Пайка полипропиленовых труб время нагрева
Таблица температуры пайки полипропиленовых труб — Трубы и сантехника

Температурное соединение полипропиленовых (ПП) трубных изделий осуществляется быстро, образуя герметичный стык с длительным сроком эксплуатации.
Благодаря такой особенности метод сваривания и сами полипропиленовые трубы получили широкое распространение среди домашних мастеров, осуществляющих монтаж трубопроводов различного функционального назначения своими руками.
Однако, несмотря на кажущуюся легкость, процесс сварки требует не только практических навыков, но и знания определенной информации, такой как температура пайки полипропиленовых труб, период нагрева, время остывания стыка до набора эксплуатационной прочности.
В помощь тем, кто впервые решил осуществить монтаж своими руками трубопровода (отопительного контура) полипропиленовыми трубами, в статье будет отражена наиболее значимая информация, касающаяся данного процесса.
Существующие методы соединения ПП труб
Одним из способов соединения пластиковых трубных изделий является холодная сварка. Суть технологии заключается в предварительном нанесении на стыкующиеся полимерные поверхности специального вещества, временно химически разжижающего пластик.
После соединения пластиковых деталей материал приобретает первоначальную твердость, но за этот период происходит герметичное сращение поверхностей.
Холодная сварка не нашла широкого применения, хотя в некоторых случаях помогает паять элементы трубопровода в труднодоступных местах или там, где нет доступа до источника электрического тока.
Большее распространение получили термические способы пайки ПП труб. К ним относятся:
- сварка с помощью термоэлектрических фитингов;
- диффузная пайка.
Оба способа соединения полипропиленовых трубных изделий основаны на температурном расплавлении стыкуемых поверхностей с последующим их сращением в процессе остывания. Разница только в технологическом подходе. Рассмотрим каждый из методов подробнее.
Пайка термоэлектрическими фитингами
Такие соединительные элементы для формирования стыков участков ПП трубопроводов устроены так, что в их теле расположены витки нагревательной спирали, какая выходит на внешнюю поверхность электрическими клеммами.
При прохождении через спираль электротока преимущественно внутренняя поверхность термоэлектрического фитинга нагревается до определенной температуры, что способствует расплавлению пластиковых поверхностей с последующим их надежным сращением.
Применение термоэлектрических фитингов для конструирования бытовых трубных коммуникаций ограничено. Причинами этого является высокая стоимость соединительных элементов, необходимость приобретения дорогостоящего оборудования и наличия специальных знаний, позволяющих квалифицированно паять подобным способом.
К тому же для пайки труб малого диаметра (16, 20, 25, 32 мм), преимущественно применяемых для бытовых трубных разводок, существует более простой, менее дорогостоящий, при этом надежный способ сварки полипропилена, который будет рассмотрен далее.С помощью термоэлектрических фитингов соединяются крупные трубопроводы (большой диаметр) и работы осуществляют специализированные организации, имеющие допуск к подобному роду деятельности.
Диффузная сварка ПП изделий
Это как раз тот метод пайки, что широко применяется для монтажа бытовых полипропиленовых коммуникаций. Технология основана на одновременном температурном расплавлении стыкующихся поверхностей с последующим их плотным соединением. Молекулы расплавленного полимера взаимно проникают (диффундируют), образуя сплошное монолитное соединение.
Для осуществления плавки полимерных поверхностей стыкующихся деталей (труб и фитингов) применяется специальный электрический паяльник.
Прибор имеет мечевидный (цилиндрический в некоторых моделях) выступ, какой и является нагревательным элементом.
В комплекте паяльника есть двусторонние насадки под определенные размеры труб и соответствующих соединительных деталей, что устанавливаются на нагревающийся выступ.
Есть возможность одновременной установки нескольких насадок, если требуется работать с отрезками ПП трубопровода разного сечения.
Нагревательный прибор оснащен градуированным терморегулятором, позволяющим задать необходимую температуру насадок и лампочками, сигнализирующим о подключении к электросети и готовности паяльника к работе.
Насадки для плавки пластиковых изделий покрыты тефлоновым слоем, предотвращающим прилипание расплавленного полимера.Преимуществами, сделавшими метод диффузной пайки ПП труб популярным, являются следующие факторы:
- невысокая стоимость оборудования и материалов (труб, соединительных и переходных элементов);
- возможность формирования герметичных долговечных стыков трубопровода;
- легкость и высокая скорость сборки бытовых трубных контуров своими руками любой сложности и конфигурации;
- возможность работы одновременно с соединяемыми элементами разных диаметров.
Технические параметры пайки ПП изделий
Кроме практических нюансов, приходящих с опытом работы своими руками, при диффузной сварке важно соблюдать некоторые технологические требования, позволяющими стабильно получать надежное соединение элементов трубопровода.
К таковым относятся время сварки полипропиленовых труб, период их неподвижной фиксации после введения трубы в фитинг, время остывания и некоторые другие параметры, которые отличаются для изделий разных диаметров.
Ниже приведена таблица для труб, с сечением, наиболее часто применяемом для бытовых разводок воды и отопительных контуров.
Время нагрева и другие технические параметры процесса, указанные в таблице, справедливы при нагреве полипропиленовых деталей до 260-280˚С и температуре окружающей среды в пределах от 15˚С до 20˚С.
Инструментарий, необходимый, чтобы паять ПП трубопровод
Для осуществления сборки полипропиленового трубопровода методом диффузной пайки понадобятся следующие инструменты:
- электропаяльник с приложенным набором двусторонних насадок разных диаметров (16, 20, 25 мм);
- труборез (специальные трубные ножницы);
- напильник для зачистки заусениц и шероховатостей на обрезном торце трубы;
- измерительная строительная рулетка;
- маркер.
Из материалов, кроме труб необходимого диаметра, соединительной и запорной арматуры, переходных элементов, понадобится ветошь из натуральной ткани (лен, х/б) и обезжиривающая жидкость (уайт-спирит, этиловый спирт, ацетон).
Приготовив необходимые материалы и инструментарий, можно переходить к практическому осуществлению процесса сварки ПП трубопровода, опираясь на изложенную ниже инструкцию.
Пайка трубных полипропиленовых изделий своими руками, инструкция
Так необходимо паять полипропиленовые трубы диффузным методом после нагрева специальным паяльником. Соблюдая правила, указанные в приведенной инструкции, удастся добиться формирования надежных соединений ПП трубопровода своими руками.
Температура пайки полипропиленовых труб: таблица
Описание методов соединения труб из полипропилена и технические параметры сварки. Инструменты для работы, инструкция по сварке своими руками. [content-egg module=GdeSlon template=compare]
Со стороны кажется, что в сварке полипропиленовых труб ничего особо сложного нет: нагреть, соединить, остудить — готово. Однако на практике выясняется, что в этом деле существует масса важных моментов, которые влияют на качество соединения труб и фитингов.
Пренебрежение этими нюансами приводит к различным огрехам, вызывающим закупорку, протекание труб и другие проблемы. Часть ошибок обнаруживается только через несколько месяцев после начала эксплуатации трубопровода, когда горе-мастеров уже и след простыл.Для сваривания труб и фитингов из полипропилена чаще всего используют метод термической полифузии. Суть его состоит в том, чтобы нагреть свариваемые части до определенной температуры и быстро их соединить. Для разогрева частей используют специальный прибор, именуемый в народе «паяльником». Процесс пайки пластиковых труб наглядно представлен в видеоматериале:
Некоторые производители нагревателей для пайки пластиковых труб устанавливают на один прибор сразу два нагревательных элемента. (Это характерно для недорогих моделей китайского и турецкого производства).
Для каждого из них предусмотрен отдельный включатель, и мощности каждого такого элемента хватает для разогрева труб и фитингов конкретного диаметра.
Не следует использовать два нагревательных элемента одновременно, чтобы не перегревать пластик, не перегружать сеть и не расходовать лишнюю электроэнергию. Второй нагреватель следует использовать как запасной, необходимый в случае поломки первого.
Если прибор для сварки оснащен двумя нагревательными контурами, их можно включать одновременно в начале работы, чтобы быстрее разогреть инструмент. Затем один из контуров следует отключить.
Разогретый материал труб на некоторое (очень короткое) время сохраняет пластичность. В эти секунды нужно соединить элементы и зафиксировать соединение, одновременно устраняя перекосы. Только по окончании фазы «фиксации», когда материал утратит эластичность, можно положить соединенные трубы на стол.
Оптимальной температурой для нагрева полипропиленовых труб считается температура в 260 градусов. В процессе нагрева необходимо прогреть материал трубы достаточно сильно, чтобы обеспечить надежное соединение. При этом трубу нельзя перегревать, чтобы она не потеряла форму. Для этого следует следить за временем нагрева. В зависимости от диаметра труб оно может составлять:
- 8-9 секунд для труб диаметром 20 мм;
- 9-10 секунд для труб диаметром 25 мм;
- 10-12 секунд для труб диаметром 32 мм и т.п.
Таблица пайки полипропиленовых труб и температура нагрева
Монтаж внутренних водопроводных магистралей горячей и холодной воды из полипропиленовых труб актуален для большого числа частных загородных домов и коммунальных квартир, при проведении работ участки трубопровода соединяют между собой методом пайки.
Специалист, осуществляющий монтаж труб из полипропилена, обязан знать время нагревания соединяемых деталей, обычно в инструкции на сварочный аппарат приведены таблица пайки полипропиленовых труб и температура нагрева, при которой должен происходить данный процесс.
Помимо информации о временных и температурных параметрах спайки, для правильного проведения работ необходим качественный инструмент, изучение технологии монтажа с учетом особенностей различных марок полипропиленовых труб.
Монтажнику понадобятся также знания не только о временных интервалах нагревания соединяемых деталей, но и о времени остывания спаянного узла, размерных параметрах фасок, оптимальной глубине вставки соединяемых элементов.
Рис. 1 ПП-трубы и фитинги для полипропиленовых труб
Что такое полипропиленовые трубы, их разновидности
Полипропилен (сокращенное обозначение ПП или ППР) – термопластичный, то есть изменяющий свои размерные параметры при разных температурах, полимер пропилена, получаемый его полимеризацией в присутствии металлосодержащих катализаторов, технология его изготовления близка к процессу производства полиэтилена низкого давления (ПНД). От химического состава используемого катализатора зависят физико-химические параметры полученного полипропиленового материала.
Чистый полипропилен имеет вид белого порошка или гранул, может выпускаться химически стабилизированным, в окрашенном виде.
Трубы из полипропилена используют для прокладки холодного и горячего водоснабжения, тепловых сетей, обвязки котельного оборудования, установки стояков, прокладке канализации для отвода высокотемпературных стоков и агрессивных химических веществ промышленных предприятий.Основные параметры полипропилена, влияющие на сферу его применения, имеют следующий вид:
- Полипропилен как термопластик при нагревании до высоких температур расширяется, к примеру длина трехметровой трубы увеличивается на 3 см.
- При температурных параметрах транспортируемой среды в 140 °С материал размягчается, ПП плавится при 170 °С, верхним порогом его рабочей температуры считается показатель в 120 °С.
- Эксплуатационный срок полипропилена достигает 50 лет.
- Материал боится прямого воздействия ультрафиолетового излучения, поэтому обычные трубы из полипропилена используют в закрытых помещениях или прокладывают в штробах, если в комнату проникает солнечный свет.
- Материал выдерживает давление до 25 бар.
- Трубы из полипропилена имеют толстую оболочку с низкой теплопроводностью – это обусловило основную сферу их применения в качестве трубопроводов подводки холодной и горячей воды, а также сделало нерациональной эксплуатацию в теплых полах.
- Наружный диаметр полипропиленовых труб, применяемых в индивидуальном домостроении, не превышает 110 мм, типовые размеры для прокладки водопроводных и отопительных трубопроводов – 20, 25, 32, 40 мм, в промышленном строительстве используют диаметры ПП труб 50, 63, 75, 90, и 110 мм.
- Цветовая гамма выпускаемых изделий – белого, серого, зеленого цветов (окрашенные изделия противостоят ультрафиолетовому излучению), для обозначения сферы применения в трубопроводах холодной и горячей воды на внешнюю оболочку изделий наносят полоски синего и красного цветов.
Рис. 2 Размерные параметры ПП-труб
По внутреннему устройству ПП трубы делят на:
- Однослойные, полностью состоят из полипропилена, обладают высокими характеристиками термического расширения и относительно низкой прочностью на разрыв при высоких давлениях.
- Многослойные, представляют собой изделия, в которых между внутренней и наружной полипропиленовыми оболочками находится слой армирующего материала. В качестве среднего слоя используется сплошная или перфорированная алюминиевая фольга или стекловолокно, иногда применяют армирование композитом, состоящим из смеси полипропилена и стекловолокна.
В настоящее время одним из популярных типов полипропиленовых труб – являются двухслойные изделия, имеющие внутренний слой из алюминия.
Производители поставляют на рынок следующие разновидности ПП-труб:
PPH (РРН, РР-1) – гомополимер, являющийся чистым полимером с минимальным количеством модифицирующих его прочностные характеристики добавок, используется при изготовлении безнапорных трубопроводов большого диаметра для систем вентиляции, водоподачи и водоотвода.
PPR (ППР, PPRC, РР-3, PP-random) – статический сополимер, наиболее часто используемый при прокладке инженерных коммуникаций водоснабжения, отопления в индивидуальном домостроении, коммунальных квартирах, отличается высокой термостойкостью и сопротивляемостью ударным нагрузкам.
РРВ (РР-тип 2, РР-2) – блоксомер, обладающий повышенными физическими параметрами, используется в высоконапорных коммуникациях отопительных систем и подачи воды.
PPs (полифенилсульфид) – высокопрочный износостойкий полимер, обладающий повышенной устойчивостью к физическим нагрузкам, высоким температурам. Используется для прокладки промышленных и коммунальных коммуникаций холодного и горячего водоснабжения, отопления, диаметр труб может доходить до 1200 мм.
Рис. 3 Устройство армированных алюминием многослойных ПП труб
Напорные и температурные характеристики полипропиленовых труб имеют обратную зависимость – чем выше температура рабочего тела, тем ниже порог максимально удерживаемого давления, данная связь влияет на область применения ПП труб.
В маркировке полипропиленовых труб указаны их напорные характеристики, по этому параметру их разбивают на следующие группы:
PN-10 – номинальный показатель давления в 10 бар (10 атмосфер, 1 мПа), трубы используют для организации холодного водоснабжения, редко для монтажа теплых полов с температурой нагрева теплоносителя не более 45 °С.
PN-16 – трубы, рассчитанные на рабочее давление в 16 бар, используются для монтажа холодного и горячего водоснабжения с максимальной температурой рабочего тела + 60 °С.
PN-20 – эксплуатируются при рабочем давлении в 20 бар с температурой носителя 80 – 90 °С в системах с защитой от гидроударов.
PN-25– изделия с рабочим давлением 25 бар используются в напорных теплосетях для транспортировки горячей воды и пара с температурой до 120 °С.
Рис. 4 Разновидности ПП труб
Технологический процесс сварки ПП
Сварка труб из полипропилена основана на способности данного типа пластика размягчаться при нагреве до определенной температуры, приобретая состояние, сходное с мягким пластилином.
При плотном контакте двух расплавленных деталей происходит процесс взаимного проникновения (диффузии) материалов, в результате чего получается прочное соединение, по стойкости не уступающее целостной конструкции.
Существует два основных способа соединения полипропиленовых труб: стыковое и муфтовое. При первом варианте разогревают торцы деталей одновременно специальным дисковым паяльником, после чего соединяют их вместе, данная технология широко применяется при стыковке труб большого диаметра в промышленном строительстве.
Ошибки при сварке полипропиленовых труб

Ошибки при пайке полипропиленовых труб
статьи:
- 1. Ошибки при пайке полипропиленовых труб
- 1.1. Время пайки труб
- 2. Как паять полипропиленовые трубы
Купить паяльник для пластиковых труб, это еще полбеды, поскольку им нужно уметь пользоваться. Конечно же, сегодня в интернете не трудно найти видео о том, как паять пластиковые трубы. Однако, как правило, в таких видеоуроках не рассказывают про главные ошибки при пайке полипропиленовых труб, а именно с них и начинается путь монтажника.
Какие ошибки при пайке труб допускаются чаще всего? Что нужно учесть, прежде чем взять паяльник для сварки труб в свои руки? Какую температуру выставить, и как правильно паять трубы? Именно об этом и будет рассказано в обзоре строительного журнала samastroyka.ru.
Ошибки при пайке полипропиленовых труб
Основные ошибки при пайке, а если быть уж совсем правильным, то при сварке полипропиленовых труб, связаны вот с чем:
Неправильная температура сварки труб — многие выставляют максимальную температуру на паяльнике, из-за чего пластик сильно плавиться и тем самым можно допустить самую грубую ошибку, связанную с уменьшением входного диаметра трубы или же фитинга.
Температура, которую следует выставить на паяльнике, зависит от многих факторов, например, от температуры окружающей среды.
При температуре воздуха 18-20 градусов, нет необходимости выставлять паяльник для труб на максимально возможную мощность, достаточно будет выставить температуру на нем, в пределах 250-270 градусов.
https://www.youtube.com/watch?v=BQaNN9XmN2g
Как паять пластиковые трубы?
При этом стоит учитывать и диаметр труб, чем он меньше, тем ниже должна быть температура паяльника. Конечно же, данный момент, можно регулировать временем нагрева трубы и фитинга, но иногда именно уменьшение температуры паяльника, позволяет избежать оплавки концов труб, с их дальнейшей деформацией.
Время пайки труб
Если не придерживаться определенного времени при пайке полипропиленовых труб, то можно расплавить их концы до такой степени, что деформации потом не избежать.
Инструменты для пайки пластиковых труб
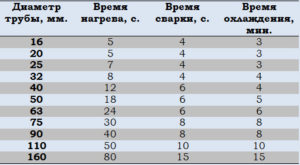
Поэтому для стандартных ситуаций, существуют следующие временные отрезки пайки труб, при температуре паяльника в 250-270 градусов:
- Диаметр трубы 20 мм (время нагрева 5 сек.);
- Диаметр трубы 25 мм (время нагрева 7 сек.);
- Диаметр трубы 32 мм (время нагрева 8 сек.);
- Диаметр трубы 40 мм (время нагрева 12 сек.);
- Диаметр трубы 50 мм (время нагрева 18 сек.);
- Диаметр трубы 63 мм (время нагрева 24 сек.);
- Диаметр трубы 75 мм (время нагрева 30 сек.);
- Диаметр трубы 90 мм (время нагрева 40 сек.);
- Диаметр трубы 110 мм (время нагрева 50 сек-1 мин).
Уточним, что время нагревания полипропиленовых труб зависит не только от их диаметра, но и от температуры, выставленной на паяльнике для труб, а также от температуры в помещении или на улице.
Что нужно знать при пайке полипропиленовых труб?
Плохо очищенная поверхность труб — паять грязные или мокрые трубы нельзя, поскольку они будут течь, в любом случае. Поэтому перед сваркой труб, смотрим, чтобы их поверхность была сухой и очищенной от грязи с пылью.
Если вода вытекает из трубы, например, при замене водопроводных стояков, то следует хотя бы на время пайки её остановить. Сделать это можно используя кусок туалетной бумаги или салфетку, запихнув её вовнутрь трубы.
После пайки, когда вода пойдет по трубам, то она размоет салфетку и та окажется в фильтре грубой очистки, без каких-либо негативных последствий для водопровода.
Как паять полипропиленовые трубы
Выше были рассмотрены основные ошибки при пайке полипропиленовых труб. Рассмотрим на конкретном примере, как правильно паять трубы:
- Подготавливаем все необходимые материалы и инструменты для пайки полипропиленовых труб: паяльник, труборез или пилу по металлу, маркер, трубы и фитинги к ним.
Разметка при сварке труб позволяет сократить часть ошибок!
- Собираем паяльник, устанавливая на него необходимые насадки, и включаем его в сеть, нагреваться. Рекомендуется дождаться, пока паяльник хорошо прогреется и выключиться минимум один раз. После этого можно приступать к пайке полипропиленовых труб.
- Берём трубу и размечаем её, где, как и куда будет смотреть фитинг: отвод, тройник и т. д. Для разметки лучше всего использовать черный строительный маркер. Также делаем пометку на трубе, на какую глубину должен войти фитинг. Все это в дальнейшем поможет избежать различных ошибкой связанных с разметкой труб.
- Теперь, когда паяльник хорошо разогрет, можно паять трубы. Для этого фитинг загоняется с одной стороны паяльника, а труба с другой. С этого момента начинается отчёт (смотрите таблицу времени пайки полипропиленовых труб, выше). Как только пройдет указанное время, нужно быстро извлечь трубу и фитинг из паяльника и тут же соединить их вместе.
Какие ошибки при сварке пластиковых труб допускают чаще всего?
- При соединении трубы и фитинга, нужно сразу выровнять фитинг, чтобы он сидел ровно на трубе. Не стоит сильно вдавливать трубу в фитинг, достаточно насадить её на отмеченную ранее глубину. Если сильно вдавить трубу в фитинг, то тем самым, можно заузить внутренний диаметр, а это непоправимая ошибка при пайке полипропиленовых труб. Также во время соединения трубы и фитинга, не рекомендуется прокручивать фитинг на трубе. Простыми словами: нагрел, соединил, выровнял и удержал в таком положении, около 30 секунд.
То есть, после того, как труба и фитинг будут соединены вместе, нужно обязательно выждать хотя бы 30-40 секунд, на то, пока застынет пластик. Удачи всем в начинаниях! Оставляйте свои комментарии и не забывайте делиться статьей. Всем спасибо.
Таблица времени и температуры для пайки полипропиленовой трубы
› Полипропиленовые ›
Полипропиленовые трубопроводы предназначены для промышленного применения с агрессивными средами.
Подобные системы широко используются в химической промышленности, в устройствах для переработки промышленных стоков и пр.
В большинстве случаев отдельные узлы таких систем соединяют методом сварки, одним из ключевых параметров качественного соединения элементов является температура пайки полипропиленовых труб.
Типы полипропилена и его свойства
Промышленный полипропилен отечественного производства выпускается в соответствии с техническими требованиями ГОСТ 26996-86. Он классифицируется на материал низкого и высокого давления и обладает следующими физико-механическими свойствами:
- Плотность, г/см 3 – 880…910;
- Влагопоглощение, %, не более – 0,03;
- Предел прочности при растяжении, МПа – 130…250;
- Ударная вязкость, Нм, не менее – 0,4;
- Твёрдость по Роквеллу, HRB, не менее — 65;
- Предел термической стойкости, 0 С – 70…115.
Одновременно с высокой ударной вязкостью и надежностью сварки плавлением, полипропилен обладает хорошей стойкостью к истиранию, а также является хорошим теплоизоляционным и электрическим изолятором.
Химическая стойкость данного пластика превосходна: материал устойчив к водным растворам кислот (за исключением концентрированной азотной кислоты), щелочей и солей, а также к большинству органических растворителей.
Относясь к группе термопластов, он может использоваться при температурах до 55….60 ° С в условиях постоянного давления и при температурах до 80…110 ° С в условиях гравитационного потока.
Для промышленных применений важно также то, что полипропилен является самым легким из всех марок термопластмасс.
Температура и механические свойства полипропилена
Как и любой термопласт, полипропилен характеризуется существенно разной температурной зависимостью пластичности. Причём дефекты сварки, которая проводилась в неверном диапазоне температур, исправлению не подлежат. Если недогрев ещё как-то можно компенсировать увеличением продолжительности пайки, то перегретая заготовка получит бугристость, наплывы и прочие подобные дефекты.
Выбор наилучшего температурного интервала определяется размерами поперечного сечения трубы, внешней температурой источника нагрева и окружающей среды, а также интенсивностью последующего охлаждения места спая. В частности, не рекомендуется выполнять пайку при отрицательных температурах.
Независимо от типа полипропилена минимальная температура поверхности зависит от требуемой глубины прогрева материала:
- До 10 мм – 245 0 С;
- До 16 мм – 250 0 С;
- До 25 мм – 255 0 С;
- Свыше 32 мм – 260 0 С.
Практически глубина прогрева на 5..10 мм меньше внешнего диаметра трубы.
Полипропиленовые (ПП) трубопроводы соединяются с использованием сварки плавлением под давлением. При этом фитинги могут соединяться встык, торцами, либо с использованием промежуточных деталей. Впрочем, второй способ более трудоёмок, увеличивает габаритные размеры арматуры, а потому на практике применяется значительно реже.
На характеристики полипропилена оказывает влияние не только температура, но и скорость её распространения в материале. Так, например, при обычном температурном градиенте в 0,5мин -1
Температура пайки полипропиленовых труб связана с их прочностью, как показано в таблице:
| Температура поверхности полимера, градусов | Механические характеристики | |
| Предел прочности, МПа | Относительная деформация до разрушения, %, не более | |
| 25 | 600 | 10 |
| 60 | 500 | 20 |
| 90 | 400 | 30 |
| 125 | 150 | 40 |
При выдержке более высокой скорости нагрева приведенные показатели пропорционально снижаются.
Приведенная таблица пайки полипропиленовых труб изменит свои значения, если скорость омывающего потока будет иной.
Влияние силы и времени
Время прогрева поперечного сечения связано с температурой в зоне стыка двух заготовок. Считается, что для полипропилена справедлива зависимость: до 7 с выдержки на каждый миллиметр внешнего диаметра заготовки. Если он больше 20 мм, то длительность прогрева увеличивают на каждую секунду, если диаметр возрастает на 3…5 мм.
При слишком продолжительном прогреве (необходим для заготовок диаметром свыше 60…75 мм) структура термопластика изменяется в худшую сторону. Поэтому при пайке больших ПП-труб лучше принять паяльник повышенной мощности, либо увеличить внешнюю температуру (как это и делается в случае применения тепловых пушек).
Влияние усилия прижима сказывается не только на цельности шва, но и на внешнем виде торцов свариваемых труб.
Поэтому в особо ответственных случаях необходимо производить контролируемый прижим заготовок при помощи динамометрического ключа. Для зажима подойдут инструменты с электронным или стрелочным индикатором.
Первые удобнее, поскольку при постоянных условиях пайки исходные настройки можно сохранять.
Поскольку шкала динамометрического ключа приводится в Нм, то полученное значение необходимо разделить на внешний радиус трубы, а затем – на площадь поперечного сечения. Полученный результат сравнивают с пределом прочности материала (он указан в таблице, приведенной ранее).
Сводная таблица параметров и времени пайки
При пайке ПП труб температура и время обработки являются самыми важными параметрами, которые необходимо учитывать. Для обычных (неармированных) заготовок актуальны следующие практические данные:
| Внешний диаметр , мм | Толщина стенки, мм | Время нагрева, с | Время выдержки, с | Время охлаждения, мин |
| До 20 | До 2 | 4…5 | 3…4 | Не менее 2 |
| Свыше 20 | 5…6 | Не менее 3 | ||
| До 20 | Более 2 | 5…7 | 4…5 | |
| Свыше 20 | 7…8 | Не менее 4 |
Как выдержать температурный режим
В обычных условиях качество пайки устанавливают по отсутствию деформации и перекоса материала в зоне сварного шва. Для этого используют универсальный мерительный инструмент – штангенциркуль и угломер. Наиболее действенными способами повысить стабильность пайки ПП-труб являются:
- Сокращение времени пайки (если возможно);
- Применение программируемых тепловых пушек и автоматизированного инструмента;
- Использование датчика температуры;
- Применение принудительного воздушного охлаждения участка спая.
Датчик лучше настраивать на температуру жала паяльника, чем на температуру стыка – она сильно изменяется по толщине стенки трубы.
Как избежать ошибок при пайке полипропиленовых труб своими руками
Специализированные устройства обычно обеспечивают хороший результат, но как быть в случае, когда приходится паять тем, что есть под руками? Вот несколько советов от опытных специалистов:
- Важно верно выбрать подходящую оснастку. Например, им может стать обычный ручной терморезак, оснащённый датчиком температуры. Подойдут и модели с электромеханическим приводом. Для простых случаев можно использовать даже обычный утюг с терморегулятором.
- Держать трубы нужно зажимами. Их следует иметь в достаточной номенклатуре, поскольку диаметры труб, нуждающихся в пайке, ежедневно могут изменяться. Прижимная лапка должна выполнять две технологические функции. Во-первых, это достижение температурного эффекта при плавлении полипропилена, а во-вторых, четкое расположение кромок труб для получения необходимого габарита соединения.
- Операция спайки ПП-труб очень деликатна. В расплавленном состоянии пластик очень чувствительный, поэтому посторонние частицы могут легко проникнуть в его структуру и нежелательным образом повлиять на прочностные свойства трубопровода. Поэтому заготовки и режущий станок должны быть тщательно очищены, вымыты и высушены.
- Как паять полипропилен в труднодоступных местах или на улице? Часто для этих целей предусматривают специальных крючки, неплохо иметь и светодиодный фонарь. Крючок позволит подвесить устройство, если до него трудно добраться, а фонарик обеспечит хорошую видимость зоны пайки.
- Нажим на части трубопровода, которые находятся в зоне стыка, не должен быть чрезмерным. Мягкий размягчённый пластик должен смешиваться, образуя единую конструкционную массу в точке соединения.
Заключение
Пайка термопластичных пластмасс (а также ПВХ или Экопластов) очень похожа на сварку металла в том смысле, что нужно знать, какой тип пластика используется, какова его температура плавления и как правильно выполнить сварное соединение. Следует помнить, что пластиковые сварные швы весьма похожи на металлические, и что процесс шлифования и чистовой обработки должен быть выполнен до того, как сварка будет завершена.
Считают, что полипропилен можно использовать и при сварке металлопластиковых труб. На самом деле этого делать нельзя, поскольку прочность гетерогенных соединений всегда ниже, чем гомогенных.
Термопластичным полипропилен назван потому, что, когда его нагревать до достаточно высокой температуры, материал размягчается, текучесть его увеличивается, и интенсифицирующая диффузия молекул делает возможным прочное неразъёмное соединение.
Таблица времени и температуры для пайки полипропиленовой трубы Ссылка на основную публикацию
Таблица пайки полипропиленовых труб

Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Сегодня технология разводки трубопроводов из таких материалов предписывает соблюдение определенного температурного режима, а также конкретных временных значений, при выполнении сварочных работ. Если не соблюдать рекомендованные параметры, возможно появление разрыва в узловых местах, значительно ухудшиться движение водяного протока.
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.
При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс.
Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки.
Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
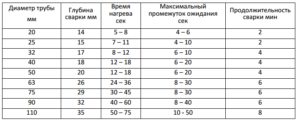
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.
На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.
На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
Диапазоны температур при контактной сварке.
Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:
Нюансы выдержки нужного теплового режима
Рассчитывая будущую схему трубопровода, прикиньте, как будет происходить дальнейший монтаж. Необходимо стремиться получить минимальное расстояние между паяльным аппаратом и местом соединения.
Если расчет будет сделан неверно, а место сварки окажется в недоступном месте, приходится разогревать деталь на значительном удалении от места крепления. При этом возникают большие потери тепла, так как приходится заниматься переносом деталей, чтобы выполнить муфтовый стык. В результате таких неучтенных моментов, возникает сильное ослабление шва.
Если сделан ошибочный расчет последовательности монтажа, пайки, может возникнуть ситуация, когда будет нереально состыковать последние детали, так как устройство нагрева просто невозможно установить между деталями.
Чтобы увеличить зазор, приходится деформировать определенные участки трубопроводов, позволяющие вставить устройство для пайки. Такая работа может испортить внешний вид коммуникации.
Возможно появление статического напряжения некоторых районов системы.
Очень грубой ошибкой, в результате которой не удается контролировать температуру, является последовательный нагрев заготовок непосредственно перед стыком. Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Такой неправильный подход может вызвать сильное остывание детали из-за затраченного времени, необходимой для разогрева. Происходит умышленная потеря тепла. Подобная методика соединения деталей не позволяет правильно выстроить работу и процесс размягчения материала становится непредсказуемым. Пользоваться ею категорически запрещено.
Чтобы осуществлять правильный контроль над температурным режимом, необходимо учитывать несколько критериев:
1.Качество сварочного аппарата для работы с полипропиленовыми изделиями, должно позволять удерживать определенные параметры с минимальной погрешностью.
2.Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
3.Операция должна выполняться в отапливаемом здании.
4.Прежде чем начинать сварочные работы, убедитесь, что температура соединяемых деталей примерно одинаковая.