Рассверлить отверстие в металле
Как сделать отверстие в металле большого диаметра? — Станки, сварка, металлообработка

Сверление больших отверстий не составляет проблем, если правильно подобрать инструмент. Например, проведение таких работ может быть необходимо для закрепления швеллера или металлического уголка.
Проще всего использовать электродрель, но для получения отверстия диаметром, например, 15 мм требуется приложить много усилий.
Чтобы просверлить в металле отверстие большого диаметра, используются специальные приспособления и технология корончатого сверления.
Особенности создания
Во время сверления необходимо учитывать, что корончатая или ступенчатая конусная насадка должна подбираться таким образом, чтобы она имела меньший диаметр, чем создаваемое отверстие.
При использовании различных инструментов также необходимо учитывать их особенности. Например, при рассверливании конусными изделиями получаются ровные кромки.
Приспособления для дрелей
Существует несколько приспособлений для дрелей, которые позволяют облегчить процесс и сделать большое отверстие ровным:
- Кондуктор для сверления. Такое приспособление представляет собой корпус, в котором имеется несколько втулок направляющих для сверл разного диаметра. Материал, используемый для создания втулок, имеет большую твердость, чем сверла, поэтому можно не беспокоиться о том, что инструмент при бурении начнет отклоняться в сторону и расширит дыру.
- Направляющая для дрели. Подобное изделие позволяет зафиксировать инструмент таким образом, чтобы во время сверления он не отклонился в сторону. При отсутствии такого изделия инструмент может уйти в сторону, что приведет к созданию неровной кромки. Также его можно закрепить под углом. Но при сверлении металлических изделий обычно это не требуется.
- Стойка для дрели. Подобное изделие, сделанное своими руками, может являться недорогой заменой сверлильного станка, так как позволяет более комфортно осуществлять проведение работ. Закрепленный инструмент при использовании стойки движется по штанге с помощью рычага. При этом полностью исключено смещение, так как просверливаемая заготовка надежно удерживается благодаря наличию струбцины.
Используя указанные изделия, можно значительно облегчить процесс высверливания металлических изделий.
Особенность глубоких отверстий
Чтобы просверлить в металле глубокое отверстие лучше всего использовать токарный станок. Во время данного процесса обязательно производить охлаждение. При этом стружка должна принудительно отводиться. Периодически инструмент извлекается из заготовки для удаления стружки.
При работе без специализированных приспособлений не стоит утапливать насадку более чем на 2/3 ее длины. Для охлаждения в процессе работы необходимо использовать воду. Если работа производится за несколько подходов, не допускается изменение угла.
Особенность отверстий большого диаметра
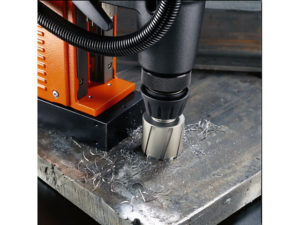
Данная процедура является более сложной, чем глубокое сверление. Работы по вырезанию осуществляются либо при использовании коронки, либо при помощи конусного сверла. Коронки для металла похожи на изделия для бетона и гипсокартона. Отличие заключается только в материале, используемом при создании режущей кромки.
Также сверление может производиться стандартными изделиями в несколько этапов. Для этого сначала используется насадка небольшого диаметра. Затем осуществляется выбор более крупного инструмента.
Наиболее удобным способом является использование конусных сверл. Такие приспособления позволяют за один подход рассверлить отверстие большого размера. Для этого инструмент просто утапливается в материал.
Сверление без лишних хлопот
Во время работы можно использовать насадку небольшого сечения, а также использованный зачистной круг для болгарки. Важно помнить, что он должен иметь меньший диаметр, чем создаваемое отверстие.
Перед проведением работ на заготовке размечается окружность для отверстия, а вторая окружность будет меньше первой на расстояние, равное диаметру используемого сверла. После этого в противоположных местах окружности намечаются 2 отверстия. От них необходимо отступить 3 мм и наметить места для сверления.
Таким образом сверление происходит по всей начерченной окружности. При необходимости подработки некоторые участки придется обработать зубилом. В результате создадутся зазубренные края, которые затем нужно будет обточить. Важно следить, чтобы во время проведения работ не происходило увеличение окружности, т. е.
не расширять запланированный диаметр.
Конусное сверло
Изготавливаются описываемые типы сверл из инструментальной стали. Хвостовики таких изделий могут быть шестигранными и цилиндрическими. Режущая кромка снимает все заусенцы, поэтому кромка получается ровной. На конце сверлильной головки имеется заточенная вершина, которая позволяет производить предварительное сверление материала.
Используя такие изделия можно:
- производить создание пропилов диаметром до 30 мм;
- забыть о неровных краях;
- проводить растачивание различного диаметра, не меняя насадку.
Благодаря ступенчатым сверлам можно создавать пропилы различного диаметра в листовой стали толщиной до 4 мм. В отличие от простого конусного сверла при использовании таких изделий просверленный диаметр является фиксированным.
К недостаткам можно отнести:
- необходимость в применении инструмента с малыми оборотами и высоким крутящим моментом;
- чувствительность даже к небольшим перекосам.
Несмотря на указанные недостатки, данная насадка позволяет удобно работать с металлическими пластинами, быстро высверливая окружности нужного диаметра.
Коронка по металлу
Обработка металла является сложным процессом, поэтому подобные работы обычно производятся при использовании специализированного оборудования. Чтобы производить работу в бытовых условиях, можно использовать корончатые сверла.
Подобные изделия позволяют сделать края круглыми и отцентрированными. При этом для сверления используется стандартная дрель. Изделия состоят из нескольких частей:
- коронка;
- центровочная насадка;
- хвостовик изделия;
- винты, которые необходимы для закрепления.
При использовании корончатого сверла скорость проведения работ увеличивается до 10 раз. Также к преимуществам можно отнести возможность точно сверлить в диапазоне от 1,2 до 15 см.
При этом во время сверления не нужно производить центровку. Также стоит отметить, что такие сверла по сравнению со спиральными имеют более высокую износоустойчивость.
Перед началом работы производится установка центровочного сверла в центр окружности, после чего и осуществляется сверление. После этого происходит втягивание сверла и работа осуществляется коронкой.
Пресс для отверстий
Одним из распространенных способов является пробивка при помощи специального пресса. Это происходит следующим образом:
- Сначала заготовка укладывается на стол пресса и захватывается несколькими зажимами.
- Затем металл перемещается под пробивной инструмент. На данном этапе происходит дополнительное закрепление материала при помощи прижимного кольца.
- На последнем этапе и происходит пробитие при помощи пуансона.
В револьвере может быть несколько насадок различного диаметра, что позволяет быстро создавать пробоины разного диаметра. Такое оборудование обычно не применяется для работы с металлом в бытовых условиях.
Если работы планируется производить в домашних условиях, следует выбрать универсальный инструмент. Это позволит легко обрабатывать металл, не заботясь о приобретении дополнительных деталей. Подробно с технологией процесса познакомит представленное видео.
Как и чем просверлить отверстие в металле?
Сверлить металл дрелью несколько сложнее, чем дерево, кирпич или бетон. Есть и некоторые особенности.
Технология сверления и рассверливания отверстий

Сверление отверстий в заготовках и деталях может осуществляться как по разметке, так и по кондуктору. При выполнении работ следует придерживаться определенных рекомендаций:
- При сверлении сквозных отверстий нужно обратить внимание на способ крепления заготовки. В тех случаях, когда ее крепят на столе, используют подкладку, благодаря которой будет возможен свободный выход режущего инструмента после обработки.
- Подводку режущего инструмента к обрабатываемой заготовке выполняют после того, как будет включено вращение шпинделя. Во время подводки следят за тем, чтобы нагрузка на сверло при соприкосновении с поверхностью заготовки была минимальной.
- Остановку шпинделя необходимо производить после того, как сверло вышло из материала. Если остановить вращение шпинделя до выхода сверла, то это с большой долей вероятности приведет к повреждению режущей кромки самого сверла.
- Если во время процесса сверления заготовки возникают посторонние шумы, вибрации, которые возникают при нарушении технологии или деформаций сверла, то следует сначала вывести режущий инструмент из заготовки, а потом остановить вращение шпинделя и работу станка.
- Для высверливания отверстий с глубиной в 5 раз больше, чем его диаметр, во время выполнения работы следует время от времени выводить сверло из обрабатываемой заготовки. Это требуется, во-первых, для удаления стружки, а, во-вторых, для смазки, что способствует защите сверла от поломок и затупления.
- При выполнении операций по сверлению больших отверстий с диаметром свыше 25 мм обработку следует выполнять в поэтапно, включая рассверливание/зенкирование.
- Сверление деталей из стальных или других сплавов с большой вязкостью выполняют с применением СОЖ для защиты сверла от износа.
- Сверлить заготовки необходимо только в тех режимах, которые указываются в технологических картах или справочных таблицах.
Сверление по разметке
Рис. 1. Сверление отверстий по разметке:
а – разметка и кернение центра отверстия; б – разметка и кернение контрольной окружности; в – увод сверла от центра отверстия; г – исправление направления сверла; 1 – след от кернера; 2 – канавка от предварительно просверленного отверстия; 3 – обработанное отверстие
Данный вид обработки заготовок выполняется в несколько этапов:
При предварительном сверлении высверливают небольшое отверстие (0,25d). Далее отводят шпиндель со сверлом для проверки подготовленного отверстия с исходной разметкой.
При удовлетворительном результате предварительного сверления (рис. 1, б) осуществляют окончательную обработку, для чего продолжают работу до выхода режущего инструмента из детали.
В случае возникновения скоса и ухода высверливаемого отверстия (рис. 1, в) выполняют корректировку посредством крейцмейселя — прорубаются канавки в том направление, куда необходимо сместить отверстие (рис. 1, г).
Благодаря направляющим для сверла задается направление в нужную сторону для исправления скоса.
Сверление по кондуктору
Кондукторы предназначены для направления режущего инструмента станка во время операций по высверливанию, а также для фиксации детали с учетом заданных требований. Применение специальных конструкций позволяет задать направление, повысить точность при обработке деталей. При сверлении мастер производит установку кондуктора и заготовки, удаляет их, а также вкл/выкл подачу шпинделя.
Сквозные и глухие отверстия
При обработке деталей выделяют 2 типа отверстий:
- сквозные, которые проходят насквозь по всей толщине обрабатываемой заготовки;
- глухие, высверливание которых выполняется на заданную длину.
Сверлениесквозных отверстий значительно отличается от высверливания глухих отверстий. Во время высверливания отверстий первого типа при выходе режущего инструмента из заготовки сопротивление обрабатываемой детали снижается скачками.
Нужно помнить, что если скорость вращения шпинделя во время выхода сверла не уменьшить, то это может привести к заклиниванию и, как правило, поломкам режущего инструмента.
Нередко это происходит во время обработки заготовок малой толщины, где требуется просверливание как прерывистых отверстий, так и отверстий, располагающихся под углом 90˚ относительно друг друга.
По этой причине операция сверления в данных случаях выполняется на большой скорости подачи шпинделя. Ближе к концу просверливания следует отключить скорость передачи и выполнить досверливание уже вручную с меньшей скоростью.Сверление заготовок с ручной подачей режущего инструмента выполняется также со снижением скорости подачи до выхода сверла. При этом обработка выполняется плавным образом, без рывков.
Глухие отверстия получают одним из трех способов:
- В случае, если станок оснащен специальным устройством для автоматического отключении скорости при достижении режущим инструментом определенной глубины, то перед выполнением операции сверления его настраивают соответствующим образом на конкретную глубину.
- В случаях, когда на станке не предусмотрены данные устройства, определить глубину обработки можно посредством применения патрона (рис. 2, а), у которого имеется возможность регулировки упора. Втулка перемещается и устанавливается на конкретную глубину обработки. При помощи патрона можно добиться точности глубины 0,1-0,5 мм.
Рис. 2. Приспособление для ограничения движения подачи шпинделя:
а – патрон с регулируемым упором; б – упорное кольцо; 1 – корпус патрона со сверлом; 2 – упорная втулка; 3 – кондукторная втулка
- В тех случаях, когда высокая точность не требуется, можно применять упор в виде втулки, который закрепляется на режущем инструмента (рис. 2, б). Подача шпинделя осуществляется до момента углубления сверла в детали до заданной отметки.
Кроме того, глубину во время сверления глухих отверстий в заготовках можно проверить и при помощи специального инструмента — глубиномера. Однако в данном случае возникают дополнительные временные затраты, поскольку во время сверления необходимо будет выводить режущий инструмент из отверстия.
Рассверливание отверстий
Для выполнения операций по сверлению отверстий, диаметр которых составляет с диаметром свыше 25 мм сверление проводят в 2 этапа. Первым этапом сверлят отверстие режущим инструментом меньшего диаметра, а потом — сверлом того диаметра, который необходим для данного отверстия.
Следует учитывать, что диаметр меньшего отверстия следует выбирать таким образом, чтобы он был примерно равен длине режущей кромки 2-го сверла. Такое значение выбирается для того, чтобы значительно снизить силу резания во время обработки детали режущим инструментом большего диаметра.
Для данной операции режущий инструмент подбирается с учетом минимального диаметра отверстия. Стоит помнить, что рассверливанию подвергаются только те отверстия, которые были получены посредством предварительным сверления.
Выполнять рассверливание в случае, когда отверстия были получены штамповкой и другим способами крайне нежелательно, поскольку при этом велика вероятность ухода сверла. В остальном правила и техника безопасности рассверливания совпадают с правилами и техникой безопасности при сверлении отверстий.
Рассверлить отверстие в металле — Справочник металлиста

Сверление больших отверстий не составляет проблем, если правильно подобрать инструмент. Например, проведение таких работ может быть необходимо для закрепления швеллера или металлического уголка.
Проще всего использовать электродрель, но для получения отверстия диаметром, например, 15 мм требуется приложить много усилий.
Чтобы просверлить в металле отверстие большого диаметра, используются специальные приспособления и технология корончатого сверления.
Сверление отверстий в металле технология инструмент способы
Рассверливание металла — это одна из многочисленных операций, которая часто выполняется при слесарных работах. Сверление производится для различных разборных/неразборных соединений, когда требуются определенного диаметра отверстия для заклепочных, болтовых либо шпилечных креплений.
Сам по себе металл — высокопрочный материал, поэтому при работе с ним независимо от того, требуется его рассверлить или прорезать, используются режущие инструменты, которые намного прочнее его.
Сверление металлических деталей может производиться как в специальных промышленных мастерских, так и в домашних условиях при проведении различных ремонтных работ, в гараже или небольшой мастерской.
Для домашнего сверления обычно используется ручная электродрель.
Технология сверления
Просверливание отверстий в металлических заготовках или деталях — это определенная технология снятия тонких многочисленных слоев металла сверлом, вращающимся вокруг своей оси. При этом главным условием сверления является удержание сверла, закрепленного в патроне дрели, четко в перпендикулярном положении по отношению к просверливаемой заготовке.
Особенно это важно при сверлении толстого металла. Если во время работы сверло отклонится по отношению оси просверливаемого отверстия, оно просто сломается.
Чтобы этого не произошло, дрель должна быть жестко зафиксирована.
Для этого предусмотрены специальные приспособления, которые можно купить в магазине для инструментов или изготовить своими силами.
Сверление точных отверстий в металле дрелью. Секреты мастерства
Всем доброго настроения! Сегодня рассмотрим вопрос — сверление точных отверстий дрелью в сплошном металле. Тема может показаться достаточно простой но все же, тут есть определенные секреты мастерства, овладев которыми вы будете сверлить отверстий с особой легкостью.
Сверление отверстий в металле с помощью дрели и специальных приспособлений
В домашних условиях часто приходится сталкиваться с необходимостью сверления отверстий в металле для установки крепежных деталей и других механических частей.
Хотя с помощью обычной ручной электродрели в некоторых случаях можно достаточно точно просверлить отверстия, однако для получения высокого качества работы следует использовать вертикально-сверлильный станок.
Для изменения скорости вращения станка надо переставить приводной ремень с одного шкива на другой.
Выбор сверла
Независимо от используемого сверлильного устройства, размер и форма просверленного отверстия определяются используемым сверлом. Цилиндрическое отверстие (иногда геометрически не совсем правильное) высверливается обычно спиральным сверлом.
Это сверло представляет собой остроконечный металлический цилиндр со спиральным каналом, идущим вдоль оси сверла. В мягких металлах, например в алюминии и меди, такие сверла часто высверливают отверстия с зазубренными краями.
Для сверления таких металлов можно использовать сверло для листового материала, которое выполнено в виде конуса и имеет сбоку одну режущую кромку.
Отверстия в металле всегда следует сверлить с помощью высокоскоростных сверл. Изготовленные из самых твердых сталей, эти сверла имеют диаметр от 0,5 мм до 25 мм и более.
Маркировка сверл и особенность конструкции
Одним из вариантов маркировки сверл (соответственно размерам) является указание на них диаметра в миллиметрах.
Для сверления углублений большого размера можно установить вместо сверла кольцевую пилу — цилиндр с зубьями, который может вырезать отверстия размером до 150 мм и глубиной до двух третей высоты самой пилы.
Можно также использовать специальное сверло, отличающееся от обычного наличием удлиненной Г-образной режущей кромки. Выпускаются специальные сверла для сверления конических или цилиндрических углублений под головки крепежных деталей, например, болтов, заклепок или шурупов.
Читайте еще: Наладка и настройка универсального фрезерного станка
Для придания высверленному отверстию точных геометрических размеров, при условии, что диаметр этого отверстия не превышает 35 мм, необходимо обработать его разверткой. Такая обработка выполняется вручную или на станке.
Ручные развертки представляют собой прямые сверла с четырьмя или более режущими кромками, которые по мере вращения постепенно обрабатывают внутреннюю поверхность отверстия.
Станочные развертки устанавливаются в вертикально-сверлильных станках.
Точное сверление металла на станке
При сверлении точных отверстий всегда следует использовать специальную смазочно-охлаждающую жидкость, которая уменьшает трение, и охлаждает сверло при работе.
Кроме того, необходимо использовать струбцины и тиски для точной неподвижной установки обрабатываемого изделия.
Дни маркировки места сверления следует использовать кернер, с помощью которого в месте сверления делается не большое углубление.При сверлении на станке для определения положения отверстия нужно провести с помощью линейки две короткие линии, пересекающиеся под прямыми углами в центре отверстия. Для предотвращения соскальзывания сверла необходимо с помощью кернера и молотка сделать небольшое углубление в найденном центре.
Определение параметров вращения инструмента
Определить необходимую скорость вращения и установить на станке вращение с этой скоростью. Для установки скорости вращения необходимо открыть крышку кожуха и ослабить натяжение ремня, отвинчивая ручку, закрепляющую двигатель в кожухе.
Для изменения скорости двигатель подвигается вперед и переставляется ремень с одного уровня шкивов на другой в соответствии с необходимым изменением скоростей, которые определяются из фирменной таблички или инструкции по эксплуатации.
Наименьшая скорость достигается при размещении ремня в самом нижнем положении – между самым маленьким шкивом двигателя и самым большим шкивом шпинделя. Наоборот, самая большая скорость достигается, когда ремень устанавливается в самых верхних шкивах.
Далее необходимо убедиться, что ремень натянут в горизонтальном положении между шкивами, передвинуть двигатель в исходное положение и затянуть ручку, крепящую двигатель в кожухе.
Читайте еще: Виды и назначение токарных резцов по металлу
Настройка инструмента и приспособления
Перед началом сверления сверло устанавливается в патроне и затягивается.
Не следует забывать о регулировке вертикального перемещения шпинделя, опуская сверло вдоль заготовки и перемещая стопор в нужную точку на градуированной шкале перемещения стопора.
Шпиндель поднимается на высоту, достаточную для установки под сверлом заготовки, фиксируется в этом положении. Заготовка передвигается так, чтобы намеченное отверстие оказалось точно под сверлом. До начала сверления заготовка надежно зажимается.
Впоследствии необходимо опустить фиксатор гильзы шпинделя и включить сверлильный станок. Выдавить каплю охлаждающе-смазочной жидкости на углубление, опустить рычагом сверло и начать сверление. В процессе работы следует прилагать равномерное давление. Для удаление стружек и опилок используется щетка.
Появление из высверливаемого отверстия дыма указывает на необходимость проверить цвет металлических стружек. Они должны быть белыми или соломенно-желтыми. Голубой цвет означает перегрев. В этом случае нужно добавить смазочно-охлаждающую жидкость или уменьшить скорость вращения.После окончания сверления необходимо медленно отпустить рукоятку подачи и выключить станок.
Сверление точных отверстий ручной дрелью в металле
Если нет необходимости соблюдать точность при сверлении отверстий, которую обеспечивает вертикально-сверлильный станок, можно использовать мощную ручную электродрель. Однако если эта дрель не является многоскоростной, то при сверлении отверстий в металле ее следует включать на непродолжительные периоды времени путем кратковременных последовательных нажатий на выключатель.
Залог успеха в большинстве случаев зависит от того как держать дрель. Перед началом сверления заготовка зажимается в тиски или прижимается крепко к столу. Затем, не включая дрели, устанавливается конец сверла на точку, нанесенную кернером. Для того чтобы увеличить исходную точку, можно нескольку раз вручную повернуть патрон дрели, нажимая на сверло.
После нанесения смазочно-охлаждающей жидкости включатся напряжение. Корпус дрели удерживается неподвижно левой рукой, правой рукой прижимается сам инструмент, когда дрель начнет увеличивать обороты. По возможности рядом с дрелью ставится вертикальный угольник, чтобы облегчить установку сверла в вертикальное положение.
Это обеспечит более удобное сверление точных отверстий.
Читайте еще: Токарная обработка. Основные виды.
Если сверло не может углубиться в поверхность металлической заготовки, с помощью кернера наносится второе, большее, углубление в нужной точке.
Техника безопасности при работе с ручной дрелью
При работе с дрелями нельзя пренебрегать правилами техники безопасности. Для предотвращения опасности несчастных случаев при сверлении металлических изделий необходимо строго придерживаться следующих указаний:
- запрещается сверлить изделие, которое удерживается только руками;
- запрещается работать с распущенными длинными волосами или в не застёгнутой свободной одежде, а также в перчатках, поскольку существует опасность захвата материала перчаток сверлом;
- не следует пренебрегать защитными очками;
- до включения станка следует убедиться в том, что сверло в патроне туго затянуто, а ключ вынут.
Рекомендую к просмотру вот это видео, для закрепления материала:
Пожалуй на этом закончим. Сверление точных отверстий в металле, пригодится не только в домашнем обиходе но и при выполнении производственных задач.
Всем пока! Пишите свои комментарии и делитесь статьей через социальные сети, нажимая кнопочки внизу.
С вами был Андрей!