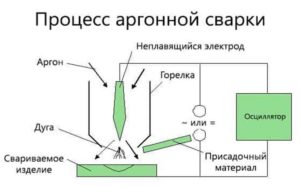
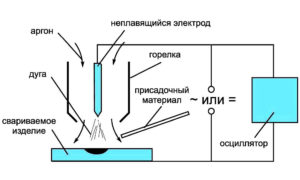
Принцип работы аргоновой сварки
Сварка аргоном — особенности, техника, принцип работы
Нередко возникает потребность сварить материалы, которые при обычных видах сварки не соединяются, к примеру, алюминий, медь, титан и так далее. Поэтому, чтобы создать прочную неразъемную конструкцию из этих металлов, применяется сварка аргоном. Что такое аргонная сварка, как она работает? На эти и другие вопросы ответы в этой статье.
Особенности аргонной с варки
Процесс – аргонодуговая сварка происходит в среде инертного газа аргона, отсюда и название сварочного процесса. Использование аргона в сварке при соединении двух металлов – это защита от окисления, которая может произойти за счет соприкосновения с кислородом в воздухе. То есть, аргон покрывает зону сварки и не дает кислороду проникнуть в зону сопрягаемых поверхностей.
Сам режим сварки может производиться ручным способом, полуавтоматическим и автоматическим.
Существует классификация режимов, которые зависят именно от вышеописанных способов и вида электрода, участвующего в процессе сварки. Два вида электродов: плавящийся и неплавящийся.
Ко второму виду относится вольфрамовая проволока, с помощью которой можно гарантировать прочное и надежное соединение двух металлов, даже разнородных.Итак, классификация режимов сварки аргонодуговой:
- Ручная сварка аргоном, где используется неплавящийся электрод – его маркировка РАД.
- Аргоновая сварка автоматическая, где применяется неплавящийся элемент – ААД.
- Аргонно дуговая сварка автоматического типа, где используется плавящийся электрод – ААДП.
Техника сварки аргоном
Знание некоторых правил облегчит проведение процесса сварки аргоном и позволит добиться высокого качества сварного шва.
- Чем длиннее сварочная дуга, тем шире шов и меньше его глубина, что снижает качество шовного соединения. Поэтому рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей.
- Чтобы создать узкий и глубокий шов, необходимо придерживаться только продольного движения электрода и горелки. Отклонения в сторону (поперечные движения) уменьшают качество сварочного соединения. Поэтому при сварке аргоном необходима аккуратность и внимание сварщика.
- Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварки, прикрытыми аргоном. Это не даст возможности кислороду и азоту проникнуть внутрь зоны.
- Подача присадочной проволоки должно проводиться плавно и равномерно. Резкая подача – это разбрызгивание металла в большом количестве. Процесс подачи не самый простой, все приходит с опытом.
- Есть такой показатель – проплавленность. В аргонной сварке он определяется самим сварочным швом. Если он имеет округлую и выпуклую форму, то это говорит о низком его качестве. Проплавление поверхности было проведено недостаточно.
- Присадочная проволока подается перед горелкой с неплавящимся электродом. К тому же ее подача производится под углом. Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс.
- Нельзя начинать и заканчивать сварку аргоном резко, потому что это открывает доступ кислорода и азота в зону сваривания. Поэтому рекомендуется сварку начинать после 15-20 секунд, как будет начата подача в стык соединения двух металлов инертного газа. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.
Внимание! Заканчивать сварочный процесс нужно снижением силы тока при помощи реостата, который входит в состав сварочного аппарата. Просто отводить горелку – это значит, открыть доступ в зону сваривания азота и кислорода.
Стыки свариваемых металлических деталей перед началом работ необходимо очистить и обезжирить.
Режимы аргонной сварки
Сварка аргоном пройдет качественно, если правильно выбрать оптимальный режим проведения процесса.
- От свойств свариваемых металлов будет зависеть выбор полярности и направления тока. Так со стальными конструкциями в аргонной сварке используется постоянный ток прямой полярности. Для сваривания алюминия или бериллия применяется постоянный ток обратной полярности.
- Сила свариваемого тока выбирается на основе трех составляющих: диаметра используемого электрода, типа металла свариваемых деталей и их толщины, полярности. Взаимосвязь всех параметров определяется табличными значениями. Некоторые мастера выбор делают с учетом собственного опыта. Вот одна из таблиц, которая определяет режим работы аргонодуговой сварки титана.
| 0,3-0,7 | 1,6 | 40 |
| 0,8-1,2 | 1,6 | 60-80 |
| 1,5-2,0 | 2 | 80-120 |
| 2,5-3,5 | 3 | 150-200 |
- Как уже было сказано выше, чем короче сварочная дуга, тем качественнее получается шов. Та же самая зависимость напряжения дуги и ее длины.
- Расход инертного газа зависит от показателя силы и равномерности его потока, выходящего из горелки. Специалисты рекомендуют создавать поток ламинарного типа. То есть, газ подается без пульсаций.
Правильно подобрать определенный режим – дело непростое. Поэтому еще в процессе обучения нужно изучать теорию и овладевать практическими навыками.
Преимущества и недостатки
К преимуществам аргонодуговой сварки можно отнести:
- Невысокая температура нагрева, что сохраняет размеры и форму двух свариваемых изделий.
- Газ аргон является инертным, то есть, он тяжелее и плотнее воздуха, что обеспечивает максимальную защиту зоны сваривания.
- Тепловая мощность дуги достаточно высокая, что позволяет сам процесс сварки проводить за короткий промежуток времени.
- Сам процесс прост, поэтому научиться ему несложно.
- Этот сварочный процесс позволяет соединить разные виды металлов, которые другими вилами сварки не состыковать.
Недостатки:
- При сквозняках и ветре часть аргонной защиты улетучивается, что снижает качество сварочного шва. Поэтому рекомендуется весь процесс проводить в закрытых помещениях с хорошей вентиляцией.
- Сварочное оборудование достаточно сложное, к тому же непросто провести настройку режимов сварки.
- Если в процессе соединения необходима высокоамперная дуга, то нужно продумать дополнительное охлаждение стыкуемых металлов.
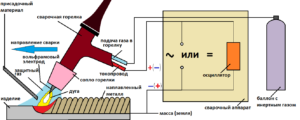
Принцип работы сварочного оборудования
В состав сварочного оборудования входят:
- Сварочный аппарат любого типа для дуговой сварки, у которого напряжение холостого хода: 60-70 вольт.
- Контактор силовой, с помощью которого напряжение будет подаваться от сварочного аппарата на горелку.
- Осциллятор. Этот прибор преобразует сетевое напряжение 220 вольт и частотой колебания 50 Гц в напряжение 2000-6000 вольт с частотой 150-500 кГц. Эти параметры электрического тока позволяет легко зажечь дугу.
- Устройство обдува зоны сварки аргоном.
- Горелка керамическая.
- Баллон для аргона, он с горелкой соединяется через редуктор и шланг.
- Электрод неплавящийся и присадочная проволока.
Как работает аргонная сварка, можно посмотреть видео, но принцип таков. Сначала производится настройка сварочного режима и очистка соединяемых металлов.
В правую руку берется горелка, в левую присадочная проволока, она не подключена к электроэнергии. На рукоятке горелки есть специальная кнопка, с помощью которой можно подавать защитный газ в зону сваривания.
Включается подача газа за 20 секунд до начала производства сварочных работ.
Горелку нужно опустить так, чтобы между неплавящимся электродом и свариваемыми поверхностями осталось маленькое расстояние – в пределах 2 мм. Кстати, электрод вставляется в горелку таким образом, чтобы из нее торчал конец длиною не более 5 мм. Внутри горелки есть защелка, в которую вставляется электрод любого диаметра.
Включается сварочный аппарат, и напряжение подается на электрод. Между ним и стыкуемыми металлами возникает дуга. Из сопла горелки в это время подается аргон, который собой покрывает зону сваривания.
Сварщик в сварочный стык подает присадочную проволоку, которая под действием электрической дуги расплавляется и покрывает собой зазор между деталями. При этом производится медленное движение вдоль шва.
Нельзя зажигать электрод при помощи соприкосновения его со свариваемыми металлами. Для розжига специально используется осциллятор, как это показано на видео.
Виды сварочного оборудования
Для аргонной сварки используются четыре вида оборудования.
- Ручная (показана на видео) – это когда сварщик собственными руками держит и горелку, и присадочную проволоку.
- Механизированный вариант – сварщик держит горелку, а проволока подается механизированным способом.
- Автоматическая сварка аргонодуговая – сварщик отсутствует, его заменяет оператор, который следит за процессом, потому что и подача горелки, и подача присадочной проволоки происходит в автоматическом режиме.
- Роботизированный сварочный процесс. Задается программа, которая полностью отвечает за проводимый процесс.
Самое важное достоинство аргонодуговой сварки – это возможность сваривать детали тех металлов, которые другими способами соединить невозможно. И в быту такие ситуации встречаются нередко, к примеру, стыковка труб из нержавейки. Обязательно посмотрите видео на этой странице сайта.
Поделись с друзьями
Что такое аргоновая сварка, как она выполняется и чем
Всем известно о проблемах, возникающих при попытке сварки таких металлов, как медь, алюминий и некоторых других цветных металлов. Стандартная ручная дуговая сварка электродами не даст качественного результата. Связано это, прежде всего с физико-химическими свойствами материалов.
Мастера со стажем прекрасно знают, что альтернативы сварке в защитной среде аргона просто не существует.
Следует поближе познакомиться с технологией, так как начинать приобщаться к сварочному процессу целесообразно с изучения ключевых теоретических вопросов.
Именно выделение положительных и отрицательных качеств даст более полную картину и сыграет определяющее значение при выборе режима сварки.
- Основные сведения
- Оборудование
- Технология
- Достоинства и недостатки
Основные сведения
Прежде чем рассматривать особенности сварки в среде защитного газа, необходимо понять принципы ведения работ. Принципиального отличия аргоновая сварка от сварки MMA не имеет. Зачастую ее даже называют аргонодуговой.
Металл сваривается посредством частичного плавления и перемешивания жидкой субстанции с расплавленной присадкой. Но в данном случае весь этот процесс ведется в газовом колпаке, состоящем из аргона.
Почему в качестве защитного газа выбирают аргон?
- Во-первых, это инертный газ, а это значит, что он не вступает в химические реакции.
- Во-вторых, аргон тяжелее воздуха, поэтому оседает в зоне формирования шва.
Среда аргона получается из потока газа, направленного в зону сварки из горелки. Защитная функция газа заключается в том, что он вытесняет атмосферный кислород из зоны, препятствуя образованию окисла металла. В результате наблюдается улучшение качества шва и увеличение темпа сварки. Если бы не было защитного газа, то образовавшийся кислород привел бы к появлению пор и трещин в зоне шва.
Сфера применения аргонной сварки весьма широка. Можно сваривать изделия из титана, этот металл известен своей неприспособленностью к обработке.
В качестве расходного материала могут быть использованы плавящиеся электроды, а также неплавящиеся электроды, состоящие из вольфрама. Чаще всего с помощью вольфрамовой проволоки ведут работы по сварке разнородных металлов.
Аргоновая сварка может вестись в ручном режиме, полуавтоматическом или автоматическом. Принципиальное отличие режимов заключается в способе подачи присадочной проволоки.
Принято аргонно-дуговую сварку разделять на три вида, в зависимости от типа электродов и способа подачи.- Ручная сварка выполняется вольфрамовым неплавящимся электродом. Данный материал был выбран неслучайно, так как у вольфрама наиболее высокая температура плавления. Такой режим принято обозначать аббревиатурой РАД.
- Автоматическая сварка вольфрамовым электродом обозначается, как ААД.
- Сварка плавящимися электродами известна, как ААДП.
Сейчас речь не идет о преимуществе одного из режимов. Каждый мастер склонен выбирать тот или иной режим, исходя из технических условий или собственных предпочтений. По международной классификации аргонно-дуговую сварку обозначают аббревиатурой TIG (от Tungsten Inert Gas). Даже на сварочном оборудовании ставят эту маркировку, что свидетельствует о работе инвертора с аргоном.
Оборудование
При необходимости сварки цветных металлов в обязательном порядке встанет вопрос приобретения подходящего оборудования.
Существует несколько видов инверторов, в зависимости от их функциональных возможностей.
При ручной сварке сварщик одной рукой удерживает горелку с электродом, через которую в зону сварки поступает газ, а другой рукой подает проволоку, выполненную в виде прутика и играющую роль присадки.
Оборудование для проведения TIG сварки достаточно громоздкое.
- Во-первых, в корпусе инвертора зачастую устанавливается механизм подачи проволоки.
- Во-вторых, необходимо баллон, в котором содержится инертный газ.
Баллон специальным патрубком соединен с инвертором, то есть, устройство самостоятельно контролирует подачу аргона.
В более усовершенствованных моделях проволока подается в автоматическом режиме с помощью специального механизма.
Если подача проволоки не просто осуществляется с постоянной скоростью, но и регулируется, такой процесс считается автоматическим. Задача сварщика существенно упрощается, а качество шва повышается.
На производстве чаще всего применяется роботизированное оборудование, которое может производить сварку без участия человека. Процессорное управление устройством позволяет вести работы по заранее записанной программе.
В обычных инверторах более дорогого сегмента также предусмотрена работа по одной из выбранных программ, однако требуется оператор, контролирующий процесс сварки и работающий горелкой вручную. Тенденция производителей сводится к тому, чтобы поставлять на рынок недорогие, но функциональные устройства. Зачастую инверторы TIG сочетают в себе возможность работать в режиме MIG и MAG.
Технология
Однозначно, по одной лишь статье научиться качественно варить аргоном практически невозможно. Тем не менее, начать свои познания следует именно с теоретических основ.
Отработка и приобретение навыков будет осуществляться только на практике. Если есть хороший наставник, то обучение пройдет быстро, но большинство мастеров вынуждены были начинать познавать процесс сварки в одиночку.
Начать можно с того, что познакомиться с наиболее часто совершаемыми ошибками.
На предварительном этапе подготовки следует уделить внимание кромкам свариваемых деталей, их необходимо зачистить и обезжирить. Эта процедура считается обязательной, даже если визуально поверхности готовы к сварке.В процессе формирования шва необходимо стараться сокращать дугу. Длинная дуга может дать неглубоки и широкий шов. Прочность такого шва невысокая, так как нет полного проплавления металла. Особенно это правило касается работы с вольфрамовым электродом. Укоротить дугу следует, приблизив стержень к зоне сварки.
Однако это не является достаточным условием формирования глубокого шва. Важно соблюдать постоянство направления движения электрода, он должен двигаться продольно. Поперечные колебания не допускаются. Сварщику следует «набить руку». Это означает, что его движения должны быть четкими и выверенными. Малейшее отклонение от заданной траектории приведет к ухудшению шовного соединения.
Еще одно требование связано с локализацией горелки. Ее нельзя выводить из зоны формирования шва. В противном случае вслед за горелкой сместится и аргоновый купол.
Это означает, что в сварочную ванну обязательно попадет кислород и в металле образуются поры или трещины. Подача проволоки должна осуществляться с постоянной скоростью.
Если потребуется изменить скорость, то делать это нужно плавно, без резких толчков. Резкая смена скорости приведет к разбрызгиванию металла.
Если заводить речь о скорости, то вопрос окажется наиболее актуальным. Даже обладая всеми теоретическими знаниями, начинающие мастера не могут сориентироваться, с какой скоростью вести подачу проволоки. Парадокс заключается в том, что нет строго установленных норм. Положительного результата можно добиться только после ряда экспериментальных попыток.
Обратите внимание на взаимное расположение проволоки и стержня. Присадка должна располагаться впереди неплавящегося электрода, причем под некоторым углом. Только так будет обеспечен ровный шов, а сварочный процесс будет оптимальным.
Начало и конец сварки должны организовываться так, чтобы в зону не попадал атмосферный кислород. В хороших инверторах сначала начинает поступать газ, а затем формируется дуга. В конце процесса после исчезновения дуги газ продолжает некоторое время поступать.
Но при отсутствии такой функции рекомендуется сначала подавать газ в зону будущей сварки на протяжении 20 секунд и только после этого следует зажигать дугу. Окончание сварки вручную проводится в следующей последовательности: убирается проволока, выключается горелка.
Общее время на завершение процесса составляет 10 секунд. Также рекомендуется постепенно понижать силу сварного тока. Если резко убрать проволоку и горелку, то есть риск попадания в зону кислорода.Даже приведенные правила, несмотря на неполный их перечень, говорят о том, что для качественной арноговой сварки нужен определенный опыт.
Качество шва проверяется специальным прибором, однако не у каждого сварщика в арсенале найдется подобное устройство. Чаще всего приходится оценивать проплавленность визуально.
Если шов получился округлым и выпуклым, то это свидетельствует о его низком качестве.
Особое внимание следует уделить выбору режима сварки. Правильный режим, включающий в себя установленные параметры, является залогом качественной работы. Еще раз напомним, что все тонкости познаются только на личном опыте, но некоторые практические советы позволят быстро научиться настраивать оборудование.
Важнейшими параметрами считаются тип тока и полярность. Их конкретные значения зависят от свойств свариваемого металла. Для стальных деталей предусмотрена прямая полярность при постоянном токе.
Сплавы алюминия свариваются при обратной полярности. Сила тока выбирается, исходя из толщины заготовки. Также на выбранное значение оказывает влияние толщина электрода. Все условия приходится учитывать одновременно.
Для начинающих мастеров созданы специальные таблицы.
- Толщина металла — 0,3 – 0,7 мм, диаметр электрода – 1,6 мм, сила тока – 40 А.
- Толщина металла – 0,8 – 1,2 мм, диаметр электрода – 1,6 мм, сила тока – 80 А.
- Толщина металла – 1,5 – 2 мм, диаметр электрода – 2 мм, сила тока – 120 А.
- Толщина металла – 2,5 – 3,5 мм, диаметр электрода – 3 мм, сила тока – 200 А.
На производстве есть возможность следить еще за одним параметром. он связан с расходом газа. Для получения наиболее качественного результата следует добиться ламинарного течения газа, то есть, его равномерного движения без перемешивания и пульсации.
Достоинства и недостатки
Газовая сварка аргоном не является панацеей. Она, как и любой другой процесс, обладает определенными достоинствами и недостатками. Вопрос стоит в том, что в некоторых случаях недостатки можно свести к минимуму или вовсе их игнорировать.
К достоинствам можно отнести отсутствие чрезмерно высокой температуры в сварочной ванне. В результате этого детали не деформируются. Применение аргона дает ряд преимуществ.
- Во-первых, газ инертный, поэтому химические реакции полностью исключены.
- Во-вторых, аргон тяжелее воздуха, он опускается вниз, вытесняя атмосферный кислород.
Примечательно то, что при относительно невысокой температуре дуга обладает достаточной тепловой мощностью, поэтому сварка аргоном не только характерна качеством, но и низкими временными затратами.
Было отмечено, что сварщик должен обладать определенными навыками. Тем не менее, эти навыки не так сложно получить. Практически каждый желающий может освоить данный процесс.
Наконец, явным преимуществом TIG сварки является то, что есть возможность соединить металлы, которые другими способами просто не сварить.
К недостаткам можно отнести тот факт, что на улице при сильном ветре сварку качественно не провести. Ветер будет выдувать аргоновый колпак, и в зону шва попадет кислород. Также следует отметить наличие отрицательного результата у новичков. Все ошибки приходится преодолевать самостоятельно. Может потребоваться несколько попыток, прежде чем мастер научится оптимально выбирать режим сварки.Аргонная сварка для начинающих: инструкции, особенности, правила, плюсы и минусы
Аргон-это газ, что часто применяется в сварке. Он полностью бесцветный, у него нет запаха и он защищает металл от плохого влияния атмосферы.
причина по которой его так широко применяют в сварке-это его низкая цена, ведь другие защитные газы иногда имеют менее низкие цены, мастера просто их не покупают, чем снижают качество шва.
Введение
Применение аргона настолько широко, что его используют не только на заводах и производствах, но даже в домашних условиях мастера научились его применять, хоть часто работа с газом бывает небезопасна и нет ничего хорошего, что оно стоит в гаражах у обычных людей, но это не тот вариант аргон полностью безопасен он не взрывается. Этот газ продается только в баллонах из стали.
Они бывают разных размеров, производитель предлагает объёмы от пятнадцати до сорока литров, так что если вам предстоит заварить метр участка раз в год, то вы просто можете пробрести маленький баллон вам его хватит на очень долго.
Ещё один плюс аргона по технике безопасности, он не взрывоопасен и также не выделяет токсинов при работе с ним, а это важно, потому что если речь идет о домашнем использовании, то возле баллона могут быть не квалифицированные люди или даже дети.
Самые часты сферы применения-это в дуговой, лазерной и плазменной сварке. Если это сварка с помощью дуги, то в комплекте к газу должен идти электрод, он может быть с плавящийся и не плавящимся покрытием.
В нашей статье мы сделали выжимку из основных статей на эту тему. Если вам они покажутся интересными, то можете их прочитать в полной версии.
Плюсы и характеристики сварки с помощью аргона
Конечно сварка аргоном имеет свои плюсы и характеристики, не отставая от всех прочих видов и технологий сваривания металлов.
Эта статьи расскажет вам обо всем плохих и хороших сторонах сварки аргоном, также некоторые тонкости работы с таким газом, и даже про то как настроить ваш сварочный аппарат, чтобы шов получился качественным.
Очень полезна к прочтению эта информация, оно даст сориентироваться в принципах аргона и не допускать оплошностей. А это важно для новичков, или людей которые ещё не пробовали работать с таким видом сварки.
Это статья очень базисная, она очень рекомендована к чтению если вы совсем ничего не знаете про варку аргоном.Она приоткроет вам занавес на те процессы, которые проходят при таком виде варки и почему это происходит в принципе. Это статья должна быть первая в списке прочтения, потому что без нею вас не сориентироваться в других статьях.
Она ещё описывает, разнообразную оснастку к такому виду работ, чтобы ваш результат был удовлетворительным ведь очевидно, что если человек никогда не работал с таким видом варки он и не знает какие для этого нужны расходные материалы.
Как сварить алюминий аргоном
Алюминий –это один из тех металлов, что у каждого есть на языке, даже ребенок знает что алюминий это металл.
Этот металл используют на промышленных предприятиях, из него делают посуду и даже элементы к микроэлектронике, а это очень специализированная ниша.
НО даже такая широкая известность этого металла не обеспечила того, чтобы все знали как с ним обращаться. В большинстве случаев новичок не будет знать с какой стороны подойти к такому металлу, как алюминий.
Причина по которой швы на таком металле часто выходят слабыми и не красивые-это оксидная пленка что покрывает металл.
Именно из-за этого работа с одним из самых распространенных металлов так кропотлив и не легка. Подробнее про оксидную пленку мы расскажем вам в другой статье поскольку это очень широкая и болезненная тема.
Ещё статья расскажет вам про поджигание и поддержание стабильности дуги и образование сварочной ванны. Эта стать даст вам все необходимые сведенья о том как варить алюминий с помощью аргона даже в диких условиях.
Особенности сварки черного металла аргоном
Черными металлами классически считается железо и сплавы из него. Такие металлы редко выступают самостоятельно, чаще их берут как сырье, производят например чугун, или используют на переработку для производств стали.
Редко, но иногда возникают ситуации, когда нужно иметь дело с чистым железом.
Это очень непростая задача, но этот газ на много её упрощает. Как и любой метод сварка аргоном имеет преимущества, недостатки. И если вам нужно получить сносный результат, то придётся строго соблюдать технологию.
Про все это рассказывает эта статьи, также в ней будет идти речь про то как выбрать сварочный режим, какие стоит соблюдать правила безопасности, а в частности пожарной. Потому что сварка дело не простое и часто возникают небезопасные ситуации.
Сваривание нержавеющей стали с помощью аргона
Эта статья расскажет вам как сварить нержавейку с помощью, все нюансы и особенности. Те кто занимаются варкой, знают, что нержавеющая стал далеко не простой метал, при работе с которым часто возникает много проблем, нужно разрезать, переваривать, а иногда можно и не разрезать, швы сами по себе трескаются и расходиться, но как с этим бороться ?
Именно поэтому вам стоит прочитать нашу статью где мы расскажем как варить нержавеющую сталь своими руками с помощью аргона.
Важным этапом сварки является подготовка металла, именно от этого зависит качество шва, что у вас получиться в конце, металл нужно хорошо зачистить, проверить на дефекты.
В этой статье рассказывается как наиболее выгодно использовать газа к положению горелки. Тут вы найдете советы, которые мастера отточили в ходе практики, и вам уже не придётся повторять чей-то ошибок.Просто возьмите и переймете опыт человека который уже знает как будет хорошо а как плохо. Например, как варить аргоном металл так, чтобы он не окислился, или как варить тонкий металл, ведь это филигранная работа, что требует внимательности.
Даже В ГОСТах таких советов не пишут, хотя там можно найти очень содержательные инструкции по эксплуатации, что помогут и новичкам и бывалым сварщикам.
Итог
Если вам нужно чтобы ваши швы были надежными и аккуратными, не приходилось переваривать по сто раз, тратить кучу денег на дорогие расходные материалы, то вам необходимо почесть эти статьи.
В них рассказывают все нюансы сварки с помощью аргона, самых разных, достаточно сложных в работе металлов. Если работать с нержавейкой или алюминием, то этих нюансов в разы больше чем при работе с другими металлам.
Нужно не слабо постараться чтобы ваши швы были крепкими, красивыми без наплывов и не проварвов. Прочитайте все приведенные нами плюсы, минусы сварки этим газом и оцените стоить ли вам её использовать, но чаще всего такой метал себя оправдывает.
Если вы бывалый мастер то напишите что вы думаете по этому поводу, приходилось ли вам работать с аргоном, облегчило ли вам это работу, или возможно даже наоборот.
Расскажите про расход газа, это будет очень полезно для предпринимателей что сваркой зарабатывают деньги. Ваш опыт будет полезен нам для следующих статей и новичкам, что только учатся. Желаем вам удачи и новых успешных работ!
Технология аргонно-дуговой сварки
[Аргонно-дуговая сварка] является неким гибридом, который включает в себя электросварку (дуговую) и газовую сварку.
Электрическая дуга в данном случае играет роль источника нагрева, который расплавляет и сваривает металл.
Аргон тоже занимает не последнее место.
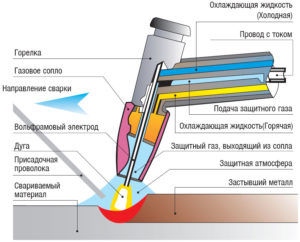
Принцип сварки в защитном газе показан на фото.
Дело в том, что во время сваривания цветных металлов и легированных сталей происходит их взаимодействие с воздухом и начинает идти реакция окисления, которая приводит к негативным последствиям.
В результате сваренные швы могут получиться непрочными или наполненными пустотами.
А при взаимодействии алюминия с кислородом во время сварочных работ, он вообще начинает гореть.
На видео вы можете видеть результат взаимодействия алюминия с кислородом.
:
Чтобы обойти такие неприятные моменты и сделать работу результативной, используют аргон.
Так как аргон более чем на 1/3 плотнее воздуха, он помогает убрать кислород из сварочной зоны (вытесняет его) и изолировать ее от попадания других воздушных смесей.
Подача газа должна осуществляться непосредственно перед зажиганием дуги (за 20-30 секунд) и прекращаться через 5-10 секунд после завершения сварочной работы.
Для работы с аргоном используют как плавящиеся электроды (проволока алюминия), так и неплавящиеся.
Во втором случае в оборудование используют вольфрамовые электроды, так как они достаточно тугоплавкие (TIG сварка). На видео ниже показан принцип работы с плавящимся либо неплавящимся электродом.
:
- Сварка TIG
- Сварка алюминия
- Инвертор
- Сварочный аппарат ГОСТ
Сварка TIG
TIG расшифровывается как Tungstren Inert Gas. Что переводе означает ручную дуговую сварку с помощью неплавящихся электродов для использования в среде инертных защитных газов.
Наиболее часто в таком случае в качестве электрода используется вольфрам, а в качестве защитного газа – газ аргон.
Оборудование для сварки способом TIG может быть как с постоянным током (TIG DC), так и с переменным/постоянным (TIG AC/DC).
На видео представлены модели сварочных аппаратов TIG.
:
Как правило, TIG применяют для сварки сплавов алюминия и магния. Но помимо цветного металла можно проводить работы с нержавеющей, углеродистой и даже низколегированной сталью.ВАЖНО ЗНАТЬ: Методы и способы сварки алюминия
Основной областью применения являются тонкостенные изделия толщиной не более 6мм. Во время TIG сварки неплавящиеся электроды помогают сначала нагреть, а потом расплавить металл в конкретной зоне.
Электрод при этом не плавится. Единственным недостатком сварки методом TIG является ее медленная скорость работы.
TIG используют как при работе с электроникой, так и для сварки труб или сосудов. Сварка TIG с помощью неплавящегося электрода имеет много достоинств.
Во-первых, сварной шов получается ровным, рядом с ним не образуются брызги от материала и шлаки.
Во-вторых, можно осуществлять рабочий процесс в любом положении и на самых разных соединениях. На видео ниже показаны результаты работы, полученные с помощью сварки TIG.
:
Сварка алюминия
Какое бы не было хорошее сварочное оборудование, сварка алюминия по дуге с участием аргона всегда вызывает определенные сложности:
- Сплавы алюминия довольно текучи, и во время работы над ними их цвет совершенно не меняется, всегда оставаясь серебристо-белым. В связи с этим сложно понять, в какой момент можно завершить сварочные работы;
- У алюминия также наблюдается хорошая теплопроводность, из-за чего может возникнуть большое внутреннее напряжение и могут появиться трещины на детали;
- При сварке поверхность алюминия образует тугоплавкую смесь, которая имеет высокую температуру (более 2000 градусов), таким образом, мешает создать сварочную ванну и соединить кромки алюминия, который плавится при более низкой температуре (655-660 градусов).
На видео вы можете наглядно увидеть описанные выше реакции алюминия, которые возникают при работе с ним.
:
Ручная сварка алюминия с помощью аргона по дуге в основном используется новичками.
Профессионалы, как правило, используют автоматический или полуавтоматический сварочный аппарат в своей работе. Все оборудование также делится на определенные категории.
Одно сварочное оборудование может формировать дугу, когда электрод напрямую соприкасается с изделием.
Второй сварочный аппарат формирует дугу, используя специальный блок – осциллятор. Третье сварочное оборудование формировать дугу, применяя выводные планки.
Инвертор
Сварочный инвертор представляет собой сварочный аппарат, благодаря которому можно быстро и качественно сварить углеродистую или легированную сталь, цветные металлы и даже чугун.
ВАЖНО ЗНАТЬ: Советы по сварке полуавтоматом с газом и без
Сварочный аппарат инвертор может осуществлять широкий спектр работы, конкретные возможности зависят от того, какой электрод в нем стоит.
Благодаря специальной защите, электрод во время работы не может прилипнуть на инвертор.
Само оборудование отличается небольшим весом и габаритными размерами, что крайне удобно при частой транспортировке сварочного оборудования.Инвертор может работать, даже когда электросеть имеет значительные перебои и неполадки с напряжением, сваривая при этом сталь, металл или чугун на самом высоком уровне.
При этом инвертор потребляет электроэнергию в 2 раза меньше, чем стандартные трансформаторы (в аппарате для этого имеются специальные преобразователи).
Во время работы инвертор можно легко регулировать и выполнять разные виды сварки (варить тонкие листы, толстый металл, делать потолочный или вертикальный шов).
:
И процент КПД, который обеспечивает инвертор, также чрезвычайно высок — около 90%, что говорит об эффективности проделываемой с помощью него работы.
На данный момент на рынке существует несколько видов подобных аппаратов:
- классические сварочные инверторы для простой сварки, во время которой применяется плавка покрытого электрода;
- инверторный аппарат, на котором возможно выполнить полуавтоматическое спаивание металлических конструкций, используя при этом присадочную проволоку (подача проволоки осуществляется автоматическим способом);
- аппарат инвертор, осуществляющий аргонно-дуговую сварку при помощи неплавящихся электродов из вольфрама;
- специальный инверторный аппарат, режущий различные металлы и использующий воздушно-плазменную струю.
Разумеется, аппарат инвертор имеет и определенные недостатки. Такой аппарат плохо работает, если в помещении наблюдается высокая влажность или запыленность.
Инвертор требует крайне бережного отношения. Не рекомендуется бросать или ронять его, это может привести к сбоям системы во время работы.
Кроме всего прочего, аппарат отличается высокой ценой и имеет не самый легкий принцип работы, поэтому работают с ним в основном профессионалы.
Сварочный аппарат ГОСТ
Те, кто сталкивается со сваркой в первый раз, должны знать, что все сварочные электроды, которые используются во время работы, должны соответствовать определенному госстандарту.
Государственный стандарт, по-другому ГОСТ, представляет собой единую меру свойств, которой обязаны соответствовать все используемые для сварки электроды и оборудование.
ВАЖНО ЗНАТЬ: Зачем пользоваться канифолью для пайки?
Если говорить своими словами, то ГОСТ является своеобразной меркой качества сваривания шва.
Для того чтобы получить данное соответствие, материалы в обязательном порядке проходят специальные проверки, после чего получают ГОСТ-оформление на бумаге.:
Если электроды не проходят тесты и не получают ГОСТ, их нельзя использовать для сварки металлических конструкций. ГОСТ включает в себя все данные об испытуемом электроде: химические составляющие материала, его устойчивость и взаимодействие с окружающей средой, минимальный и максимальный временной отрезок сопротивления взрыву, определенные пластические требования.
Благодаря ГОСТу вы можете быть уверены, что если правильно использовать оборудование и осуществить весь принцип работ с тем или иным электродом, то у вас получится качественный сварочный шов.
Для сварочных работ используют 3 типа государственного стандарта:
- ГОСТ электродов дуговой сварки, выполняемой вручную;
- ГОСТ электродов, осуществляющих контактную сварку;
- ГОСТ вольфрамовых электродов для работы с инертным газом.
Если электроды для сварки не имеют соответствующий ГОСТ, то они не должны допускаться к поступлению в магазины сварочной техники и не имеют права выставляться на продажу свое оборудование.
Бывают случаи, когда потребители покупают для работы электроды, имеющие ГОСТ, но те оказываются некачественными (подобные случаи бывают и при покупке в специализированных магазинах).
Данный момент может быть вызван неправильным хранением сварочных электродов или определенным браком (бывает, что брак имеют целые партии товара).
Чтобы избежать покупки некачественного товара, лучше брать оборудование проверенных фирм (они дают определенный срок гарантии).
При этом желательно осуществлять покупки в специализированных магазинах, а еще лучше обращаться напрямую на фирму изготовителя электродов и делать покупки там.
Таким образом, вы обезопасите себя от покупки некачественного товара и даже сэкономите определенную сумму денег, если обратитесь на завод напрямую и купите сварочный аппарат и оборудование для него там.
Аргоновая сварка: принцип работы, что нужно, что можно варить аргонно-дуговой сваркой
Принцип работы аргоновой сварки сочетает особенности соединения металлов при помощи электро- и газосварочного оборудования. В процессе задействован инертный газ, представленный аргоном. Технология позволяет работать с алюминием, медью, чугуном, другими металлами, а также с нержавейкой.
Принцип работы
Метод подразумевает создание высокой температуры с помощью электрической дуги. Одновременно, сварочная область принудительно заполняется аргоном, который вытесняет кислород, изолирует ее от внешней среды, служит защитой от коррозии.
При использовании неплавящегося электрода поджиг дуги производится без его контакта с изделием. Высокий потенциал ионизации инертного газа препятствует ионизации дугового промежутка за счет искры в промежутке электрод – изделие. В случае с плавящимся электродом, дуга зажигается искрой благодаря низкому, по сравнению с инертным газом, ионному потенциалу, паров железа.
Прикасаясь к свариваемому металлу, вольфрамовый электрод загрязняется и оплавляется. Проблема поджига решается введением в схему питания осциллятора.
Возбуждение дугового промежутка обеспечивается импульсами с большим напряжением. При работе с переменным током, ионизировав дугу, осциллятор преобразуется в стабилизатор.Его кратковременные импульсы препятствуют деионизации дугового промежутка, когда меняется полярность.
При аргонодуговой сварке объектов толщиной свыше 3 мм, а также для усиления шва используются присадочные прутки (проволока), которые по материалу соответствую изделию.
Классификация видов
Технологически аргонодуговая сварка разнится типами электродов, по питанию – постоянным или переменным напряжением. По уровню механизации она подразделяется на:
- ручную. Сварщик направляет горелку и подает проволоку вручную;
- механизированную. Горелка перемещается сварщиком, а сварочная проволока подается специальным механизмом;
- автоматизированную. За перемещение горелки и подачу проволоки отвечает механическое устройство, контролируемое оператором;
- роботизированную. Оборудование, работающее согласно заложенной программе, не нуждается в присутствии человека.
Первые два вида, помимо промышленности, применяются в быту. Автоматизированные системы используются на крупных предприятиях.
Что можно варить
Аргоновая сварка применяется при работах с цветными металлами, сплавами, легированной сталью. Контроль глубины плавления делает ее эффективной для тонкостенных изделий, когда к поверхности объекта возможен только односторонний доступ. Метод широко распространим в автомобильной, авиационной отраслях. Он востребован областями, где необходимы качественные сварочные швы.
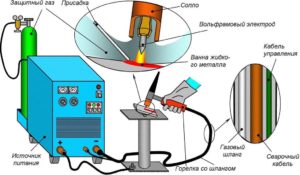
Оборудование и оснащение
Сварочные работы с использованием аргона производится с помощью универсального, специального оборудования. Промышленностью налажен серийный выпуск универсальных аппаратов различной мощности и назначения. Производственный вариант аргонно-дуговой сварки подразумевает организацию «сварочного поста», в комплектацию которого входят:
- источник постоянного/переменного тока;
- горелки для работы с разными электродами;
- устройство запуска, которое поджигает дугу при постоянном токе или стабилизирует при переменном (осциллятор);
- аппаратура контроля сварочного цикла;
- устройство, позволяющее компенсировать и регулировать постоянную токовую составляющую;
- газовая станция (баллон с аргоном, оснащенный датчиком давления);
- вентиляция.
В современном варианте большинство из этих устройств (кроме горелок) объединены в одном аппарате, называемом инвертором. Благодаря доступности, приспособление популярно в быту.
Техника сварки
Перед тем, как варить аргоновой сваркой, необходимо обзавестись инвертором или специальным сварочным трансформатором, баллоном с аргоном, горелкой, присадочными материалами. Процесс подчиняется следующим правилам:
- Область тщательно очищается от загрязнений и обезжиривается.
- Газ подается за 20 секунд до начала сварочных работ, а перекрывается спустя 10 секунд после завершения процесса.
- Минимальная дуга – залог качественной сварки и аккуратного шва. Чем дальше горелка находится от свариваемой поверхности, тем шире область нагрева и глубже проплав поверхности свариваемого изделия.
- Для получения эстетичности шва, движения производятся вдоль его оси без отступлений.
- Присадочный пруток (проволока) подается перед горелкой с исключением поперечных движений. Благодаря этому достигается узкость шва.
- Электрод и присадка не должны покидать защитную газовую зону.
- Плавные движения исключают искры и разбрызгивание металла.
- Процесс завершается заливкой кратера, что производится при пониженном токе. Резкий отвод горелки и обрыв дуги отрицательно влияют на защиту шва.
Научиться пользоваться аргоновой сваркой несложно. Однако, чтобы получить идеальные соединения и швы нужно запастись терпением.
Режимы
Для выбора оптимального режима аргонно-дуговой сварки аргонщику приходится оперировать множеством параметров. При настройке сварочного оборудования учитываются:
- Род тока – постоянный (переменный используется при сварочных работах с алюминием, бериллием, магнием, их сплавами).
- Полярность тока – прямая.
- Сила тока – выбирается с учетом свариваемого материала и диаметра электрода.
- Напряжение дуги – влияет на длину дуги, ширину шва, глубину проплавления.
- Скорость процесса – подбирается индивидуально.
- Расход аргона – зависит от объема и длительности работ.
- Расстояние между кончиком электрода и присадкой – сварка встык: 3–5 мм, угловые, тавровые соединения: 5–8 мм.
При сварочных работах аргонно-дуговым методам не стоит забывать о средствах защиты, представленных маской и перчатками. Хотя метод не сопровождается чрезмерным выделением дыма, его лучше проводить в хорошо проветриваемом помещении.