Продолжительность нагрузки сварочного аппарата это
Нагрузка для сварочного инвертора при ремонте
Зачем нужно знать и соблюдать ПН — продолжительность нагрузки сварочного аппарата? Как не допустить перегрузку инвертора и его поломку? Как эксплуатировать инвертор с учетом ПН?
Как правило, в описаниях сварочного инвертора (паспортах, инструкциях, рекламных проспектах) указывается номинальный сварочный ток в амперах при соответствующем значении ПН (продолжительности нагрузки) в процентах. Номинальный сварочный ток — это ток, при котором инвертор будет работать без перегрузки и не будет перегреваться, с учетом соблюдения ПН (%), т.е. в повторно-кратковременном режиме.
■ Продолжительность нагрузки – ПН (%) сварочного инвертора или продолжительность включения — ПВ:
Большинство сварочных источников — выпрямители и инверторы в частности, работают в повторно-кратковременном режиме.
Это значит, что период работы под нагрузкой (сварка) чередуется с периодом работы без нагрузки (на холостом ходу, режим паузы). Эти периоды повторяются и образуют сварочный цикл. Повторно-кратковременный режим характеризуется Продолжительностью нагрузки ПН (%). Значение ПН определяется делением времени работы инвертора под нагрузкой (время сварки – Тсв.
) на общее времени цикла сварки (время сварки Тсв. + время паузы Тпаузы), в процентах.
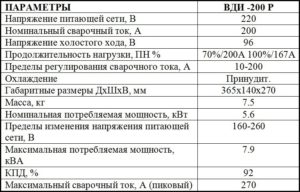
За время цикла сварки обычно принимается 5мин., для промышленных выпрямителей или инверторов – 10 мин. ПН инвертора может быть, 20, 30, 40, 60 или 100%, с учетом этого значения определяется номинальный сварочный ток. Производитель может указывать несколько значений номинального тока при соответствующих значениях ПН%, например для инвертора Форсаж-200:
200А – 40%160А – 80%
140А – 100%
Пример: У популярного инвертора БАРС Profi ARC-207D номинальный ток при ПН=60% будет 200А, при ПН=100% — ток 160А. (при цикле сварки 5мин). Вы можете работать на номинальном сварочном токе 200А в течение 3-х минут электродами 5мм, а время паузы должно быть не менее 2 мин (ПН=60%).
На сварочном токе 160А инвертор может работать в длительном (непрерывном) режиме (ПН=100%) электродами 4мм.
Как правило, для оборудования российского производства ПН рассчитывается при температуре окружающего воздуха 25°С, для азиатской и европейской техники – при температуре 40°С.
Считается, что на практике работать в режиме ПН=100% невозможно, т.к. всегда необходимо технологическое время для смены электрода, осмотра шва, удаления шлака, позиционирования деталей, физиологических перерывов, отдыха и т.д. Научно обоснованное ПН, при котором сварщик физически может работать в течение смены – не более 60%.
Поэтому для профессиональных аппаратов ПН=60% на номинальном токе более чем достаточное,
Для большинства моделей европейского производства ПН=30% это норма, т.к. оборудование редко используется на полной мощности в длительном режиме. Значение ПН = 30-40% на максимальном токе никого не должно смущать.Например, у инвертора БАРС MiniARC-200D, ПН=35% при токе 200А. При этом с уменьшением температуры воздуха ПН источника увеличивается, так как улучшается его охлаждение. При температуре 15º С продолжительность нагрузки этого инвертора будет уже примерно 50%, а на токе 160А – около 60%.
Инвертор может работать электродом 4мм в режиме: 3 минуты – сварка, 2 минута – пауза при условии, что длина сварочных кабелей не превышает 3-5м. Этого вполне достаточно для работы в бытовых условиях.
Поэтому, выбирая недорогой бытовой инвертор, можно ориентироваться на показатель ПН=30%, если модель, производитель и бренд вызывает доверие.
Ряд недобросовестных производителей завышают паспортные данные тока и ПН%, в результате чего инвертор либо не обеспечивает нужный ток, либо работает с перегрузкой, перегревается и выходит из строя.
Это характерно для дешевой бытовой техники.
Будьте внимательны!
Рекомендуем Вам кроме рекламных материалов читать паспорта, заводские таблички на корпусе аппарата, а также изучать отзывы о работе инверторов.
Как воспользоваться всей этой информацией?
Если Вы выбираете бытовой аппарат, то Вам вполне подойдет инвертор с показателем ПН=30% на максимальном токе, но если Ваш аппарат для заработка, лучше выбрать модель с показателем ПН=60%. В любом случае при эксплуатации следует учитывать ПН и не допускать перегруки.
Для профессиональной работы выберите инвертор с высоким показателем ПН:
При покупке инверторного сварочного аппарата для работы в гараже или на даче первая мысль — ух ты, теперь всё-всё поварю! Не нужен диплом сварщика, устройство рассчитано на пользователя без специального образования. Обращаться со сваркой стало проще и комфортнее. Главное, понять принцип работы и первой помощи при затруднениях и поломках.
Инверторные аппараты — новое поколение ручной сварки
С начала 2000 годов инверторные сварочные аппараты стали дешевле и доступнее. Чтобы провести дома сварочные работы, достаточно иметь это маленькое и простое в обращении устройство и хорошие электроды.
Преимущества инверторов
Инверторные аппараты имеют малый вес, компактные размеры, а сфера использования и качество сварки у них выше, чем у тяжёлых и громоздких сварочных трансформаторов.
Они выполняют свою задачу в полном объёме: варят машины, ворота, конструкции из труб (например, парники или беседки).
Работа с ними мобильна — перебросив через плечо раздвижной ремень, сварку проводят в любых труднодоступных местах.
При вертикальной, горизонтальной или верхней сварке ток уменьшают на 10–20%, а при сварке под углом — увеличивают на такую же величину по сравнению с обычным положением.
С подключением также нет проблем, сварочный аппарат работает от обычной электрической сети. Замечательно, что он не остановится при понижении сетевого напряжения.
При отклонении в пределах +/- 15% устройство продолжит нормально работать. Значение тока можно регулировать, подбирая мощность в зависимости от типа и толщины металла.
Всё это делает инверторы идеальными и для новичков, и профессионалов.
Как работают сварочные инверторы
Инверторный аппарат соединяет детали постоянным током при помощи электродуговой сварки электродом с покрытием. Большой плюс в том, что в самом начале процесса нет скачков электроэнергии в сети, к которой подключено устройство.
Накопительный конденсатор обеспечивает бесперебойность электрической цепи и мягкое разжигание дуги с её дальнейшим автоматическим поддержанием. При подключении к электрической розетке переменное напряжение сети частотой 50 Гц преобразуется сначала в постоянное, а потом в высокочастотное модулированное напряжение.
Затем с помощью высокочастотного трансформатора сила тока растёт, напряжение уменьшается, а ток на выходе выпрямляется. Аппарат предусматривает регулировку величины сварочного тока и защиту от перегрева.
Основные характеристики сварочного инвертора
По своей сути – та же характеристика диапазона рабочего тока. Иногда по неграмотности или злонамеренно указывается диаметр электрода, которым заявленным максимальным током варить не получится. Иногда наоборот: указан максимальный диаметр электрода, явно не дотягивающий до значения заявленного сварочного тока.
Последний вариант изредка является проблеском совести поставщиков-обманщиков. В качестве максимального тока они указывают ток короткого замыкания. А максимальный рабочий диаметр электрода указывают все-таки честно.
Тип сварочного тока: постоянный (DC) или переменный (AC)
Варить постоянным (иначе прямым, по-английски – DC) током проще: легче удерживать дугу. Поэтому 99,9% современных инверторных аппаратов ММА выдают постоянный сварочный ток.
А вот среди трансформаторов раньше большинство составляли как раз аппараты переменного тока.
Переменный ток (по-английски – AC) используется для сварки цветных металлов. Но не аппаратами ММА, а аппаратами TIG. Поэтому сварочный инвертор ММА, выдающий переменный ток, — большая редкость.
Напряжение без нагрузки
После включения аппарата, до момента поджига дуги напряжение на кончике электрода существенно выше, чем во время работы. И чем оно выше, тем легче поджечь дугу. Но стандарты запрещают уровень напряжения холостого хода на аппаратах, выдающих прямой ток, свыше 100В.
Для еще большего сокращения рисков используют т.н. блоки VRD. Аппарат, снабженный VRD, имеет на кончике электрода до начала поджига дуги всего несколько вольт. И лишь при прикосновении к металлу напряжение холостого хода восстанавливается до уровня, необходимого для поджига дуги.
На всех электродах всегда указывается полярность подключения, тип сварочного тока (постоянный или переменный) и минимально требуемый для поджига уровень напряжения холостого хода. Для абсолютного большинства широко распространенных электродов он не превышает 60В.
Напряжение холостого хода, также как и сварочный ток, зависит от уровня входного напряжения. Чем ниже напряжение в источнике питания, тем ниже напряжение холостого хода. Поэтому по мере снижения напряжения питания поджиг электрода становится все сложнее.
Рабочий цикл, он же ПВ (период включения), он же ПН (полезная нагрузка)
ПВ указывается двумя цифрами. Первая – сила тока. Вторая – процент времени. Например, «130А-50%» означает, что данный аппарат током 130А может варить половину времени. А столько же будет простаивать в ожидании охлаждения до рабочей температуры.
Если измерения проводятся на максимальном токе аппарата, первую цифру опускают, оставляя только показатель в процентах.
Например, если аппарат с номиналом 160А имеет напротив «ПВ» запись «30%», это означает, что током 160 ампер он может работать 30% времени, а 70% будет остывать.
Все верно. Остается только добавить, что отечественный ГОСТ Р МЭК 60974-1-2004 не устанавливает единой обязательной методики измерения показателя ПН для аппаратов ММА. «Стандарт не распространяется на источники питания для ручной дуговой сварки с ограниченным режимом эксплуатации, которые проектируются преимущественно для эксплуатации непрофессионалами».
Европейская методика, изложенная в стандарте EN60974-1, предлагает измерение на нагрузочном стенде при температуре окружающей среды 40С только до первого отключения ввиду перегрева. Полученный результат относят к 10-минутному промежутку. Получается, сработала термозащита через 3 минуты, цикл аппарата на данном токе – 30%.Методика концерна TELWIN. К настоящему времени ее используют большинство китайских производителей (тех, которые вообще проводят такие испытания своих машин). Сам итальянский концерн при замерах ПВ своих аппаратов по собственной методике после показателя скромно указывает «TELWIN». Абсолютное большинство китайских производителей этого не делает.
Наконец, существует российская, она же советская, методика. По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.
В итоге один и тот же аппарат по всем 3 методикам выдает совершенно различный процент! Естественно, самые скромные «циферки» получаются по европейской методике, а самые впечатляющие – до 2 раз и более – по методике Telwin.
Исполнение: класс защиты IP
Класс защиты IP указывает на исполнение электротехнических приборов в отношении твердых объектов (первая цифра) и жидкостей (вторая цифра).
Определить степень защиты аппарата можно визуально. Если у аппарата с IP21 все вентиляционные щели полностью открыты, то у IP22 они уже прикрыты сверху выступающими козырьками. А у аппарата с IP23 эти козырьки почти полностью закрывают щели.
Степень защиты IP24 и выше технически затруднена и не имеет смысла.
Исполнение: класс изоляции (по нагревостойкости)
Многие материалы при нагреве выше определенной температуры утрачивают свои рабочие свойства. Для стандартизации материалов по данному признаку введена классификация изоляции по нагревостойкости.
Почти все сварочные инверторы на транзисторах IGBT имеют класс изоляции H, что соответствует предельной температуре нагрева 180С. Предыдущая «ступенька» — класс F – означает предел нагрева 155С.
Выше класса F – только класс С, указывающий на возможную температуру нагрева свыше 180С.
Температура эксплуатации
Как и внутренний нагрев, внешний нагрев и особенно охлаждение накладывают на эксплуатацию определенные ограничения. Большинство инверторных сварочных аппаратов пригодны для работы в диапазоне от 0С до +40С. Если аппарат пригоден для эксплуатации на морозе, обязательно указывается его предельное значение: минус 20С или минус 40С.
Автор текста: Ю.Шкляревский.
Что такое ПВ сварочного аппарата
У любого сварочного аппарата есть одна важная характеристика — продолжительность включения, чаще можно встретить именно аббревиатуру «ПВ». Данная характеристика измеряется в процентах и является ничем иным, как отношением времени работы под нагрузкой к времени охлаждения. Все это замеряется при конкретной температуре окружающей среды.
По европейским стандартам ПВ должно указываться при 40°С и 5-минутном интервале.
По стандартам стран СНГ при 20°С и 10 минутах. В Беларуси в 95% случаев вы встретите показатель Продолжительности включения, рассчитанный именно при 20°С и 10 минутках.
Что же этот хитрый показатель означает
Если говорить о стандартах СНГ, то ПВ 70% означает, что сварочный аппарат будет работать непрерывно на максимальном токе 7 минут, остальные 3 ему необходимо отдыхать. Естественно, такая логика работает при температуре окружающей среды 20°С.
Если температура окружающей среды повышается, то ПВ снижается. То есть, если «за бортом» будет 50°С, то ПВ Вашего такого аппарата будет минимум вдвое меньше.
Если же мы имеем «заморский» сварочный аппарат, например Esab, то ПВ на этом аппарате считалась по-другому.
Стандартные 30% для таких аппаратов рассчитаны при температуре 40°С, соответственно, в условиях белорусского лета, когда столбик термометра колеблется на отвертке 24-28°С, то значение ПВ можно смело умножать на 1.
5-2. Таким образом, мы будем иметь около 5 минут из 10 или 2.5 минуты из 5 (если считать по стандартам ЕС)
Почему этот показатель важен
Не нужно иметь высшее техническое образование, чтобы понять, зачем показатель продолжительности включения вообще ввели.
- В первую очередь, он дает картину рабочего цикла. Если на улице 25°C или 30°C, а ПВ аппарата 20%, то Вы имеете менее 2 минут на сварочные работы на максимальном токе, остальные 8 Вам придется «курить» в стороне, ожидая, пока аппарат остынет. «Сварить» петли на заборе Вы не успеете и за половину дня.
- Во-вторых, этот показатель помогает выбрать между двумя сварочными аппаратами, которые имеют одинаковый максимальный ток. Наверняка модель с более высоким ПВ имеет лучшую систему охлаждения и «запас прочности» внутренних компонентов. Правда, эта логика работает только с аппаратами известных брендов, которые дорожат репутацией.
Почему этот показатель не важен
Неожиданный поворот сюжета, не правда ли? Увы, но после всего сказанного мы будем убеждать Вас, что не стоит обращать внимание на продолжительность включения при выборе сварочного аппарата.
На сегодняшний день ПВ стал маркетинговой уловкой. Многие производители в битве за потребителя идут на хитрости. Например, в каталогах легко можно найти сварочные аппараты с ПВ 80%, 90% и даже 100%. Как это возможно, спросите Вы? А все очень просто.
Указав ПВ 100% на сварочном аппарате производитель не говорит о том, при какой температуре делался замер.
Иногда можно встретить аппараты на 160А, где написано ПВ 100%, а ниже мелким шрифтом «при 100А». Честно ли это? Не думаю, так как принято указывать ПВ именно на максимальном токе.
Многие производители специально завышают ПВ, ведь никто правду все равно не узнает. Вы ведь не будете проверять этот показатель с помощью балластного реостата.
Вот 4 причины не обращать внимание на ПВ при выборе сварочного аппарата:
- показатель рассчитан для максимального тока. Будете ли Вы вообще хоть раз в жизни «варить» на максимальном токе, если у Вас аппарат на 200А или 250А? Да? Может еще и непрерывно? А однофазная сеть точно даст «реальные» 200А? Ох, как сомневаюсь.
- нужно ли Вам вообще высокое ПВ? Примите во внимание тот факт, что электрод горит в среднем 40-50 секунд. В условиях климатической зоны Беларуси даже с ПВ 30-40% Вы никогда не почувствуете дискомфорта в работе.
- необходимые перерывы. В процессе сварки Вам нужно проверять качество шва, зачищать его. Даже паузы в 20-30 секунд достаточно, чтобы аппарат успевал охладится.
- ложные сведения. Если в инструкции четко не прописано, по каким стандартам производился замер ПВ, то этот показатель наверняка завышен.
Нужно понимать, что данная статья больше касается бытового использования. На производстве мыслят совершенно другими категориями и подбирать сварочный аппарат нужно будет, исходя из конкретных потребностей.
ПВ также будет важен, если Вы планируете «резать» большое количество металла, хотя для таких целей лучше использовать плазменный резак или болгарку.
Пн и пв сварочных аппаратов
Часто спрашивают: что такое ПВ или ПН сварочного аппарата? Заглавные буквы ПН обозначают продолжительность нагрузки, а ПВ — продолжительность включения соответственно. Режим работы инверторного аппарата не менее важная характеристика, чем величина максимального сварочного тока. Про режим работы часто забывают начинающие сварщики. Этого делать нельзя.
Параметр ПН/ПВ всегда указан в процентах и показывает время работы инвертора при десятиминутном цикле.
Например, если ПН/ПВ равен 40% — это означает, что после 4 минут работы аппарату нужно будет передохнуть, охладиться в течении 6 минут до повторного запуска.
Таким образом, цифра позволяет приблизительно оценить, сколько раз инвертор будет отключаться по перегреву при бесперебойной работе в течение длительного времени.
Нагрузка источника питания (далее по тексту ИП) для дуговой сварки имеет, как правило, переменный характер. Процесс сварки состоит из повторяющихся циклов в которых рабочий период чередуется с паузами необходимыми для замены электродов, подготовки к наложению следующего шва, подгонки деталей и т.д. Согласно стандартам различают три типовых режима работы:
- Длительный при неизменной нагрузке;
Так работают ИП для автоматической сварки и многопостовые источники.
Рабочие периоды прерываются режимами работы на ХХ. В данном случае применяется понятие продолжительности нагрузки (ПН)
Рабочие периоды чередуются с периодами полного отключения силовых цепей ИП от сети.
В данном случае рабочий режим положено именовать как продолжительность включения (ПВ)
ПН/ПВ равно отношению времени работы аппарата к времени всего цикла. Длительность цикла принимается за 10 мин. Формула выглядит так:
ПН/ПВ =tраб./tцикла *100%
Для большинства сварщиков-профессионалов, не говоря уже о любителях, понятие режима работы сварочного аппарата является не очень понятным.
Данная характеристика должна показать, как поведет себя сварочный аппарат при работе на максимальном токе и температуре +40 градусов.
Сварщики профессионалы, выбирая аппарат для работы, смотрят на ток длительной нагрузки, который обозначен на шильде аппарата в графе ПН 100%.
Опираясь на цифры в данной графе, эксперт в сварке может представить, будет ли достаточно заявленного производителем тока для решения тех задач, которые стоят перед сварщиком. Если токовые режимы, указанные в графе 100% совпадают или превосходят предполагаемые токи необходимые для выполнения конкретных задач, значит аппарат в процессе работы не будет перегреваться и уходить в защиту.
Для бытового использования высокие значения ПН не столь важны, поскольку для работы по дому аппарат редко используется на пределе своих возможностей, да и нагрузки носят скорее кратковременный характер.
Заявленные данные по режиму работы инвертора являются результатами изысканий разработчиков оборудования. Необходимый ПН или ПВ закладывается в расчете при проектировании.
В соответствии с поставленной задачей по продолжительности нагрузки инженеры подбирают компоненты сварочного аппарата. В расчет принимается множество нюансов.Например, теплостойкость изоляции проводов, размеры и число охлаждающих радиаторов, номиналы температурных датчиков, места их установки. Инженеры просчитывают наиболее теплонагруженные узлы и проверяют, как они будут влиять на режим работы инвертора в процессе длительной эксплуатации.
Как проверяют ПН/ПВ?
Рассчитать ПН инвертора могут только инженеры на этапе проектирования источника. В условиях лаборатории можно только подтвердить исходные данные, заявленные производителем, либо опровергнуть их. Посчитать ПН конкретного аппарата, опираясь на данные, полученные во время испытаний, можно только условно и очень приблизительно.
Существует метод проверки работы ИП. Он обозначен в ГОСТ Р МЭК 60974-1-2012 и подразумевает нагружение источника максимальным током заявленным производителем. Данный способ позволяет подтвердить или опровергнуть заявленные значения режима работы достаточно быстро.
Однако он связан с привлечением дополнительных калиброванных приспособлений для имитации работы аппарата под нагрузкой, приборов контроля температуры в определенных точках и т.д.
Среди важных параметров данной проверки следует отметить время испытания, которое согласно стандарту должно составлять 10 мин, а также температуру внутри термокамеры в 40 оС. Два этих параметра позволяют получить данные с едиными исходными условиями.
Стоит сказать пару слов о том, почему единый стандарт времени и температуры так важен. Некоторые производители в маркетинговых целях стремятся увеличить значение ПН/ПВ и указывают данные для пятиминутного цикла. Например, аппарат с циклом испытаний 5 минут заявляется как инвертор с ПН 40%.
По факту, если перевести данное значение в систему координат, регламентированную ГОСТ Р МЭК 60974-1-2012 ПН составит 20% (при цикле 10 мин). Та же история с температурой. В ГОСТе значение данного параметра испытания обозначено в 40 оС. Если температуру в термокамере понизить до (20 -25) оС , то ПН вырастет в 2 раза и составит 80%.
То есть инвертор с реальным ПН 40% при температуре 20оС сможет простоять под нагрузкой более 8 мин. И при этом не перегреться. Этим «финтом» , кстати, часто пользуются недобросовестные производители сварочного оборудования.
Указывая ПН при 20 оС или для 5-минутного цикла испытания можно получить гораздо более красивые цифры никак не меняя при этом реальный режим работы инвертора. Поэтому при покупке аппарата нужно уточнять, насколько данные, указанные на инверторе соответствуют требованиям ГОСТ.
На просторах интернета есть множество роликов, где их авторы пытаются продемонстрировать высокую продолжительность нагрузки сварочного оборудования. Аппараты нагружают максимальным током и на протяжении 10 – 20 мин. жгут четырехмиллиметровые электроды.
Блогеры доказывают, что испытуемые аппараты вместо ПН 60% ( 6 мин непрерывной работы) могут работать 10 -15мин и более. Значит, по их мнению, аппарат, который они испытывают, обладает ПН100%. Это не так хотя бы потому, что испытания проводятся при комнатной температуре.
А иногда и попросту в снегу.
При проверках мы сталкивались с инверторами фактический ПН которых был выше заявленного. Например, вместо заявленных производителем 6-ти минут инвертор в термокамере проводит под нагрузкой 10 мин, что для обывателя будет неоспоримым доказательством, что у этого инвертора ПН 100%.
Однако режим работы, заявленный разработчиком, следует соблюдать, поскольку инженеры проверяют теплонагруженность всех элементов конструкции, а не только дорогих узлов, защищенных термозащитой. При длительном режиме испытаний или реальной работе периодическое превышение не рекомендованного ПН может привести к выходу инвертора из строя.В аппарате может обгореть какой-то контакт или просто оплавиться изоляция.
Как выбрать инверторный сварочный аппарат для дома? На что обратить внимание
«Инвертор — это устройство, с помощью которого происходит преобразование постоянного напряжения в переменное высокочастотное».
Работы по сварке в небольших объёмах востребованное дело, именно поэтому рынок отреагировал массовым появлением бытовых инверторов, так называемого, хобби-класса.
Конечно, это оценили и специалисты, которым по роду занятий периодически нужны сварочные работы. Удобно, компактно, быстро. От профессиональных аппаратов, «бытовой» в первую очередь отличается укороченным циклом работы. Проще говоря, несколько минут сварки чередуются с технологическим перерывом.
Итак, наша тема разговора на сегодня — как выбрать инверторный сварочный аппарат для мелких домашних нужд. Поехали!
Схематичный принцип работы сварочного инвертора
Логика здесь следующая:
- — Переменный ток, имеющий частоту 50 Гц от обычной бытовой сети подаётся на выпрямитель;
- — Далее постоянный (уже выпрямленный) ток сглаживается специальным фильтром — так называемым дросселем с конденсатором;
- — Затем, отфильтрованный ток преобразуется инвертором обратно в переменный, но с другой частотой;
- — Силовой трансформатор снижает это напряжение до 70-90 вольт, увеличивая при этом силу тока до 100 -220 ампер;
- — Высокочастотный выпрямитель снова преобразует переменный ток в постоянный и опять через фильтр направляет уже на дугу;
- — Все описанные выше процессы перехода тока из одного состояния в другое, контролирует электронный блок управления.
Схема сварочного инвертора
Видите как всё «до безобразия просто». Да да, скажет кто-то, куда же ещё проще?..
Начнём с хорошего:
- Стабильность сварочного тока и высокий КПД 85-95%;
- Не значительное потребление электроэнергии (почти в 2 раза ниже, чем у силовых трансформаторов);
- Имеется тонкая регулировка нужного тока и большой диапазон режимов работы;
- Лёгкое возбуждение дуги с устойчивым горением при ветре и резких движениях руки;
- Минимальные брызги;
- Возможность сварки короткой дугой и с высоким качеством;
- Система обратной связи за счёт контроля параметров стабильности дуги, позволяющая работать без наличия специальной квалификации;
- Малый вес и габариты;
- Универсальное применение большинства аппаратов, способных обеспечить работу с разными металлами;
Ещё добавлю, что встроенный процессор создаёт устойчивую связь тока и напряжения. Поэтому, «варить» постоянкой гораздо легче, чем переменкой. В момент зажигания дуги, инвертор создаёт импульс так называемого «Горячего старта» (Hot start), а в случае короткого замыкания, функция «Антистик» (Antistick), отключает подачу тока и «прилепить» электрод практически нельзя (хотя и бывает). А для повышения качества сварки вертикальных швов имеется функция «Форсаж дуги» (Arc force). Эти опции есть практически у всех аппаратов. Среди дополнительных стоит выделить:
- Наличие дисплея, где указывается величина рабочего тока (полезно для новичков);
- Понижение «напруги» холостого хода. Эта опция особо важна для безопасности во время работы в условиях повышенной влажности или ограниченного пространства.
Ну и недостатки, как же без них:
- Цена аппарата инверторной сварки в среднем в 2-3 раза дороже трансформаторной;
- Как следствие – более высокая стоимость ремонта (особенно при поломке модуля);
- Повышенные требования к периодическому обслуживанию (чистка и продувка от пыли);
- Проблемы при работе ниже нуля;
- Хранение при стабильной температуре, чтобы исключить появление конденсата на платах.
Есть и ещё, однако они не являются общими для всех, поэтому это все.
Типы современных аппаратов для дома и дачи
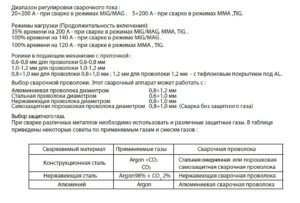
Бытовые «особи» отличаются кратковременным режимом, то есть, промышленный объём работ здесь не уместен. Сварочный ток, генерируемый инвертором, обычно варьируется в пределах от 120 до 220 ампер. Сегодня производители предлагают инверторы, которые предназначены для следующих видов работ:
- Ручная дуговая сварка (их отличают по аббревиатуре ММА);
- Аргонно-дуговая сварка с не плавящимся электродом (TIG) — аргон;
- Полуавтоматическая сварка в условиях защитной газовой среды (MIG/MAG) — углекислота;
- Универсальные инверторы для работы в режимах ММА и TIG;
- Полуавтоматы, работающие в режиме ММА или MIG/MAG;
- Аппараты воздушно-плазменной резки.
Прошу заметить, что обычно мы пользуемся только первым вариантом, а все другие предназначены для более квалифицированного и профессионального персонала. Их мы рассматривать не будем, хотя знаю много людей, использующих в своих гаражах плазменную резку, полуавтоматы и даже сварку аргоном.
Основные критерии выбора инвертора
Вот, наверно, самый простой алгоритм:
1.Мощность сварочного тока;
2.Ценовая политика;
3.Марка.
А теперь с этого места поподробнее:
Номинальный сварочный ток
Он обеспечивает оптимальные условия эксплуатации с учётом продолжительности нагрузки (ПН) или продолжительности включения (ПВ), указываемой в %. Например, ПН (ПВ) = 20% говорит о том, что за 10 минут работы, непосредственный процесс работы составит 2 минуты, а ещё 8 минут, аппарат «отдыхает».
При определении этого параметра сварочного инвертора, исходите от максимальной толщины металла, с которым чаще всего будете работать. В соответствии с этим определится и диаметр необходимого электрода.
Обычно учитывается максимально допустимый ток для конкретного аппарата. Что это значит.
Например, если Ваш рабочий ток будет 120 ампер, то следует подбирать инвертор с номиналом в 160-180, то есть, нужно предусматривать запас мощности в пределах 30-50%. Для чего это надо? Отвечаю…
- Для снижения риска перегрева оборудования при максимальных показателях сварочного тока (полупроводникам нужно хорошее охлаждение);
- Для защиты в случае неожиданного падения напряжения в сети до минимума в 170-190 вольт;
- При использовании сварочного силового кабеля длиной более 5 м. (из-за потери напряжения мощность инвертора «падает» гораздо ниже номинала);
- При работе с длинным (более 15 м.) сетевым питающим кабелем, имеющим неподходящее сечение, напряжение инвертора также снизится, что повлечёт снижение рабочего тока. Так-что, выбирайте переноску сечением не менее 4 кв. мм. по меди., например, провод марки ПВС или резиновый кабель.
Обычно для бытовых потребностей достаточно диапазона от 120 до 200 ампер сварочного тока.
«Совет. Если «напруга» в сети постоянно снижена, берите модель, в РЭ (руководство по эксплуатации) которой, указана возможность эксплуатации при пониженном напряжении и от переносного генератора.
Обычно они оснащены устройством коррекции коэффициента выходной мощности (PFC — power factor corrector). Их часто используют как сварочные инверторы для дачи, т.е.
рассчитанные для работы в нестабильной питающей сети».
Цена:
Здесь сказать особо нечего, но следует знать о некоторых тонких моментах, а именно:
1.Несоответствие параметров изложенных в РЭ к фактическим
«Совет: Спросите в магазине о возможности продемонстрировать аппарат на максимальном сварочном токе и использовать при этом наибольший диаметр электрода. Например, аппарат в 160 А должен надёжно функционировать с электродом 4 мм, а 200 А, с 5 мм. Любой сварщик Вам скажет, что для нормальной сварки берётся 40 ампер на 1 мм. диаметра электрода. Это минимальное значение».
2.Несоответствие показателя номинального тока и названия инвертора
Например, марка Blueweld Prestige 171/S имеет ток 150А, хотя обычно мы предполагаем, что «171» является обозначением тока.
«Совет: Тщательно читайте данные паспорта по номинальному сварочному току».
3.Неизвестные марки
Мы люди взрослые, поэтому не дайте жадности победить разум. Такие приборы обычно продают не в авторизированных точках, а в обычных хозмагах, поскольку они не имеют официального сервиса. А мобильный номер «классного специалиста» по ремонту — это не гарантийная мастерская с фактическим адресом и стационарными телефонами.
«Просите сертификат — там будет указана страна производитель. Часто китайский ширпотреб не имеет обозначений и «продавцы-консультанты» могут уверять, что инвертор сделан, например, в Австрии. Нет сертификата — улыбайтесь и уходите».
4.Инверторы на одной плате
Хитрый случай. Все его элементы по управлению (силовые процессы, питание и др.), вложены в одну плату. Недорогое решение при покупке, но очень дорогое при ремонте. Любая поломка требует ремонта платы. А в большинстве случаев, Вам говорят «нет ремонта», есть только «покупка новой платы». Цена новой платы, может выйти в 60-80% от цены нового.
Одноплатные сварочные инверторы можно узнать по вертикально размещённым вставкам (силовым разъемам). Вот как выглядят некоторые из них.
Ещё добавлю – будьте внимательны к «бесплатному сыру» в виде акций. Под ними часто скрывается распродажа не сертифицированного, залежалого или дефектного товара (причём дефект (слабое звено), проявится не сразу).
Марка и бренд производителя
Отдавайте предпочтение известным брендам. Поищите в интернете сайт производителя. Если будет многоязыковая поддержка – бинго! Это вроде мелочь, но позволяет сделать вывод, что товар продаётся на нескольких рынках. А значит, проверенный.
Ключевые критерии – наличие сервисных центров (инвертор рано или поздно «склеит ласты») и период работы на российском рынке. Не хочу называть марки – их много. Но , кому всё таки интересно, пожалуйста, сюда. Кстати, надёжные производители не позволяют себе гарантийный срок менее 12 месяцев.
Немаловажным является и комплектация (сечение и длина кабелей, качество клемм, держателей электродов и пр.). Присмотрев инвертор, почитайте конкретные отзывы на «узких» форумах, поищите материалы независимых тестов.
Позвоните в гарантийную мастерскую и поинтересуйтесь, как часто бывают проблемы с моделью, имеются ли в наличии оригинальные запчасти или надо ждать «под заказ».Взвесив все плюсы и минусы, сами ответите на вопрос, какой сварочный лучше.
Анекдот в тему: Приезжает мужик на СТО, подходит к сварщику:
— У меня бампер отвалился, ты сейчас прихвати его по краям, а дома я проволокой намертво прикручу.
Было познавательно? Тогда подписывайтесь на обновления и будете в курсе всех новостей блога. Хотите порекомендовать статью друзьям? Кнопки соцсетей в конце статьи к Вашим услугам…
Успехов и удачного приобретения аппарата!
Цитата мудрости: Не начинайте дела, конец которого не в Ваших руках.
Продолжительность нагрузки сварочного аппарата это
Часто спрашивают: что такое ПВ или ПН сварочного аппарата? Заглавные буквы ПН обозначают продолжительность нагрузки, а ПВ — продолжительность включения соответственно. Режим работы инверторного аппарата не менее важная характеристика, чем величина максимального сварочного тока. Про режим работы часто забывают начинающие сварщики. Этого делать нельзя.
Параметр ПН/ПВ всегда указан в процентах и показывает время работы инвертора при десятиминутном цикле.
Например, если ПН/ПВ равен 40% — это означает, что после 4 минут работы аппарату нужно будет передохнуть, охладиться в течении 6 минут до повторного запуска.
Таким образом, цифра позволяет приблизительно оценить, сколько раз инвертор будет отключаться по перегреву при бесперебойной работе в течение длительного времени.
Нагрузка источника питания (далее по тексту ИП) для дуговой сварки имеет, как правило, переменный характер. Процесс сварки состоит из повторяющихся циклов в которых рабочий период чередуется с паузами необходимыми для замены электродов, подготовки к наложению следующего шва, подгонки деталей и т.д. Согласно стандартам различают три типовых режима работы:
- Длительный при неизменной нагрузке;
Так работают ИП для автоматической сварки и многопостовые источники.
Рабочие периоды прерываются режимами работы на ХХ. В данном случае применяется понятие продолжительности нагрузки (ПН)
Рабочие периоды чередуются с периодами полного отключения силовых цепей ИП от сети.
В данном случае рабочий режим положено именовать как продолжительность включения (ПВ)
ПН/ПВ равно отношению времени работы аппарата к времени всего цикла. Длительность цикла принимается за 10 мин. Формула выглядит так:
Расчет потребления мощности сварочного аппарата
Время чтения: 5 минут
Потребляемая мощность сварочного инвертора может разниться в зависимости от множества факторов: начиная от мощности аппарата, заканчивая диапазоном входного напряжения.
Но, несмотря на множество нюансов, потребление можно высчитать с помощью простейшей формулы. Результаты расчетов могут иметь погрешность, но незначительную.
Поэтому такая формула пригодится всем домашним мастерам, которые беспокоятся о счетах за электроэнергию.
В этой статье мы подробно расскажем, какие факторы влияют на потребляемую мощность, если используется инверторная сварка, как рассчитать потребляемую мощность сварочного инвертора для сварки в домашних условиях и насколько экономичным может быть инверторный сварочный агрегат.
Что влияет на потребление
Перед тем, как произвести расчет для инверторного сварочного аппарата, вам нужно узнать, что именно влияет на потребление. Ошибочно полагать, что одна лишь мощность аппарата позволит произвести правильные расчеты. Эта характеристика действительно важна, но она не единственная, которую нам нужно учесть. К тому же, для вычислений нам в любом случае понадобится несколько значений.
Итак, на потребление влияет мощность аппарата, диапазон входного напряжения, возможный сварочный ток (который способен выдать аппарат), значение напряжения дуги, КПД вашего аппарата (индивидуален для каждой отдельно взятой модели), время работы аппарата. Это основные факторы, влияющие на потребление.
Среди косвенных факторов можно упомянуть состояние вашей бытовой электросети, условия, в которых производит сварка, качество кабелей и прочее. Но эти факторы влияют в наименьшей степени.
Также учитывайте, что от бытовой электросети редко можно добиться заветных 220 Вольт. В лучшем случае, розетка выдаст 200 вольт или даже меньше. Поэтому при подключении сварочного инвертора уменьшается диапазон сварочного тока, с которым можно работать.Из-за этого порой сложно просчитать потребление. Особенно, если аппарат мощный. Если ваш аппарат рассчитан на работу от 150 до 250 Вольт, то расчеты будут более точными. Поскольку мощность аппарата в целом сопоставима с мощностью, бытовой электросети.
Выше вы узнали, что потребляемый токзависит от многих факторов. Среди них мы указали продолжительность работы аппарата. С этой характеристикой не все так просто. Она является одной из важнейших, поскольку показывает, сколько аппарат способен непрерывно работать.
Зачастую, у инверторов равное время работы и отдыха. Т.е., время сварки примерно равно времени, необходимого для остывания аппарата. Например, сварка 3 минуты и отдых тоже 3 минуты.Запомните эту характеристику для вашего аппарата.
Она вам понадобится при дальнейших расчетах.
Чем больше разница между работой и отдыхом в сторону работы, тем выше потребление. Это тоже нужно учитывать. Теперь давайте перейдем от слов к делу и рассчитаем потребляемую мощность сварочного аппарата.
Расчет потребления
Чтобы узнать, сколько потребляет сварочный аппарат инверторного типа, внимательно прочтите инструкцию к вашему аппарату. Или найдите другой источник, где можно узнать технические характеристики вашей модели. Из ТХ вы узнаете все необходимые исходные данные.
Итак, для вычислений нам нужно знать коэффициент мощности, максимальное значение силы тока, максимальное напряжение сварочной дуги, КПД аппарата и время работы аппарата (этот параметр пригодится нам позже). Считать будем по следующей формуле:
Макс. зн. тока х макс. зн. напр. / КПД = потребляемая мощн. (во вр. сварки)
Коэффициент мощности схож у большинства домашних инверторов и составляет 0,6. Просто запомните это число и используйте в своих расчетах.
Максимальное значение тока будет 160 А, в качестве примера. Вы должны вписать значение из своих технических характеристик.
Пусть максимальное напряжение дуги будет 25 В. Впишите свое значение.
Пусть КПД нашего аппарата равняется 0,90. А время работы составляет 60% от 100% сварочных работ (3 минуты работы и 2 минуты отдыха).Теперь проводим расчет электроэнергии, которую потребляет наш сварочный инвертор. 160 А х 25 В / 0,90 = 4445 Ватт. Это примерно 4,4 кВт. Учитывайте, что это мощность инвертора, потребляемая только во время работы.
А ведь сварка не всегда ведется беспрерывно. Порой необходимо заменять электроды, поменять силу сварочного тока или подготовить следующие детали. Поэтому наш расчет недостаточно точный. Чтобы решить эту проблему нам понадобится время работы аппарата.
Выше мы писали, что для нашего аппарата оно составляет 60%. Теперь умножьте 4,4 на 0,6 и получите более точную цифру. В нашем случае 4,4 х 0,6 = 2,7 кВт.
Полученный результат — это средняя мощность инвертора, которую он потребляет за все время сварочных работ, с учетом пауз.
Еще раз повторяем, что эти расчеты производились с учетом наших характеристик, который мы выбрали в качестве примера. Вам нужно подставить свои значения, если они отличаются от описанных выше.
Вот и все. Выполнив несложные расчеты можно легко узнать, сколько кВт потребляет инверторная сварка и сможете ли вы обеспечить себе комфортные условия для работы.
Мы не упомянули расчет потребления при сварке полуавтоматом. Поскольку потребляемая мощность полуавтомата — это тема для отдельной статьи.Скажем лишь, что этот показатель будет выше процентов на 20 в сравнении с инверторной сваркой.
Вместо заключения
Вот и все, что вам нужно знать. Мы постарались подробно описать все нюансы и особенности, чтобы вы в полной мере понимали, сможете ли оплачивать счета за электричество.
Если вы не уверены в правильности своих расчетов или просто беспокоитесь о большом расходе электроэнергии, то лучше приобретите аппарат малой мощности, с его помощью вы сможете выполнить большинство мелких домашних сварочных работ, при этом не разоритесь.
Мощность потребления у таких аппаратов незначительна и при этом позволяет сварить теплицу или отремонтировать небольшие металлические детали.