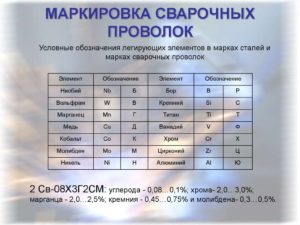
Маркировка сварочной проволоки для полуавтомата
Обозначение маркировки и выбор сварочной проволоки для полуавтоматов | Тиберис
В данной статье будут рассмотрены вопросы выбора сварочной проволоки для полуавтомата, марки и классификации этого типа расходного материала. Разберемся в наименованиях, сокращениях и обозначениях сварочной проволоки.
Определим, чем отличается сварка обычной проволокой от использования флюсовой, а так же вы подробно узнаете про выпускаемый диаметр сварочной проволоки.
Мы постараемся доступно расписать несколько советов по выбору проволоки для сварки, подходящей под конкретные задачи.
Популярные марки сварочной проволоки и их назначения
Отметим, что марок сварочной проволоки существует большое количество, всего около семидесяти семи все они предусмотрены по ГОСТ 2246-70.
Но в производстве и строительстве используются всего несколько видов марок, остальные, же являются специальными по назначению и применяются в энергетике, машиностроении, специальном строительстве и атомной промышленности, где в условиях специфики применяются особенные требования.
Но мы остановимся на рядовых нуждах, а именно на сварке металлоконструкций из нержавеющего или серийного проката, общестроительных и кузовных работах, где все достаточно унифицировано.
И так, наиболее распространенная и применяемая проволока для сварочных полуавтоматов в работе с низколегированными сталями (а к ним относятся более 90% металлопроката), является сварочная проволока марки 08Г2С и её стандартные аналоги, производимые на множественных заводах по всему мира, но уже по международным классификациям.Сварочная проволока 08Г2С по продажам расходных материалов для полуавтоматов занимает до 95% от всех продаж. Данная марка проволоки выпускается как без защитного покрытия, так и в омедненном варианте (антикорозийнной защите).
Высокая популярность этой проволоки может объясняться её универсальностью и широким спектром применения, так же достаточно низкими ценами на эту проволоку и высоким качеством сварных соединений.
Упомянутая проволока СВ-08Г2С с диаметром 0,6 мм отлично подойдет для сварочного полуавтомата Сварог MIG 160 (J35) при подварке кузовщины и работах в быту. Так же её можно использовать на более мощных аппаратах до 500А!
Что касается проволоки для аргонодуговой сварки и для газосварки, то она поставляется в виде прутьев длинной обычно в 100 мм и представляется в основном марками СВ08Г2А и СВ-08. Эти марки сварочной проволоки отлично справляются со сваркой швеллеров, водопроводных труб и другого металлопроката из низкоуглеродистых сталей.
Для нержавеющей стали подойдет сварочная проволока марок СВ01Х19Н9, СВ01Х18Н10, СВ06Х19Н9Т, они заменяют зарубежные аналоги ER 316L Si и ER 308L
Маркировка сварочной проволоки
И так, мы уже познакомились с несколькими представителями сварочных проволок, а теперь разберемся с расшифровкой обозначений, при помощи, которой Вы сможете самостоятельно узнать назначение и состав любой сварочной проволоки.
Приступим. Производство проволоки для сварки по ГОСТ 2246-70 происходит в 3-х классах из 77 марок: легированная проволока (30 представителей марок), низколегированной сварочной проволоки (6 марок) и высоколегированной сварочной проволоки (41 марка).
В составе низколегированной проволоки содержится менее 2,5% легирующих элементов. В легированной от 2,5% до 10, соответственно, в высоколегированной от 10%.
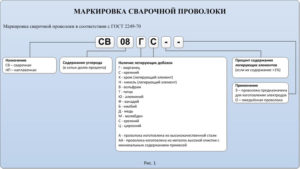
Т.к. по маркировке можно с легкостью судить о химическом составе проволоки и для примера разберем обозначение СB-08Г2С:Первые две буквы СВ говорят о том, что данная проволока предназначена для сварки, следующие цифры обозначают процентное содержание легированных элементов в металле проволоки, соответственно, массовая доля углерода в 100-х долях процента, для данной марки проволоки будет означать 0,08 % углерода. Это будет говорить о том, что данная сварочная проволока низкоуглеродистая.
Символ «Г» указывает о том, что в составе проволоке присутствует марганец, цифра «2» обозначает его процентное содержание. «С» обозначает, что в составе есть кремний и его содержание в этом типе проволоки менее одного процента, но больше 0,5.
Из этого выходит, что СB-08Г2С низкоуглеродистая легированная сварочная проволока, так как сумма легирующих элементов марганца и кремния превышает 2,5%
Другие обозначения в маркировке проволоки для сварки:
- «А»- обозначает наличие в составе азота.
- «Б»- ниобий;
- «В» — вольфрам;
- «Д» — медь;
- «М» — молибден;
- «С» – кремний (как в нашем примере);
- «Т» — титан;
- «Х» и «Н» — хром и никель, легирующие добавки, при изготовлении проволоки для сварки нержавейки;
- «Ю» — алюминий;
- «Ф» — ванадий;
- «Ц» — цирконий.
Уточним, что символ «А», который стоит в самом конце маркировки, обозначает что сварочная проволока произведена из стали высокого качества с меньшим содержанием вредных элементов. Два символа «А», т.е. «АА» обозначает, что проволока выполнена по принципу самой высокой очистки и вредных элементов еще меньше.
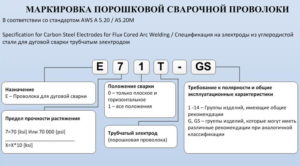
Порошковая сварочная проволока для полуавтоматов
Теперь перейдем к более подробному обзору проволоки для сварочных полуавтоматов, а именно порошковой или как часто её еще называют флюсовой, самозащитой проволоки.
Данный тип проволоки имеет отличную особенность, а именно то, что при её использовании, можно смело отказаться от громоздких и тяжелых газовых баллонов, и хлопот связанных с их аттестацией, хранением, заправкой и т.п.
Эта сварочная проволока защищает сварочную ванну не газовым потоком, как при обычной сварке полуавтоматом со сплошной проволокой, а путем газирования или газовым пузырем, который образуется при испарении флюса. От этого и происходит название «самозащитная проволока», или чаще «флюсовая проволока».
К положительной особенности этой проволоки, так же можно отнести то, что с ней можно работать при сильном ветре, что нельзя сделать при сварке полуавтоматом в среде защитных газов, т.к. ветер сдувает защитный газ. И самое главное при массе плюсов это то, что техника выполнения сварки при помощи порошковой проволоки не отличается от техники с применением сплошной проволоки для сварочных полуавтоматов.
Диаметры сварочных проволок
В виду того, что стандарты производства сварочной проволоки за рубежом отличаются от стандартов проволоки производимой в нашей стане, а большую часть оборудования для сварки составляют зарубежные аппараты, то мы рассмотрим самые популярные диаметры, которые покрывают большинство запросов и требований сварщиков.
Проволока диаметрами 0,6 мм, 0,8 мм, 1 мм, 1,2 мм, 1,6 мм выпускается для полуавтоматов. Упомянутая выше порошковая проволока выпускается от 0,6 до 6 мм толщиной. Проволока для сварки электродами и присадочными прутками производится от 1,6 до 5 мм.
Главное это то, что конкретный диаметр проволоки для сварки подбирают только в зависимости от сварочного тока, в виду особенностей соединения и толщины свариваемого металла.
И о более конкретных и распространенных случаях применения того или иного диаметра сварочной проволоки Вы сможете узнать в нашей следующей статье по ссылке.
Сварочная проволока для полуавтоматов: виды и необходимая информация
В современном мире нет ни одного промышленного предприятия, которое бы в своей производственной деятельности не использовало электродуговую сварку. Благодаря этому фактору отечественный рынок полуавтоматических аппаратов постоянно растёт и активно развивается.
Сегодня он представлен широким рядом технических средств, специфических приспособлений и расходных материалов, самым востребованным из которых является сварочная проволока для полуавтоматов.
Этот важный компонент по своим характеристикам должен максимально соответствовать свойствам металла, из которого изготовлены соединяемые детали.
Поэтому было разработано большое количество присадочных изделий, наиболее подходящих под определённый вид работ.
Разновидности проволоки
Сварочная проволока — это незаменимый элемент для успешного проведения рабочих операций в различных отраслях промышленности и коммунального хозяйства. С её помощью осуществляется соединение нескольких металлических сегментов в цельную конструкцию.
К особенностям этого присадочного материала относятся простота использования и отменное качество выполняемых работ. Грамотный выбор проволоки способствует не только повышению надёжности сварного шва, но и значительному увеличению производительности.
Проволока для полуавтомата, как правило, поставляется в бухтах, мотках и катушках. Масса первого вида упаковки иногда достигает 1,3 тонны. Вес второго типа тары может варьироваться от 15 до 120 килограмм. Показатели массы третьей формы упаковки находятся в диапазоне от 5 до 18 килограмм.Зачастую проволока помещается в коробки или полиэтиленовые пакеты. В том случае, если продукция не имеет упаковки, то перед применением проволока подвергается высушиванию при температуре 200°C.
Порошковая
Данная проволока представляет собой полый объект, изготовленный из металла, свободное пространство которого заполнено порошком и флюсом. Эти материалы позволяют защитить шов от воздействия кислорода и вредных веществ, образующихся в процессе сварки.
Немаловажным фактором здесь также выступает и обеспечение безопасности органов дыхания специалиста, выполняющего технологические работы.
Использование в сварочной проволоке специальных добавок облегчает поджиг дуги и способствует уменьшению разбрызгивания металла, что самым благоприятным образом сказывается на формировании качественного шва. Горение дуги осуществляется во флюсовой среде, которая позволяет защитить зону свариваемого участка от негативного воздействия окружающей среды.
Для работ с использованием порошковой проволоки не требуется тяжёлых газовых баллонов, с которыми связаны многие хлопоты: хранение, заправка и возможная утечка.
Омедненная
Омедненная проволока — это изделие, предназначенное для работы с углеродистыми и низко углеродистыми сталями. Она покрыта специальным медным составом и используется для сваривания объектов в среде защитных газов.
Данная проволока позволяет выполнять прочное и качественное соединение изделий, которое отличается аккуратным и ровным швом.
Эта продукция эффективно применяется в таких сферах, как:
- Строительное производство;
- Автомобильная промышленность;
- Самолёто- и судостроение.
Она обладает высокими показателями наплавки и незаменима при выполнении следующих процедур:
- Формирования валика на сварочном шве;
- Наполнения промежутка посередине краёв соединяемой конструкции.
Проволока характеризуется стабильным химическим составом, хорошими прочностными показателями и низкой себестоимостью.
Легированная
Такой тип проволоки применяется в качестве присадочного компонента для проведения ручной и полуавтоматической сварки. Изделия бывают следующих типов:
- Высоколегированные — в своём составе содержат большое количество присадок;
- Низколегированные — имеют малый объём добавок;
- Углеродистые — включают в себя более 0,2% углеродистых элементов.
Благодаря тому, что одной из функций проволоки является восстановление легирующих соединений в металле, она отличается высоким уровнем пластичности и выносливости к деформациям, а также обладает отменной стойкостью к образованию коррозии.
Проволока используется в основном для соединения массивных деталей и труб, обладающих большим диаметром. Она позволяет создавать качественные герметичные швы и способна работать в нескольких положениях.
Сварочная проволока с флюсом
Проволока с флюсом обладает высокой степенью плавления, позволяя успешно проводить сварочные операции с тугоплавкими материалами.
Соединение деталей осуществляется без разбрызгивания частиц металла, а корка, образовавшаяся в процессе сварки способна надёжно защитить дугу и материал от воздействия внешней среды.
Благодаря этим факторам создаётся ровный и плотный шов, отличающийся однородностью и высокой прочностью. А шлаковые корки, сформировавшиеся на нём, очень легко удаляются.Высокий уровень производительности при наплавке и отсутствие металлических брызг — это те важные факторы, благодаря которым так популярен данный материал. Этот вид проволоки безвреден для здоровья человека, его можно приобрести в большинстве строительных магазинов, и он имеет довольно низкую цену.
Сварочная проволока для нержавейки
Этот вид сварочного материала предназначен для соединения деталей, изготовленных из нержавеющей стали. Он позволяет защитить зону шва от образования коррозии и помогают ему в этом такие компоненты, как углерод, марганец, фосфор, азот и хром.
Изготавливается проволока по технологии вытяжки стали. В зависимости от характера обработки она может быть:
- Твёрдой;
- Мягкой;
- Термической.
Рекомендуется использовать проволоку по структурным характеристикам, идентичную соединяемым деталям, так как в этом случае прочность шва будет наивысшей. Стоимость изделия сегодня весьма существенна и в среднем составляет около 15 долларов за килограмм.
При проведении работ необходимо максимально точно настроить в полуавтомате такие параметры, как напряжение и импульсную подачу материала, что позволит значительно сэкономить ресурсы. Нержавеющая сварочная проволока широко применяется в автомобилестроении, пищевой промышленности и при изготовлении медицинских приборов.
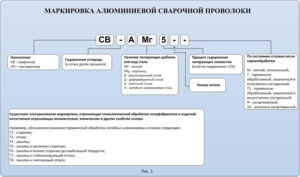
Алюминиевая сварочная проволока
Этот тип проволоки предназначен для сварки алюминия и его сплавов. Изделие обладает неплохой прочностью, отличной коррозионной стойкостью и хорошей степенью пластичности. Она изготавливается из алюминия в сочетании с такими компонентами, как марганец, кремний и магний.
Сварочные мероприятия с применением проволоки проводятся в среде защитных газов (аргона, гелия) аргонно-дуговым аппаратом. Важным фактором при проведении работ является своевременное использование алюминиевого материала, так как после вскрытия упаковки проволока подвержена быстрому окислению. А это ухудшает качество материала и негативным образом сказывается на качестве сварочных операций.
Особенно внимательно следует подходить к выполнению работ на участках с повышенной влажностью. Используется алюминиевая проволока в пищевой отрасли, лёгкой промышленности, судостроении и нефтедобывающей сфере.
Маркировка
Основные требования, регламентирующие все вопросы производства проволоки для сварочных работ, представлены ГОСТом 2246-70. Сегодня изготавливается порядка 80 разновидностей этого вида изделий.
И для того, чтобы понять, что собой представляет тот или иной тип продукции, ему присваивается определённая маркировка, помогающая разобраться в составе товара и его характеристиках.
В качестве наглядного примера может послужить популярная сварочная проволока св08г2с.
Её расшифровка представлена следующими значениями:
- Сочетание литер «св» указывает на то, что данное изделие относится к сварочной проволоке;
- Комбинация цифр «08» говорит о количестве углерода (в сотых долях), содержащегося в изделии;
- Литера «г» подчёркивает наличие марганца в составе проволоки;
- Цифра «2» — это объём марганца в элементе;
- Литера «с» говорит о наличии в проволоке кремния, но если после буквенного обозначения нет никакой цифры, то это значит, что в изделии его содержится менее 1%, но более 0,5%.
По маркировке, изложенной выше, можно сказать, что представленное изделие является легированной низкоуглеродистой проволокой, в составе которой присутствуют такие присадки, как кремний и марганец.
Диаметр проволоки
Проволока для полуавтоматических устройств бывает следующих диаметров:
- 0,6 мм;
- 0,8 мм;
- 1,0 мм;
- 1,2 мм;
- 1,6 мм.
Такие размерные показатели позволяют полностью удовлетворить потребности профессиональных сварщиков. Для узкоспециализированных целей прекрасно подойдут изделия с диаметром от 3,0 до 6,0 миллиметра.
Необходимый размер проволоки подбирается в соответствии с характеристиками сварочного тока и толщиной соединяемых элементов.
В качестве критериев подбора также выступают:
- Химический состав материала;
- Величина площади наплавки;
- Количество проходов для формирования шва.
Следует отметить, что при выборе проволоки важно обращать внимание на такие показатели металла, как ударная вязкость и сопротивление разрыву.
Популярные марки
Наиболее востребованными марками сварочной проволоки, представленными на отечественном рынке, являются:
- Св-08ГСМТ. Этот тип изделия относится к медным материалам и применяется он в сварных операциях с использованием автоматов и полуавтоматов. Проволока хорошо работает с углеродистыми металлами и сплавами, которые содержат низкий процент легирующих компонентов. Она отличается высоким уровнем сопротивления к растягивающим нагрузкам. Данный параметр находится в диапазоне 1000-1300 МПа. Эта марка проволоки широко используется для соединения тонкостенных деталей, работающих под большим давлением. Сварка осуществляется в среде защитных газов (аргона и углекислоты);
- Св-06Х19Н9Т. Данная марка проволоки предназначена для работ с нержавеющей сталью в среде защитных газов. Благодаря содержанию таких элементов, как хром, марганец и никель, она обладает хорошей стойкостью к коррозии. Используется при производстве изделий пищевой промышленности;
- ПП2ДС. Это представитель порошковой проволоки. Данная марка позволяет осуществлять операции при сильном ветре, чего не может себе позволить сварка в среде защитных газов. Проволока предназначена для соединения деталей из стали (углеродистой и низколегированной), чугуна и цветных металлов. Используется в судостроении и нефтяной промышленности;
- OK Autrod 19.40. Эта проволока от зарубежного производителя ESAB. Она используется для работ с прокатом из алюминиевых бронз и для наплавки антикоррозионных слоёв на металлические детали. Её предел текучести составляет 175 Мпа, а прочность достигает 400 МПа. Сварочные операции производятся в чистом аргоне. Данное изделие применяется в химической промышленности и автомобилестроении.
Заключение
Для облегчения процесса сварки и увеличения эффективности операций при соединении тугоплавких металлов и сплавов широко используются современные присадочные материалы. Одним из самых востребованных на сегодня является сварочная проволока для полуавтоматов. Она позволяет эффективно проводить все работы при помощи инвертора, не используя при этом хрупкие электроды.
Автоматизированная сварка с использованием присадочной проволоки способствует созданию гибкого, прочного и надёжного шва.
Для достижения наилучшего результата необходимо подобрать такой вид присадки, который смог бы максимально точно соответствовать составу свариваемого металла.
При возникновении затруднений в решении этих вопросов потребуется обратиться за помощью к профессионалам, которые сумеют составить список необходимых рекомендаций.
Сварочная проволока для полуавтомата — виды, маркировка
Разновидность электродуговой сварки – применение полуавтомата. Особенность этого способа – автоматическая подача в точку горения электрода. В качестве последнего, применяется сварочная проволока для полуавтоматов.
Описание
Что такое – сварочная проволока? Это материал, служащий электродом для образования электрического разряда и, одновременно, источник металла для образования соединительного шва.
Проволока для полуавтомата представляет собой металлическую нить (шнур) определённого диаметра. Для её изготовления применяют очищенный от примесей металл или сплав. Проволока сварочная – это не только электрод, но, и присадка при сварочных операциях.
Применение
Присадочный материал используют для сварки в среде инертных газов и без оного. Соединяют:
- различные виды сталей, в том числе, нержавеющего класса;
- чугун;
- алюминий и его сплавы;
- медь и её производные, а также другие виды металлов и материалов.
Используется сварочная проволока для полуавтоматов без газа, – так называемый способ сварки под флюсом.
Характеристики
Технические свойства проволоки вызваны химическим составом:
- Ni (никель), – не более 0,25%;
- Cr (хром), – не более 0,2%;
- Mn (марганец), – 1,8–2,1%;
- Si (кремний), – 0,7–0,95%;
- S (сера), – менее 0,025%;
- P (фосфор), – менее 0,03%;
- C (углерод), – 0,05–0,11%.
Обычное и омеднённое изделие алюминием, ванадием другими элементами не легируется.
Проволока 08г2с производится Ø 0,3–12 мм.
- сечение 0,3–0,5 мм, в диапазоне 882–1372 МПа;
- более 2 мм, – в пределах 686–1029 МПа.
Упаковка. Бухты (мотки) массой 2–30 кг. Может поставляться в кассете или на катушке. Проволока иногда имеет на свой поверхности остатки мыльной смазки, что допускается ГОСТ. Но, есть ограничение: в составе не должно быть графита и серы.
Преимущества:
- используется для большинства сталей;
- образует ровный прочный и высококачественный шов;
- создаёт на соединительном шве валик;
- полное заполнение свободного пространства между свариваемыми деталями.
Проволока для сварки может выступить в качестве присадки, что позволяет выполнять наплавочные операции.
Виды
Изделие для сварки классифицируется по нескольким параметрам:
Назначение. В свою очередь, подразделяется на изделия специального применения и общего назначения. Первый вид – это подводные работы и космос, ванная сварка, операции с арматурой и другие специфические виды работ. Вторая группа – все общестроительные, машиностроительные операции, наплавные работы.
Внутренняя структура. Изделия выпускается со сплошным сердечником, с порошковым наполнением, активированные.
Внешнее покрытие. Проволока сварочная производится с покрытием медью и без оного. Защитное покрытие применяют при операциях с углеродистой или низколегированной сталью.
Физико-химический состав. Определяет количественное содержание легирующих добавок. ГОСТ определяет три подгруппы:
- 6 марок с малым содержанием углерода;
- 30 марок легированной стали;
- 41 – высоколегированная сталь.
Виды сварочной проволоки, в общетехническом плане, объединяются в пять групп:
- общестроительная сварочная проволока;
- омеднённое изделие;
- порошковая;
- нержавеющая;
- алюминиевая.
Общего назначения
Изделия применяются для работ со средне- и высоколегированными сталями. Операции проводятся при атмосферных условиях в воздушной среде. Благодаря наличию лигатур, почти отсутствуют реакции окисления, не образуется шихта.
Омеднённое изделие
Применяется при процессе соединения малоуглеродистых и низколегированных сталей. Эта группа металлов широко распространена, но в расплавленном состоянии реагирует с кислородом атмосферного воздуха, то есть окисляется.
Для нивелирования отрицательного явления, используется медь, нанесённая на поверхность электрода. Этот металл обладает высокой коррозионной стойкостью, создаёт дополнительное защитное покрытие вокруг расплава основного электрода.
Используется при сварочных работах в среде инертных газов. Пример, – широко известная сталь СВ08г2с.
Плюсы омеднённого изделия:
- наряду с инертными газами, образует дополнительную антикоррозионную защиту;
- способствует улучшению качества шва;
- применяется при наплавочных операциях;
- имеет низкую себестоимость.
Порошковый электрод
Представляет собой конструкцию в виде полой металлической оболочки, внутри которой располагается порошкообразный флюс. По типу наполнителя сварочная проволока для полуавтомата подразделяется на флюоритную; карбонатно-флюоритную; рутиловую; рутил-флюоритную; рутил-органическую.
В свою очередь, по назначению, изделия делятся на самозащитные (флюсовые) и применяемые в среде нейтральных газов. Первый вид значительно упрощает процесс сварки. Электродуга образуется внутри флюсовой оболочки. Это способствует образованию защитного колокола, предохраняющего металл от воздействия окружающей среды.
Конструктивно выполняются:
- сплошная полая оболочка;
- один загиб оболочки;
- двойной загиб;
- двухслойная конструкция.
Диаметр и вид электрода подбирается:
- под химический состав обрабатываемой детали;
- толщину изделия;
- параметры сварочного тока;
- вид шва: горизонтальный, наклонный, вертикальный, потолочный;
- состояние кромок.
К плюсам порошковой детали можно отнести возможность производить работы при сильных ветрах и отрицательных температурах. Технология сварки не отличается от способа со сплошным электродом.
Нержавеющий гибкий электрод
Основное преимущество – высокие антикоррозионные свойства. Выпускается в сечениях:
- овал;
- квадрат;
- шестигранник;
- трапеция;
- круг.
Диаметр изделия 0,3–10 мм. Нашло применение:
- изготовление конструкций, применяемых в медицине;
- пищевая, химическая промышленность;
- нефтеперерабатывающие предприятия;
- металлургия и другие отрасли.
Производство нержавеющей сварочной продукции регламентируется ГОСТ 18143-72.
Для работ с деталями из цветных металлов и сплавов применяют соответствующие электроды: алюминиевые, медные, латунные и т.п.
Выпуск алюминиевых сварочных изделий регламентируется ГОСТ 7871-85. Документ определяет технологию производства, требования к химическому составу и размерам. Диаметр детали составляет 0,8–12,5 мм.
Медь и её производные производятся по ГОСТ 16130-72. Диаметр изделий 0,8-8 мм.
Активированная проволока
Своеобразный подвид порошкового изделия. Оболочка выполнена из стали 08г2с. Имеет увеличенную толщину, нежели стандартная порошковая проволока. Внутренняя полость заполнена порошковым флюсом. Массовое содержание не превышает 7% от веса стальной оболочки.
Проволока для сварки используется при работах в среде нейтральных газов. Стабилизации электродуги и получению качественного шва способствует химический состав наполнителя. Он включает соли щелочных и щелочноземельных металлов. При рабочем процессе, в высокотемпературной среде, металлы легко ионизируются, создавая комфортную зону для электроразряда.
Выпуск отечественной продукции регламентируется нормативными документами, – ГОСТом. Он же определяет размерный ряд деталей. С открытием зарубежных рынков, в стране появилось много импортных моделей полуавтоматов. Местные сварочные проволоки не всегда подходят для них по диаметру. Поэтому, выбирая проволоку для полуавтоматического оборудования, необходимо учитывать такой фактор.
Поделись с друзьями
Сварочная проволока
Для многих видов сварки плавлением используется специальная проволока, называемая сварочной. Ее используют при изготовлении электродов, при самых распространенных видах сварки — ручной дуговой, газовой и с использованием полуавтоматов и автоматов всех типов.
Представляет она собой изделие определенной длины, изготовленное из металла, имеющее небольшое поперечное сечение по отношению к длине. Чтобы правильно сделать выбор марки сварочной проволоки, необходимо знать основные критерии ее подбора. От этого зависит прочность и качество соединения, полученное разными видами сварки.
Классификация
Признаки, по которым классифицируется сварочная проволока, следующие:
- назначению;
- виду поверхности;
- структуре;
- хим. составу.
По назначению изделия бывают общего и специального назначения. Проволока специального назначения предназначается для выполнения специфических работ – подводной сварки, сварки арматуры, ванной сварки и т.д. Такая проволока имеет химический состав, позволяющий упрощать вышеуказанные работы и содействовать получению сварного соединения высочайшего качества.
Проволока общего назначения предназначена для сварки, используется при проведении наплавочных работ и при изготовлении различных типов электродов (в маркировке присутствует буква Э).
По виду поверхности проволока выпускается неомедненной и омедненной (в маркировке присутствует буква О). Омедненная проволока применяется для сварки конструкций и изделий, изготовленных из углеродистой или низколегированной стали. Ее назначение – создать антикоррозионную защиту шву, а также способствовать устойчивости горения дуги. Особенно это актуально при проведении газовой сварки.
По структуре проволока бывает сплошной, порошковой и активированной.Состав стали, из которой изготавливают проволоку, имеет огромное значение при ее выборе для сварки конкретной марки металла и зависит от условного обозначения – маркировки.
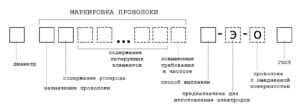
Обозначение проволоки
Хим. состав марок стали, из которой изготавливают проволоку, оговаривается в ГОСТ 2246-70 и согласно ему существует 6 марок, изготовленных из марок cтали с пониженным содержанием углерода, 30 марок – из легированной стали и 41 марка – из высоколегированной стали.Проволока считается низкоуглеродистой, если в ней суммарное содержание легирующих элементов составляет менее 2,5%, легированной, если суммарное содержание этих элементов находится в пределах от 2,5 до 10%, и высоколегированной – более 10%.
Проволока имеет условное обозначение, которое говорит о количественном содержании различных элементов в ее составе.
Маркировка состоит из цифр и букв, где цифры это количество элементов, входящих в состав проволоки в %, а буквы — название химического элемента. Сварочная проволока может иметь в своем составе следующие элементы:
- А (N) – азот;
- Б (Nb) – ниобий;
- В (W) — вольфрам;
- Д (Cu)– медь;
- М (Mo) — молибден;
- Н (Ni)– никель;
- С (Si)- кремний;
- Т (Ti) — титан;
- Ю (Al) — алюминий;
- Ф (V) — ванадий;
- Х (Cr)– хром;
- Ц (Zr) – цирконий.
Перед маркировкой обязательно ставится цифра. После нее через дефис пишется Св. Цифра указывает Ø проволоки в мм, а Св говорит о том, что она предназначена для сварки. После Св идут цифры, указывающие на количество углерода (в сотых долях %) .
В конце маркировки могут стоять буквы:
- А – в стали уменьшено содержание фосфора (Р) и серы (S);
- АА — проволока изготовлена из металла, у которого Р и S минимальное количество, т.е. металл очищен максимально от этих примесей.
Сера и фосфор негативно влияют на свариваемость, поэтому при сварке ответственных конструкций обязательно выбирают марки проволоки с пониженным их количеством.
Пример условного обозначения самой применяемой марки проволоки при проведении сварочных работ и ее расшифровка:
3-Св08Г2С
где:
- 3 – диаметр в мм;
- Св – проволока сварочная;
- 08 – содержит 0,08 % углерода;
- Г2 – содержит 2% марганца;
- С – содержит до 1 % кремния.
Св08Г2С используется и при ручной дуговой сварке, при выполнении наплавочных работ и при выполнении работ с помощью полуавтоматов и автоматов. Ею сваривают ответственные емкости, работающие под давлением, конструкции из различных сталей, трубопроводы, котлы и т.д. Проволока сплошного диаметра выпускается Ø от 0,3 до 12 мм.
Порошковая проволока
Такая проволока представляет собой полую трубку из металла, заполненную металлическим порошком и флюсом, назначение которых в составе проволоки, состоит в защите:
- шва от вредных газов, выделяющихся при сварке;
- шва от вредного воздействия кислорода;
- органов дыхания сварщика.
Добавление в сварочную проволоку активирующих добавок приводит к облегчению зажигания сварочной дуги, уменьшает разбрызгивание металла и способствует формированию идеального шва.
Шов в процессе сваривания с помощью порошковой проволоки не нуждается в дополнительной защите. Именно поэтому ее часто называют еще флюсовой или самозащитной.
Дуга горит во флюсовой оболочке, что способствует защите шва от вредного воздействия окружающей среды.
Основные требования к порошковой сварочной проволоке заключаются в следующем:
- должна облегчать возбуждение сварочной дуги;
- дуга должна в процессе сварки гореть стабильно, не обрываясь;
- должна плавиться равномерно;
- не должна допускать разбрызгивания металла;
- способствовать легкому отделению шлака после окончания сварки;
- должна формировать шов, который по прочностным характеристикам не должен уступать прочности свариваемого металла.
Сварочная проволока для полуавтомата и автомата выпускается Ø от 0,6 до 6 мм и наматывается на кассеты, катушки или каркасы. Это позволяет значительно повысить производительность труда сварщика, снизить себестоимость сварочных работ и улучшить качество формируемого шва. Кроме того, в функцию проволоки сварочной входит защита от появления коррозии в шве в процессе эксплуатации.
Диаметр флюсовой проволоки подбирается с учетом следующих факторов:
- марки свариваемого металла (должна по хим. составу максимально приближаться к марке стали, которая будет свариваться);
- толщины;
- силы сварочного тока;
- положения металла в процессе сварки (нижнее, потолочное, вертикальное, горизонтальное, наклонное);
- разделки кромок перед сваркой.
У порошковой проволоки есть еще одно преимущество – сварочные работы можно проводить на улице при сильном ветре, что позволяет выполнять сварочные работы по месту их проведения.
Технология сварки самозащитной проволокой ничем не отличается от технологии сварки, выполняемой с применением сплошной проволоки.
Другие виды сварочных проволок
Для сварки большинства цветных металлов и их сплавов используются сварочные проволоки различного диаметра, изготовленные из алюминия, меди и латуни.
На алюминиевую проволоку и проволоку из алюминиевых сплавов имеется отечественный ГОСТ 7871-75, в котором оговорены ее размеры (от 0,8 до 12,5 мм) и хим. состав. На проволоку из меди и сплавов на медной основе действует ГОСТ 16130-72. Медная проволока выпускается Ø от 0,8 до 8 мм.
Диаметры сварочной проволоки, производимые по ГОСТ в нашей стране, отличаются от зарубежных аналогов.
А так как сварочные автоматы и полуавтоматы в большинстве своем зарубежного производства, то возникает необходимость знать аналоги проволоки, выпускаемой за рубежом.
Например, аналогом самой применяемой марки Св08Г2С является проволока омедненная ER-70S-6, изготовленная известным производителем компанией FARINA из Китая. Поставляется с рядной намоткой на катушках. Зарубежная проволока имеет маркировку по стандартам AWS.
Сварочная проволока может поставляться:
- в бухтах (Ø 830 ÷ 850 мм, высотой 700 ÷ 1000 мм, весом до 1,3 т);
- мотках (Ø 220 ÷ 730 мм, толщиной 60 ÷ 180 мм, весом 15 ÷ 120 кг) ;
- на кассетах и катушках весом 5, 15 и 18 кг.
Бухты, мотки, кассеты и катушки могут поставляться без упаковки и быть упакованными в полиэтилен или специальные коробки. Если проволока поставляется неупакованной, то перед ее применением она должна подлежать сушке при температуре не менее 200 0С в течение получаса
Маркировка сварочной проволоки
Сварочная проволока относится к основным расходным материалам, которые используются при сварке, когда защитной среды выступают газы.
Дело в том, что на ней нет покрытия, поэтому, для обеспечения высокого качества соединения следует обеспечить дополнительную защиту от негативного влияния внешних факторов, в частности, из атмосферы. Естественно, что для работы с каждым видом металла требуются свои виды сварочной проволоки.
Здесь требуется учитывать не только основной металл, содержащийся в материале, но и дополнительные примеси, нюансы которых проявляются в маркировке.
Сварочная проволока
Маркировка сварочной проволоки создается для того, чтобы при выборе можно было понять, с чем именно придется столкнуться. Даже небольшие вкрапления дополнительного металла могут повлиять на свойства присадочного материала. В основном отображается химический состав, как самая важная характеристика.
Также может отображаться диаметр, процентное содержание того или иного элемента и прочие вещи, в зависимости от конкретной ситуации. В соответствии с разновидностями существует несколько типов маркировки, так стандартные и порошковые присадочные материалы существенно отличаются друг от друга и маркировка сварочной проволоки у них также будет различной.
Все виды маркировки должны соответствовать ГОСТ 2246-70.
Маркировка сварочной проволоки
В технических характеристиках и руководствах по выбору режимов зачастую указывают определенную марку, так как их выпускают на протяжении многих лет в одних и тех же вариантах. Это проверенные временем соотношения, которые поддерживают все современные производители.
Есть уже распространенные марки сварочной проволоки для полуавтомата, автоматической сварки, а также ручной. Все они одинаково успешно применяются как в производственной, так и в частной сфере.
Каждый мастер, который задействован в этой сфере, должен разбираться с особенностями обозначения в различных марках, чтобы точно выбирать требуемый материал для работы. Это поможет отличить проволоку широкого спектра применения от узкоспециализированной и так далее.Таким образом, если требуется сварка медных труб, то можно без труда будет выбрать расходный материал с нужным содержанием меди и дополнительных легирующих элементов. Поддержка стандартов изготовления позволяет точно соблюдать пропорции, вне зависимости от того, где именно выпускалась та или иная проволока.
Обозначения в маркировке сварочной проволоки
Маркировка сварочной проволоки имеет определенный порядок, который отвечает за данные, которые передаются буквы и цифры, содержащиеся в названии марки. Это сокращает ее длину, делая все компактнее, и помогает лучше раскрыть необходимые нюансы содержания.
Первой цифрой, которая стоит перед всеми буквенными обозначениями и зачастую как-то выделяется от основной массы, как минимум тем, что стоит она обособленно, является диаметр.
За цифрой стоит буквенное обозначение, раскрывающее предназначение проволоки. Здесь может быть два варианта. Первым из них является «Нп», что означает наплавочная проволока, вторым «Св» – сварочная.
Если возле этих букв стоят еще цифры, то они показывают содержание углерода в составе материала.
К примеру если Св2, то содержание углерода в сотых долях будет 0,2%, а если Св06, то содержание углерода – 0,06%.
Пример маркировки сварочной проволоки
После указания типа материала и содержания в нем углерода, могут стоять еще отдельные буквы, которые дают показания чистоты состава по вредным примесям.
Зачастую такими примесями становится фосфор и сера.
В маркировке это буквы «А» и «АА» Если рассматривать на примере СВ08, то при отсутствии букв допускается 0,04% содержания примеси фосфора и серы, в марке СВ08АА – до 0,02%, а в марке СВ08А – до 0,03%.Далее идет перечисление легирующих элементов в составе. Существуют следующие обозначения:
- М – молибден;
- С – кремний;
- Н – никель;
- Х – хром;
- Ц – цирконий;
- Д – медь;
- Ф – ванадий;
- Т – титан;
- Г – марганец;
- Ю – алюминий.
Не за всеми буквами можно встретить цифры. Здесь есть своеобразная особенность. Если число не стоит, то содержание данного элемента в проволоке составляет всего 1 процент. Если после буквы стоит какое-либо число, то оно показывает процентное соотношение содержания. К примеру, 2 – 2%, а 25 – 25%.
После указания химического состава указывается один их способов выплавки проволоки, что может быть очень важно при ответственных условиях использования. Существуют такие основные способы обозначения:
- ВИ – выплавка в вакуумно-индукционных печах;
- ВД – выплавка в вакуумно-дуговых печах;
- Ш – выплавка при помощи электрошлакового переплава.
Если такая же проволока может использоваться для производства электродов, то в обозначении ставится буква «Э». Если же она имеет лишь одно применение и используется исключительно для газовой сварки, то дополнительного обозначения не ставится.
Нередко производят проволоку с омедненной поверхностью. В таком случае в конце добавляется буква «О» – омедненная.
В самом конце марки ставится ГОСТ, по которому она изготавливается. Для сокращения многие производители упускают данный момент, но в полной маркировке все это должно обязательно присутствовать.
Расшифровка сварочной проволоки
Для более понятного обозначения, стоит привести несколько примеров, как проводится расшифровка марки сварочной проволоки. К примеру, сварочная проволока 04Х19Н9.
Это присадочный материал для сварки, который содержит 0,04% углерода и может содержать до 0,04% примесей серы и фосфора в своем составе. Помимо этого в нем содержится 19% хрома и 9% никеля.
Здесь нет омедненной поверхности и материал используется только для сварки в газовой среде.
Маркировка сварочной проволоки 04Х19Н9
Также стоит рассмотреть более подробно, как происходит расшифровка сварочной проволоки СВ 06Х19Н10М3Г:
- СВ – используется для сварки;
- 06 – содержание углерода в ней составляет 0,06%;
- Х19 – содержание хрома 19%;
- Н10 – содержание никеля 10%;
- М3 – содержание молибдена 3%;
- Г – содержание марганца 1%, так как не стоит ни какой цифры.
Расшифровка порошковой проволоки может иметь некоторые отличия, за счет особенностей ее конструкции. Здесь также лучше рассмотреть на примере ПП-АН3 3,0 ПС44А2Н ГОСТ 26271-84
- ПП – проволока порошковая;
- АН3 – марка проволоки;
- 3,0 – диаметр;
- ПС – проволока самозащитная;
- 44 – 440 Мпа предел текучести готового шва, полученного при помощи данного материала;
- А – доля элементов в составе достигает фосфор – 0,03%, сера – 0,03%, углерод 0,15%;
- 2 – 35 Дж/см в квадрате ударная вязкость готового шва;
- Н – нижнее пространственное положение во время сварки;
- ГОСТ 26271-84 – стандарт производства изделия.