Образец заполнения журнала сварочных работ трубопроводов
Правила заполнения журнала сварочных работ
Выполнение профессиональных обязанностей сварщика подлежит строгому документированию. Для этого предназначен журнал сварочных работ, правила заполнения которого на каждом предприятии имеют свою специфику.
Конкретные особенности зависят от направления производственной деятельности и внутреннего распорядка предприятия. В строительстве предусмотрено ведение журнала в рамках регламента РД 111 05 2007.
При монтаже трубопроводных комплексов оформляются документы, соответствующие нормативу ВСН 478 86. Ведомственные нормы учета сварочных работ утверждены руководством.
Запыление титульной страницы
Любой учетный журнал должен быть обязательно прошнурован. Концы шнуровки нужно вывести на лицевую часть, зафиксировать наклейкой с указанием точного количества страниц, всех данных о заполнителе и руководителе.
Информация подтверждается подписями и печатью. Следует обратить внимание на правильное размещение печати. Она частично должна располагаться на наклейке, а другой половиной захватывать лист журнала.
На титульной странице представлены все официальные данные:
- название организации и конкретного объекта,
- должность, фамилия с инициалами, подписью работника, который занимается заполнением журнала сварочных работ;
- название проектов и организаций, их разработавших;
- шифры;
- наименование производственной структуры, изготовившей металлоконструкции;
- название заказывающего предприятия и данные о его руководителе.
В нижней части титула справа указаны даты начала и окончания ведения документа. По центру расположены подписи руководителей, контролирующих состояние учетного документа о сварочных работах.
Внутреннее содержание
На следующих страницах журнала последовательно расположены списки в таблицах. Первый перечень представляет данные об инженерно-технических специалистах с обязательным указанием образовательного уровня, точного названия специальности, должности.
Здесь же заполняются даты начала деятельности на данном объекте, подтверждения квалификации, завершения выполнения задания по сварочным работам.
В следующий список журнала вносят данные о конкретных сварщиках с указанием фамилий, инициалов; уровня профессиональной квалификации; полной информации об удостоверении, подтверждающем право производства сварочных работ.
Завершается строка записью о проведении предварительного контроля, пробного шовного соединения образцов. Работники высокой квалификации, имеющие право сварочной работы с личным клеймом, указывают его номерные знаки.Согласно образцу, представленному в нормативе Ф-56, далее в журнале нужно заполнить таблицу с представлением даты, смены, лаконичных характеристик детали, марки сплава.
Здесь имеются колонки, в которых нужно указать обозначения на чертеже или номер элемента, с которым проведена сварочная работа; характер использованных вспомогательных материалов и полные данные о погоде в указанный момент времени, в случае если сварка проводилась на улице.
Завершает журнал таблица с указанием информации о приемке работы. В ней содержатся выводы, замечания сварщикам, подписи с указанием исполнителя и работника, уполномоченного проконтролировать производственную операцию при проведении сварочных работ.
Занесение результатов проверок
В каждодневной практике контроль проводят в основном визуально. Внешний осмотр шва профессионалом позволяет увидеть дефекты на полученной поверхности, размеры которых превышают 0,1 мм. Заметным бывает присутствие вкраплений окисленных сплавов.
Более тщательная проверка с применением люминесцентно-цветового исследования позволяет обнаружить капилляры, выходящие на поверхность. Внутренние полости минимальных размеров можно выявить посредством радиационных, магнитных, акустических испытаний. Контролировать каждый раз сварочную работу этими методами невозможно.
Анализ проводится выборочно, с периодичностью, определяемой руководством и инспектирующими организациями. Результаты контрольных испытаний оформляют по форме, соответствующей стандартам. Данные о проверках также заносят в журнал.
Ответственность
Заполнять журнал нужно сосредоточено, имея при себе копии всех документов. Так, если в квалификационном удостоверении не указана автоматическая сварка, как разрешенный вид сварочной работы для данного сотрудника, он не имеет право выполнять такую технологическую операцию.
Все записи постоянно контролируются при проверках. Усиленное внимание рекомендуется уделить внесению шифра с персонального клейма. Его имеют не все исполнители. Это показатель опыта, возможности персонала выполнять сложные сварочные работы в любых производственных обстоятельствах.
Оформление документа серьезная обязанность, отображенная в должностных инструкциях уполномоченного мастера. Ответственный работник должен обязательно иметь минимум второй квалификационный уровень профильной общенациональной аттестации.
Рядовые сварщики не обязаны заносить всю информацию самостоятельно, хотя на практике опытным рабочим эту процедуру иногда доверяют.
В случае заполнения журнала рядовыми исполнителями работ, запись подписывает сотрудник с профильным инженерным образованием. Такая практика не соответствует законодательству, но часто воплощается в реальность на производстве.
Ответственность за достоверность всех внесенных данных возлагается на руководство.
Как пользоваться электросваркой
Сварка – это наиболее надежное соединение неразъемных деталей.
В повседневной жизни она широко используется в изготовлении изгороди с использованием сетки-рабицы, тепличных каркасов, печей для бань и гаражей или различных емкостей, необходимых на дачных участках.
Человек, владеющей навыками сварочных работ, способен создать на своем приусадебном участке настоящие шедевры ажурных ограждений, навесов для крыш и прочих необходимых в быту вещей.
Чем обоснована надежность сварки: основы сварочных работ
По прочности создания неразъемных соединений, сварка занимает лидирующие позиции.
Это обеспечивается нагреванием сплавов из различных металлов с помощью электрической дуги, которое приводит к пластической деформации используемых материалов.
При этом происходит взаимное проникновение элементарных частиц электрода в строение соединяемых материалов. В результате возникают молекулярные связи, обладающие сверхвысокой прочностью.
Благодаря современным инновационным технологиям, в настоящее время появилась возможность использовать для сварки лазерные и электронные лучи, ультразвук и пламя газовой горелки.
Но для сварки в бытовых условиях по-прежнему самой оптимальной остается электродуговая сварка, источником энергии, для создания электрической дуги которой служат сварочные аппараты различных типов, в том числе и инверторы.
Способы сварки
Существуют следующие способы сварки:
- Газопрессовая, с использованием пламени ацетилкислорода. Преимущества этого вида сварки в высокой производительности. Поэтому она находит широкое применение в нефтяной и газовой отрасли, в частности при строительстве магистралей для транспортировки нефти и газа, а также в машиностроении.
- Контактная, осуществляемая электрическим током, имеющим относительно низкое напряжение при достаточно высокой силе тока. Этот способ включает следующие разновидности: сварка встык, шов и точечная.
Кроме этого, в отдельных случаях применяется роликовая и электрошлаковая сварка, трением и термитная, а также ряд других разновидностей.
Выбор правильного оборудования
Если вы решили освоить технику выполнения сварочных работ, то вам потребуется сварочное оборудование. Его можно арендовать или купить.
В настоящее время торговые точки предлагают сварочные аппараты, оснащенные устройством, позволяющим увеличивать или уменьшать силу тока. Любители делать все собственными руками, могут смастерить сварочный аппарат из подручных средств.
В любом случае, вам потребуется один из следующих преобразователей электрической энергии:
- Трансформатор для преобразования переменного тока бытовой электрической сети в ток, необходимый для осуществления сварочных работ. Выбирая агрегат этого типа, необходимо учитывать, что дешевые модели не смогут обеспечить необходимую стабильность электрической дуги. Для них характерно «просаживание» напряжения. К тому же, они слишком тяжелые.
- Выпрямитель. Это прибор, который преобразует переменный электрический ток, подаваемый в потребительские сети в постоянный. В отличие от трансформаторов, данные агрегаты обеспечивают достаточную стабильность электрической дуги, что, в свою очередь, повышает качество сварного шва.
- Инвертор. Он преобразует переменный ток бытовой электросети, в требуемый постоянный, с необходимым для качественной сварки напряжением. Этот аппарат отличается компактностью и небольшим весом, легкостью зажигания, быстрым действием и высокой производительностью.
Работа сварщика опасна ожогами и вредными газами
Как правильно выбрать электроды для сварки
Для самой распространенной, дуговой сварки требуются электроды, которые предназначены для подведения тока к сварочному шву. В большинстве случаев, это – проволока, состоящая из специального плавящегося порошка.
Но для тех, кто впервые сталкивается со сварочными работами, лучше использовать электроды, в виде твердых стержней, покрытых плавящимся составом. Они позволяют даже новичку оформить ровный шов. Оптимальный диаметр стержня электрода для этой категории сварщиков – 3 мм.
Электроды меньшего диаметра применяются для соединения тонких листов металла, а для использования
Упаковка сварочных электродов
электродов большего диаметра необходимо оборудование большей мощности.
Безопасность проведения сварочных работ (экипировка сварщика)
Сварочные работы сопровождаются ярким световым излучением и множеством брызг раскаленного металла. Поэтому, сварщик должен позаботиться о защите кожи своего лица и глаз от ожогов. Для этих целей потребуется специальный щиток и маска.
Но не только лицо и глаза нуждаются в защите. Кожа рук подвержена ожогам от разлетающихся брызг плавящегося металла в большей мере. Поэтому, рукавицы из брезента или замши – необходимое средство обеспечения безопасности.
Идеальный вариант – наличие халата или комбинезона из плотной брезентовой или прорезиненной ткани.
Маска сварщика защищает глаза от ожогов и потери зренияВ целях обеспечения пожарной безопасности, в местах проведения сварочных работ должна быть емкость с водой или другие средства, защищающие от возгорания при попадании случайной искры.
Пошаговая инструкция выполнения сварочных работ
- Свариваемая поверхность должна быть тщательно защищена. На ней не должно быть загрязнений и ржавчины.
- Перед началом выполнения сварочных работ, необходимо вставить электрод в держатель аппарата для сварки и создать электрическую дугу. Для этого необходимо вызвать движение тока в зоне сварки.
Осуществить этот процесс можно, чиркнув стержнем электрода по металлу или, касаясь им поверхности заготовки в виде постукивания.
- Как только появится электрическая дуга, необходимо создать зазор между ней и соединяемой поверхностью.
Этот зазор должен иметь постоянную величину и находиться в пределах от 3 до 5 мм.
В противном случае, дуга будет прерываться, что приведет к ухудшению качества сварного шва.
- Угол наклона стержня должен составлять 70?. Но он может быть изменен, в целях обеспечения комфортности выполнения сварочных работ.
- Немаловажное значение имеет и стабильность подачи электрического тока. Необходимо учитывать, что слишком большая его сила вызовет проплавление металла, а при низкой происходит гашение дуги.
После того, как вы освоили технику выполнения сварочного шва в виде валика, можно приступать непосредственно к выполнению неразъемных соединений. Начинается работа с создания дуги. Затем сварщик переходит к непосредственному соединению деталей.
При этом его рука должна совершать колебательные движения от одного элемента к другому. Сварной шов (траектория движения) может быть выполнен в виде елочки, петли, зигзага и т.п. В завершение работы, необходимо зачистить шов от образовавшихся шлаков.
Как только вы освоите основные навыки сварочных работ, можно перейти к выполнению более сложных операций, производя стыковые и тавровые соединения, а также внахлест и угловые, двигаясь в различных направлениях. Как только рука приобретет уверенность, можно приступать к изготовлению более сложных изделий.
Различные варианты сварочных соединений
— ручная дуговая сварка для начинающих
Как пользоваться сварочным аппаратом: инструкция по электродуговой сварке для начинающих
Необходимость что-то сварить обычно появляется на дачных участках и в частном доме. Каждый раз нанимать специалистов и оплачивать их работу невыгодно, поэтому лучше научиться пользоваться сварочным аппаратом самостоятельно. Лучше приобрести небольшой лёгкий инвертор, который позволит сделать аккуратный шов и без определённых навыков и умений.
Сварочный аппарат называют инвертором из-за принципа его работы. Устройство преобразует переменный ток с частотой 50 Гц в более высокочастотный, а затем в постоянный. У сварки высокий коэффициент полезного действия — свыше 85%, но при этом на счётчике показания меняются медленно.
Большинство устройств подходят для использования в бытовой сети с напряжением в 220 В, некоторые аппараты предназначены для промышленного использования. Сварка не снижает напряжение, а также она работает бесшумно, поэтому соседи не будут недовольны ремонтом.
И также приборы могут функционировать при понижении мощности сети, что важно для жителей сельской местности. Инверторный сварочный аппарат для начинающих — оптимальный вариант. Он работает мягко, легко образует дугу.
Устройство просто держать в руках и управлять им.
Инструменты и экипировка
Сначала необходимо подобрать сам аппарат. Не стоит выбирать дорогие модели, так как умения мастера оцениваются дороже, чем качество инструмента. Но и дешёвые модели для работы не подходят. Они обладают меньшей надёжностью, а также у них отсутствуют контуры облегчения розжига. Это делает устройство опасным в руках неопытного сварщика.
При покупке обращают внимание на диапазон регулировки тока. Для сварки и резки стали можно использовать прибор с максимальным током в 160 А, но он может перегружаться. Показатель постоянного включения определяет длительность работы аппарата, она уменьшается при увеличении тока.
Если выбрать мощное устройство, то при постоянном напряжении оно будет долго работать без перерыва. Прибор для электросварки для начинающих должен обладать максимальным показателем в 200 А. Удержать дугу и развить навыки розжига помогут аппараты с напряжением холостого хода.
Мастерам также понадобятся:
- сварочные очки или маска;
- специальная роба;
- краги из брезента.
Маска для работы — необходимое снаряжение сварщика. Она защищает лицо и глаза от ярких вспышек, искр и ультрафиолета, который образует дуга. Робу можно заменить плотной одеждой из натурального хлопка.
Перед работой нужно убрать с места сварки все легковоспламеняющиеся предметы. Розжиг дуги начинают только после того, как мастер надевает маску. Первые вспышки могут нанести серьёзный вред глазам, повредив сетчатку.
Последствия ожогов проявятся не сразу, а только на следующий день.
Инструкция для начинающих
Перед началом сварки нужно разобраться со строением аппарата. Начинающий мастер не будет осматривать внутренние детали, он будет обращать внимание только на внешние элементы, с которыми нужно работать. Строение сварочного устройства:
- индикатор сети;
- датчик защиты от перегревания;
- регулировщик сварочного тока;
- два разъёма под кабель;
- решётки вентиляции для охлаждения;
- наплечный ремень.
Само устройство напоминает небольшой металлический ящик, масса которого зависит от мощности. На передней стенке находится тумблер включения, а также индикаторы перегрева и питания. Кабель электропитания подключается к задней части устройства. К разъёмам подключают кабели зажима и массы.
Между электродом и металлом образуется дуга, именно она при помощи высокой температуры расплавляет металл. Если электрод подключают к отрицательному полюсу, а детали — к положительному, то соединение называют прямым. В противоположном случае — обратным, которое используется для работы с тонкими металлами.
Журнал сварочных работ (Приложение Б по СП 70.13330.2012)
Основной способ соединения металлических конструкций – сварка. Она широко применяется при монтаже на строительной площадке. Сварочные соединения прочные, а также газо- и водонепроницаемые. Все работы по сварке на объекте должны быть занесены в специальный журнал. Для его ведения руководитель издает приказ и назначает сотрудника, который будет ответственен за заполнение документа.
Журнал сварочных работ (ЖСР) необходим для того, чтобы фиксировать выполнение профессиональных обязанностей сварщика и их соответствие нормам.
Если в качестве сварки будут обнаружены недочеты, то по документу в процессе судебного разбирательства можно определить лицо, которое понесет за это ответственность. Сварочные работы фиксируют так же, как и все остальные процессы на строительной площадке.
Тем самым осуществляют контроль проведения таких серьезных работ, связанных с металлическими конструкциями.
к оглавлению ↑
Что зависит от журнала сварочных работ
ЖСР – это один из видов исполнительной документации, обязательный при строительстве объекта. Его должны вести все строительные и промышленные предприятия.
В первую очередь, такой документ необходим самой организации, которая занимается возведением объекта. Ведение журнала помогает избежать различных санкций со стороны государства.
Документ подлежит регистрации в государственном строительном надзоре, если он предусмотрен для объекта, на котором проводятся сварочные работы.
Если предприятие пренебрегает правилами и не ведет указанный журнал, то государственные проверяющие органы могут подвергнуть его серьезным взысканиям. Когда обнаруживают, что беспорядочное ведение документа или его полное отсутствие является виной конкретного сотрудника, его могут наказать вплоть до увольнения.
к оглавлению ↑
Особенности заполнения и составления журнала сварочных работ
Журнал должен быть пронумерован и прошнурован. Отметку он нем делают в разделе 2 «Перечень специальных журналов» в журнале общих работ. Это необходимо, чтобы были сведения, что такой документ есть на строительной площадке.
При заполнении журнала сварочных работ необходимо иметь копии удостоверений сварщиков, а также номера их клейм. Обязанность по его ведению прописывается в трудовом договоре сотрудника, на которого она возложена. Существует еще несколько нюансов ведения такого документа.
- Если на строительной площадке работают две бригады сварщиков от разных организаций, то они должны вести отдельные журналы сварочных работ.
- ЖСР привязан к конкретному объекту строительства. По этой причине при переходе бригады сварщиков на другую площадку для них должен быть заведен новый журнал.
- Документ хранят не менее 10 лет с момента составления. Если работа сварщиков происходила во вредных условиях, то этот срок увеличивается до 75 лет.
к оглавлению ↑
Кто заполняет документ
Назначением ответственного за заполнение ЖСР занимается руководитель сварочных работ. Это мастер-сварщик, имеющий аттестацию не ниже II уровня.
В противном случае он не в праве выступать руководителем сварочных работ. Им может быть мастер, прораб или начальник участка, но не сам сварщик, выполняющий работы.
Достоверность вносимых данных – это ответственность руководства. Более подробно об этом говорится в п. 10.1.1 СП 70.13330.2012.
Рядовые сварщики не обязаны вносить информацию о своей работе самостоятельно, хотя на практике, если сотрудник опытный, эту процедуру ему иногда все же доверяют. Если заполнением занимается рядовой исполнитель работ, то подпись должен оставлять сотрудник с профильным инженерным образованием.
к оглавлению ↑
Разделы журнала сварочных работ
Ошибиться при заполнении ЖСР сложно, поскольку каждая графа и строчка имеют названия. В связи со вступлением в 2013 г. в силу СП 70.13330.2012 (вместо СНиП 3.03.01-87) форма журнала несколько изменилась. Бланк представлен в приложении Б указанного документа. Скачать журнал сварочных работ можно на сайте. Всего в документе выделяют четыре раздела.
- Обложка. Как видно в образце, это своеобразный титульный лист, где указывают основную информацию об объекте строительства, организациях, которые разработали проектную документацию.
- Список ИТП (инженерно-технического персонала), который был занят выполнением сварочных работ.
- Список сварщиков, непосредственно выполнявших сварку и ответственных за ее качество.
- Основная таблица, в которой указывают все данные по поводу смены, названия элементов, условий работы и личных данных каждого сварщика. Ее заполняют непосредственно в день выполнения работ.
к оглавлению ↑
Обложка ЖСР
Первое, что нужно указать на обложке документа, – номер журнала. Далее идет название организации, которая выполняет работы, например, ООО «Сварщик». Затем необходимо заполнить еще несколько строчек.
- Полное наименование объекта строительства.
- Данные лица, ответственного за сварочные работы и ведение по ним журнала. Здесь указывают:
- должность,
- фамилию,
- инициалы,
- подпись.
- Название организации, которая занималась разработкой проектной документации, чертежей КЖ, КЖД, КМ и КЖ.
- Шифр проекта.
- Наименование организации, подготовившей проект производства для сварочных работ.
- Шифр ППР на сварку.
- Предприятие по производству закладных и арматурных изделий, а также других металлических конструкций.
- Шифр документа о качестве.
- Наименование организации-заказчика и данные ее представителя или руководителя:
- должность,
- фамилию,
- инициалы,
- подпись.
- Дата начала и окончания ведения журнала.
к оглавлению ↑
Список инженерно-технического персонала
Раздел, где описывают весь инженерно-технический персонал, включает всех специалистов, которые заняты контролем выполнения сварочных работ. Сварщиков здесь не указывают. Для удобства раздел представлен в форме таблицы из шести столбцов.
- Фамилия, имя, отчество сотрудника: прораба, производителя работ, начальника участка, руководителя сварочных работ и пр. Указывают ФИО полностью, без сокращений.
- Специальность и образование, например, «ПГС», что означает промышленное и гражданское строительство.
- Должность, которую занимает этот сотрудник.
- Дата, когда конкретный специалист начал работы на объекте.
- Дата и отметка по поводу прохождения аттестации: «имеется, 20.05.2015».
- Дата окончания работы специалиста на строительном объекте.
к оглавлению ↑
Список сварщиков, выполнявших сварочные работы
Для заполнения этого пункта как раз потребуются данные о дипломе или удостоверении сварщика на производство сварочных работ. Раздел тоже оформляется в виде таблицы. Она содержит семь основных столбцов.
- Полное имя сварщика. Прописывается не как фамилия с инициалами, а полностью фамилия, имя и отчество: «Никитин Петр Иванович».
- Квалификационный разряд, например, «3».
- Номер личного клейма.
- Диплом, удостоверение на право заниматься сварочными работами. Этот пункт разделяется еще на три столбца:
- номер свидетельства;
- срок действия документа;
- пространственное положение швов, к сварке которых допущен сварщик.
- Отметка о сварке пробных и контрольных образцов, например, «удовлетворительно».
к оглавлению ↑
Основная таблица
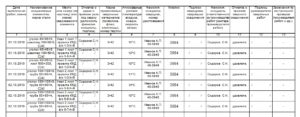
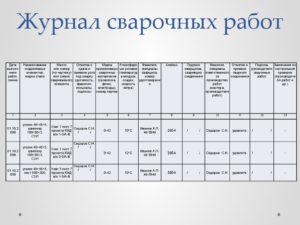
Самую большую сложность вызывает заполнение последнего раздела ЖСР. Он представлен таблицей из 13 столбцов. Здесь важно правильно заполнить каждый из них, причем работы записывают непосредственно в день их выполнения. Далее представлены названия столбцов и примеры информации, которую в них указывают.
- Дата выполнения работ, смена. К примеру, «10.01.2017, 1 смена».
- Наименование соединяемых элементов и марка стали: балка Б-1, опорный стульчик, ОП-2, С245.
- Номер или место свариваемого элемента: «узел 2, лист 8 проекта КМД. Его определяют по схеме или чертежу».
- Отметка о сдаче и приемке узла под сварку. Указывают должность, фамилию с инициалами. Здесь же специалист ставит свою подпись. Обычно это ответственный производитель работ на объекте.
- Марка сварочных материалов, применявшихся в процессе работ. Это электрод, флюс или проволока. Обязательно указывается номер партии. Пример – «электрод Э-42».
к оглавлению ↑
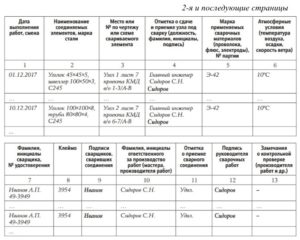
Окончание основной таблицы
После указания марки сварочных материалов остается заполнить еще восемь столбцов. Они тоже расположены в определенном порядке.
- Атмосферные условия: осадки, скорость ветра, температура воздуха: «+5 °C, без осадков, 3 м/с».
- Фамилия и инициалы сварщика с номером его удостоверения: «Никитин П. И., 48-5660».
- Номер клейма аттестованного сварщика.
- Подпись сварщика, сварившего соединение.
- Фамилия и инициалы специалиста, который ответственен за производство работ. Чаще это мастер или производитель работ.
- Подпись руководителя сварочных работ.
- Отметка о приемке сварного соединения. Ее оставляет представитель испытательной лаборатории (ИЛ).
- Замечания. Здесь указывают нарушения, который были выявлены в процессе контрольной проверки представителем ИЛ или производителем работ. Если замечаний нет, то можно написать фразу «не имеется».
к оглавлению ↑
Что такое клеймо сварщика
В пункте 10.1.15 СП 70.13330.2012 указано, что каждый сварщик по окончании работ должен поставить личное клеймо. Оно располагается в 40-60 мм от границы шва сварного соединения. Если работу выполнил один сварщик, то клеймо должно быть в одном месте, если несколько – в начале и в конце по границе шва.
Клеймо – своеобразная подпись конкретного аттестованного сварщика, по которой в дальнейшем можно распознать именно его работу. Это могут быть числа, написанные в две строчки, в рамке или без нее. Символы имеют высоту 3-5 мм.
Номер клейма обязательно проставляется в журнале сварочных работ. Но взамен этого допускается составлять исполнительную схему, содержащую подписи сварщиков, тоже с фиксацией в ЖСР. Чаще номер клейма тщательно проверяют при сварке очень нагруженных конструкций, труб высокого давления и других элементов, от которых напрямую зависит жизнь людей.
к оглавлению ↑
Замечания по контрольной проверке
Контроль в каждодневной практике проводится в основном визуально. При внешнем осмотре специалист может увидеть дефекты размером более 0,1 мм. Визуально могут быть обнаружены и вкрапления окисленных сплавов. Выходящие на поверхность капилляры выявляются только с применением люминесцентно-цветового исследования.
Для обнаружения других дефектов используют магнитный, ультразвуковой и акустический методы. Если они не выявлены, то в таблице можно указать «визуально дефекты не обнаружены». Контроль проводится с периодичностью и выборочно. Частота и характер исследования определяются руководством и инспектирующими организациями. Результаты проверок заносят в журнал сварочных работ.
к оглавлению ↑
Окончание ЖСР
После всех описанных разделов документа указывают, сколько страниц в журнале пронумеровано и прошнуровано. После этого идут дата и информацию о руководителе организации, который выдал этот документ. Для специалиста указывают такие данные:
- должность,
- фамилию,
- инициалы,
- подпись.
ЖСР закрепляется печатью организации, которую проставляют в конце документа.
Прошивка журнала предполагает соединение его отдельных страниц нитями с последующим заклеиванием этой части бумажной полоской, на которой указывают точное количество страниц и данные о заполнителе.
При желании ЖСР после окончания заполнения передают на хранение в архив, чтобы в случае необходимости его можно было вновь изучить и найти виновных лиц.
Заполнение журнала сварочных работ в строительстве: как заполнять, как ведется и на какие работы
Журнал сварочных работ – типичный представитель технической бумажной бюрократии. Но если вы думаете, что наше определение носит негативный оттенок, то вы серьезно ошибаетесь. «Бюрократия» – вполне себе безобидное слово, ставшее неизвестно по какой причине отрицательным штампом.
Можете и нас считать бюрократами, так как мы голосуем всеми руками за порядок в правилах, стандартах и документах. Особенно это касается любого рода технической документации.
А уж если дело касается сварки металлов, то все обязательные документы должны быть в идеальном порядке. Главный документом в этом идеальном «металлическом царстве» является сварочный журнал.
Что такое журнал сварочных работ?
Это документ специального формата под названием «Журнал сварочных работ», который нужно вести в обязательном порядке на любом объекте, где ведутся сварочные работы любого типа и в любом объеме.
Если говорить в общем, то данный документ должен содержать в себе информацию вот какого рода:
- названия всех свариваемых деталей и их составных элементов;
- чертежи деталей и узловых элементов деталей;
- вид и род используемого электрического тока с перечислением марок проводов и их сертификатов;
- персональные данные каждого сварщика;
- подписи мастеров, принимающих готовый результат сварки;
- нарушения технологических цепочек любого рода;
- любые выявленные дефекты технологического процесса;
- превентивные и принятые меры по устранению дефектов или технических ошибок;
- описание и номера применяемых сварочных швов;
Страницы документа должны быть прошиты и пронумерованы. Печать предприятия и подпись главного лица, ответственного за проведение всех сварочных работ на объекте должны присутствовать в документе также в обязательном порядке. Заполнение журнала сварочных работ также подпадает под строгие правила.
Зачем и кому нужен журнал сварочных работ?
Прежде всего, для осуществления эффективного контроля проведения таких серьезных процессов, с вязанных с металлом. Ведется мониторинг самих процессов, соблюдения технологических стандартов, качества швов, скоростью осуществления сварки и т.д.
Существует несколько видов такого рода документов, они различаются в зависимости от вида, уровня и квалификации проводимых работ по металлу.
Виды таких документов:
- Журнал мониторинга и контроля сварочно-монтажных процессов. Такой документ обязателен на всех буровых объектах или подразделениях РЭС.
- Записи о процессах по месту их проведения и участку объекта. Этот вид документа ведется участковыми специалистами, которые работают на нескольких участках предприятиях.
- Журналы учета проведения отдельных видов сварки – к примеру, аргоновой.
Как именно будет вестись журнал сварочных работ, и какую информацию туда нужно заносить, обговаривается заранее с работодателем. Все правила должны быть конгруэнтны с техническими регламентами, общими корпоративными правилами и системой промышленной безопасности самой организации.
Как заполняется журнал сварочных работ?
Перечень сотрудников, которые заняты выполнением работ по сварке, обязателен.
Он должен содержать в себе следующую персональную информацию:
- фамилия, имя и отчество;
- вся информация о компетентности специалиста, включающая в себя документы, подтверждающие специальность, квалификацию и разряд сварщика, если таковой имеется;
- должность и функциональные обязанности, выполняемые сотрудником на объекте;
- длительность пребывания сотрудника на объекте с датой начала работ;
- отметки с датами о получении сварщиком аттестации;
- дата окончания работ – предполагаемая или фактическая, если они закончились.
Особое место занимают записи о сотрудниках, которые покинули предприятие или были отстранены до окончания общих работ.
Эти записи должны быть исчерпывающими и содержать следующие данные:
- фамилия, имя и отчество;
- данные о клейме, включая номер, которое оставляет сварщик при уходе из предприятия;
- информация, подтверждающие специальность, квалификацию и разряд сварщика, если таковой имеется;
- запись о всем объеме работ, которые выполнил сварщик до своего ухода;
- данные удостоверения: номер и все отметки о допусках и разряде.
Порядок заполнения сварочного журнала
Существует обязательная схема как заполнять журнал сварочных работ, согласно которой вносятся записи о следующих фактах:
- дата выполнения работ с указанием смены;
- перечень деталей и заготовок, с которыми производилась сварка с указанием марок сталей и других расходных материалов;
- участок или рабочее место деталей и заготовок, которые свариваются;
- отметки с личными подписями приема и сдачи промышленного или строительного объекта под сварочные работы;
- способ сварки и вид расходных материалов;
- метеорические условия, при которых ведутся сварочные работы;
- персональные данные сварщика, номер его удостоверения;
- данные клейма;
- личная подпись ответственного производителя работ;
- персональные данные старшего мастера, ответственного за весь объект;
- при необходимости отметки о любых дополнительных проверках и замечаниях личного характера.
Пример заполненного журнала.
Помимо подписей руководителей и пронумерованных страниц, гербовая печать организации, где ведется документ и производятся процессы по металлу, должна быть проставлена в обязательном порядке.
Приложение к сварочному журналу
Помимо основных страниц данного регламентирующего документа в нем имеется специальное приложение для размещения информации о допусках со стандартным примером заполнения форматов сварочного журнала.
К примеру, на работы со сварочными агрегатами могут быть допущены лишь сотрудники старше 18-ти лет и имеющие следующие документы:
- медицинское освидетельствование;
- записи о техническом овладении профессией;
- записи о прохождении инструктажей всех обязательных видов;
Журнал сварочных работ
Здравствуйте, уважаемый читатель блога, в статье журнал сварочных работ разберемся, как его заполняют, делюсь своим опытом
При работе с металлоконструкциями без сварки не обойтись и все данные о работе согласно СНиП 3.03.01-87 «Несущие и ограждающие конструкции» п. 1.5 вносятся ежедневно в журналы по монтажу строительных конструкций, сварочных работ, антикоррозийной защиты сварных соединений, замоноличивание монтажных стыков и узлов, монтажных соединений на болтах с контролируемым натяжением.
Журнал сварочных работ и антикоррозийной защиты это один документ с двумя разделами в первом сварка во втором антикоррозия.
Журнал должен быть прошнурован, пронумерован, как и журнал общих работ, но не регистрируется в контролирующих органах.
Делают запись в раздел 2 «Перечень специальных журналов», журнала общих работ о том, что такой документ есть на строительной площадки. С журналом сварочных работ чаще всего ведется и журнал монтажных работ.
В принципе ничего сложного в заполнение журнала нет. В первый раз, когда я его заполнял у меня были вопросы о том, какого сварщика вписывать и что такое клеймо.
В основном при производстве сварочных работ участвуют несколько сварщиков, но записывают в журнал одного или двух имеющие корочки. Аттестованный сварщик имеет свое личное клеймо – это его подпись выполненной работы.
Клеймо имеет несколько видов первый числа в две строки без рамки и второй вариант числа в две строки с рамкой. Общее у них одинаковая высота символов от 3 до 5 миллиметров.
При заполнение журнала у вас должны быть копии удостоверения сварщиков и их номера клейм. Из своего опыта скажу, что серьезно проверяли номер клейма и аттестацию сварщиков при проведение ванной сварки арматуры диаметром 32 миллиметра в Тобольске.Производились работы по армированию железобетонных колонн высотой более 12 метров, ответственные конструкции. В остальных случаях, таких как монтаж металлоконструкций не больших зданий, сварочные работы при устройстве фундаментов или армирования монолитных зданий, проверяющие корочки сварщиков смотрели для галочки.
В паспорте сварщика прописаны допуски на сварку. Клеймы ставятся на сварках труб высокого давления и сильнонагруженных конструкций.
Кем заполняется журнал сварочных работ
Согласно СНиП 3.03.01-87 п8.2 следит за качеством и приемкой сварочных работ лицо имеющее документ о специальном образовании или подтверждение своей квалификации в НАКСе. У меня такого документа нет и я не имею права вести контроль по сварочным работам.
На практике было так, я заполнял журнал сварочных работ на своем объекте, но расписывался потом инженерно-технический работник, имеющий корочки по ведению и контролю сварочных работ.
Как контролируются сварочные соединения
Об этом подробно можно почитать в этом же СНиПе п.8 «Контроль качества монтажных соединений». Если коротко контроль заключается в проверке оборудование, сварочных материалов, инструментов, в визуальном осмотре на проверку геометрических размеров и формы швов, наличие трещин.
Кроме визуального осмотра проверяются радиографическим или ультразвуковым методом 5% при ручной или механизированной сваркой и 2% при автоматизированной. Так же в проекте могут быть указаны места обязательного контроля.
Как заполнять журнал сварочных работ
На первой странице пишите адрес вашего объекта и его наименование, название вашей организации и фамилию имя отчество производителя работ (если записи на фото плохо видно, кликните по нему оно откроется в большом масштабе).
В следующем разделе «Данные о проверке технического состояние сварочного оборудования» вносите данные сварочных аппаратов, с которыми вы будете работать. Далее «Данные о сварщиках» здесь вам понадобятся копии их удостоверений, записываете фамилию, имя, отчество полностью, разряд и номер клейма.
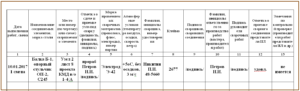
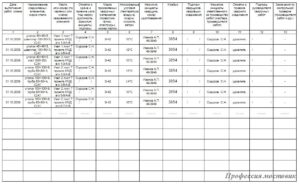
И следующий раздел, который вы должны заполнять каждый день «Данные о производстве сварочных работ». Как заполняется данный раздел можно увидеть на фото расположенном ниже.
Если на фото плохо видно, читаем ниже по пунктам:
1 дата пишите дату записи производства сварочных работ;
2 Наименование соединительных элементов марка стали. Указываете свариваемые детали, допустим швеллер, уголок, двутавр и марку стали,
3 Место или номер свариваемого элемента. Выписываете из проекта,
4 Отметка о сдаче и приемке узла под сварку. Пишет прораб свои данные,
5 Марка применяемых сварочных материалов. Пишите, какими электродами работаете, обычно в проекте указано какими необходимо производить сварочные работы.
6 Род сварочного тока. Пост
7 Атмосферные условия при сварке, температура окружающей среды,
8 ФИО сварщика номер удостоверения, клеймо. Пишите данные работника,
9 ФИО ответственного за производство работ. Подписывается ответственный за производство работ,
10 Подпись сварщиков, расписываются рабочие,
11 Результаты приемки сварочных работ. Пишите визуально дефектов нет,
12 Отметка о приеме сварных соединений. Прораб, начальник участка,
13 Замечание по контрольной поверке. Пишем замечаний нет,
14 Оценка качества работ пишите удовл., хорошо или отлично.
Это все о чем я хотел рассказать о заполнение журнала, как вы считаете бокс жестокий вид спорта?
Подборка нокаутов в профессиональном боксе.