Параметры сварки полиэтиленовых труб встык таблица
Режимы сварки полиэтиленовых труб — ЭкоМонтаж
Сварка труб из полиэтилена — это комплексный процесс, направленный на получение неразъемных соединений. При проведении работ используются стыковые машины либо специальные муфты.
Режимы сварки ПНД труб
Режимы стыковой сварки регламентированы ISO 21307 и ГОСТ Р 55276. Первый стандарт является международным, учитывается производителями сварочного оборудования.
Актуальные режимы сварки ПНД труб
Существует несколько режимов сварки ПНД труб. Каждый заслуживает отдельного внимания.
Сварка при единственном низком давлении
Классическое решение, используемое при прокладке большинства трубопроводов. Рекомендуемое давление — 1,7 кгс/см2.
Особенности метода:
- отсутствует необходимость в прочном и дорогом центраторе;
- использование доступных гидравлических агрегатов;
- значительная длительность сварки в сравнении с прочими режимами;
- необходимость поддержания рабочего давления при остывании сварного стыка.
Способ применим для бытовых и хозяйственных магистралей. Плохо подходит для труб с большой толщиной стенки.
Сварка полиэтиленовых труб при двойном низком давлении
Решение для маломощных агрегатов, поддерживающих давление 1,5 кгс/см2 ограниченное время. Данный режим сварки полиэтиленовых труб встык не применяется при прокладке промышленных и ответственных линий.
Давление сварки полиэтиленовых труб в 1,5 кгс/см2 сохраняется не более 10 секунд. Остывание шва происходит в естественных условиях.
Сварка ПНД труб при высоком давлении
Производительный способ, совместимый с бытовыми и промышленными сетями. Сварочное давление находится на уровне 4,2–6,2 кгс/см2, что гарантирует быстрое формирование шва и получение качественного соединения.
Особенности метода:
- минимальные временные потери;
- использование прочных центраторов;
- потребность в мощном гидравлическом модуле.
Метод требователен к оборудованию и квалификации сварщика. Это накладывает определенные ограничения на его распространение.
Температура сварки полиэтиленовых труб
Температурные показатели определяют интенсивность нагрева и оплавления заготовок. При выборе температуры сварки полиэтиленовых труб учитываются следующие показатели:
- способ формирования соединения;
- толщина стенки;
- материал, используемый при производстве труб;
- условный диаметр линии;
- предписания проектной документации.
Получить дополнительные данные поможет таблица температур для сварки ПНД труб. Она представлена в ГОСТ Р 55276, содержит исчерпывающие сведения о режимах температур.
После того, как торец заготовки нагрет, область сварки очищается. Нагревательный элемент извлекается при помощи специального приспособления. Работы проводятся с должной аккуратностью. Основная задача — не повредить расплавленный слой пластика.
Некорректная температура сварки ПНД труб приводит к неприятностям:
- непровар сварного шва;
- снижение жесткости линии;
- появление температурных деформаций;
- нарушение герметичности соединения.
Продолжительность сварочного процесса строго регламентирована.
Важность приобретения оригинального оборудования
Качество сварного соединения зависит от специфики применяемого инструмента. Использование сертифицированной продукции гарантирует соблюдение технологических нормативов, сокращает затраты на подготовку и монтаж.
Проведение работ поручается квалифицированным специалистам, учитывающим специфику трубопровода, параметры сварочной установки, условия прокладки линии.
Покупка продукции на выгодных условиях
Компания «ЭкоМонтаж» реализует оборудование для стыковой сварки. В ассортименте центраторы, гидравлические агрегаты, сварочные машины. Продукция соответствует международным стандартам, сопровождается паспортами качества и сертификатами соответствия.
Преимущества сотрудничества.
- Широкий спектр изделий. Подобрать подходящее решение сможет опытный и начинающий мастер. Ассортимент товаров периодически расширяется. Регулярно появляются новые продукты.
- Доступные цены. Товар реализуется без дополнительных наценок. При оформлении оптового заказа покупатель получает скидку.
- Квалифицированная помощь. Заказать подходящее оборудование помогут консультанты компании. Они расскажут о специфике продукции, предоставят необходимые рекомендации.
Изделия отгружаются со склада предприятия, отправляются в любую точку РФ.
Особенности сварки труб из полиэтилена низкого давления, виды сварки ПНД труб
Человек, который затеял либо занимается ремонтом, должен быть хорошо знаком с полимерами. Этот материал широко применяется в сантехнике. Полиэтиленовые (ПЭ) соединения на сегодняшний день являются одними из самых распространенных.
Широко используется как сварка полиэтиленовых труб своими руками, используя аппарат для сварки полиэтиленовых труб, так и в производстве: водоснабжение, канализация и магистрали для химических жидкостей. Точнее, широко применяется именно сварка ПНД труб. Это ПЭ низкого давления или высокой плотности.
Он обладает рядом положительных характеристик, что и делает его таким популярным и постепенно заменяющим такие материалы как чугун, сталь и бетон. Пайка ПЭ труб характеризуется следующими особенностями:
- Возможность многолетней эксплуатации (более 50-ти лет).
- Бесстрашие к коррозии, не боятся агрессивных условий окружающей среды.
- Параметры сварки очень универсальны. Этим пользуются люди, далекие от профессии сварщика и строителя, используя специальное оборудование для сварки полиэтиленовых труб в домашних условиях. Учитывая, что услуги по сварке подлежат оплате, этот вариант для многих людей очень выгодный.
- Относительно демократичная цена.
- Прочность.
- Наличие нескольких технологий пайки ПНД труб.
- Оборудование для сварки ПЭ труб легко в использовании.
- Инструкция по сварке ПЭ труб проста для обычного человека.
- Быстрое время сварки.
- Аппарат для пайки ПНД соединений своими руками относительно недорогой.
- Сварка ПНД труб своими руками безопасна, при соблюдении небольшого ряда условий и правил по технике безопасности.
- Легкий вес.
- Эластичные и не трескаются.
- Подходят для регионов с сейсмической активностью.
- Экологически безопасны.
- Быстрый монтаж.
статьи
ПОЧЕМУ ПЭ ВЫСОКОЙ ПЛОТНОСТИ ТАКОЙ ОСОБЕННЫЙ?
Полиэтиленовая труба высокой плотности довольно жесткая. Молекулярная связь этого продукта очень крепкая, поэтому изготовление очень прочное. ПЭ низкого давления получают из нефти. Он отличается морозостойкостью, не выделяет вредных веществ в окружающую среду и безопасен для здоровья человека. ПЭ низкого давления инертен с биологической точки зрения и легко перерабатывается.
В зависимости от назначения трубопровод из ПЭ высокой плотности бывает:
- Пищевой (для питьевого водоснабжения)
- Технический (для газоснабжения, канализации, кабелей)
Способы соединения бывают разъемные и неразъемные. По наименованию можно сразу определить в чем разница: разъемные можно разобрать после пайки, неразъемные – нельзя. Последние обычно применяются при необходимости работы с высокими показателями давления.
Сварка пэ труб и ее виды
Сварка труб из полиэтилена бывает следующих видов:
- Терморезисторная.
- Муфтовая.
- Сварка встык (стыковая сварка ПНД труб).
- Метод враструб.
Способы, которые чаще всего применяются, указаны в первых двух пунктах. Технология сварки труб ПНД враструб применяется очень редко.
Терморезисторная сварка полиэтиленовых труб
Принцип сварки электромуфтовым способом
Данная технология сварки труб ПНД называется также электромуфтовой. Непосредственный контакт происходит с использованием фитингов (муфт), которые имеют специальных электрический нагреватель.
Сварка полиэтиленовых труб муфтами проводится обычно, если нет возможности произвести соединение встык, если требуется сварка в старом трубопроводе, если нужны отводы в уже действующие трубопроводы. Детали для этого вида соединения довольно дорогостоящие.
Этапы терморезисторного вида соединения:
- Отрезаем элементы нужного размера, очищаем их от загрязнений, жира и прочего мусора.
- Делаем отметки на деталях маркером, чтобы знать границы, до которых нужно вставить готовый элемент трубопровода в фитинг. Элементы, которые не свариваются, но уже подрезаны до нужного размера, лучше защитить специальными насадками от потенциально возможной пыли и грязи.
- Электромуфту нужно связать со сварным устройством через провода, включить его. После нагрева до нужной температуры оборудование для сварки полиэтиленовых труб выключается самостоятельно. И вуаля! Пайка полиэтиленовых труб электромуфтами завершена.
Труба в разрезе после сварки электромуфтовым способом
Муфтовые соединения
Аппарат для пайки ПНД соединений муфтовым способом – это обычный паяльник. Помимо муфт еще используются тройники и уголки. Паяльник имеет специальные насадки различных размеров.
Эти насадки нагреваются, чтобы при контакте с элементом трубопровода или фитингом, их окончания «подплавились» и были готовы для сборки. Насадка паяльника состоит из дорна и гильзы. Дорн нагревает элемент внутри, а в гильзу его вставляют для нагрева внешней поверхности.
Как уже упоминалось выше, технология сварки ПЭ труб проста и пайка ПНД труб своими руками легка в осуществлении.
Ниже перечислим основные правила муфтовых соединений:
- Перед началом работы очистите помещение от мусора и лишних предметов.
- Подготовьте необходимые сварные элементы: подрежьте их до необходимых размеров, очистите от мелкого мусора и грязи.
- На сварном оборудовании должна быть установлена температура сварки ПНД труб. Аппарат для сварки ПЭ труб при достижении необходимой отметки подаст вам сигнал.
- Элемент трубопровода необходимо вставить в гильзу, а фитинг – в дорн физическими усилиями. В процессе вставки элемента и фитинга, лишний расплавленный материал выходит наружу, образуя кольцевой валик. После нагрева элементы необходимо снять с наcадки и соединить до упора в кольцевой валик. Чтобы знать, когда прекратить «надавливание», лучше отметить нужную границу маркером заранее.
- Сварка полиэтиленовых труб большого диаметра требует большего количества времени нагрева, и наоборот.
- Готовое соединение нужно остудить, не подвергая его никаким воздействиям извне.
Стыковая сварка полиэтиленовых труб
Сварка встык полиэтиленовых труб и характеризуется основными особенностями и отличиями. Для нее необходимо специальное оборудование. Эта сварка полиэтилена только низкого давления, трубопровод получается гибким. Этот вид соединения требует мастерства. Важно, чтобы оно получилось только с одним швом, иначе конструкция будет некачественной.
Стыковая сварка полиэтиленовых труб: основные этапы.
- Фиксируем окончания свариваемых элементов в центраторе сварного оборудования, выравниваем их.
- С использованием спирта очищаем концы деталей от жира, грязи и мусора.
- Обрабатываем окончания элементов трубопровода путем торцовки. Торцовка – это технологический процесс механической обработки. Она проводится в целях достижения параллели между двумя деталями. Поэтому, торцевать необходимо до тех пор, пока они не станут полностью друг другу параллельны, без зазоров.
- Сварочная техника используется для нагрева торцов. Сварка полиэтиленовых труб большого диаметра занимает больше времени.
- Нагретые элементы торцами соединяем друг с другом до полного затвердевания (около 5-10 минут), после чего проверяем насколько надежным получился стык.
Внешний вид правильно и ошибочно сваренных встык труб
Ниже приведена таблица сварки ПНД труб в зависимости от диаметра:
Таким образом, сварка труб ПНД, имеет свои особенности и отличия. Хотя общий принцип аналогичен с полипропиленовыми изделиями и изделиями из пластика. Схожесть также в том, что возможна сварка ПНД труб своими руками, однако всех видов.
Для ПЭ низкого давления больше применима технология сварки полиэтиленовых труб встык. Именно стыковая сварка полиэтиленовых труб требует знаний, особых навыков и опыта специалиста в области данной профессии.
Поэтому стыковая сварка полиэтиленовых труб своими руками, обычно не распространена на практике.
Изучаем технологию сварки полиэтиленовых труб
Полиэтиленовые трубы в производстве и бытовом назначении используются все чаще: они отличаются легким весом и низкой ценой, не ржавеют, а главное, их легко монтировать.
Самым надежным видом крепления остается сварка полиэтиленовых труб. Это более трудоемкий метод, чем механическое соединение, однако и его качество выше. Главное, чтобы была соблюдена технология сварки полиэтиленовых труб.
Все квалифицированные сварщики обязательно проходят аттестацию.
Чаще всего используются три вида сварки: враструб, встык и при помощи электромуфты. В статье речь пойдет о стыковой сварке.
- Описание метода
- Процесс работы
- Параметры
- Оборудование
Описание метода
Сварка встык может использоваться в случае, если монтируемые трубы имеют диаметр не меньше 50 мм и толщину стенок не менее 5 мм.
По этой технологии, отрезки плотно фиксируются, края выравниваются для лучшего контакта, разогреваются при помощи специального агрегата и расплавляются, после чего трубопровод стыкуют и сваривают.
Если сделать все правильно, то образуется аккуратный и ровный шов.
При стыковой сварке нужно также помнить о следующих нюансах:
- температура воздуха в помещении, где будут проводиться работы, или на улице должна быть не меньше -15° и не выше +45°;
- трубы должны быть одного диаметра и SDR, а также изготовлены из одной марки полиэтилена.
Процесс работы
Саму технологию сварки ПНД труб встык можно условно разделить на шесть этапов:
- Подготовка и центровка труб.
- Торцевание.
- Установка нагревателя (сварочного зеркала) и нагрев.
- Удаление нагревателя (после того как торцы труб оплавятся).
- Сварка.
- Охлаждение.
Прежде чем приступить к работам, трубы необходимо подготовить. Нарежьте их на части нужной длины, при этом следите, чтобы срез был ровным. Все детали, включая муфты, необходимо зачистить и обезжирить. После этого отрезки закрепляются в центраторе сварочного устройства.
Вторым этапом является торцевание, то есть все излишки материала снимаются при помощи специального резца. Удобно использовать электроторцеватель: аппарат выравнивает торцы труб под прямым углом, убирает все неровности и сколы.
Торцевание нужно продолжать, пока стружка, которая образуется в результате, не начнет выходить ровной лентой. Чтобы убедиться, что нет зазоров, детали сводят вместе для проверки.
Стоит учитывать, что отрезок трубы уменьшится из-за торцевания и дальнейшей сварки.
Чтобы понять, каким будет это расстояния, лучше заглянуть в инструкцию: для каждого диаметра трубопровода этот размер будет разным.После подготовки труб между ними устанавливается специальный нагревательный элемент. Торцы нужно прижать к нагревателю, при этом на протяжении нагрева нельзя менять давление нажима. Время нагревания разнится в зависимости от условий. Точное время можно посмотреть в таблице параметров сварки полиэтиленовых труб.
Далее сварочное зеркало необходимо убрать, а торцы как можно быстрее состыковать, оказывая на них равномерное давление. Если нагретые поверхности остынут, это скажется на качестве монтажа. Также обязательно нужно следить за тем, чтобы при удалении нагревательного прибора не загрязнить и не повредить свариваемые трубы.
Результатом должен стать ровный и аккуратный шов. Признаком качественной работы станет симметричный буртик, который должен быть одинакового размера с обеих сторон. Цвет грата должен быть такой же, как и у труб, плохим признаком будет наличие трещин, пор и инородных включений.
Сварка полиэтиленовых труб встык требует соблюдения определенного перечня параметров. Это температура нагрева инструмента, давление при прижатии торцов к нагревательному элементу, продолжительность времени воздействия.
Чтобы рассчитать параметры, необходимо учитывать толщину трубы, ее наружный и внутренний диаметр, площадь сварки в квадратных мм, площадь цилиндра машины, а также марку полиэтилена.
Как правило, необходимые таблицы бывают представлены в инструкциях по эксплуатации сварочного оборудования, которое используется для полиэтиленовых труб.
Температура нагревательного элемента для плавления и нагрева постоянна, ее необходимо поддерживать в рамках от 200 до 220°. А вот давление и время нагрева вычисляются индивидуально для каждого вида трубопровода.Регулировать давление лучше всего по данным манометра гидравлического насоса. Однако, если давление создается вручную или манометр отсутствует, его необходимо определять визуально по форме и размерам образующихся валиков грата. Для определения времени используется секундомер.
Оборудование
Чтобы процесс монтажа прошел максимально эффективно, нужно использовать специальное оборудование для сварки полиэтиленовых труб.
Для работы лучше всего подойдут аппараты с гидравлическим или механическим приводом.
Использование таких агрегатов даст уверенность, что в процесс не вмешается человеческий фактор, а значит, удастся повысить как качество, так и скорость монтажа.
Собрать установку для торцевания и сварки полиэтиленовых труб можно самостоятельно. Для этого необходимо собрать несколько составных частей, которые могут работать независимо друг от друга.
Базовым элементом машины является центратор. Это станина, которая четырьмя металлическими зажимами жестко фиксирует отрезки и соединительные детали.
Нагревательный элемент необходим для нагрева и оплавления концов труб. Он имеет термометр, а его поверхность покрыта тефлоном, чтобы полиэтилен не прилипал.
Для обеспечения постоянного уровня давления необходим гидравлический привод. Однако можно использовать и механический привод. В таком случае давление нужно будет регулировать вручную.
Также при работе понадобятся редукционные вкладыши и электронный блок управления.
От хорошего оборудования во многом зависит качество сваренных деталей, но не менее важен и профессионализм сварщиков. Поэтому для работ необходимо приглашать аттестованных специалистов. В таком случае сварка будет быстрой и качественной.
Сварка полиэтиленовых труб
Сварка полиэтиленовых труб встык — заключается в нагреве торцов свариваемых изделий до вязкотекучего состояния полиэтилена, в результате контакта с нагревателем и последующим соединением торцов под давлением после удаления нагревателя.
Встык можно сваривать только трубы и фитинги одинакового диаметра и SDR, изготовленные из одной марки полиэтилена. Рекомендуемая толщина стенки трубы при стыковой сварке должна быть не менее 4,5 мм.
Стыковую сварку разрешено проводить при температуре воздуха от -15°С до +45°С.
Сварка встык – достаточно сложный технологический процесс, требующий высокой квалификации персонала и высококачественного оборудования. Вместе с тем, данный способ обладает рядом несомненных преимуществ:
- Сварка полиэтиленовых труб не требует тяжелой техники
- Сваривать полиэтиленовые трубы может бригада из 1 — 2 человек
- Значительно ниже потребление электроэнергии (либо топлива) по сравнению со сваркой стальных труб
При применении так называемых “длинномерных труб” (на катушках или в бухтах) снижает количество сварных соединений в 50 — 100 раз. Все это значительно ускоряет строительство трубопровода и снижает стоимость монтажа.
Сварка полиэтиленовых труб инструкция
Сварка встык — это способ, используемый для соединения труб и фитингов одного диаметра и толщины. В этом процессе свариваемые поверхности труб выравниваются таким образом, чтобы достигался идеальный контакт.
Затем соединяемые поверхности нагреваются до температуры плавления. После этого расплавленные поверхности труб соединяются под давлением.
Сварочное давление, температура и длительность регулируются таким образам, чтобы сохранить физические и химические свойства исходного материала.
Стыковая сварка полиэтиленовых труб
Рис. 1. Циклограмма процесса сварки встык нагретым инструментом. Сварочный цикл можно разделить на следующие этапы (cм рис. 1):
- Оплавление торцов трубы
- Нагрев
- Удаление нагревателя из зоны сварки
- Сварка
- Охлаждение
Сварка полиэтиленовых труб встык
Перед началом сварки зоны соединения труб выравниваются с помощью электроторцевателя — инструмента для механической обработки торцов свариваемых труб.
Инструмент выравнивает торцы труб под прямым углом относительно оси и удаляет все сколы и неровности сечения. Торцевание должно производиться до тех пор, пока стружка, образуемая в результате торцевания, начнет выходить непрерывной, ровной лентой.
Максимальные допуски по зазорам между свариваемыми поверхностями после торцевания указаны в таблице 1.
Таблица 1. Допустимая величина зазора между обработанными торцами свариваемых труб
| Наружный диаметр трубы, D, мм | Ширина зазора, мм |
| 355 | 0,5 |
| 400 «+» «-» 630 | 1 |
| 600 «+» «-» 800 | 1,3 |
| 800 «+» «-» 1000 | 1,5 |
| > 1000 | 2 |
Далее свариваемые поверхности нагреваются до температуры плавления с помощью специального нагревательного элемента, как показано на рис. 2 и 3. Во время цикла «оплавление» (рис. 2) происходит образование первичного грата.Во время цикла «нагрев» (рис. 3) тепло распространяется вглубь материала.
Давление на свариваемые части при этом близко к нулю (оно только обеспечивает контакт между торцами труб и нагревателем). Затем нагревательный элемент удаляется из области сварки как показано на рис. 4 (цикл «удаление нагревателя»). Нагревательный элемент необходимо удалять так, чтобы не загрязнить и не повредить нагретые для сварки поверхности трубы.
Контактные поверхности нужно быстро соединить, не допуская других соприкосновений. Время перехода должно быть настолько кратким, насколько это возможно, иначе нагретые поверхности застынут, что негативно повлияет на качество сварки. Во время цикла «сварка» (рис. 5.) образуется окончательный грат и молекулярные связи, обеспечивающие однородность соединения.
Свариваемые части трубы соединяются под давлением равным давлению цикла «оплавление торцов», как показано на рис. 5. Во время заключительного цикла «охлаждение» (рис. 6) происходит осадка стыка и стык приобретает максимальную прочность. После соединения должен появиться симметричный буртик (см. рис. 6). Одинаковый размер правого и левого буртика показывает правильность сварки.Различный размер буртиков показывает различные характеристики вязкости соединяемых материалов, то есть процедура сварки произведена неверно.
Параметры сварки полиэтиленовых труб встык. Расчет
Для расчета параметров сварки необходимо обладать следующими данными:
e — толщина трубы;Dn — номинальный (наружный) диаметр трубы;Di — внутренний диаметр (Dn — 2e);S— площадь сварки в мм2, которую можно рассчитать по формуле:S = (Dn2 – Di2)/4, где S = 3,142; Sc — площадь цилиндра машины в мм2. Также необходимо знать марку полиэтилена. Этот параметр необходим для правильного определения времени протекания циклов сварки. Поскольку в расчетах задействован такой параметр, как площадь цилиндра машины для сварки ПЭ труб (Sc), рекомендуем использовать готовые таблицы с параметрами сварки для каждого вида и типоразмера труб. Эти таблицы обычно приводятся в инструкциях по эксплуатации машин для сварки полиэтеленовых труб. Приведенные ниже формулы для расчета давления циклов: ОПЛАВЛЕНИЕ СТЫКА и СВАРКА носят справочный характер.
Давление P1 : ОПЛАВЛЕНИЕ СТЫКА = 0,15 (S/Sc) Ч 10 (бар).
Давление P2 : НАГРЕВ = 0,02 (S/Sc) Ч 10 (бар).
Давление P5 : СВАРКА — ОХЛАЖДЕНИЕ = 0,15 (S/Sc) Ч 10 (бар) где: значение 0,15 для Р1 и P5 является постоянной величиной, соответствующей 0,15 N/mm2; значение 0,02 для Р2 является постоянной величиной, соответствующей 0,02 N/mm2.
Температура нагревательного элемента во время циклов ОПЛАВЛЕНИЕ СТЫКА — НАГРЕВ должна находится в пределах от 200 °С до 220 °С. Время сварки также рассчитывается индивидуально для каждого типоразмера труб, в зависимости от диаметра трубы и толщины стенки.
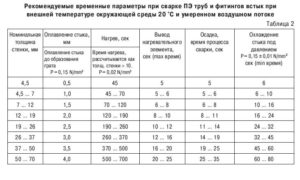
В качестве справочной информации временные параметры сварки приведены в таблице 2.
Таблица 2. Рекомендуемые временные параметры при сварке полиэтиленовых труб и фитингов встык при внешней температуре окружающей среды 20 °С и умеренном воздушном потоке.
Таблица сварки полиэтиленовых труб встык
| Номинальная толщина стенки, мм | Оплавление стыка, мм | Нагрев, сек | Вывод нагревательного элемента, сек (max время) | Осадка, время процесса сварки, сек | Охлаждение стыка под давлением P = 0,15 ± 0,01 N/mm2 сек (min время) |
| Оплавление стыка до образования грата P = 0,15 N/mm2 | Время нагрева, рассчитывается как толщ. стенки х 10. P = 0,02 N/mm2 | ||||
| 4,5 | 0,5 | 45 | 5 | 5 | 6 |
| 4,5 … 7 | 1 | 45 … 70 | 5 … 6 | 5 … 6 | 6 … 10 |
| 7 … 12 | 1,5 | 70 … 120 | 6 … 8 | 6 … 8 | 10 … 16 |
| 12 … 19 | 2 | 120 … 190 | 8 … 10 | 8 … 11 | 16 … 24 |
| 19 … 26 | 2,5 | 190 … 260 | 10 … 12 | 11 … 14 | 24 … 32 |
| 26 … 37 | 3 | 260 … 370 | 12 … 16 | 14 … 19 | 32 … 45 |
| 37 … 50 | 3,5 | 370 … 500 | 16 … 20 | 19 … 25 | 45 … 60 |
| 50 … 70 | 4 | 500 … 700 | 20 … 25 | 25 … 35 | 60 … 80 |
Существует еще способ соединения труб ПНД при помощи фланцевого адаптера. Основным назначением фланцевого адаптера A является — соединение гладкого конца трубы и других элементов трубопровода. Быстрый монтаж и малозатратность — это основные достоинства адаптера.
Цены на полиэтиленовые трубы ПНД
Параметры сварки
Несмотря на разнообразие способов и методов сваривания ПЭ труб параметры при работе с материалом остаются одни и те же. Они указаны в Таблице №1
Таблица №1. Рекомендуемые временные параметры при сварке ПЭ труб и фитингов встык при внешней температуре окружающей среды 200 С и умеренном воздушном потоке.
Рекомендуемые временные параметры при сварке ПЭ труб.
Способы сварки
Существует три основных способа сваривания полиэтиленовых труб:
- Сварка встык. Эта сварка наиболее популярна и востребована при сваривании неразъемных соединений. По прочности она не уступает без стыковых участков, отличается высокой степенью герметичности и гибкости.
- Электромуфтовая сварка полиэтиленовых труб. При сварке ПЭ труб этим способом используют электромуфтовой сварочный аппарат, который стоит значительно дороже стыкового. Связано это с тем, что в работе применяются более дорогие фитинги с дополнительно встроенными нагревательными элементами. Сварка полиэтиленовых труб муфтами имеет ряд достоинств, главное из которых это пространственное превосходство над стыковым аппаратом. Также он потребляет мало электроэнергии.
Сущность работы: используется муфта, которая надевается на стык, а далее при подаче напряжения на нагревательный элемент происходит сваривание.
Помимо прочего электромуфтовую сварку называют еще и терморезисторной сваркой ПЭ труб.
- Экструзионная сварка полиэтиленовых труб применяется в том случае, если существует необходимость сваривать полиэтиленовые трубы при сантехнических работах. Данный способ сварки отдаленно напоминает сварку металлических труб, где применяются дополнительные накладки. Накладка должна быть выполнена из того же материала что и магистраль.
Технология сварки
Сварку полиэтиленовых труб можно выполнить самостоятельно, для этого необходимо следовать пошаговой инструкции. В качестве примера приведена инструкция по свариванию ПЭ труб способом встык.
Сварка полиэтиленовых труб встык происходит следующим образом:
- Выполняется оплавление торцов.
- Затем нагревают торцевую часть трубы.
- Далее необходима технологическая пауза.
- Следующий момент – осадка.
- Заключение – остывание объекта.
Технология сварки полиэтиленовых труб большого диаметра практически ничем не отличается от сварки труб одного диаметра, вот только в качестве фиксаторов используются специальные комплекты прижимных пластин.
Оборудование для сварки
Для проведения сварочных работ помимо самого сварочного аппарата применяют позиционер для сварки полиэтиленовых труб, который позволяет фиксировать трубу при помощи фасонных деталей. Ко всему прочему предназначается для придачи трубе закругленной формы.
Если полиэтиленовая труба будет фиксироваться механическим способом, применяют электромуфту для сварки ПЭ труб.
Если все будет выполнено правильно стык будет максимально герметичен.
Обучение сварке
Обучиться сварочному делу любой желающий может на семинарах и практических уроках различных обучающих центров. Самым популярным из них является учебный центр Группы Компаний ПОЛИПЛАСТИК. Стоимость обучения варьируется от девяти до семнадцати тысяч рублей.
Стоимость аппарата для сварки полиэтиленовых труб
Аппарат для стыковой сварки ПЭТ труб.
Цена аппарата для сварочных труб зависит от качества и метода сварки. Диапазон цен невероятно большой. Самый доступный аппарат обойдется потенциальному покупателю в три тысячи рублей, а самый дорогостоящий может достигнуть цены в один миллион рублей.
Если финансов на покупку дорогостоящего оборудования не хватает, а хочется получить высокий уровень качества, можно взять аппарат в аренду.
Стоимость аренды оборудования обойдется от восьми ста до пятнадцати тысяч рублей.
Смотрите видео руководство по сварке полиэтиленовых труб встык:
Полиэтиленовые трубы отвечают всем стандартам мирового качества. Материал не только экологичен и прочен, но и легок. Его пластичность позволяет использовать трубы в любом помещении. Ко всему прочему, он прост в бытовом применении.
Сварка полиэтиленовых труб Ссылка на основную публикацию
Время сварки полиэтиленовых труб таблица — Справочник металлиста
Рабочий сваривает пнд трубу
ПНД трубы с диаметром от 20 до 1200мм часто применяют благодаря легкости монтажа. Данные трубки могут быть как напорными так и безнапорными.
Существуют разъемные способы соединения труб (соединение фланцами и фитингом), а также неразъемные такие как: стыковая сварка полиэтиленовых трубных изделий, в котором применяю аппарат для стыковой сварки, а также соединение полиэтиленовых труб муфтами.
В зависимости от того в каких условиях будет проходить эксплуатация применяют определенный вид соединения трубопровода. Сварка пнд труб является наиболее надежным способом.
Сварка труб пнд: технология и применение
В случае если система будет находиться по давлением обычно используют сварку пнд труб своими руками.
Применятся сварка полиэтиленовых труб различных видов:
- стыковая сварка;
- электромуфтовая сварка;
Электромуфтовая сварка пнд труб
Сварка пнд труб встык
Перед тем как будет проведена сварка пнд труб своими руками, нужно все приготовить:
- Обработать механическим путем зоны будущого соединения сварки пнд встык;
- Проверяется оборудование для сварки труб пнд. Тут остановимся более детально;
- следует визуально проверить устройство на исправность;
- заправить топливом электрогенератор, провести его тестовый запуск;
- следует отчистить скребок, торцеватель и другие узлы от прилипшего полиэтилена;
- проверьте количество масла на гидросистеме.
Стыковая сварка пнд
Сварка пнд труб встык своими руками тяжелее производится, чем электромуфтовая. Беритесь за процесс если вы уверенны в своих силах и у вас есть квалификация сварщика, а также опыт. Отметим что сварка является экономически процессом потребляющим мало электроенергии.
Аппарат стыковой сварки пнд формирует монолитный шов, равный по качеству и свойствам основному материалу. Осуществляется таким образом соединение полиэтиленовых труб, фитингов и.т.д.
Этот способ применим только для одинаковых марок и диаметра, с толщиной стенок не более 4.5 мм и диаметром более 50мм.
Температура сварки пнд трубопровода также имеет значение, выполнять соединение следует в диапазоне температур от- 14С до +47С.
Температура сварки пнд труб в среднем составляет 130-140 градусов.
Способ предполагает наличие спец. оборудования.
сварка пнд аппарат
- Штангенциркуль- для измерения размеров материала;
- Центратор –для фиксациии сдавливания труб восевом направлении;
- Торцеватель-для мех.. обработки;
- Гидравлический привод –для постоянного давления на трубы с точной регулировкой.
Стыковая сварка полиэтиленового провода: процедура и план действий
- проверяют овальность полиэтиленового изделия, соответствуют ли размеры, удаляют возможные неровности электроторцевателем;
- устанавливают трубы в центратор, соблюдая 4см растояния между торцами;
- далее следует расплавление торцов аппаратом для сварки , начинается процес плавления;
- Следует нагевать трубку в течении определенного времени, в соответствии, которое поможет выбрать таблица сварки пнд тркбопровода.
- Сразу после нагрева производиться соединение пнд встык нагретыми концами труб.
- далее аппарат стыковой сварки труб производт необходимое давление, после чего создается финальный грат.
После остывания полиэтилена создается бурт-герметичный шов. Следует не допускать сдигов стенки труб более чем на 9-10% от их толщины.
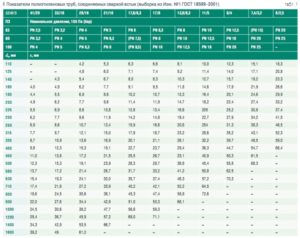
Таблицы сварки полиэтиленовых труб
Рекомендуем воспользоваться специальной таблицей параметров сварки полиэтиленовых труб . В ней перечислены рекомендуемые параметры при стыковой сварке трубопровода.
сварка пнд трубы таблица
Таблицы времени сварки пнд труб
сварка встык полиэтиленовых труб таблица
Сварка полиэтиленовых труб муфтами
Этот способ менее выгоден с экономической точки зрения, но удобен в условиях малого пространства.
Электромуфтовая сварка полиэтиленовых труб часто применяется во время ремонта, это первостепенно для провода до 150-160 мм в диаметре.
Если следует создать дополнительный рукав тут этот метод также будет удобным. Грамотно созданное соединение выдержит 14-16 атмосфер давления.
Сварка муфт пнд
Сварка электромуфтой полиэлиестрой трубы
Электромуфта является фасонной деталью различных размеров из пнд материала внутри которой находятся электрические спирали. Существуют различные ее формы для различных видов соединения.
Создание сварочного шва:
- удаление загрязнения труб от жира и других нежелательных веществ;
- на сприраль муфты подается электрический ток что повышает температуру поэтилена и плавит его.
- далее нагреваються торцы под. муфтой
- трубопровод расширяется создавая тем самым необходимое для сварки давление.
- электричество отключается и свариваемая пнд труба остывает, тем самым образовывается надежное герметичное соединение. После остывания, ее извлекают и делают печать документа- протокол электросварки.
Сварка пнд: цена, аренда
Многие фирмы в крупных городах предлагают услугу-аренду аппарата для сварки пнд труб. Пользователь избегает необходимости купить аппарат для сварки, и получить его во временное пользование, сэкономив средства.
Преимущества аренды аппарата для сварки.
- спец. оборудование довольно дорогое, аренда позволяет экономить;
- есть большой выбор техники в соответствии с вашими меняющимися запросами.
Стоимость аренды колеблется от 2 до 4 тысяч рублей в сутки.
Сварка полиэтиленовых труб
Сварка полиэтиленовых труб встык — заключается в нагреве торцов свариваемых изделий до вязкотекучего состояния полиэтилена, в результате контакта с нагревателем и последующим соединением торцов под давлением после удаления нагревателя.
Встык можно сваривать только трубы и фитинги одинакового диаметра и SDR, изготовленные из одной марки полиэтилена. Рекомендуемая толщина стенки трубы при стыковой сварке должна быть не менее 4,5 мм.
Стыковую сварку разрешено проводить при температуре воздуха от -15°С до +45°С.
Сварка встык – достаточно сложный технологический процесс, требующий высокой квалификации персонала и высококачественного оборудования. Вместе с тем, данный способ обладает рядом несомненных преимуществ:
- Сварка полиэтиленовых труб не требует тяжелой техники
- Сваривать полиэтиленовые трубы может бригада из 1 — 2 человек
- Значительно ниже потребление электроэнергии (либо топлива) по сравнению со сваркой стальных труб
При применении так называемых “длинномерных труб” (на катушках или в бухтах) снижает количество сварных соединений в 50 — 100 раз. Все это значительно ускоряет строительство трубопровода и снижает стоимость монтажа.