Радиус гибки листового металла ГОСТ
Как провести радиусную гибку листового металла?

Одной из распространённых технологических операций при работе с металлическими листами является гибка. Она позволяет изменять форму заготовок без механических повреждений, разрезания, сварки. Радиусная гибка листового металла выполняется на заводах, в частных мастерских.
Радиусная гибка металла ( Instagram / gibkospb)
Основные принципы гибки металла
Когда мастеру нужно получить изделие с углами определённой формы, он может разрезать металлический лист, а затем сварочным аппаратом соединить отдельные детали под нужным углом. Однако нагревание материала до высоких температур изменяет его структуру, что может негативно сказаться на свойствах металла.
Чтобы не нарушать целостность заготовки, не изменять структуру материала, можно провести сгибание металлических листов. Принцип гибки заключается в том, что наружные слои металла растягиваются, а внутренние сжимаются.
Листы предварительно не разогреваются. Оборудование работает по принципу системы рычагов, на которые передаёт усилие мастер или привод.
Максимальный угол изгиба определяется зависимо от толщины заготовки, вида материала, его характеристик.При изгибании листов по радиусу или под острыми углами, необходимо предварительно проверять точность выставления деталей. Если произошёл перекос, а изделие было согнуто, могут образоваться микротрещины, которые приведут к разрушению целостности заготовки при эксплуатации.
Типы гибки
Существует два основных способа сгибания металлических листов:
- Продольная — до изгиба материал не разогревается. Из-за этого невозможно сгибать заготовки большой толщины.
- Поперечная — включает три технологические операции — изгиб, осаживание, вытяжка. Предварительно деталь нагревается. Кромки сгибаются без разогревания.
Радиусная гибка металла осуществляется с помощью ручного или промышленного оборудования. Зависимо от того, какую форму готового изделия нужно получить, изменяется конструкция станков.
Листогибочный пресс ( Instagram / stankoprom)
Разновидности и конструкция гибочных станков
Изделия из листового металла обрабатываются с помощью разных видов оборудования для гибки. Разновидности листогибов:
- Ручные механизмы. Представляют собой станки, которые работают по системе рычагов. Для сгибания заготовок мастеру нужно прилагать усилия через специальные ручки, поднимающими прижимную пластину.
- Оборудование с гидравлическими, пневматическими приводами, электродвигателями. Это промышленные станки, которые позволяют сократить усилие со стороны рабочего при проведении гибки.
- Вертикальные листогибочные прессы. Заготовка располагается на рабочем столе. Сверху на неё начинает давить рабочая часть пресса. Она приводится в движение пневматической или гидравлической системой.
- Трубогибы с разными системами управления. Могут быть ручными, оборудованными приводами, облегчающими рабочий процесс.
- Угловые трубогибы.
- Дорновые трубогибы.
Сложности применения станков напрямую зависят от системы управления. Ручные модели требуют точной проверки размещения заготовки, передачи усилий на рычаги, чтобы согнуть заготовку.
Если на оборудовании установлена система ЧПУ, рабочий процесс становится более эффективным, точным, быстрым. Однако работать на станках, оборудованных ЧПУ сложнее чем на простых моделях.
Нужно знать, как выставлять настройки, задавать алгоритмы, снимать ошибки.
Создание станка для сгибания листового металла
Для бездефектной гибки можно использовать самодельные механизмы. Их можно изготовить своими руками, не обладая дополнительными навыками. Для этого нужно создать чертеж, подготовить материалы, инструменты:
- швеллера, металлические уголки;
- прижимную пластину;
- дверные петли;
- деревянный брусок;
- металлические прутья.
Из инструментов нужен сварочный аппарат, дрель со сверлами по металлу, болгарка, шлифовальная машинка.
Этапы изготовления станка:
- Изначально нужно подготовить материалы, нарезать швеллера, уголки, прутья по размеру болгаркой.
- Собрать раму с устойчивыми ножками. Соединить отдельные части сварочным аппаратом. Швы зачистить шлифовальной машинкой покрыть антикоррозийным составом.
- Соединить два уголка дверными петлями, чтобы получилась подвижная конструкция.
- Наварить на один из уголков металлические прутья, которые будут выполнять роль ручек.
- Закрепить подвижную конструкцию на раму так, чтобы можно было работать с заготовками.
Некоторые мастера изготавливают механизмы без основания, которые закрепляются на готовом верстаке.
Швеллера ( Instagram / stockwood.ru_moscow)
Собственноручная гибка
Чтобы знать, как работать с металлическими листами, изготавливать изделия требуемой формы, нужно учитывать радиусы гибки листового металла. Максимальные и минимальные радиусы можно посмотреть по специальным таблицам, которые можно найти в интернете. Этапы проведения технологического процесса:
- Проверяется целостность листа.
- Рассчитывается соотношение толщины заготовки, усилий, передаваемых через оборудование на неё, прочности металла.
- Изготавливается чертёж будущего изделия.
- Выставляется угол на оборудовании.
После запуска производится изгиб. Важно перепроверить точность выставления детали, чтобы не случилось перекоса.
Радиусная гибка — отдельный технологический процесс, с помощью которого обрабатываются металлические листы. Он позволяет деформировать металл, не изменяя его структуры. Мастеру нужно рассчитывать углы, принимая во внимание вид металла, сплавов, толщину листа. Неправильные расчёты приведут к образованию микротрещин, которые повлияют на целостность детали.
Радиусная гибка листового металла на листогибочном прессе AM AMB-15031 Как провести радиусную гибку листового металла? Ссылка на основную публикацию
Гибка листового металла ГОСТ
Расчет гибки металла. Гибка толстого металла. Минимальные радиусы гибки металла. 4.25/5 (84.95%) проало 105
И котельном производстве необходимо в большом количестве изготовлять изделия цилиндрической, конической, сферической и равных других форм преимущественно из листового, а также из профильного металла. Для этого материал должен подвергаться гибке, которая может быть выполнена холодным и горячим способом.
Холодная гибка металла.
Холодная гибка применяется главным образом при изгибании металла и одном направлении по образующим цилиндра или конуса.
Изгибание же по разным направлениям для получения сферической формы сопряжено с очень значительными внутренними напряжениями, возникающими в металле, сильно изменяющими его структуру.
Во избежание внутренних напряжений гибка металла производится, когда он находился в нагретом состоянии.
При холодном изгибании листового или профильного металла существует определенное предельное соотношение между толщиной листа, размерами профиля и радиусом изгиба. За пределами этого соотношения гибка металла сопровождается изменениями его механических свойств.
Предел безвредного удлинения при холодном загибе листа на основании опытных данных составляет около 7%.
Горячий способ гибки. Горячая гибка металла.
Профильный металл большей частью загибается в горячем состоянии, за исключением тех случаев, когда радиус загиба настолько велик по отношению к размерам профиля, что эта операция загиба легко выполнима в холодном состоянии без всякого вреда для металла.
После горячей гибки металла, меняется его структура, а именно, после нагрева и гибки происходит охлаждение, что вызывает уменьшение размеров зерна в металле, благодаря чему происходит увеличение некоторых свойств: упругости, твердости, предела прочности при разрыве, в то время, как сжатие и вязкость существенно не меняются. Также охлаждение металла сопровождается уменьшением удлинения при разрыве
Температура горячей гибки листа.
Конечная температура горячей обработки не должна спускаться ниже 780°. При температуре горячей обработки низкоуглеродистой стали в 800—900° образуется структура, обеспечивающая высокие механические свойства металла.
Пережог металла.
Продолжительное нагревание металла при температуре, близкой к температуре плавления, вызывает явление пережога, которое ухудшает свойства металла.
При пережоге происходит поверхностное обезуглероживание и окисление поверхности металла. Продолжительное пребывание металла при температуре выше нормального нагрева вызывает явления перегрева.
Перегрев характеризуется образованием крупнозернистой структуры.
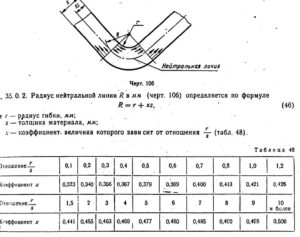
Расчет гибки металла.
Таким образом, если согнуть лист длиной L и толщиной S в барабан, то нейтральное волокно, проходящее посредине толщины листа равное по длине L, дает в результате загиба окружность диаметра:
Do = L/π
Расчет внутреннего диаметра.
При толщине стенок цилиндра S внутренний диаметр его будет равен:
D = Dо — S = (L — πS)/ π,
Расчет наружного диаметра.
А наружный диаметр будет равен:
D1 = Dо + S = (L + πS)/ π
и разность длины соответственных окружностей составит:
πD1 — πD = π((L + πS)/ π) — π((L — πS)/ π) = L + πS — L + πS = 2πS
Согласно вышеприведенному требованию отношение 2πS : πD не должно превышать 0,05.
Гибка толстого металла.
Из требования 2πS/πD ≤ 0,05 следует, что D ≥ 2S/0,05 = 40S, т. е.
минимально допустимый внутренний диаметр барабана должен равняться сорокакратной толщине листа, а радиус загиба – двадцатикратной. Таким образом, для листа толщиной 20мм барабан должен иметь внутренний диаметр не менее 800 мм.
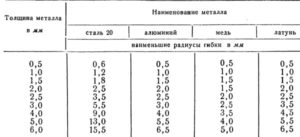
Минимальные радиусы гибки металла.
Согласно этому правилу можно составить следующую таблицу:
| Толщина листа в мм | 10 | 12 | 14 | 16 | 18 | 20 |
| Минимально приемлемыйдиаметр барабана в мм | 400 | 480 | 560 | 640 | 720 | 800 |
При загибании листа на диаметр меньший, чем указанное соотношение, необходимо полученное изделие отжечь подвергнуть низкому отпуску для уничтожения вредных последствии деформации и восстановления нормальной структуры металла или производить гибку нагорячо.
Согласно выработанным нормам, листы толщиною свыше 40 мм рекомендуется загибать при температуре красного каления (около 1000 – 1100°). Холодное загибание листов производится на особых листозагибных станках различных конструкций. Технология операции загиба или вальцевания листов тесно связана с конструкцией гибочных станков.
Статья оказалась полезной?! Поделись в соц. сетях! СПАСИБО!
Гибка листового металла
Для увеличения жесткости металлических конструкций применяют различные конфигурации изогнутого листа а в частности уголок гнутый. Он также используется для строительства вентилированных фасадов и во многих других областях. Угол гнутый получают из холодного листа металла путем гибки на листогибочном оборудовании.
Варианты изготовления гнутого уголка:
- Гибка листового металла на гидравлическом прессе — Полоса металла укладывается на нижний стол с матрицей. Под действием гидравлики сверху двигается пуансон. Прикладывая давление, происходит получение угла гнутого.
- Гибка листового металла на вальцах — Лист металла пропускается через вальцы. Постепенно сдвигая их при каждом проходе, получают угол гнутый. При таком методе гибки можно получать поверхности разной формы: цилиндрические, сферические, конусные и другие.
Основным условием при получении уголка гнутого является отсутствие изменений свойств металла при обработке. Как первый, так и второй способ оставляют структуру металла на местах сгиба неизменной. При этом лист металла может иметь толщину до 10 мм.
Гибка листового металла на гидравлическом прессе
Гибка листового металла представляет собой процесс обработки стального листа, в процессе которого им придается необходимая форма.
Стальной лист укладывают на гибочные матрицы нижнего стола. Стальной лист может иметь различную толщину до 10 мм и длину до 6 метров в зависимости от назначения. Под действием поршней цилиндров установленных на верхнем столе пуансоны приближаются к листовому металлу, уложенному на матрицах нижнего стола.
После контакта пуансона с листовым металлом сила давления начинает увеличиваться, и пуансон задавливается в металлический лист или в листовой металл , деформируя его вначале в области упругой деформации, а затем в области пластической деформации, что позволяет получить определенный изгиб листового металла.
Все те слои металла, что располагаются вдоль оси изгиба, по своим размерам остаются неизменными, поэтому все расчеты проводятся именно с ориентировкой на данные слои металла.Гибка стального листа в основном применяется для изготовления деталей различных форм методом холодной гибки(пример: гнутый уголок, гнутый швеллер и др.)
Гибка листового металла на вальцах
Известно много способов гибки заготовок в холодном и горячем состояниях. В основном используется гибка металла в холодном состоянии на гибочных машинах, листогибочных гидравлических прессах и трех- или четырех-валковых листогибочных вальцах.
На листогибочных вальцах выполняют вальцовку листовой стали для образования цилиндрических, конических, сферических и седлообразных поверхностей и кольцевую гибку (вальцовку) .На роликогибочных станках производят вальцовку уголков, швеллеров, труб и двутавровых балок.
Во избежание структурных изменений, появления значительного наклепа и полной потери пластических свойств стали, при холодной гибке заготовок, остаточное удлинение не должно выходить за границы предела текучести.
При изготовлении гнутых профилей на листогибочных прессах внутренние радиусы закруглений для конструкций из углеродистой стали, воспринимающих статическую нагрузку, должны быть не менее 1,2 толщины листа, а для конструкций, воспринимающих динамическую нагрузку, не менее 2,5 толщины листа. Для листовых деталей из низколегированных сталей минимальные значения внутренних радиусов закругления должны быть на 50 % больше, чем для углеродистой стали.
Листогибочные вальцы имеют три или четыре горизонтальных валка, на которых гнут листовую сталь, максимальная ширина которой 2100—8000 мм при максимальной толщине 20—50 мм. Наибольшее распространение имеют трехвалковые вальцы с пирамидальным расположением вальцов . Два приводных нижних валка вращаются в одном направлении.
Верхний валок перемещается по высоте и вращается в результате трения между валками и изгибаемым листом . Один подшипник верхнего валка может откидываться в сторону, для того чтобы можно было извлечь согнутую деталь. Перед гибкой листовых деталей цилиндрической формы подгибают оба торца листа на подкладном листе.
Подкладной лист должен иметь ширину, в 2 раза превышающую расстояние между осями нижних валков, а радиус гибки должен быть меньше на 10—17 % радиуса гибки детали с учетом упругой деформации стали.
Толщина подкладного листа обычно принимается 25—30 мм, однако она должна быть не менее 2-кратной толщины вальцуемого листа, а мощность вальцов должна быть достаточной для гибки листа в 3 раза больше, чем вальцуемый.
После подгибки подкладной лист снимают и приступают к вальцовке, для чего листы пропускают через вальцы несколько раз в обоих направлениях. Степень изгиба листа регулируется подъемом или опусканием верхнего валка .Оба способа позволяют выполнять гибку листа до 6 метров, металл может быть при этом как черный, так и нержавеющий. Большим преимуществом уголка гнутого можно считать возможность изготовления с самыми различными размерами полок. Уголок может быть симметричным, но возможно производства разнополочного с заданными параметрами.
Гибка листового металла длиной до 4 метров, толщиной до 16 мм на прессах AMADA. Сложные гибы. Выполняем заказы точно в срок!
Для изготовления деталей (изделий) методом гибки необходимо предоставить развертки на изделия, чертежи на изделия и заявку (спецификацию).
Минимальный радиус гибки прутка
Гибка — один из ключевых способов металлообработки. Технологический процесс позволяет из плоской прямолинейной заготовки получить изделие изогнутой формы. Один из видов гибки металла — радиусная.
Он подразумевает использование листогибочных прессов, которые способны придать листу или трубе нужный угол.
Гибка позволяет избежать штамповки и сварки, получать изделия необходимой формы за меньшую стоимость.
Рисунок 1 — Гибка по радиусу
Востребованность технологии «гибка металла по радиусу»
Методом гибки металла под углами и разными радиусами получают:
- элементы навесных фасадов;
- металлическую мебель;
- карнизы;
- детали интерьера;
- рекламные штендеры и др.
Рисунок 2 — Радиусная гибка швеллера
С необходимостью радиусной гибки металла часто сталкиваются в быту, при строительстве и ремонте. Например, когда требуется согнуть профильную трубу под определенным углом без лишних деформаций и изломов. Сделать это самостоятельно вряд ли получится.
Качественно выполнить работу можно только с помощью профессионального станка. Задача машин — совершение пластической деформации без порчи металла.
Технология позволяет учитывать характеристики заготовки и производить продукцию с разными техническими данными.
Как подготовить листовой металл к гибке по радиусу
Прежде чем использовать станки для радиусной гибки листового металла, важно правильно подготовиться к процессу:
- провести анализ характеристик будущего изделия;
- рассчитать усилие, которое требуется приложить;
- подобрать типоразмер оборудования;
- выполнить чертежи заготовки;
- рассчитать параметры деформации;
- спроектировать инструментальную оснастку.
Важный этап — подбор материала и проверка его на пригодность. Когда параметры гибки определены, нужно понять, подойдут ли для работы существующие заготовки. Для этого необходимо:
- определить пластические характеристики изделия, сверить результаты с реальными напряжениями, которые возникают при сгибании;
- определить минимальный радиус гибки листового металла, при котором риск образования трещин не велик;
- выявить возможность деформации заготовки после обработки давлением, особенно если конечная конфигурация отличается сложностью.
Результаты подобного исследования могут быть различными. Проверив все, специалисты выносят соответствующие решения:
- заменить заготовку на более пластичную;
- нагреть металл перед деформацией;
- провести разупрочняющую термообработку.
Важно: перед гибкой нужно определить наименьший угол, минимальный радиус, угол пружинения выбранного листа металла.
Как осуществляется гибка листового металла по радиусу
Гибочные операции — главные способы обработки листового металла. Сначала листы подготавливаются в гибочных станках на заготовительных участках. Часто заготовки разрезаются на штрипсы — полосы определенной ширины, которые затем деформируются согласно плану.
Рисунок 3 — Гибка листового проката
При выполнении радиусной гибки листового металла следует учитывать ряд особенностей:
- В результате обработки давлением металл становится волокнистым. Чтобы не появились трещины, гибку проводят поперек волокон. Также лист можно гнуть так, чтобы линия изгиба была под углом 45° к направлению волокон.
- Металл обладает текучестью. Если превысить ее предел, лист порвется.
- В месте гиба возникают изменения: металл истончается, деформируется в поперечном сечении, нейтральный слой смещается в сторону меньшего радиуса (изначально он расположен либо в середине, либо в центре тяжести).
Особые сложности возникают при работе с заготовками малого размера. Важно помнить следующее:
- при малом радиусе гибки деформация охватывает большую часть заготовки;
- при большом радиусе — такого эффекта нет.
Как выполняется гибка труб по радиусу
Понятие радиуса существует не только при гибке листового металла, но и при деформации труб. Использование специального оборудования позволяет сократить количество сварных швов и повысить качество монтажа.
Технология сгибания стальных труб позволяет полностью или частично деформировать заготовки. По внутреннему радиусу полый профиль испытывает сжимающую силу, а по внешнему — растягивающую. Процесс имеет свои особенности:
- при сгибании некоторые участки трубы могут деформироваться так, что нарушается соосность;
- радиальные силы, которые растягивают наружную стенку, могут стать причиной разрыва металла;
- сдавливающие тангенциальные силы, действующие на внутреннюю стенку, при неравномерном гибе могут стать причиной появления складок — гофрирования металла.
Чтобы согнуть трубу по радиусу, можно использовать два основных метода:
- холодный;
- с предварительным разогревом нужного участка.
Холодная гибка применяется для труб малого диаметра. Она подразумевает обязательное выяснение минимального радиуса сгибания.
Предварительный разогрев используется для повышения пластичности металла и снижения риска появления дефектов. Чаще всего данный способ применяется для труб крупного диаметра. На осуществление работ с предварительным разогревом нужно больше времени и трудозатрат.
Оба метода предполагают знание технологических процессов. Только при соблюдении соответствующих норм и стандартов можно осуществить радиусную гибку без образования трещин или складок на стенках.
Рисунок 4 — Радиусная гибка труб
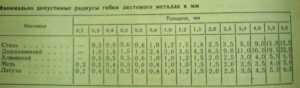
Радиусы гибки листового металла
При деформировании заготовок важно знать минимальные радиусы гибки листового металла. Для каждого элемента или сплава эти показатели разные. Если их не учитывать, заготовку легко испортить.
Теория гибки

×
Гибка до соприкосновения: После выбора нужного V-образного канала, поместите материал по обоим краям V канала. После установки шага хода, верхний инструмент начнет двигаться, гибка будет осуществляться до требуемого значения (30, 60, 75 и т.д. ).
Примите во внимание, что материал во время процесса гибки будет испытывать напряжение.Важные величины при выборе V канала:- Листы до 3 мм — 6-8 х S- Листы более 3 мм – 8-12 х SS — толщина гибочного листа.
Примечание: Эти значения так же учитываются при гибке короткого материала.
Требуемые для гибочного стола величины сопротивления, внутреннего радиуса и прочая информация находится в Инструкции.
Пример: Толщина листа 3 мм, ширина требуемого канала 25 мм, лист для гибки 18 мм. Внутренний радиус 4,2 мм и требуемое сопротивление 21 тонна. Будьте внимательны к следующим моментам при осуществлении гибки:
А – 3 точки для эффективной гибки. Это оба края нижнего инструмента и гибочный край верхнего инструмента.В – Гибочный лист (90) с механической обработкой.Верхний инструмент должен находиться под давлением по обеим сторонам пока не достигнет канала нижнего инструмента.Преимущества данного процесса следующие:1 – Нет необходимости использовать все тоннажное сопротивление Пресса.
2 – Возможность для гибки соответствующих толщин листов.3 – Один и тот же инструмент может использоваться на разных уровнях гиба.
Следующие допуски должны быть приняты во внимание при гибке до соприкосновения материалов старой формы, наклоненной назад:а – гибка с остроконечным инструментом +/- 2б – гибка со стандартным инструментом +/- 3с – гибка с инструментом с тупым концом +/- 5Разница в уровнях общей длины величины толщины гибки до соприкосновения:Пример: 2 мм толщина листа с 140 гиба.
Выбранный проем V канала: V: 8 х s: 8 х 2 : 16 ммКак видно из следующей таблицы, если мы примем за основу, что разница толщины общей длины материала 10 %, то это означает, что разница в уровне будет 2,5. Приведенные значения вычислены теоретически и на практике путем, указанным выше.
В СООТВЕТСТВИИ С ТАБЛИЦЕЙ DEHLER
2. ПРЕССОВАНИЕ С ИСПОЛЬЗОВАНИЕМ ИНСТРУМЕНТА
Для достижения хорошего результата на точных профилях, инструменты должны быть очень хорошего качества. В данной ситуации требуется высокий тоннаж.
Уровень прессования на данных станках уже задан, поэтому нет необходимости производить какие либо установки самостоятельно.
Преимущества: Так как минимизируется тенденция материала к возврату к прежней форме, разница уровней будет минимальной. Недостатки: высокий тоннаж и высокий гиб требуют дорогостоящего инструмента.
Гибка листа связана с величиной радиуса V канала и не связана с толщиной листа и длиной.При таких условиях радиус меньше чем радиус V канала.
3. СПЕЦИФИКАЦИЯ НА ЛИСТЫ МЕТАЛЛА, ИМЕЮЩИЕ ТЕНДЕНЦИЮ К ВОЗВРАТУ К ПРЕЖНЕЙ ФОРМЕ ВО ВРЕМЯ ГИБКИ ДО СОПРИКОСНОВЕНИЯ
Как известно, листы металла имеют свойство принимать прежнюю форму из-за эластичности материала.Это связано со следующим:А – требуемые стандартом пропорцииБ – МатериалоемкостьВ – Покрытие материала
С – Содержимое
P: Сопротивление давлению (тонн)L: Длина листа (мм)R: Сопротивление (кг/мм2)s: Толщина листа (мм)V: Расстояние канала
Пример:
Длина листа: 1000 мм Сопротивление: 42 кг/мм2
Если ширина V канала: 8 х S выбрана, то тогда получается следующее значение.
С этой формулой нет необходимости производить оставшиеся калькуляции для нахождения сопротивления давлению (тоннаж).Длина: 2500 мм Толщина листа: 2 мм Сопротивление: 45 кг/мм2 Подходящее сопротивление давлению 2,5 х 8 х 2: 40 тонн, как показывает последний пример, жесткость материала в 40-45 кг/мм2 требует сопротивления в 2,5 мм.
Если Гибочный пресс используется вне его возможностей, это может нанести вред инструменту и материалу. Когда лист гнется с сопротивлением более 40 кг/мм2, в таком случае, как показывает практика, к полученному значению нужно добавить 10%.
На жестком материале это значение 10-12 х S и из-за жесткости материала возможность появления повреждений предупреждена.
135 – Разница углов, которая может произойти из-за проема V-образного канала.
4. ДИАГРАММА ГИБА
Вместимость (тонн) L: — длина листа (мм) (L=1000мм)R: — Внешний радиус (мм)Предел прочности на разрыв (кг/мм2)V: — Расстояние шаблонаP: — Необходимый тоннаж (тонн)Н: — Минимальная длина листа гиба (мм)S: — Толщина листа (мм)
5. ВАЖНЫЕ СВЕДЕНИЯ ДЛЯ ГИБА
Рисунок 1: Рисунок показывает максимальный тоннаж, разрешенный для определения длины гибки.TS: — Общая длина листа.
Рисунок 2: — Когда Вам необходимо произвести короткие гибы, как показано на рисунке 2, следует гнуть материал одинаковой длины на обоих концах станка.
Расчет гибки металла. Гибка толстого металла. Минимальные радиусы гибки металла

Расчет гибки металла. Гибка толстого металла. Минимальные радиусы гибки металла. 4.25/5 (84.95%) проало 105
И котельном производстве необходимо в большом количестве изготовлять изделия цилиндрической, конической, сферической и равных других форм преимущественно из листового, а также из профильного металла. Для этого материал должен подвергаться гибке, которая может быть выполнена холодным и горячим способом.
Гибка металла по радиусу
Гибка — один из ключевых способов металлообработки. Технологический процесс позволяет из плоской прямолинейной заготовки получить изделие изогнутой формы. Один из видов гибки металла — радиусная.
Он подразумевает использование листогибочных прессов, которые способны придать листу или трубе нужный угол.
Гибка позволяет избежать штамповки и сварки, получать изделия необходимой формы за меньшую стоимость.
Рисунок 1 — Гибка по радиусу
Максимальный радиус гибки листового металла
Понятия максимального радиуса гибки нет. Если специалист точно знает, какой минимальный радиус гибки листового металла, значит, любые более крупные варианты подходят.
Расчет радиуса гибки листового металла
Из выше написанного следует, что расчет радиуса гибки листового металла, основывается на его параметрах. В учет берется материал изготовления, толщина изделия, способ изготовления заготовки, а также пожелания заказчика. Последние напрямую зависят от того, какое изделие необходимо получить.
ГОСТ радиуса гибки листового металла
Поможет определить радиус гибки листового металла ГОСТ и другие отраслевые стандарты. Например, для листовых материалов из сталей разработан ОСТ 1 00286-78.
Этот документ устанавливает расчетную формулу, необходимую для определения минимального радиуса сгиба изделий толщиной до 3 мм.
А в ГОСТ 17040-80 можно найти формулу для определения минимально допустимого радиуса сгиба за одну операцию штамповки при свободной гибке материала толщиной 4 мм.