Расчет сварочной проволоки на 1м шва
Расчет количества электродов при сварке различных соединений
| Положение шва | Толщина основного металла, мм | Зазор, мм | Масса наплавленного металла, кг /1 м шва |
| Нижнее | 1 | 0 | 0,02 |
| 1.5 | 0,5 | 0,02 | |
| 2 | 1 | 0,03 | |
| 3 | 1,5 | 0,05 | |
| Нижнее | 4 | 2 | 0,13 |
| 5 | 2 | 0,16 | |
| 6 | 2,5 | 0,21 | |
| 7 | 3 | 0,28 | |
| Горизонтальное | 1 | 0 | 0,02 |
| 1,5 | 0,5 | 0,03 | |
| 2 | 1 | 0,04 | |
| 3 | 1,5 | 0,07 | |
| Горизонтальное | 4 | 2 | 0,17 |
| 5 | 2,5 | 0,20 | |
| 6 | 3 | 0,25 | |
| 7 | 3 | 0,33 | |
| Потолочное | 4 | 2 | 0,08 |
| 5 | 2 | 0,13 | |
| 6 | 2,5 | 0,14 | |
| 7 | 3 | 0,16 |
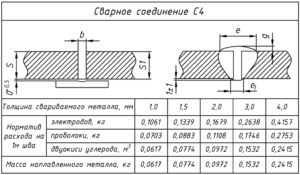
масса наплавленного металла, кг /1 м шва
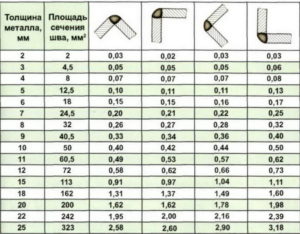
| Толщина металла, мм | Площадь сечения шва, мм2 | ||||
| 2 | 2 | 0,03 | 0,02 | 0,03 | 0,03 |
| 3 | 4,5 | 0,05 | 0,05 | 0,05 | 0,06 |
| 4 | 8 | 0,07 | 0,07 | 0,07 | 0,08 |
| 5 | 12,5 | 0,10 | 0,11 | 0.11 | 0,13 |
| 6 | 18 | 0,15 | 0,15 | 0,16 | 0,17 |
| 7 | 24,5 | 0,20 | 0,21 | 0,22 | 0,25 |
| 8 | 32 | 0,26 | 0,27 | 0,28 | 0,32 |
| 9 | 40,5 | 0,33 | 0,34 | 0,36 | 0,40 |
| 10 | 50 | 0,40 | 0,42 | 0,44 | 0,50 |
| 11 | 60,5 | 0,49 | 0,53 | 0,57 | 0,62 |
| 12 | 72 | 0,58 | 0,62 | 0,66 | 0,73 |
| 15 | 113 | 0,91 | 0,97 | 1,04 | 1,11 |
| 18 | 162 | 1,31 | 1,37 | 1,49 | 1,60 |
| 20 | 200 | 1,62 | 1,62 | 1,78 | 1,98 |
| 22 | 242 | 1,95 | 2,00 | 2,16 | 2,39 |
| 25 | 323 | 2,58 | 2,60 | 2,90 | 3,18 |
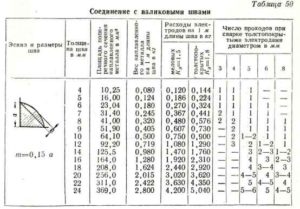
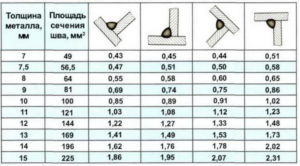
Тавровые соединения
масса наплавленного металла, кг/1 м шва
| Толщина металла, мм | Площадь сечения шва, мм2 | ||||
| 2 | 4 | 0,04 | 0,05 | 0,04 | 0,04 |
| 2,5 | 6,5 | 0,06 | 0,07 | 0,06 | 0,07 |
| 3 | 9 | 0,08 | 0,10 | 0,09 | 0.09 |
| 3,5 | 12,5 | 0,11 | 0,13 | 0,12 | 0,13 |
| 4 | 16 | 0,14 | 0,16 | 0,15 | 0,17 |
| 4,5 | 20,5 | 0,18 | 0,20 | 0,19 | 0,21 |
| 5 | 25 | 0,22 | 0,25 | 0,24 | 0,26 |
| 5,5 | 30,5 | 0,26 | 0,29 | 0,28 | 0,32 |
| 6 | 36 | 0,31 | 0,33 | 0,34 | 0,37 |
| 6,5 | 42,5 | 0,37 | 0,39 | 0,40 | 0,44 |
| 7 | 49 | 0,43 | 0,45 | 0,44 | 0,51 |
| 7,5 | 56,5 | 0,47 | 0,51 | 0,50 | 0,58 |
| 8 | 64 | 0,55 | 0,58 | 0,60 | 0,65 |
| 9 | 81 | 0,69 | 0,74 | 0,75 | 0,86 |
| 10 | 100 | 0,85 | 0,89 | 0,91 | 1,02 |
| 11 | 121 | 1,03 | 1,08 | 1.12 | 1,23 |
| 12 | 144 | 1,22 | 1,27 | 1,33 | 1,48 |
| 13 | 169 | 1,41 | 1,49 | 1,53 | 1.73 |
| 14 | 196 | 1,62 | 1,76 | 1,78 | 2,02 |
| 15 | 225 | 1,86 | 1,95 | 2,07 | 2,31 |
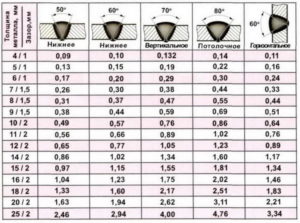
V-образные односторонние сварные соединения
масса наплавленного металла, кг /1 м шва
| Толщина металла, мм | Зазор, мм | Нижнее | Нижнее | Вертикальное | Потолочное | Горизонтальное |
| 4 | 1 | 0,09 | 0,10 | 0,132 | 0,14 | 0,11 |
| 5 | 1 | 0,13 | 0,15 | 0,19 | 0,22 | 0,16 |
| 6 | 1 | 0,17 | 0,20 | 0,29 | 0,30 | 0,24 |
| 7 | 1,5 | 0,26 | 0,30 | 0,38 | 0,44 | 0,33 |
| 8 | 1,5 | 0,31 | 0,37 | 0,47 | 0,55 | 0,44 |
| 9 | 1,5 | 0,38 | 0,44 | 0,59 | 0,69 | 0,51 |
| 10 | 2 | 0,49 | 0,57 | 0,76 | 0,86 | 0,64 |
| 11 | 2 | 0,56 | 0,66 | 0,89 | 1,02 | 0,76 |
| 12 | 2 | 0,65 | 0,77 | 1,05 | 1,23 | 0,89 |
| 14 | 2 | 0,86 | 1,02 | 1.34 | 1,60 | 1,17 |
| 15 | 2 | 0,97 | 1,15 | 1,55 | 1,81 | 1,34 |
| 16 | 2 | 1,04 | 1,23 | 1.75 | 2,02 | 1,46 |
| 18 | 2 | 1,33 | 1,60 | 2,17 | 2,51 | 1,83 |
| 20 | 2 | 1,63 | 1,94 | 2,62 | 3,11 | 2,21 |
| 25 | 2 | 2.46 | 2,94 | 4,00 | 4,76 | 3,34 |
Первый и подварочный проход при сварке V-образного соединения
| Положение шва | Толщина, мм | Масса наплавленного металла, кг / 1м шва | Диаметр электрода, мм |
| Нижнее | 6-12 | 0,10 | 3,0 |
| Нижнее | > 12 | 0,15 | 4,0 |
| Вертикальное | > 8 | 0,15 | 3,0 |
| Горизонтальное | > 8 | 0,15 | 3,0 |
| Потолочное | >10 | 0,10 | 3,0 |
Расчет сварочной проволоки на 1м шва
Буровые промывочные и тампонажные растворы
Таблица 13. Потребность бурового раствора и компонентов (товарный продукт) для его приготовления, обработки и утяжеления Интервал…
Изготовление титанового короба методом сварки
3.4.2 Расчет нормы расхода неплавящегося электрода
Норма расхода Нэ, кг, неплавящегося электрода определяется по формуле: Нэ=Gэ*Iш Где Gэ — удельная норма расхода электрода, кг Gэ=3,9гр Нэ=3,9*0,635=2…
Изготовление титанового короба методом сварки
f3.4.3 Расчет нормы расхода защитного газа
Норма расхода Hr, дм3, защитного газа на сварное изделие определяется по формуле: Hr=qr*Iш+qдоп Где qr — удельная норма расхода газа на 1м шва, дм3 qдоп- дополнительный расход газа на подготовительно-заключительные операции, дм3 Hr=34,71*0,635*4=26…
Организация льноткацкого производства
f2.3. Нормы расхода пряжи на 100 м суровой ткани нового артикула
2.3.1. Расход нитей фона: 2.3.2. Расход нитей кромки: 2.3.3. Расход нитей утка: 2.3.4. Общий расход: Заправочные данные суровых тканей «right»>Таблица № 4. Наименование ткани Артикул Ширина ткани, см Плот-ность на 10 см Ширина проборки по бедру, см…
Организация парикмахерских услуг в салоне-парикмахерской «Сохо», г. Гродно
4.3 Нормы расхода материала
К расходным материалам относятся все средства, которые мастер использует в своей работе. Существуют нормы расхода средств (в расчёте на одного клиента). Поэтому заведующий должен следить за тем…
приспособление для сборки–сварки изделия «Вал запора заднего борта»
1.7 Расчет нормы расхода вспомогательных материалов
Техническая норма расхода материалов- это минимальное количество материалов необходимое для изготовления изделия в соответствии с проектом. Вспомогательные сварочные материалы обеспечивают протекание процессов сварки, пайки, наплавки…
Проект цеха по производству продуктов из свинины мощностью 7 т в смену
3.1 Рецептура и нормы расхода вспомогательных материалов
Таблица 2 — Рецептура на окорок «Столичный» Сырьё несоленое, кг на 100 кг: Тазобедренная и лопаточная части свиной полутуши, в шкуре или без шкуры, без костей и хрящей 100 Пряности и материалы…
Разработка конструкции и технологического процесса производства кровати в условиях ОАО «Ирбитская мебельная фабрика»
3.7 Расчёт нормы расхода клея
Расчёт нормы расхода клея на изделие выполняется с учётом вида клея, вида склеиваемых материалов, способа склеивания, а также с учётом конструктивных признаков, определяющих форму, размеры и виды склеиваемых поверхностей…
Разработка технологии сварки балки двутавровой
4.1 Определение расхода сварочных материалов (электродов, сварочной проволоки)
Масса наплавленного металла на 1 м шва: M = F * с * L * 0,001 (9) Решение: M = 9,8 * 7,85 * 50 * 0,001 = 3,8 (кг/м шва) М = 3,8 кг/м шва Расход сварочной проволоки: Нп = М * kp * kn (10) Решение: Нп = 3,8 * 1,02 * 1,0 = 4,0 (кг) Нп = 4…
Расчет технологического потока по изготовлению брюк женских для младшей возрастной группы
1.6.3. Выполнение раскладки лекал. Уточнение нормы расхода
Для выполнения раскладки лекал необходимо учитывать вид поверхности ткани, характер рисунка, вид раскладки, способ настилания ткани…
Техническое проектирование технологического процесса экспериментального производства
f1.6.3 Выполнение раскладки лекал. Уточнение нормы расхода
После установления припусков по всем деталям изделия необходимо провести его раскрой. При выполнении раскладки лекал учитывались вид поверхности ткани, характер рисунка, вид раскладки, способ настилания ткани…
Технология защитно-декоративных покрытий древесины и древесных материалов
2.1 Нормы расхода шлифовальной шкурки
Основными исходными данными при определении требуемого количества шлифовальной шкурки являются: количество деталей в изделии; количество шлифуемых поверхностей в детали; площадь шлифования; норматив расхода шлифовальной шкурки…
Технология производства вареных колбас
5.1 Нормы расхода сырья и материалов
Таблица 4 Наименование сырья Рецептура, кг Нормы расхода сырья и материалов, кг Выход: 110% 100% Основное сырье Говядина высший сорт 32 35, 2 Свинина нежирная 15 16, 5 Свинина жирная 10 11 Шпик хребтовый 9 9…
Технология производства древесноволокнистых плит
2.6 Расчет нормы расхода сырья и материалов на 1000м2 готовой плиты
Расход щепы на 1000м2 плиты составляет 1000 / 800 = 1,25м2, 1,25 / 0,004 = 312,5м2, 1,88 пл.м3 щепы — 312,5м2 плиты, Х — 1000м2 плиты, X =11,31 пл.м3 щепы. Расход парафина на 1000м2 плиты составляет 10,506 кг — 312,5м2 плиты, Хкг. парафина — 1000м2 плиты, X = 33,63 кг…
Технология производства мясных консервов
6.3.7 Рецептура и нормы расхода сырья и материалов
Сырьё Рецептура закладки подготов-ленного сырья, кг Выход при обжарке. бланш-ии сырья или после набуха-ния, % Расход подготов-ленного сырья до обжарки или до набухания Отходы и потери при механизиро-ванной обработке, резке, мойке…
Расход электродов на 1 м шва калькулятор
Цветные металлы и сплавы
Конструкционные стали и сплавы
А причем тут действие ЕНиРа? Что изменилось в нормах расхода сварочного материала? Ведь не цены ссср-года, а килограммы нужны. Ручной дуговой сварки. Смело бери из ЕНиРа, а для интереса сравни с вышеуказанным прикидочным расчетом и с данными из ВСН и ГЭСН. Велика ли будет разница? Точность никому не интересна, поскольку при заказе всегда увеличивают кол-во потребных электродов.
Кстати в книгах по сварочному дело есть приложения (у меня сейчас нет под рукой, но есть в данлоуде и зодчих), где примерный расход (по укрупнённым нормам) указан — это тоже для сравнения интересно. А в обожаемом мной комплексдоке есть тоже кое-что: Вот список на «сварочный нормы». http://www.complexdoc.ru/search_resu.
B9%D1%82%D0%B8
А там ВСН 416-81 Общие производственные нормы расхода материалов в строительстве. Сборник 30. Сварочные работы
Качайте: http://www.complexdoc.ru/ntd/480383 И имейте в виду: Начало действия: 1990-01-01 Дата последнего изменения: 2003-01-24Если «живы9quot; разработчики, снимут, надеюсь, вопросы
в них нет ответа на вопрос поста #1
А самому пересчитать на п.м. неужели проблема.
Если поискать нечто удобный тип шва — стыковой шов труб известного диаметра при разных толщинах стенки (Пи*Дэ, надеюсь, помним?), или угловой шов косынки, или тавровый проката? Да мало ли вариантов и условных схем, которые вполне сгодятся для пересчета на погонный метр шва каждой величины катера и типа шва. . Но где-то в сварочных книгах встречал расход именно на метр погонный — встретится, отпишу.
А может скорее сами найдете.
Последний раз редактировалось BM60, 25.06.2010 в 21:19.
Так только для одного типа шва и одного катета. А многопроходные швы? А толстые стенки? А. (туча типов и размеров)?
Но для оценки этот способ самый разумный и, главное, мгновенный. Металл не успеет остыть, как будет результат.
Это далеко не мгновенный способ. Нужно подготовить металл ,разделать ,если требуется,кромки. Оставте сварщика в покое. Почитайте пост 5 .Нет ничего проще ,чем посчитать площадь сечения шва .
Я поступал так всегда. когда была в том необходимость ,результат достаточно точный(не хуже чем в нормах).Кстати говоря,нормы тоже считают,а не наплавляют тонны металла,для того, чтобы определить расход электродов. Делается это действительно мгновенно и не вставая из-за стола.
А вот и коэффициенты потерь :
Коэффициент расхода электродов / Марка электродов 1,5/ ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б 1,6/ ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21 1,7/ ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9 1,8/ ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13
1,9/ АНЖР-2, ОЗЛ-28, ОЗЛ-27
Подсчет расхода электродов
Во время сварки применяются присадочные изделия, они участвуют в расплавлении материала, формировании шва. При подготовке сварочного процесса необходимо учитывать расход электродов.
Этот показатель будет зависеть от вида материала, метода сварки. При расчете учитывается норма расхода, для вычисления применяются специальные формулы.
Сварочная проволока в металле шва: особенности выполнения правильного расчета и технология
Для обеспечения непрерывности сварочного процесса при возведении какого-либо сооружения необходимо создать достаточный запас расходного материала на складе.
Поэтому так важно правильно выполнить расчет сварочной проволоки в металле шва. Вычисления также помогут определить себестоимость изделий.
Основой для их проведения являются действующие нормы и потребление расходников в зависимости от используемого метода сочленения металлических деталей.
Норма расхода
Количество материала для сварки, который нужен для полного изготовления конструкции из металла, называется нормой его расхода. Обязательно принимаются во внимание потери и отходы. Норма учитывает расходники, требующиеся для проведения каждого этапа. Это подготовительный процесс (создание прихваток), основные операции и при необходимости правка стальной конструкции.
На объем применяющейся сварочной проволоки влияют следующие обстоятельства:
- тип шва;
- метод процесса;
- вынужденные потери расходника.
В последнем случае существует свои нормативы. Они зависят от режима работ, протяженности соединения и сложности металлического изделия (конструктивных особенностей).
Основные формулы для вычислений
Нормативной формулой, позволяющей рассчитать количество сварочного расходника, требующегося для 1 м шва, является следующее выражение:
N = G*К
В формуле используются значения для 1 м сочленения:
- N — искомый результат, представляющий собой норматив проволочного расходника для сварки, требующийся для создания соединения;
- G — вес металла, наплавленного при выполнении шва;
- K – переходный коэффициент, показывающего зависимость веса наплавленной проволоки к количеству стали, требуемой для проведения сварных операций.
Совет! Коэффициент перехода от массы наплавленного металла к расходу материалов для сварки практически всегда обозначается на упаковке расходного материала ответственного производителя, имеющего лицензию на выпуск продукции.
Расчет G осуществляется по формуле:
G = F*y*L
В выражение использованы следующие параметры:
- F — площадь сечения шва в поперечном направлении (мм2);
- L — длина созданного соединения (обычно составляет 1 м, но можно использовать и другие значения);
- y — удельная масса металлического сплава или конкретной стали в примененной проволоке.
Приведенные выражения применяются при осуществлении сварки в нижнем положении. Если же сваривание проводится в других пространственных точках (вертикально или возле потолка), тогда норматив корректируется с помощью поправочного коэффициента:
- потолок — 1,2;
- вертикальная плоскость — 1,1;
- полувертикальное положение — 1,05.
Проводя расчеты нужного числа расходника, когда работы осуществляются при использовании полуавтоматического метода, необходимо учитывать следующие факторы:
- характеристики стали;
- особенности оборудования;
- диаметр проволочного элемента для сварки;
- наличие защитного газа.
Совет! Количество сварочной проволоки рассчитать, учитывая вес металлической конструкции. В большинстве случаев расход составляет 1,5% от массы всего сварного изделия. Массу также определяется, если принять во внимание вес наплавляемого металла. Он меньше от 2 до 6% идентичной величины проволочного изделия.
Пример вычисления
Работа выполняется полуавтоматом. Соединяется обыкновенный металл. Длина шва составляет 1 м.
Читайте так же: Правильное выполнение расчета тока при сварке металла
Для определения расхода сначала вычисляется на заданном участке вес наплавленного материала. Принимаем площадь сечения сочленения (F), равную 0,0000055 м2, а удельный вес — 7850 кг. В результате простых вычислений получаем:
G=0,0000055* 7850*1*0,043 кг.
Далее, рассчитывается расход по основной формуле:
N=G*К=0,043*1=0,043 кг.
Решая задачу, учитывалось, что сварка осуществлялась в нижнем положении. Поэтому поправочный коэффициент принимался за единицу. В итоге результат остался без изменения и составил 0,043 кг.
Создать сочленение не получится без использования дополнительных средств. Однако им свойственно рано или поздно заканчивается. Поэтому их необходимо заранее готовить в нужном объеме.
Правильный расчет числа расходных материалов при проведении сварочных процессов позволяет обеспечить рабочего необходимым количеством проволоки для выполнения запланированных работ.Безошибочные вычисления также способствуют экономии средств во время изготовления металлических конструкций. В результате удастся снизить себестоимость изделий, что повысит их конкурентноспособность.
Расход материалов при сварочных работах – методы расчета
Для определения себестоимости сварных изделий очень важно правильно рассчитать расход материалов при сварочных работах. Кроме того, количество необходимых электродов, сварочной проволоки, флюсов, защитных газов и других расходных материалов необходимо знать и для того, чтобы обеспечить непрерывность рабочего процесса, создав на складе достаточный их запас.
Расчет необходимого количества материалов для сварки ведется на основе существующих норм их потребления при применении того или иного метода сварки.
Норма расхода сварочных материалов – это их количество, необходимое для полного изготовления сварного изделия с учетом всех потерь и отходов.
Данная норма включает в себя расход материалов на всех этапах технологического процесса, связанного со сваркой, а именно – во время проведения подготовительных работ (изготовление прихваток), ведения самих сварочных работ, а также возможной последующей правки конструкции.
Для каждого типа сварного шва и каждого метода сварки существуют свои нормативы расхода материалов. Кроме того, при определении количества нужных материалов учитываются и неизбежные при ведении сварки потери, причем существует также определенная норма таких потерь, которая зависит от применяемого метода сварки и ее режима, длины шва и сложности всей сварной конструкции.
Основные формулы для расчета нормы расходов сварочных материалов
Существуют определенная нормативная формула, помогающая рассчитать расход материалов при сварочных работах. Эта формула позволяет понять, сколько сварочных материалов потребуется на один метр шва:
N – норма расхода сварочных материалов на один метр сварного шва
G – масса наплавленного металла сварного шва, длина которого равна 1 метру
K – коэффициент перехода от массы наплавленного металла к расходу материалов для сварки
А для того, чтобы определить массу наплавленного металла на 1 метр сварного шва (G), можно воспользоваться следующей формулой:
G = F * y * L, где:
F – площадь поперечного сечения сварного шва (в мм2)
y – удельная масса металла (г/см3)
L – длина сварного шва (она равна 1 метру).
Приведенные выше формулы позволяют рассчитать нормы расхода материалов для сварочного шва в наиболее простом – нижнем положении. Если же сварочные работы ведутся в вертикальном или потолочном положении, то полученный норматив необходимо умножить на поправочный коэффициент, который как раз и учитывает особенности расхода материалов при различных положениях сварного шва:
- для нижнего положения шва этот коэффициент равен 1,00
- при полувертикальном положении шва берется коэффициент 1,05
- при вертикальном (горизонтальном) положении шва коэффициент равен 1,10
- при потолочном положении шва полученная предварительно норма умножается на коэффициент 1,20.
Рассмотрим, на какие особенности следует обращать внимание при определении необходимого количества конкретных сварочных материалов – сварочной проволоки и защитного газа.
Как рассчитать расход сварочной проволоки
Для того, чтобы рассчитать количество сварочной проволоки, которое потребуется для изготовления сварной конструкции, необходимо учесть следующие параметры:
- Если применяется полуавтоматический метод сварки, то количество сварочной проволоки зависит от следующих факторов:
- характеристик подвергаемого сварке металла
- диаметра сварочной проволоки
- особенностей и технических характеристик самого сварочного оборудования
- присутствия или отсутствия защитного газа.
- Расчет расхода сварочной проволоки можно произвести, исходя из массы всей сварной конструкции – как правило, максимальное количество проволоки равняется 1,5% массы сварной конструкции.
Расчет расходов защитного газа
Правильный расчет количества необходимого для ведения сварочных работ защитного газа дает возможность добиться высокого качества и непрерывности сварных работ в среде защитного газа. Количество необходимого газа зависит от того, какой именно металл подвергается сварке:
- для сварки конструкции из алюминия потребуется 15-20 литров защитного газа (аргона) в минуту
- сварка медной конструкции в среде защитных газов потребует 10-12 литров газа в минуту
- для магниевых сплавов потребуется 12-14 литров аргона в минуту
- при сварке сплавов никеля «уйдет» 10-12 литров газа в минуту
- титан и его сплавы требуют более значительного расхода газа при проведении сварочных работ – 35-50 литров в минуту.
А вот для сварки изделий из стали защитный газ расходуется более экономно.
Для того, чтобы не расходовать лишнее количество газа при сварке, баллоны с газом снабжаются специальным регулятором.
В заключение хотелось бы отметить, что правильный расчет расхода материалов для сварочных работ дает возможность не только обеспечить сварщика вовремя всем необходимым, но и сэкономить затраты на производство сварных конструкций, а значит, снизить себестоимость продукции и повысить конкурентоспособность ее на рынке.
Расчет расхода электродов на 1 метр шва: таблица и калькулятор
Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет.
При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной.
Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва.
Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
- теоретическим;
- практическим.
В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Метод используют его с практическими целями, для приблизительного расчета расходных материалов для изготовления той или иной конструкции.
Более точные данные дают строительные нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Не менее точный результат дает расчет с использованием формул, куда вводят различные поправочные коэффициенты.
Суть практического метода — полевые замеры реальной работы. Сюда входит качество расходников, тип и возможности сварочного оборудования, квалификация работников и т.д. Метод требует не одного часа затрат труда и материалов. При этом результаты его подходят деталям, близко соответствующим образцам.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Формулы, используемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода выглядит следующим образом:
(1) НЭ = GЭ * LШ;
где НЭ – сам расход, который нужно определить; GЭ – удельная норма; LШ – длина шва в метрах.
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Здесь: kр – поправочный табличный к-т, учитывающий потери за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, предварительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)
(3) mн = ρ * Fн, Где ρ – удельная плотность стали. В зависимости от типа расходников ее принимают:
Величину mн – вес (массу) наплавленного металла, определяют по формуле:
- 7,5 гр/см3 (7500 кг/м3) при использовании сварочной проволоки, тонкопокрытых или голых стержней;
- 7,85 гр/см3 (7850 кг/м3), для толстопокрытых электродов.
Fн – поперечное сечение наплавленного металла шва см2. Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
Сколько размещается в 1 кг?
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR2. Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Расход на тонну металлоконструкции
На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.
Крайне приблизительно ее можно принять, как 0,9 — 1,2% массы изделия. Более точные данные нам даст таблица 1 (см. выше).
Достаточно точные данные получают расчетом. Для этого, необходимо посчитать все сварные швы конструкции, а затем воспользоваться формулой, приведенной ранее (1).
Но самый надежный метод — по фактическим затратам. Он применим, когда выполняется изготовление серии однотипных сварных изделий.При этом, самое первое изделие изготавливают, максимально соблюдая технологические нормы:
- оптимальный сварочный ток;
- диаметр электрода;
- подготовку места сварки, включая снятие фаски под нужным углом.
Одновременно ведут точный учет расхода стержней (или проволоки). Полученные данные делят на вес конструкции и соотношение используют далее, как эталон.
При сварке труб
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов. Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
Заключение
Расчет количества электродов при сварке лишь малая часть задач, которые приходится решать при сварочных работах. Если подход к делу не формальный, а профессиональный, результатом будет высокое качество при оптимальных затратах.
Главное, чтобы мероприятия по снижении расходов не выполнялись за счет ухудшения условий работы. Практика показывает, что такая экономия в конечном итоге оборачивается лишь убытками.