Они должны прижимать тело всей плоскостью.
Если вы это упустите, то получите «качели».
Постарайтесь заставить заточника делать допуск при разводе не более двух-трех делений. Тогда пила будет пилить долго и качественно. Но, как показывает практика, обычно делается допуск пять-десять делений.
В этом случае даже самая лучшая ленточная пила может заволнить уже после первого бревна.
Для проверки разводки отдельно продаются недорогие индикаторы. Если вы хотите, чтобы заточник более ответственно относился к разводке, купите этот прибор и хотя бы иногда им пользуйтесь.Очень важно устанавливать начальное положение пилы в разводном устройстве (рис. 2). Многие ставят нижний уровень по впадине зуба. Это неправильно. Развод зуба получается дугой от корня. Это очень большой рычаг, поэтому уже при небольшом затуплении, а на сучках, скорее всего, сразу пила будет волнить.
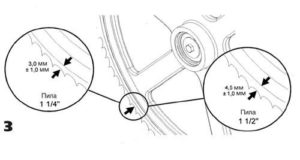
Нижнюю границу необходимо устанавливать в зависимости от типа пилы, учитывая, что чем она меньше, тем устойчивее будет пила в пропиле. Но при этом надо всегда помнить: чем сильнее зафиксирован каленый зуб в теле пилы, тем расстояние должно быть больше. Иначе при разводе вы просто будете ломать зубья.• Constant hardness — 3 мм.
• Flex back — Hard Edge, Hard Back при слабой фиксации зуба — 3,5 мм.• Flex back — Hard Edge, Hard Back при средней и сильной фиксации зуба — 4 мм.
Но даже при правильной установке высоты при смятой опорной плоскости неподвижной пластины вы все равно получите радиус (рис. 2а) и соответствующее качество пиления.
Необходимо, чтобы плоскости неподвижной пластины были ровными, тогда конец зуба будет отгибаться по ломаной и тем самым приобретет максимальную устойчивость к нагрузкам (рис. 2б).
Толкатель зуба
Упор толкателя должен приходиться приблизительно на 2 мм ниже вершины зуба, тогда развод будет проводиться нормально.
Внимание. Зубья надо разводить не одним сильным нажатием, а двумя-тремя не очень сильными. Тогда вы всегда правильно разведете зубья и ни один не сломаете.
Если вы перегнули каленый зуб, отгибая его назад, нужно браться, чтобы он не сломался, не за режущую кромку, а чуть ниже, за спинку.
Даже хороший заточник в силу описанных выше причин никогда не знает, правильно ли он развел ленточную пилу. Необходимо, чтобы заточник обязательно, после того как был проведен развод в одну сторону, снова быстро просмотрел развод 7 — 15 зубьев.
Если развод соответствует тем значениям, которые должны быть, тогда все в порядке и можно работать дальше. Если же он увидит другие цифры, необходимо срочно приводить станок в порядок, иначе получится заколдованный круг.
Пила плохо пилит, волнит, испытывает сильные напряжения, быстро возвращается к заточнику, у него растет объем работ. Вместо трех-пяти ленточных пил в день, ему надо делать 10 — 15. Пилы мало пилят и быстро рвутся.
В итоге из-за одной неверной операции в убытке все: хозяин теряет деньги на пилах, заточник не справляется с объемом работ, рамщик не может нормально работать.
Теперь вы знаете, как правильно подготовить ленточную пилу к работе. Важно помнить, что пилорама приобретается для получения прибыли. Поэтому на любую пилораму необходимо ежедневно качественно готовить пилы.Распиливание пиловочника ленточными пилами действительно может дать очень хороший доход, если все делать грамотно.
Следующие статьи будут посвящены настройкам самой пилорамы и тому, как привить своим рабочим навык выпускать только качественный пиломатериал с максимальным выходом продукции.