Организация рабочего места сварщика ручной дуговой сварки
Организация рабочего места сварщика
Организация рабочего места сварщика регулируется нормами и постановлениями Охраны труда и Техники безопасности (ОТ и ТБ). Эти указания должны соблюдаться на всех предприятиях и частных мастерских, а их игнорирование приводит к штрафам и травмам.
Но существует и Научная организация труда (НОТ), чьи советы носят рекомендательный характер, помогающий оптимизировать уже существующее производство, чтобы увеличить эффективность рабочего процесса за счет улучшения условий и повышения безопасности сотрудников.
На основании всех этих источников собраны ключевые положения о том, как должно быть оборудовано рабочее место сварщика в различных ситуациях.
Цель организации рабочего места
Грамотная расстановка оборудования и создание определенных условий для выполнения работы содействуют следующему:
- повышается производительность предприятия;
- сварщику удобнее выполнять работу, поэтому улучшается качество результата;
- повышается защита рабочего от пассивных вредных воздействий (газы, излучение);
- предупреждаются травмы на производстве;
- создается благоприятная среда для работы других сотрудников, чья деятельность осуществляется рядом со сварщиком.
Чтобы достичь все эти цели прилагаются усилия по внедрению в рабочую местность ряда мер и технологий, которые обеспечивают достаточное пространство и удобство сварщику, а также защиту здоровья как самого специалиста, так и окружающих.
Кабина
Организация рабочего места электросварщика, который трудится на постоянном месте в цеху, начинается с обустройства кабины. Это помогает спокойно выполнять сварочные работы, и ограждает других от искр и световых вспышек.
Кабина должна иметь размеры, позволяющие заносить в нее изделия предназначенные для сварки. Если производимые конструкции небольшие, то минимальная площадь кабины должна составлять 2 х 2 метра. Это даст расположить все необходимое и свободно перемещаться вокруг изделия.
Чтобы излучение от сварки не мешало окружающим, высота стенок кабины устанавливается до 1,8 м. Поскольку большинство сварочных манипуляций производится на уровне стола, этой высоты будет достаточно. Каркас кабины выполняется из профильной трубы или уголков. Стойки крепятся к полу анкерами.
Можно предусмотреть дверь, которая будет полностью изолировать рабочее пространство сварщика по периметру.Для улучшения естественной вентиляции, между полом и началом стенки кабинки выставляется зазор в 150 мм. Это содействует притоку воздуха и поднятию вредных газов от сварки вверх. Стороны кабины можно изготовить из листового шифера или тонкого железа.
Допускаются варианты из брезента и даже фанеры, но эти материалы необходимо пропитать огнестойкими составами. Окрашивать стенки желательно в цинковые или титановые белила. Подойдет желтый крон. Эти вещества на поверхности кабины будут хорошо поглощать ультрафиолетовое излучение.
Если покрасить подобную конструкцию в черный или темно-синий цвет, то ухудшится общая освещенность, т. к. будет поглощение света, исходящего от лампы над рабочим местом.
На открытом месте
Обустройство рабочего места сварщика ручной дуговой сварки на открытом пространстве происходит с использованием щитков и ограждений. Это применимо в случаях постоянного перемещения специалиста по цеху или при выездных работах. Щитки ставятся для перекрытия визуального контакта между электрической дугой и рабочими, которые трудятся рядом.
Подобные ограждения имеют две стойки на ножках, между которыми находится лист тонкого железа или шифера. Высота делается такой же, как и у кабинки.
Его устанавливают так, чтобы он не мешал сварщику в выполнении задания и закрывал его от других.
Окраску выполняют в стиле «зебры» (черно-желтую или черно-белую), чтобы ограждения были хорошо заметны окружающим. Это служит предупреждением о сварочных работах.
Установка электрооборудования
Электросварочный трансформатор, и другие агрегаты, издают достаточно громкий шум, плохо воздействующий на нервную систему человека. Из-за раздражительности ухудшается качество шва и понижается производительность.
Поэтому гудящее оборудование устанавливается на некотором расстоянии от места выполнения работ. Трансформатор или преобразователь лучше расположить в пределах 5-7 метров от сварщика.
Это снизит издаваемый шум, но в то же время не будет усложнять процесс регулировки аппарата.
https://www.youtube.com/watch?v=H5vayq5T6VM
Источник сварочного тока, находящийся посреди цеха, ограждают щитками для безопасности. Если имеются многопостовые установки, то для них сооружают постоянный забор из сетки или выносят их в отдельную комнату.
Расстояние от стены до аппарата должно составлять не менее 500 мм. На открытом воздухе необходимо предусмотреть навес, чтобы защитить оборудование от осадков.
Кабеля от аппарата прокладываются по-над стенкой, чтобы об них не спотыкались.
Установка газового оборудования
Рабочее место газосварщика обустраивается по похожему принципу. Окрас стенок оградительных щитков здесь не имеет значения, поскольку газовое пламя не излучает ультрафиолет. Главное, чтобы сварщику было хорошо видно все детали на рабочем месте.
Существенным отличием является расположение баллонов. Хотя для транспортировки и используется тележка, на которую сразу устанавливаются кислородный и ацетиленовый баллон, но перед выполнением сварочных работ их необходимо отставить друг от друга не менее чем на 5 метров.
Так же следует поступать и с пропановым оборудованием. При этом важно соблюсти дистанцию между баллонами и свариваемым участком в пределах 5 м. В итоге, расстановка должна быть похожа на треугольник, на одной вершине свариваемый элемент, а на двух других баллоны с газом.
Важно, чтобы на пути к ацетиленовому генератору или баллонам ничего не находилось. Это обеспечивает быстрый доступ к оборудованию в случае обратного удара пламени. Так можно предупредить взрыв и серьезные травмы. Шланги располагаются сбоку, чтобы по ним не ходили и не ездили. В противном случае пламя будет тухнуть, а резиновые коммуникации могут испортиться.
Держатель
Главный инструмент сварщика — это держатель. От его удобства и продуманности зависит производительность и качество. Держатель может быть двух видов: зажимать электрод как прищепка, или стягивать путем закручивания рукоятки. Независимо от типа, он должен позволять сменить электрод за 4 секунды.
Конструкция хорошо изолируется для предотвращения поражения током. Кабель и сам держатель постоянно оказывают воздействие на руку сварщика своим весом. Поэтому масса этих элементов должна быть минимальной, чтобы не переутомлять сварщика и не ограничивать в движении.
Если работа ведется на большой силе тока (от 500 А), то держатель снабжается защитной накладкой, предотвращающей поражение руки сварщика высокими температурами дуги. Когда сварочный ток превышает показатели в 600 А, кабель проводится к электродержателю минуя рукоятку за которую берется рабочий.
Стороны, которые фиксируют электрод, подвергаются налипанию брызг расплавленного металла, поэтому осложняют замену нового расходного элемента. Это замедляет весь процесс и сварщик быстрее утомляется.
Для предотвращения этого эффекта поверхность держателя, на которую летят капли металла, смазывается автолом и чистится в конце дня надфилем.
Стол
Для удобного выполнения сварочных манипуляций практично располагать изделие на столе. Это повышает скорость накладки швов и удобство сварки в труднодоступных местах. Стол сварщика изготавливается по индивидуальным размерам, исходя из габаритов будущих изделий. Ножки должны иметь регулировку по высоте, чтобы подстраиваться под разных по росту рабочих.
На столе стоит предусмотреть приспособления для:
- безопасной укладки держателя в процессе перестановки изделия;
- быстрого доступа к расходным материалам и легкой смены электрода;
- расположения инструментов (молотка, напильника, фонарика, шлакоотделителя, щетки по металлу);
- розжига электрода на черновой поверхности;
- установки нестандартных конструкций с выступами в специальные отверстия.
Вытяжка
Важным атрибутом рабочего места электрогазосварщика является вытяжка. Она обеспечивает удаление вредных тяжелых газов от плавящегося металла и покрытия электродов. Не практично располагать ее в виде большого зонта над столом, поскольку часть вредоносной смеси будет проходить через органы дыхания сварщика.
Целесообразно устанавливать гибкую систему бокового отсоса воздуха, которая будет сразу забирать вредные газы, на давая им подниматься к лицу рабочего. Такая линия обеспечит перестановку вытяжки в любое место в пределах сварочной кабины. При этом стоит помнить о шуме двигателя мешающего рабочему, поэтому силовой агрегат для прокачки воздуха размещается за пределами комнаты.
Создание удобных условий для сварщика повышает качество швов и процесс выпуска готовой продукции. Снижение пассивного вреда на производстве и защита от травм персонала содействуют сохранению постоянного коллектива и слаженному взаимодействию сотрудников.
Поделись с друзьями
Организация рабочего места сварщика: особенности, основные требования и правила
Рабочим местом сварщика называют специально оборудованную площадь для проведения как сварных, так и подготовительных работ. Организация рабочего места сварщика может занимать до 30% времени, затраченного на весь сварочный процесс.
Данное производство относится к разряду опасных, а потому требует точного расчета и соответствующей подготовки. Процесс соединения металла при помощи воздействия высоких температур путём сварки является трудоемким и ответственным.
Специалисты сварного дела сталкиваются со многими факторами, которые могут ухудшить состояние здоровья, привести к различным травмам коллег, возникновению пожара и быть источником других производственных происшествий.
Поэтому главными условиями организации рабочего места сварщика должно быть удобство и безопасность проведения всех необходимых работ. В приведенной ниже статье мы разберем основные положения. А также приведем описание организации рабочего места сварщика.
Правила организации рабочего места
Особую роль в обеспечении роста эффективности труда имеет правильная организация рабочего места сварщика. Также стоит обратить внимание еще на один важный момент. Это строгое соблюдение программы дисциплины «организация рабочего места сварщика».
Во-первых, рабочее место сварщика должно быть снабжено необходимым оборудованием, соответствующими инструментами и материалами для проведения работ. Архитектура и эргономика рабочего места сварщика должна предполагать наличие стеллажей, столов и полок, необходимых для хранения деталей и узлов.
За специалистом закрепляется стационарный пост, оборудованный шкафом, навесными стеллажами либо ящиком для хранения кабелей, приспособлений, инструментов, чертежей и карт технолога.
Согласно нормам, сварочную аппаратуру располагают таким образом, при котором сварщик может выполнять работу на максимально возможной площади, не прибегая к перестановке оборудования. Для примера следует привести основные пункты организации рабочего места сварщика полуавтоматической сварки:- Задействуется все возможное освещение рабочей области, далее подготавливается материал и необходимый инструмент.
- Важным пунктом является проверка соединения кабелей и шлангов. Только после этого мы приступаем к подготовке самого аппарата, разматываем сварочный рукав, подключаем газовый баллон, дополнительно проверяем подачу газа к аппарату и осматриваем сопло горелки.
- Подготавливаются соответствующие детали, и начинается сварочный процесс, по окончании которого необходимо дать остыть от одной до двух минут образовавшемуся шву. Далее мы очищаем получившийся шов от шлака. Заканчиваем проводимые работы выключением подачи газа и питания аппарата.
Виды рабочих мест
Организация рабочего места сварщика ручной дуговой сварки, как и газосварщика, занимает первое место в общем цикле подготовительных работ. Традиционно выделяют стационарные и нестационарные (передвижные) рабочие места сварщика.
Организация стационарного рабочего места
Постоянные (стационарные) места, так же их называют сварочным постом, предназначены для работ, выполняющихся в специализированных цехах или мастерских. Обязательным условием является установленный сварочный аппарат, защищенный от атмосферных воздействий, обязательно проветриваемое (вентилируемое) помещение площадью не менее 3 м², бетонный пол и стены, не отражающие сварочные блики.
Формально даже у себя в гараже можно организовать полноценный сварочный пост, конечно, при условии наличия заземления. На стационарно оборудованных местах проводится, в основном, сварка мелких деталей, которые можно разместить и удобно подогнать на сварочном столе. На стационарном посту инструмент хранится в ящике, предназначенном только для инвентаря.
Требования к вентиляции
Особые требования к организации рабочего места сварщика диктуются необходимостью обезопасить специалиста в ходе выполнения сварочных работ. Потому как в воздухе повышается концентрация вредных примесей, частиц металла (при резке металла) и пыли.
Это, в свою очередь, может отрицательно сказаться на здоровье как самого сварщика, так и рабочих, находящихся в рабочем помещении.
Для поддержания постоянной воздухоциркуляции на производстве устанавливают вентиляцию, которую можно разделить на две группы:
- местная вытяжная вентиляция (помещается непосредственно над сварочным постом);
- общеобменная (действует по всему помещению).
Местная вытяжная вентиляция находит свое применение для сварочного поста, в то время как в крупном сварочном цехе используют общеобменную вытяжную вентиляцию. Для вывода сварочного аэрозоля у места его концентрации при ручной электросварке применяют поворотные и подъемные наклонные панели равноплоскостного всасывания.
При сварке средних изделий архитектура местных отсосов может быть исполнена в виде шкафа для вытяжки, вертикальной либо наклонной панели всасывания.
При сварке крупногабаритных изделий, средних размеров, а также мелких изделий сварщик может помимо различных видов вентиляции применять сварочные маски с автономной вентиляцией в зоне дыхания.
Организация мобильного рабочего места
Временные (мобильные) рабочие места сварщика организуются для работ, выполняемых непосредственно на крупногабаритных деталях и установках, переместить которые к сварочному посту физически невозможно.
Организация рабочего места сварщика в нестационарных местах необходима в условиях, когда необходимо сварить изделия больших размеров, которые располагаются неподвижно.
В данном случае сварщик вынужден передвигаться по всему периметру, будь то сварка протяженного трубопровода или неподвижного каркаса.
Согласно технике безопасности, такие места должны быть отделены специальными огнестойкими ширмами (щитами). Посты обязательно должны быть обеспечены средствами для тушения пожара.
Нужно помнить, что огнетушителя недостаточно для рабочего места сварщика, а потому оно оборудуется ящиком с песком.
Не следует перегружать рабочее место вещами, которые не нужны для производства данной детали, и лишним оборудованием, так как это будет не только снижать эффективность производственного процесса, но и угрожать здоровью и жизни сварщика.
Рабочее место в монтажных условиях
Есть особенности организации труда на рабочем месте сварщика в условиях производства и работах на открытом воздухе: оно обязательно должно быть специальным образом подготовлено и защищено от атмосферных воздействий.
Потому как наличие воды в виде пара или осадков может привести к поражению электрическим током. При организации рабочего места сварщика «в поле» применяют навесы, палатки или переносные тенты.
Опять же по причине выполнения работ в «полевых» условиях возникают трудности по хранению сварочного оборудования.
По окончании смены нужно каждый раз перемещать сварочный аппарат к месту его хранения.Оптимальный вариант – содержание его в закрытом помещении, при этом к непосредственному сварочному месту нужно будет лишь протянуть сварочные кабели, но если это не представляется возможным, то лучшее решение – установка сварочного аппарата на возимую платформу либо ручную тележку.
Это сократит время подготовки бригады и увеличит ее эффективность. Для работы на монтажной площадке сварщику необходима специальная сумка для хранения инструмента. Функцию сумки также может выполнять портативный ящик для инструмента.
Инструменты сварщика
Инструмент сварщика комплектуется с учетом специфики предстоящих сварочных работ. Однако есть определенный список инструментов, наличие которых для грамотного специалиста является строго обязательным. Без этих элементов сварочный процесс невозможен по определению.
К таким инструментам относятся:
- Электрододержатель, от качества и надежности которого зависит удобство работы и безопасность труда. Электрододержатель не может превышать веса в 0,5 кг, должен быть исправным, необходимо, чтобы электрод в нем не болтался, и рукоятка была прорезинена.
- Сварочные электроды. Электроды классифицируют по маркам, типу, толщине покрытия, качеству, назначению и допустимым пространственным положениям. Конечно, электрод должен соответствовать типу свариваемого металла. Перед работами нужно убедиться в том, что покрытие электрода однородное, плотное, прочное, без трещин и наплывов. Помимо всего прочего, сварщик, работающий с неплавящимся электродом, должен иметь при себе набор сточенных вольфрамовых электродов, комплект ключей, пассатижи либо кусачки.
Защитные приспособления
К защитным приспособлениям относят щиток или маску, которая применяется для предупреждения травм и ожогов глаз, лица от вредного влияния инфракрасного излучения и брызг раскаленного металла. Основное требование, предъявляемое к маскам, – наличие в них светофильтра, задерживающего инфракрасное и ультрафиолетовое излучение, а также снижающее яркость световых лучей дуги.
Дополнительные приспособления и инструменты
К дополнительным инструментам относятся:
- стальная щётка – необходима для зачистки металла от грязи, ржавчины перед сваркой и шлака по завершении сварочного шва;
- молоток с заострённым концом, который применяется для отбивки шлака с поверхности шва;
- зубило для вырубки дефектного места сварного шва – применяется для срезания капель застывшего металла с поверхности изделия.
Для проведения измерительных работ сварщику необходима рулетка, линейка, угольник, а также белый маркер – для нанесения разметки на подготавливаемое изделие.
Одежда сварщика
Костюм сварщика производится из специализированной огнестойкой ткани, которая призвана защитить специалиста от искр, брызг расплавленного металла и при этом не плавится от контакта с нагретыми поверхностями, что исключает ожоги.
Более того, сварщик не имеет права выполнять любые виды огнесварочных работ без защитного комплекта одежды, в список которого входит:
- Собственно сам костюм сварщика, соответствующий требуемому ГОСТу.
- Специальная обувь, стойкая к термическому воздействию искр и стальных брызг.
- Рабочие рукавицы или перчатки, в основном сделанные из брезента.
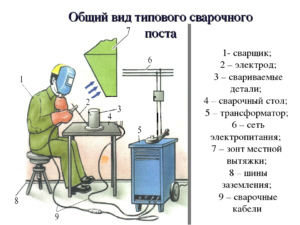
Организация рабочего места сварщика ручной дуговой сварки
Основной мерой, способствующей безопасному выполнению электросварочных работ, выступает правильная организация рабочего места сварщика. О том, как должен быть оснащен сварочный пост, какие оптимальные показатели следует учитывать при выборе сварочных проводов и электродержателей и какие выделяют средства защиты при работе сварщика, читайте подробно в настоящей статье.
Предназначение, оснащение рабочего места сварщика
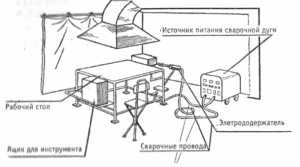
В качестве рабочего места электросварщика рассматривают участок производственной площади, который закрепляется за бригадой/конкретным рабочим и оснащается согласно требованиям технологического процесса инструментом, оборудованием, приспособлениями и принадлежностями.
Сюда относят:
- сварочный аппарат;
- стол и стул сварщика;
- металлическую щетку;
- зубило, молоток;
- электродержатель;
- винтовой зажим;
- сварочную маску.
Какие выделяют места осуществления сварочных работ:
- стационарные (постоянные) места, предназначение которых связано с работами, выполняемыми в мастерских, специально оборудованных цехах, прочее;
- временные места.
Стационарное рабочее место
Материал пола в кабине должен быть огнестойким (бетон, кирпич, цемент).
При окрашивании стен применяют краску светло-серого цвета (желтый крон, титановые/цинковые белила), способную поглощать ультрафиолетовые лучи.
Величина освещенности кабины не должна быть меньше 80-100 лк. В кабине предусматривают местную вентиляцию, воздухообмен которой на каждого рабочего должен составлять 40 куб. м/ч.
Расположение вентиляционного отсоса должно быть предусмотрено так, чтобы выделяемые при сварке газы сразу им всасывались, минуя попадание в дыхательные пути сварщика.
Сварка деталей осуществляется прямо на рабочем месте. При изготовлении крышки стола в качестве материала применяют чугун, толщина которого должна быть не менее 20-25 мм. Сварочный пост предусматривает наличие генератора, выпрямителя и сварочного трансформатора.
Сварочные провода: предназначение, рекомендуемые сечения
Предназначение сварочных проводов связано с подводом тока от трансформатора/сварочной машины к электродержателю и непосредственно к свариваемому изделию. Для снабжения электродержателя используют гибкий изолированный провод: ПРГ либо ПРНГ (нейритовый), сплетение которого выполнено из множества медных проволочек (пролуженных/отожженных), диаметр которых составляет 0,18-0,2 мм.
Оптимальные сечения сварочного провода представлены в следующей таблице:
Не рекомендуется использовать провод, длина которого больше 30 метров, поскольку это может способствовать падению напряжения в сварочной цепи. Для всех проводов должно быть предусмотрено надежное крепление. При повреждении провода обязательно изолируются. Для соединения проводов используют муфты.
Как выбрать электродержатель
Электродержатели применяются при закреплении электрода и подводе к нему тока, если речь идет о ручной электродуговой сварке.
В таблице ниже представлены их основные характеристики:
Для предотвращения соприкосновения токоведущих частей электродержателей с руками работника и свариваемым изделием предварительно обеспечивают надежную изоляцию рассматриваемых частей, сопротивление которой должно составлять не меньше 5 Мом. Рукоятка должна быть изолирована таким образом, чтобы при частоте 50 Гц в течение одной минуты она могла выдержать без пробоя напряжение 1500 В.
Температура наружной поверхности рукоятки при обычном режиме работе не должна превышать 55 градусов Цельсия.
На охватываемой ладонью длине рукоятки поперечное сечение последней не должно превышать 40 мм. Электрическим электродержателям должна быть свойственна механическая прочность. Допускаемая возможность захвата электрода электродержателями подразумевает два положения: перпендикулярное и под углом не меньше 115° к оси электрододержателя.
Электродержатель должен быть сконструирован так, чтобы смена электрода не занимала у работника более 4 секунд.
Маска электросварщика как средство защиты
При выборе маски обращают внимание на материал изготовления. В идеале – это специальная пластмасса, устойчивая не только к высокой температуре, но и повышенной влажности. Такая маска практически не портится при брызгах металла, не деформируется и не содержит металлических выступающих частей, исключая поражение работника электрическим током.
https://www..com/watch?v=H5vayq5T6VM
При выполнении работ в тесных и закрытых помещениях, где применение вытяжки невозможно, используют специальные маски (с подачей воздуха). В шлем/щиток вставляется светофильтр, который может удерживаться рамкой размером 120 на 60 мм.
Запрещается использовать не предназначенные для сварки цветные стекла, поскольку они не смогут обеспечить надежную защиту глазам от невидимых лучей сварочной дуги, что грозит работнику хроническим заболеванием глаз. При подборе защитных светофильтров, которые могут иметь различную плотность, учитывают силу сварочного тока.Современные маски по типу «хамелеон» позволяют автоматически регулировать затемнение стекла, в зависимости от степени яркости дуги.
Требования к специальной одежде:
- Материал костюма – жаростойкая ткань (замша либо брезент).
- Куртка носится только на выпуск.
- Расположение карманов – внутреннее.
- Ботинки должны быть изготовлены из негорючего материала, не содержать гвоздей и быть достаточно высокими.
- Краги (рукавицы) – также из негорючего материала, с достаточной длиной, исключая попадание материала внутрь во время потолочной сварки.
- Головной убор должен надежно защищать шею.
Какие дополнительные инструменты могут понадобиться сварщику
- Винтовые зажимы (струбцины) – при присоединении провода к изделию.
- Проволочные щетки (с электроприводом или ручные) – при зачистке швов и удалении шлаков.
- Клейма, молотки, зубила – при клеймении швов, вырубке дефектов, удалении шлака/брызг.
- Стаканы – при хранении электродов.
- Молоток, имеющий заостренный конец – при отбивании шлака.
- Стальные щетки (узкая и широкая) – при очистке кромок и швов.
- Слесарный молоток, зубило 150 мм длиной – при вырубке мелких дефектных мест.
- Набор шаблонов – при промере величины швов.
com/obyazannosti/organizatsiya-rabochego-mesta-svarshhika.html
Организация рабочего места сварщика
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе! Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Научная организация труда (НОТ) на предприятии есть совокупность организационных, технологических и санитарно-гигиенических мероприятий, обеспечивающих наиболее целесообразное использование рабочего времени, производственных навыков и творческих способностей каждого члена коллектива, способствующих устранению тяжелого ручного труда, неблагоприятных воздействий окружающей среды на организм работающего, снижение травматизма. Правильная организация рабочего места сварщика способствует не только повышению производительности труда и качества сварки, но и обеспечению безопасных условий работы, снижению травматизма и несчастных случаев.
Электрододержатели
Электрододержатели должны быть легкими, удобными в обращении, не стеснять движений и не утомлять руку сварщика. Их выпускают трех типов: для тока до 125 А и провода сечением 25 мм2; тока до 315 A и провода сечением 50 мм2, тока до 500 A и провода сечением 70 мм2. Электрододержатель должен выдерживать 8000 зажимов электродов.
Его конструкция должна обеспечивать смену электрода не более чем за 4 с. Электрододержатели для тока 500 A и выше снабжают щитком для защиты руки от тепла сварочной дуги, а также от брызг металла.
Применяют также электрододержатели, снабженные устройством для выключения сварочного тока во время смены электрода, обеспечивающие большую безопасность работы.
Выключающее устройство состоит из латунного стержня, вмонтированного в рукоятку. При вращении подвижной части рукоятки стержень вывертывается из контактной втулки, размыкая цепь сварочного тока. Токоведущий провод пропускают через рукоятку, однако при сварочном токе более 600 А токоведущий провод должен подключаться к электрододержателю, минуя рукоятку.
Сварочный пост следует снабжать специальным штативом или стойкой, приваренной к столу, для укладки или подвески электрододержателя при кратковременных перерывах в работе, чтобы избежать образование электрической дуги в результате случайного соприкосновении электрододержателя с поверхностью металлического стола. Поверхность штатива или стойки, на который укладывается или подвешивается электрододержатель, должна быть изготовлена из электроизоляционного материала.
Во время сварки к электрододержателю прилипают брызги расплавленного металла, что приводит к утяжелению и перегреву электрододержателя.
Кроме того, при попадании брызг на щечки электрододержателя затрудняется установка электрода и удаление огарка. Это способствует большей утомляемости сварщика, а иногда приводит к ожогам во время смены электрода.Во избежание прилипания брызг расплавленною металла к электрододержателю его рекомендуется несколько раз в смену смазывать автолом.
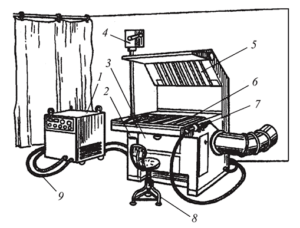
Столы сварщиков
Сварку небольших изделий (размером менее 1 м) следует производить в отдельных кабинах на металлических столах. Для отсоса газов и пыли от сварочной дуги недопустимо над столом располагать вытяжной зонт. При такой организации рабочего места поток подымающихся газов и пыли частично проходит через зону дыхания сварщика.
Более удобно рабочее место, на котором над столом сварщика несколько выше плоскости сварки расположен односторонний щелевой отсос в виде полузонта. Сварку изделий до 1 м удобно производить на рабочем столе, над которым со стороны, противоположной рабочему месту, установлена односторонняя панель равномерного всасывания.
При оборудовании стола сварщика местным отсосом вентилятор устанавливают как на самом столе, так и за пределами помещения. Исходя из того, что встроенный в стол вентилятор создает шум, снижающий работоспособность сварщика, С. Ландо и В.
Жизневский разработали конструкцию стола сварщика с нижнебоковым отсосом газов и пыли, в котором вентилятор устанавливают за пределами помещения (рис. 6).
При такой конструкции отсоса дым, пыль и газы не попадают в зону дыхания сварщика даже в тех случаях, когда ему приходится работать стоя.
В столе описываемой конструкции предусмотрены еще некоторые удобства. Известно, что многие сварщики перед зажиганием дуги пользуются приемом зачистки конца электрода от выступающего козырька путем прикосновения электрода к поверхности стола.
В результате этого уже через небольшой промежуток времени на поверхности стола образуются наросты электродного металла, мешающие передвижению по столу изделий и портящие его внешний вид. Чтобы этого не случалось, на новом столе сварщика столешница по краям окантована медными пластинами, прикрепленными к столу винтами.
Так как к медным пластинам электродный металл не пристает, то поверхность стола не загрязняется электродным металлом и в конце рабочего дня следует лишь прочистить его поверхность стальной щеткой.
В новом столе предусмотрено местное освещение, смонтированное на откидной панели, которая, в свою очередь, укреплена шарнирно к верхней части наклонной панели. Такое устройство панели освещения позволяет при доставке на стол сварщика крупногабаритных тяжелых изделий при помощи тельфера откидывать панель освещения, предупреждая ее поломку.С боковых сторон к пастилу прикреплены на петлях две откидные кассеты. Левая кассета предназначена для укладки электродов, правая—для укладки молотка, стальной щетки, зубила и другого инструмента. При этом имеется в виду, что после рабочей смены материалы и инструмент будут убраны в закрывающуюся тумбочку.
Каркас стола изготовлен из уголковой стали 50×50 мм. С боков и спереди он обшит листовой сталью толщиной 1 мм. С лицевой стороны обшивка сделана с приступком. Это позволяет сварщику периодически менять позу, давая отдых ноге. В боковых стенках обшивки прорезаны окна для выходных патрубков местного отсоса.
В зависимости от места установки стола на сварочном участке один из патрубков соединяется с вытяжной трубой, а другой заглушается. Настил стола изготовлен из квадратной стали 16х16 мм, скрепленной стальной рамкой. Расстояние между прутками 5—6 мм.
Через эти щели отсасываются вредные выделения от места сварки, если ее ведут на расстоянии до 250 мм от поверхности стола. Если же сварку ведут па большем расстоянии от поверхности настила, то вредные выделения отсасываются в щели, сделанные в задней навели отсоса.
В решетчатый настил через щели в корпус отсоса могут попадать огарки электродов, окалина, другие загрязнения. Поэтому периодически, один раз в полгода, следует открывать люк бокового патрубка и очищать отсасывающий корпус от загрязнений.
Чтобы огарки и загрязнения не засасывало в вытяжную трубу, у выхода вытяжного патрубка устанавливают металлическую сетку. Рабочая зона стола сварщика 1000×700 мм, высота от пола до рабочей зоны 700 мм, общая высота 1400 мм, масса 110 кг.
При сварке крупногабаритных изделий (более 2 м), обычно переносимых краном, пользуются подставками. Удаление вредных выделений производят при помощи отсоса через панель равномерного всасывания, укрепленную на поворотном шарнирном устройстве, чтобы отводить ее в сторону во время установки изделия под сварку.
Иногда при сварке мелких изделий, требующих наложения сварочных швов по периметру, целесообразно применять вращающийся стол, регулируемый по высоте при помощи винта.Пользуясь таким столом, можно поднимать и опускать детали в наиболее удобное положение и работать в такой позе, при которой сварщик меньше подвергается воздействию вредных выделений сварки и меньше устает.
Для устранения вынужденного неудобного положения тела при ручных видах сварки необходимо снабжать сварщика рациональным сиденьем, регулируемым по высоте.
См. также:
Предназначение оснащения рабочего места сварщика
Организация рабочего места сварщика – процедура, которая предусматривает обеспечение наиболее благоприятных условий для выполнения сварки. За участок может отвечать один сварщик или целая бригада. Среди особенностей можно отметить следующие моменты:
- Как правило, в качестве места сварщика выступает определенная площадь, находящаяся в сооружении или на месте строительства и ремонта.
- При рассмотрении требований к рабочим местам уделяется больше всего внимание тому, что оно должно быть оснащено требуемыми инструментами и техникой.
- Подготовка рабочего места также предусматривает уборку лишних вещей, которые могут снизить безопасность сварки.
- Организация проводится с учетом того, какого размера и типа обрабатываемая конструкция. Особое внимание уделяется тому, чтобы сварщику или помощникам не пришлось фиксировать обрабатываемые изделия. Это запрещается принятой техникой безопасности.
Схематичное изображение кабины сварщика
В целом можно сказать, что только при правильной организации рабочего места в соответствии с техникой безопасности можно выполнить сварку качественно. При этом учитывается место сварки, условия окружающей среды и многие другие моменты.
Какие выделяют места осуществления сварочных работ
Техника безопасности и многие другие нормативные документы определяют классификацию рабочего места на несколько типов. Примером можно назвать нижеприведенную информацию:
- Стационарные.
- Нестационарные.
Первый тип чаще всего связан со специальными помещениями в мастерских, второй – передвижные, требующиеся для выезда на место аварии или проведения строительства. Кабина сварщика обустраивается только один раз в соответствии с техникой безопасности, после чего уделяется внимание только техническому состоянию ответственных механизмов и конструкций.
Стационарное место сварщика встречается в различных производственных цехах. Они подходят для сваривания небольших изделий. Среди особенностей оснащения подобных помещений можно отметить следующие моменты:
- При правильном оснащении помещений обеспечивается беспрепятственный доступ к заготовкам.
- Поблизости не должны быть распложены взрывоопасные и легковоспламеняющиеся вещества.
- При использовании инверторов, которые работают на горючем веществе, баллоны должны быть расположены вдали от открытого пламени.
- Беспрепятственный доступ должен обеспечиваться расходным материалам, к примеру, электродам и проволоке. Это связано с тем, что во время сварки нужно быстро сменить некоторые элементы.
- Стационарное место подготавливается с учетом того, какие именно элементы будут свариваться между собой. Техника безопасности предусматривает, чтобы рабочее место сварщика обеспечивало неподвижное состояние заготовок во время ее обработки.
Стационарное место сварочных работ
Подготовка проводится при следовании определенной инструкции, которая разрабатывается сотрудником организации.
Передвижной пост
Передвижное место может создаваться для газового и электронного инвертора. Стоит учитывать, что сварочная кабина требуется для его установки в случае повышенной влажности окружающей среды.
Меньше всего проблем возникает при применении газовой сварки. Это связано с тем, что электрическое оборудование должно надежно питаться.
Передвижной пост
Преимущества сварочных штор
Большой популярностью пользуются специальные шторки. Они позволяют существенно упростить работу, разделить участок на несколько секторов. К особенностям подобной оснастки можно отнести следующие моменты:
- При изготовлении применяется огнеупорная ткань.
- Используемый материал также может выдержать несущественно механическое воздействие.
Разнообразие сварочных штор
Выделяют несколько вариантов исполнения подобной оснастки, каждая характеризуется своими особенностями.
Сплошная стандартная штора
Чаще всего устанавливаются сплошную штору. Она представлена сплошным материалом, который крепится на специальных несущих элементах. Среди особенностей отметим:
- Визуальная защита и преграда ультрафиолетовому излучению.
- Защита окружения от брызг и расплавленного металла.
- Снижается отрицательное воздействие воздушных боковых потоков.
Сплошная стандартная штора
При выборе наиболее подходящей шторы уделяется внимание ширине швов, толщине материала и некоторым другим моментам.
Полосовая сварочная штора
Защитная штора выбирается при учете различных параметров. Основными можно назвать:
- Толщина и тип материала. Некоторые ткани характеризуются повышенной устойчивостью к воздействию температуры.
- Качественные варианты исполнения прошиваются.
- Тип несущей конструкции.
Полосовая сварочная штора
Установить подобную защиту можно быстро, после завершения процесса ее быстро собирают. Несущий элемент изготавливается из коррозионностойкого металла.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.