Ручная гибка листового металла
Как сделать ручной листогиб своими руками: чертежи с пошаговым описанием и видео работы

Где берут детали из металла различных форм? Ответ — покупают готовыми либо изготавливают самостоятельно.
Готовые металлические детали намного дороже себестоимости металлического листа, а чтобы изготовить их самостоятельно, нужен специальный станок.
Листогибочный станок можно изготовить своими руками, имея в наличии некоторые инструменты, материалы и, конечно, те самые «золотые руки». и чертежи, представленные в нашей статье, тоже вам пригодятся.
Не проще ли купить листогиб?
Наиболее насущный вопрос – цена листогибочного станка. Стоимость заводского листогибочного оборудование высока. Целесообразна такая затрата только в случае, если вы приобретаете такой станок для заработка, в противном случае он себя не окупит.
Кроме того, большая часть станков такого плана рассчитана на то, чтобы гнуть листы шириной до 3 м. Универсальным такой агрегат не назовешь, во-первых, он войдет не в любой гараж, во-вторых, механический привод неудобен для тонких работ, а гидравлика сложна и дорогостояща. В-третьих, затраты энергии для изготовления небольших деталей не оправдают себя.
Остается лишь вариант с ручным приводом, который можно изготовить своими руками!
Простейший станок-листогиб своими руками
Сооружение самодельного ручного листогиба сэкономит ваши деньги и будет настоящей находкой всякий раз, когда нужно иметь дело с листовым железом. Благо в интернете можно найти самые разные чертежи с описаниями. Все предлагаемые модели разные, но можно найти общее в конструкции всех вариантов любого листогибочного станка:
- Прижим;
- Обжимной пуансон;
- Ручка-рычаг;
- Основания.
Кстати, все детали вовсе не обязательно изготавливать из металла, можно использовать и дерево. Прочности древесины достаточно, чтобы обработать тонкие алюминиевые или железные листы. Обычная древесина для этого, конечно, мягковата, лучше брать твердые породы вроде дуба, ясеня, ореха и т.д. Но на крайний случай простейшего гаражного листогиба подойдет и сосновый материал.
За основу возьмите представленные чертежи:
- Укрепляем дерево металлическими уголками или листами металла;
- Где потребуется настоящая прочность, так это петли для станка, при помощи которых двигается его сгибающее звено;
- Если сгибающее звено будет приличного размера, то вам не понадобится даже утяжеляющая рама, чтобы оказывать нужное давление на тонкий металлический лист;
- Обжимной пуансон следует фиксировать барашковыми гайками, главное, положить под них шайбы;
- Для работы с листами разной толщины можно сделать заготовки нескольких пуансонов, у которых пазы разной толщины;
- Чтобы гнуть металлические листы под 90 градусов, нужно оборудовать ограничительную поверхность с наклоном около 5 градусов. Иначе идеально прямой угол сделать будет невозможно.
Секрет! Чтобы делать точные изгибы, нужно в предполагаемом месте изгиба сделать надпил, который будет направлять процесс в нужное русло.
Ручной листогиб для толстых листов своими руками
Для изготовления деталей из тонколистового металла сгодиться и самый простой вариант из дерева и минимума металлических элементов. Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.
Материалы
Материал для ручного листогиба:
- Для основания подойдет швеллер №6,5 или №8;
- Для прижима берем швеллер №5;
- Для пуансона нужен уголок №5 с максимально толстыми стенками;
- Для ручки-рычага подойдет арматура диаметром в 15 мм;
- Прут в 10 мм, листовой металл для «щечек».
Хотя конструкция по своему принципу не отличается от первого варианта, тут не обойтись без сварочного аппарата.
Последовательность работ
Приступаем к выполнению работ:
- Пуансон нужно сделать примерно на 5 мм короче, нежели основа;
- Отверстия для болтов в прижиме высверливаются четко по оси, на расстоянии 30 см от краев;
- Из арматуры выгибается ручка-рычаг в виде скобы. Ручку нужно приварить к уголкам с двух концов;
- На концах заготовок для пуансона и основания нужно выполнить фаску параметрами 7*45° . Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону;
- Привариваем прут к пуансону таким образом, чтобы его ось совпала с ребром уголка;
- Завершительный этап – это приваривание «щечек» из листовой стали. Но для начала нужно вычислить их точное расположение. Для этого производиться проверочная сборка – пуансон и основание зажимают в тиски так, чтобы рабочая часть пуансона (из уголка) и стенка основания (из швеллера) находились в одной плоскости, но с зазором в 1 мм при помощи, например, картонного листа;
- Щечки накидываются на оси пуансона и точечно прихватываются сварочным аппаратом. Теперь проводим тестовую гибку какого-нибудь тонкого листа металла. В это время производится регулировка положения щечек относительно основания – теперь их можно приварить капитально;
- В основании просверлите отверстия около 8,5 мм при помощи заготовки с отверстиями как направляющей и нанесите резьбу М10. В эти отверстия будут завинчены зажимные болты, на которые надеваются гайки и сразу же привариваются к основанию;
- Теперь болты вывинчиваются и вставляются в более широкие (10,5мм) отверстия прижима. На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.
Окончательная обработка деталей
Некоторые рекомендуют просто пройтись по прижиму напильником или, что еще более диковинно, болгаркой. Однако вы должны осознавать, что такая обработка плоскости прижима не даст идеальной точности – допустимая неровность этого элемента всего 0,2 мм. Напильником такой точности не достичь, а при некачественной обработке ваши листы после гибки будут волнистыми.
Для домашнего пользования это еще сгодится, но если вы решили профессионально выполнять какие-либо работы, то это недопустимо. Выход один – отдать прижим на фрезеровку, но делать это нужно после окончательной сборки. Когда все нюансы, которые могли проявиться, уже проявились, тогда фрезеровка действительно поможет все выровнять все до приличного результата.
Как видите, в условиях гаража можно выполнить замечательные ручные листогибочные станки.
Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами.Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко.
- Фёдор Ильич Артёмов
- Распечатать
Листогибочный станок своими руками: 7 шагов к осуществлению задуманного — Ремонт квартиры своими руками: школа ремонта для новичков и не только
Гибочный станок для листового металла вполне можно изготовить в домашних условиях. Такое оборудование нужно далеко не каждому домашнему мастеру, но зато тем, например, кто занимается кровельными работами, он поможет в значительной мере увеличить собственный заработок. А для кого-то, возможно, и вовсе станет первым станком будущего завода.
Фото самодельного листогибочного оборудования
Причины, по которым стоит собственноручно собрать листогиб
Почему вообще следует браться за изготовление столь непростого оборудования своими руками? Чтобы ответить на этот вопрос, давайте пойдём от обратного и рассмотрим альтернативные методы получения ендов, коньков, желобов водосточных труб, карнизных планок и иных фрагментов кровельных конструкций.
Пример металлического желоба, изготовленного при помощи листогиба
Хотя, сразу хочу отметить, что это далеко не единственная отрасль, где требуются изделия, создаваемые путём гибки железа. Просто сейчас для наглядности коснёмся именно её.
Обойтись вообще без станка
Тут есть два варианта действий:
- Покупка готовых образцов, которые значительно превосходят в цене листовой металл и даже трудовые затраты, необходимые для его обработки. То есть, это попросту отказ от ощутимой части заработка в пользу промышленных заводов;
В магазине есть готовые решения, но за них заплатить придётся намного дороже
- По старинке использовать для получения нужных форм выколотку. Но это приведёт к немедленной потере многих клиентов, которые предпочитают продукцию без кондового вида. Современный рынок очень жесток в этом плане: все хотят и качественно, и красиво.
К тому же и сама работа с выколоткой является достаточно трудоёмким процессом
Купить готовый станок
Давайте рассмотрим гипотетическую ситуацию в цифрах. В среднем ручной листогиб может обойтись вам в 1500-2000 долларов США. В теории на нём получится превратить за пару дней тонну оцинкованного железа толщиной 0,55 мм и стоимостью 1000 долларов США в 250 квадратных метров профнастила, которые оцениваются уже в 1400 тех же самых денежных единиц.
Примеры готовых листов профнастила
Вроде бы всё выходит красиво, а в уме уже подсчитывается не то что окупаемость покупки, а колоссальные прибыли, получаемые в дальнейшем.
Но, к сожалению, всё не так радужно на практике, где на вашем пути встанут следующие сложности:
- Углы при прокатке профнастила очень часто выходят перетянутыми, в результате чего требуется повторение операции. Это уже приводит к увеличению теоретических сроков работы;
- Возможны нарушения межкристаллитных связей металла. Через время в таких местах начинает ползти трещина. Переделывать такой брак придётся вам уже за свой счёт.
Линия же, которая лишена таких проблем, стоит уже в районе 20000 долларов США, которые окупить будет ещё сложнее. Плюс это всё касается того случая, когда у вас есть сбыт изготавливаемой продукции. А если вам лишь время от времени необходимы определённые изделия для выполнения заказа по кровельным работам, то о рентабельности даже самого дешёвого покупного оборудования не может быть и речи.
Для наглядности и возможности поразмыслить над данным вопросом самостоятельно приведу вам примеры некоторых конкретных моделей станков, которые можно купить уже в готовом виде:
- Модель «Tapco Max 20-08»:
| Параметр | Описание |
| Длина гибки | 260 см |
| Максимальная толщина используемых металлических листов | 0,7 мм |
| Максимальная толщина используемых алюминиевых листов | 1 мм |
| Максимальная толщина используемых медных или цинковых листов | 0,8 мм |
| Максимальный угол осуществляемого изгиба | 180 градусов |
| Глубина подачи | 48 см |
| Длина станка | 264 см |
| Высота станка | 62 см |
| Ширина станка | 24 см |
| Масса | 70 кг |
| Масса с опорой | 85 кг |
| Стоимость | 155000 рублей |
Образец модели «Tapco Max 20-08»
- Модель «Van Mark Metal Master Commercial MM 1051»:
| Параметр | Описание |
| Количество прижимов | 5 шт. |
| Количество пружин | 4 шт. |
| Длина гибки | 320 см |
| Максимальная толщина используемых металлических листов | 0,7 мм |
| Максимальная толщина используемых алюминиевых листов | 0,8 мм |
| Максимальный угол осуществляемого изгиба | 180 градусов |
| Глубина подачи | 52 см |
| Длина станка | 320 см |
| Высота станка | 60 см |
| Ширина станка | 49 см |
| Масса | 70 кг |
| Стоимость | 32700 рублей |
Образец модели «Van Mark Metal Master Commercial MM 1051»
Пошаговое выполнение сборочного процесса
Инструкция изготовления листогиба начинается с решения некоторых теоритических вопросов:
Шаг №1: определяемся с типом привода
Для того чтобы согнуть листовое железо можно сконструировать и использовать один из следующих приводов:
- Механический. Может быть представлен в виде маховика с фрикционом и кривошипом или же в виде падающего груза с системой тросов, блоков и рычагов. Обладает высоким коэффициентом полезного действия, но для нашего случая совсем не подходит. Дело в том, что в начале его рабочего хода наблюдается резкий удар, который затем слабеет, а для сгибания металлических листов требуется как раз обратный эффект;
- Электрический. Здесь наблюдается проблема иного характера: значительное падение коэффициента полезного действия и увеличение энергопотребления при работе с малогабаритными фрагментами. Это происходит из-за того, при сопротивлении сгибаемой стали скольжение двигателя растёт, а момент падает;
Пример электрического двигателя
- Гидравлический. В этих устройствах гидроцилиндр самостоятельно подстраивает своё усилие под сопротивление металлической детали. Они были бы идеальны, если не стоили слишком дорого для самодельного станка;
Пример гидравлического двигателя
- Ручной. Несмотря на то, что в этом случае движущей силой будут ваши руки, такой привод идеален для самодельного станка. Он наиболее прост в изготовлении, не требует потребления электрической энергии и обойдётся недорого.
При этом вы получаете нужное и равномерное усилие. Ручник-то мы и выберем для сооружения самодельного листогиба.
Главное, правильно сконструировать агрегат, чтобы при его эксплуатации работали наиболее сильные группы мышц, а отдача прижимала стопы оператора к полу. В таком случае процесс не будет слишком изнурительным.
Шаг №2: выбираем рабочую схему для станка
Теперь нужно решить, как будет работать ваш самодельный станок для гибки листового металла.
Выбрать можно из следующих схем:
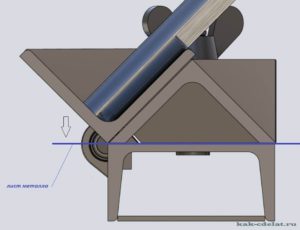
- С помощью траверсы. Такой метод позволяет производить гибку стальных листов руками толщиной до 0,5 мм. На схеме вы можете с ним ознакомиться:
Схема осуществления гибки листа металла с помощью траверсы
Рекомендую в процессе эксплуатации описанного способа налегать на траверсу в нижней её части и подавать немного вперёд, как бы выглаживая сталь. В таком случае изгиб получится максимально правильным и аккуратным.
- С помощью пресса. Этот вариант активно используется в промышленности. Для частной же мастерской он слишком травмоопасный, так как при наличии малейшей неисправности в устройстве или ошибке в заправке материала лист может выскользнуть и нанести серьёзные повреждения оператору;
Схема осуществления гибки листового металла при помощи пресса
- С помощью системы валов. Это как раз те протяжные листогибы, которые можно купить в районе 1500-2500 долларов США. Могут быть ручными или электрическими. Очень удобны в эксплуатации, но тяжело реализуемы собственными руками.
Протяжный ручной листогиб
Проще всего создать листогиб своими руками, сгибающий металл при помощи траверсы, значит, такой вариант и будем рассматривать далее.
Шаг №3: определяем основные параметры будущего станка
Самодельный листогиб должен обладать следующими качествами, чтобы быть эффективным в домашней эксплуатации:
- Не перенапрягать оператора. Раз мы остановились на ручном приводе, то пусть работа за станком не станет для вас каторгой;
Процесс гибки не должен быть изнурительным
- Быть простым с технической точки зрения и недорогим;
- Легко транспортироваться. Очень часто вам может понадобиться гнуть детали непосредственно на месте выполнения кровельных работ.
Эксплуатация листогиба на участке заказчика
Исходя из вышеперечисленного, предлагаю ориентироваться на следующие технические характеристики изготавливаемого устройства:
| Параметр | Описание |
| Максимальная ширина сгибаемого полотна | 100 см |
| Максимальная толщина сгибаемого полотна |
|
| Количество полных циклов до необходимости осуществления отладки или ремонтных работ | 1200 |
| Угол осуществления сгиба | 120 градусов |
| Металлообработка | Сведена к минимуму |
Рекомендую сварных соединений делать как можно меньше, так как от них ведёт сборные узлы, да и долговечностью они в условиях знакопеременных нагрузок похвастаться не могут.
Сварка в рассматриваемой ситуации – не лучшее решение
Шаг №4: составляем чертёж, соответствующий всем перечисленным условиям
Ручник, траверса, удобство в эксплуатации, компактность и ещё несколько важных параметров. Теперь всё это перенесём на чертёж:
Чертёжная схема будущего самодельного листогиба
| Обозначение на схеме | Пояснение |
| 1 | Подушка из дерева |
| 2 | Опорная балка в виде швеллера с сечением 10-12 см |
| 3 | Щёчка из шестимиллиметрового листа |
| 4 | Изделие, проходящее обработку |
| 5 | Прижимная балка, изготовленная из сваренных между собой уголков размерами 6 и 8 см |
| 6 | Ось траверсы в виде штыря с сечением 10 мм |
| 7 | Поворотная траверса |
| 8 | Ручка |
Пример подходящего для создания опорной балки швеллера
Материал всех комплектующих – конструкционная сталь. Отдельно хочу остановиться на траверсе.
Во многих описаниях вы можете встретить, что в качестве неё предлагается использовать уголок. Я же категорически советую устанавливать швеллер, который выдержит в 6 раз больше рабочих циклов. Что же касается размеров, то для нашего случая оптимально будет 8-10 см.
Шаг №5: переходим к ознакомлению с деталировкой и изготовлению основных элементов
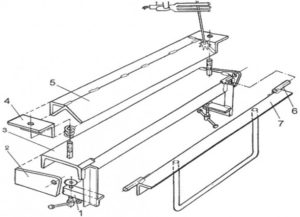
Много чертежей не бывает. Чем детальнее всё будет расписано на бумаге, тем меньше шансов допустить ошибку в процессе выполнения сборочных работ. Поэтому предлагаю вашему вниманию деталировку изготавливаемого оборудования:
Деталировка самодельного листогиба
| Обозначение на схеме | Пояснение |
| 1 | Струбцина из уголка 4-6 см, фиксируемого винтами М8 или М10 |
| 2 | Щёчка |
| 3 | Опорная балка |
| 4 | Кронштейн из уголка 11 см |
| 5 | Прижимная балка |
| 6 | Ось траверсы |
| 7 | Траверса |
Сборку прижимной балки выполняем в соответствии с приведённой схемой, после чего обязательно отдаём получившийся узел на фрезеровку. В качестве основы прижима берём стальную полосу размерами 1,6 на 8 см. Её переднюю кромку также фрезеруем под углом 45 градусов.
Фрезерные работы
Чтобы предотвратить прогиб прижима, в верхней части подкрепляем его уголком шестидесяткой с помощью сварки.
Шаг №6: реализуем крепёжную систему
Можно фиксировать устройство струбцинами. Но тогда, если хотя бы одна из них сломается, то работа сразу же станет, так как станок начнёт гнуть не деталь, а приподнимать самого себя.
Поэтому предлагаю альтернативное и более практичное решение:
- Удлиняем опорную балку за края стола;
- Создаём на её краях U-образные проушины;
- Прикручиваем её к столу болтами М10.
Шаг №7: собираем всё вместе
И вот представляю вашему вниманию чертёж уже окончательной сборки:
Схема окончательной сборки
| Обозначение на схеме | Пояснение |
| 1 | Опорная балка |
| 2 | Маховик резьбового типа |
| 3 | Прижимная балка |
| 4 | Изделие, подвергающееся обработке |
| 5 | Струбцина |
| 6 | Траверса |
Заключение
Станок для гибки листового металла своими руками
Применение листового металла в строительстве индивидуальных домов получило широкое распространение, поэтому для этих целей требуются станки для гибки листового металла своими руками.
Применение этого материала объясняется высокой технологичностью, относительно низкой ценой и высокой надежностью конструкций из металла.
При обустройстве кровли приходится изготавливать отливы для воды из металлического листа.
Изделия такого профиля можно заказать у сторонних исполнителей, но дешевле и быстрее будет изготовить своими руками. Для этих целей используется листогибочный станок.
Конструктивно такой агрегат может быть простым. Все необходимые материалы и комплектующие элементы легко найти в магазинах хозяйственных товаров.
Технология загиба листового металла
Согласно физическим характеристикам металлов и сплавов, изгибать можно только пластические материалы.
Изделия из чугуна или закаленной стали для гибки совершенно не годятся, поскольку обладают низкой пластичностью и высокой хрупкостью.
1 — основание; 2 — гайка-маховичок; 3 — прижим; 4 — изгибаемый лист; 5 — струбцина; 6 — обжимной пуансон.
Операция по загибанию определенного участка не требует резки или термической обработки.
Изгибание листового металла – это действие, в результате которого металлический лист принимает определенную объемную форму.
Надо знать, что при сгибании листа наружные слои металла растягиваются, а внутренние сжимаются. Если заправить в станок слишком толстый лист, то на сгибе с наружной стороны может образоваться трещина.
Чтобы такого не происходило, исходную деталь нужно подготовить. Для этих целей ее подвергают определенному виду термической обработки – отпуску или отжигу. Такие операции выполняются редко.
В основном для гибки выбираются такие изделия, которые можно изготовить с применением данной технологии.Сгибание имеет ряд преимуществ перед сварочным соединением или другим способом изготовления детали.
В их числе следует отметить:
- высокую производительность;
- изделие не имеет шва и является цельным;
- на месте сгиба не образуется ржавчина.
В числе недостатков следует отметить, что процесс ручной гибки требует значительных трудозатрат.
Если выполнять ручной загиб листового металла, то для этого понадобятся слесарные тиски, молоток и киянка. Высокого качества при таком наборе инструментов добиться сложно.
Для регулярного производства деталей без резки и сварки такой способ не подходит.
Когда для бытовых нужд требуются изделия высокого качества, лучшим решением будет сделать листогибочный станок своими руками.
Сегодня оборудование для индивидуального применения и для малого бизнеса производится в промышленных масштабах.
Станок для гибки листов или для их резки можно приобрести в магазине. При ограниченном бюджете легче изготовить самодельный.
Оборудование для гибки
Процедура гибки металла является конечным этапом в процессе изготовления детали. Если она будет выполнена с низким качеством, то деталь окажется бракованной.
Все предыдущие технологические переделы от резки до раскроя окажутся напрасными. В результате чего производственная компания понесет убытки.
:
Для того чтобы сделать такую ситуацию недопустимой, необходимо выпускать надежные и производительные агрегаты.
Такой станок называется листогибом или листогибным прессом.
Сегодня на рынке представлены листогибы следующих типов:
- гидравлические;
- механические;
- пневматические;
- ручные.
Ручной станок используется для штучного и мелкосерийного производства.
На производственных линиях крупных компаний устанавливаются многофункциональные агрегаты, которые настраиваются на определенную операцию.
Для резки заготовок используются гильотинные ножницы. Для того чтобы придавать полученной заготовке требуемую форму, применяются листогибные прессы с пневматическими пуансонами.
Заготовку помещают между матрицей и пуансоном, который приводится в действие с помощью пневматического привода. Таким способом формируют детали из листов металла толщиной до 5 мм.
Станок с поворотным прессом предназначен для обработки мелких деталей со сложным рельефом.
Листогибочное оборудование подразделяется на мобильное и стационарное. Стационарные станки используются на крупных предприятиях для производства больших объемов продукции.
Мобильные агрегаты предназначены для изготовления отдельных деталей на стройке или при ремонте объекта. Мобильный станок для загиба листового металла можно изготовить своими руками.
Многолетняя практика показывает, что самодельный агрегат, изготовленный по всем правилам инженерного подхода, ничем не уступает заводским агрегатам.Чтобы собрать такой станок, требуется определенный набор материалов и инструментов.
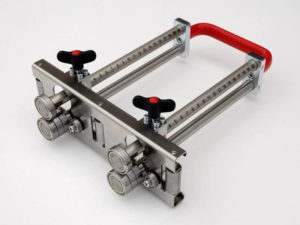
Листогиб своими руками
В отличие от агрегатов заводского изготовления, которые рассчитаны на обработку металла большой толщины, самодельный листогиб используется при изготовлении штучных и мелкосерийных деталей.
Изделия чаще всего гнутся из листового алюминия, меди и тонколистовой стали. Оптимальная толщина листов колеблется в пределах 0,5-0,8 мм. С листом большей толщины работать трудно.
1 — основание, 2 — задняя щечка, 3 — изгибаемый лист, 4 — прижим, 5 — зажимной болт, 6 — обжимной пуансон, 7 — ручка-рычаг, 8 — ось, 9 — швеллер для крепления в тисках
Это объясняется тем, что здесь используется ручной привод, мускульная сила человека.
Чтобы придать изделию повышенную прочность, с помощью станка можно сформировать дополнительное ребро жесткости. И при этом избежать резки полос для этого ребра.
Механизм листогибного станка основан на простом принципе. Заготовка фиксируется на основании прижимной рамой. Заготовка – это лист металла.
Выступающая часть листа, которую требуется загнуть на определенный угол, лежит на поворотной балке. Нужно только повернуть эту балку и металл «загнется».
Поворотная балка поднимается и опускается своими руками. В станках заводского изготовления эта функция выполняется с помощью электродвигателя или гидравлического пресса.Максимальный угол загиба может составлять 180 градусов. Это делается в два приема. За один операционный цикл можно загнуть лист на 120 градусов.
В зависимости от конструкции самодельного станка, прижим заготовки выполняется разными способами. В самом простом механизме применяется стальной уголок.
Рекомендуется использовать уголок с толщиной полок не менее 5 мм.
При изготовлении прижимной рамы потребуется сварочный аппарат для резки деталей по размеру и дрель, для того чтобы просверлить отверстия под установочные болты.
Сделать все операции своими руками не составляет большого труда. При условии, что имеется определенный навык работы с металлом.
Необходимо только должным образом подготовиться к сборке листогибного станка.
Основание для станка
Главным элементом станка для гибки металла является основание. В качестве основы можно взять швеллер, длина которого выбирается по усмотрению мастера.
Для того чтобы обеспечить необходимые условия для работы, этот швеллер крепят на станине. Или приваривают к нему ножки. Важно, чтобы эта конструкция обладала высокой устойчивостью.
Прижимное устройство
При изготовлении прижимного устройства своими руками рекомендуется использовать два уголка — №5 и №3.
Их необходимо соединить между собой с помощью сварки таким образом, чтобы в сечении образовалась жесткая фигура треугольника.
Такая конфигурация обеспечивает жесткость и надежность прижима.
:
Обжимное устройство
Обжимной пуансон чаще всего изготовляют из уголка №5. Его длина должна быть меньше, чем у прижимного устройства на 10 мм.
Усиливающий рычаг можно сделать из круглого прутка или арматуры. Он имеет форму скобы и приваривается к пуансону.
Это соединение нужно выполнить с высокой прочностью, поскольку нагрузка на него максимальная.
Роликовый нож
В некоторых ситуациях, при работе с рулонным металлом, возникает необходимость отрезать готовые изделия.
Для резки металла после обработки на станок для гибки устанавливается роликовый нож.
Этот узел усложняет конструкцию в целом и потому его применяют редко.
Обслуживание и техника безопасности
Станок для гибки, собранный своими руками, должен обладать следующими характеристиками:
- устойчивость;
- удобство в работе;
- безопасность.
По своей конструкции станок для гибки металла является механизмом повышенной опасности.
:
При работе на станке необходимо соблюдать соответствующие правила эксплуатации и техники безопасности. Особенно при выполнении резки заготовок.
Перед началом работы необходимо проверить исправность основных узлов.
Доступ посторонних лиц к станку необходимо строго ограничить.
Как сделать гибочный станок для листового металла своими руками
В наше время набирает обороты листовой металлопрокат. Всё чаще встречается у того или иного человека новенький забор из металлопрофильных листов.
Возникает вопрос, какая машина создаёт этот замечательный и необходимый строительный продукт для человечества.
Листогибочный станок
Это специально созданное устройство, с помощью которого можно сгибать листы оцинкованного металла, определённой толщины. Такой чудо станок, как правило, применяется в производственных целях.
Среди умелых мастеров такое приспособление так и не получило широкого распространения. Однако в наше время существуют люди, которые смогли воспроизвести прототип производственного модуля и сделать собственноручный листогиб.
Такую вещь довольно просто сделать своими руками, он не займёт много места в вашем гараже или мастерской.
Направленность применения
Казалось бы, довольно простое оборудование, а охватывает огромную отрасль промышленности. Это изобретение способно производить изделия в следующих сферах деятельности:
Самая расширенная сфера применения
Это строительство. Именно в этой сфере можно встретить огромный выбор профнастила, металлопрофиля, металлочерепицы и её комплектующих элементов. Также металлический сайдинг — его используют для внутренней отделки домов и зданий. Вентиляционные шахты также производятся посредством листогибов.
Машиностроение и авиация
А также кораблестроение. Эта сфера очень расширена, так как создаются различные детали кузовов, авиационной обшивки, а также обшивки судоходной техники.
Электроника
Ни всем известно, что с помощью листогибов создаются корпуса бытовой техники (микроволновые печи, духовые шкафы, корпуса холодильников и стиральных машинок, корпуса компьютеров и многое другое).
Производство мебели
В этой сфере создаются короба, шкафчики для раздевалок, шкафчики для хранения вещей и т.д.
Многие сферы оказались охваченными по эксплуатации листогибочной установки. Каждая из вышеуказанных сфер очень сильно распространена среди населения.
Разновидности листогибочного приспособления
Как и многие другие станки, листогиб различается по одному из самых важных критериев — это разновидность приводного воздействия.
Рассмотрим эти виды:
Ручное приводное воздействие
Такой тип используется в основном в быту. К ним относятся самодельные изобретения. Именно с помощью этого устройства можно мастерить из оцинковки любые приспособления для дома или дачи. А если на ручном листогибе правильно установить опорные балки, скобы на необходимый радиус сгиба, то это позволит создавать сложные элементы.
Механическое воздействие
Такие агрегаты относятся к стационарным станкам. Действующая сила распределяется от маховика. Такая конструкция имеет ограничения в своём использовании. Дело в том, что аппарат снабжён специальным рычагом, посредством которого и осуществляется сгибание листа. Минус состоит в том, что необходимо прикладывать физическую силу.
Электромеханический вариант
Электромеханические приводы получили широкое одобрение, среди своих обладателей. Всё потому, что этот станок очень удобен и универсален. Процесс начинается с укладывания оцинковки на поверхность матрицы.
После нажатия пусковой клавиши в силу вступают пуансон, толкатель и непосредственно редуктор. За счёт этого прогибается или выгибание оцинкованного листа с необходимыми параметрами.
Усилие, которое производит такой станочек — минимум 100-200 килограмм, в отдельных случаях эта характеристика может доходить до одной тонны.
Электромагнитное приводное действие
Электромагнитные станки, в наше время, в основном используются в металлопрокатной индустрии. Процент использования такого оборудования в машиностроении составляет 70%. В нём имеются только одни плюсы. Малые габариты, высокая производительность (это устройство способно за одну только минуту производить порядка нескольких сотен деталей), он совершенно бесшумный.
Гидравлический привод
Эта категория относится к разряду листогибочных прессов. Пресса с гидравликой используют в серийном производстве деталей. Они очень производительны, качественны, полностью автоматизированы, имеют контроль угла гиба листов.
Зиг машина
Это приспособление имеет очень важную сторону. Применяются они в изготовлении комплектующих деталей. С помощью зиг машины можно сделать отбортовку листовой оцинковки, рифление краев, производится прокатка соединительных сгибов и многое другое.
Изготовление листогиба своими руками
Если разобраться, деталировка листогиба не такая уж и сложная.
Гибочная балка
За счёт неё производится сгибание металлического листа под углом от 0 до 180 градусов.
Прижимная балка
Данная деталь прижимной силой удерживает лист и не допускает его скольжение.
Угломерный диск
Специальный диск, на котором отображены все необходимые размеры углов.
Дисковый нож
Острый, заточенный диск, произведённый из высокопрочной стали, который производят резку стали без проблем.
Задний стол
Состоит из сквозной конструкции с ровной, верхней поверхностью, по которой будет передвигаться оцинкованная заготовка.
Зажимная рукоять
За счёт неё приводится в готовность и действие, прижимная балка.
Натяжное устройство
Позволяет обеспечить выбор положения и форм балок, для производства качественного сгиба продуктов металлопроката.
Разработка технического устройства
Совет: Прежде, чем собираться рисовать чертежи, искать различные детали для будущего детища, очень важно определиться с выбором, выбрать то, что больше подходит именно для вас. Важно учесть ещё и то, в какой области будет применяться ваш самодельный модуль.
В процессе конструирования , важно собрать его так, чтобы вам было удобно. Чтобы вся нагрузка распределялась на самые выносливые мышцы вашего тела и на опорные стойки устройства.
При разработке агрегата, который вы хотите создать своими руками, важно учитывать следующие параметры:
- Ширина оцинковки не должна превышать одного метра.
- Наклон сгиба не должен быть меньше 120 градусов.
- Количество циклов беспрерывного производства не должно превышать 1200 единиц.
- Применение в качестве заготовки различных сплавов стали и других металлов категорически запрещено.
- Разрешённая толщина следующих металлов:
- Алюминий — допустимая толщина 0,7 миллиметра.
- Оцинковка — оптимальная толщина 0,66 миллиметра.
- Медь — допускается толщина в один миллиметр.
Когда все необходимые критерии учтены, вы можете смело собирать ваш инструмент.
Именно так будут выглядеть листы стали и металла в процессе сгибания при прохождении через валки. Помимо этого, на рисунке показано, какими способами можно сгибать листы, до получения необходимой формы.
Разнообразие сгиба оцинкованного листа
Чертежи листогибочного станка
Чертеж гибочного станка из простых деталей.
Чертежи любого устройства считаются основой вашего изобретения. Ведь именно в нём будут указаны размеры и местоположение той или иной детали. Когда есть все необходимые
размеры и наброски, то сборка устройства, непременно закончится успехом. В нынешнее время, в интернете существует огромное множество различных чертежей с размерами. Как говорится, выбирать вам! Ниже мы рассмотрим один из самых простых чертежей.
Такая разновидность является довольно производительной и удачной моделью.
Выбор материалов
Все материалы для данного станочка можно легко найти у себя в гараже. Итак, разберём, что же это за материалы:
Деревянная вставка
Обозначающаяся на чертеже цифрой «1» создаётся из простого деревянного бруска.
Металлический швеллер
Размером 100х120 мм хорошо войдёт в конструкцию основания.
Правая щёчка
Создаётся из стального листа, толщиной 6-8мм.
Железные уголочки
60мм и 80 мм сослужат для изготовления прижимной балки.
Ось пуансона
Можно создать из железного штыря диаметром в 10 мм.
Сам пуансон, возможно создать из железного уголка 80х100 мм, либо можно воспользоваться швеллером.
Стальной прут
В диаметре 10 мм подойдёт для создания рычага пуансона.
Совет: Для создания пуансона лучше всего выбрать не металлический уголок, а швеллер. Всё потому, что швеллер выдерживает намного больше сгибаний, нежели уголок.
Деталировка и процесс сборки
Вашему вниманию представлен процесс сборки, а также описание и местоположение деталей. При сборке вам непременно поможет сварочный аппарат. Швы после сварки необходимо обработать, чтобы швы были заподлицо с плоскостью детали, на которой этот шов расположен.
Итак, рассмотрим детали, указанные на схеме сборки:
Местоположение деталей при сборке.
- Струбцина средних размеров (на винте М 10 расположен вороток с одной стороны и пятка с другой), расположенная в уголке размером 40х60 мм.
- Щёчка из листовой стали, толщиной 8 мм.
- Основание из швеллера 100х120 мм.
- Кронштейн из уголка 110х110 мм.
- Балка прижимная из уголка 60х60 мм и 80х80 мм.
- Ось пуансона из прута 10 мм.
- Сам пуансон из уголка 80х100 мм.
После того, как все выше перечисленные детали расположены на своих местах и закреплены, следует подготовить ваш станочек к эксплуатации. Для этого просто необходимо убрать весь строительный мусор, который остался после сборки.
Правила и техника безопасности при эксплуатации
Всем давно известно, что безопасность — залог здоровья и долголетия. А также шанс не остаться инвалидом. Данный станок, по своей категории, крайне опасен. Всё дело в том, что сам станок может нанести огромное количество травм. Помимо этого сам материал, который будет использован на нём очень острый.
Поэтому важно учитывать самые простые правила, чтобы не подпустить к себе опасность:
- Если ваш станок покупной, то важно проверить все узлы аппарата на исправность.
- Перед работой необходимо подтянуть всю одежду, чтобы не торчала свисающая кофта, не болтался ремень или шнурок и т.д.
- При работе с покупным или самодельным станком нужно приобрести защитные очки и плотные перчатки, в которых будет удобно работать.
- Проверить состояние крепёжных элементов установки, чтобы всё было закручено и ничего не болталось.
- Все заготовки необходимо расположить около станка, чтобы было удобно их брать руками.
- Обеспечить достаточную освещённость на рабочем месте.
- Рабочее место должно быть расчищено и иметь свободный проход в радиусе одного метра.
- Станина должна быть заземлена, если присутствует электрический привод.
- Если вы работаете с электричеством, строго-настрого, на рабочем месте должен присутствовать резиновый коврик.
- Недопустимо совать в станок различные материалы, не предназначенные для данных работ.
Когда эти правила соблюдены, вы можете не переживать за вашу безопасность.
Совет: В связи с тем, что работы будут производиться с железом, обязательно нужно оградить доступ к станку от детей и не оставлять рабочее место без присмотра! Также, всегда будьте на чеку, так как металл непредсказуемая штука!
Обзор сборки самодельного станка
Услуги по гибке металла любой сложности

Профили, уголки, полки, кронштейны, корпуса и т.д…
Оставьте свои контакты,
И мы свяжемся с Вами в ближайшее время
ГИБКА ЛИСТОВОГО МЕТАЛЛА
Несмотря на широчайший ассортимент различных современных материалов и множество способов их обработки, лидирующую позицию по- прежнему занимают изделия, изготовленные из металла. В связи с этим услуги по гибке листового металла пользуются неизменным спросом.
Гибка листового металла — процесс изменения его исходного состояния путем деформации, в результате которой заготовке можно придать необходимую форму. Суть технологии заключается во внутреннем сжатии и поверхностном натяжении снаружи. Принято различать два варианта обработки:
- Ручная гибка металла.
Производится при помощи молотка(киянки) и фиксирующих тисков, когда речь идет о листовом металле. Такой способ в основном актуален для домашних условий, или ограниченных производств с незначительными объемами производимых изделий.
- Механическая гибка металла. Применяется в условиях производства на высокотехнологичном оборудовании.
Для работ с металлом используют станки, листогибочные прессы и вальцовочное оборудование. Гибку принято классифицировать на четыре типа:
- Угловая, или V-образная;
- Угловая, или П-образная;
- Многоугловая;
- Радиусная.
Помимо классификации процесс обработки металлических заготовок, разделяют на три вида.
- Панорамная деформация. В этом случае металл деформируют поступательным движением машины, натягивая верхней траверсой. Для проведения работ используются панорамировочные станки и гибочные установки.
- Завивка.
Программируемое станочное оборудование продвигает верхнюю траверсу, выполняющую сгиб, особым типом панорамного хода. Такое оборудование не только направляют траверсу, но и устанавливают необходимый радиус.
- Штамповка. Название говорит само за себя.
В процессе задействуются прессовочные аппараты: двухполозные горизонтальные, вертикальные с усиленным, или простым приводом.
Процесс сгибания листа проходит в три этапа:
- Упругое натяжение.
- Нейтральное состояние.
- Пластичное натяжение.
Ровные прямые заготовки чаще всего подвергают холодной обработке, с отсутствием нагрева. С применением нагрева разрабатывают детали, имеющие толщину от 12 до 16 мм и высокоуглеродистые стали, монопластичные металлы и титан.
Необходимо учесть, что для ограниченно пластичных металлов и сплавов, крайне важно принимать в расчет расположение внутренних волокон. В случае совпадения направления волокна металла с направлением перемещения оси заготовки, подлежащей сгибу, повреждение в процессе изготовления маловероятно.
В связи с вышеуказанным, для недопущения выбраковки изделий, принято учитывать следующие аспекты:
- Направление волокон материала, подлежащего обработке;
- Допустимый уровень деформирования, в зависимости от толщины заготовки;
- Показатели текучести металла;
- Допустимые расхождения с формой заданного конечного изделия.
При верном расчете всех параметров, наличие брака сводится к минимуму.
Мы производим гибку швеллеров, уголков, профилей, кронштейнов, планок, полок, корпусов и различных деталей.
Посмотреть еще изделия…
4 шага к реализации любой Вашей идеи
Постановка задачи
Вы присылаете чертеж, либо обсуждаем с вами задачу устно
Расчет стоимости
Вы получаете расчет с учетом оптимизации производства и цены
Проверка материалов и старт
Наши специалисты проверят чертеж на соответствие поставленным задачам и начнут работу
Начинаем работать
Заключаем договор и выполняем работу в железно установленные сроки
Для гибки листового Вам нужно отправить развертки в DXF — формате и спецификацию. Для гибки, сварки нужно отправить подробные чертежи, где имеются радиусы гибов.
Как правильно отправить развертки
- Форматы DWG или DXF, состоящие из векторных примитивов – линий и дуг.
- Замкнутость контуров;
- Цветовой оттенок, масса и тип — «По слою»;
- Масштаб модели DXF — 1 к 1.
- В DXF не имеется спрятанных разрывов, точек, 2-йных линий, коротких штрихов.
Будьте внимательны с 2-йными спрятанными линиями: резка металла произойдет дважды, вследствие чего цена соответственно увеличится в 2 раза. Это очень распространенная ошибка при неверном конвертировании.
- Отсутствие в DXF объектов, которые не подлежат резке (3D-полилинии, эллипсы, OLE-объекты и т.д…).
- Контур DXF не содержит различных точек или каких-либо линий, которые не входят в основной контур;
- Развертка любого изделия выполняется в отдельном файле DXF.
- Наименование файла DXF должно соответствовать имени детали. Желательно в названии файла указывать материал и кол-во (например-194201 Панель 2_Ст3_1мм_1шт).
Это значительно ускорит процесс формирования КП и защитит от ошибок.
Чертежи
Чтобы у наших специалистов по гибке металла в Москве не возникло лишних вопросов, мы просим соблюдать следующие условия:
- Вы можете прислать чертежи в любом читаемом виде — отсканированные или нарисованные.
- Они должны быть удобочитаемы и нести в себе всю необходимую технич. информацию: кол-во видов, требования и выбранный материал.
Спецификация
Спецификацию надо отправить в файле с расширением doc/docx (Microsoft Word) или xls/xlsx (Microsoft Excel). В ней должно быть название детали, выбранный материал, необходимая толщина и количество изделий. Будьте внимательны с качеством присылаемой документации, так как некачественные чертежи и тд… могут привести к браку продукции.
ПРЕИМУЩЕСТВА ГИБКИ МЕТАЛЛА
К основным преимуществам гибки металла следует относить:
- Экономичность в расходовании материала.
- Качество и эстетическая составляющая полученного изделия.
- Повышенная прочность, ввиду целостности и отсутствия мест стыковки.
- Сохранение первоначальной структуры материала, благодаря чему возрастает его износостойкость.
Компания»Металик» оказывает услуги по гибке металла любой сложности в Москве. Мы готовы выполнить заказы любого уровня сложности в кратчайшие сроки со скидкой от 9 рублей. Узнать цену гибки листового металла в Москве и московской области, вы можете оставив заявку на нашем сайте, или связавшись с нами по телефону.
Размер H Max ограничивается прижимами матрицы (болтовые скрепления).
Коэффициент нейтрального слоя — 0.4.
| S, мм | Радиус гиба, мм | Min h, мм | Max H, мм |
| 1 | 2,3 | 12 | 50 |
| 1.5 | 2,3 | 13 | 50 |
| 2 | 2,3 | 14 | 50 |
| 3 | 3,3 | 22 | 50 |
| S, мм | Радиус гиба, мм | Max «L» гиба, мм | Угол | Min полка |
| 0.5-1 | 2,3 | 3000 | 90 | 9 |
| 1.5-2.5 | 3,3; 3,8 | 3000 | 90 | 9 |
| 3 | 2,3 | 3000 | 90 | 17 |
| 4 | 5 | 3000 | 90 | 26 |
Цены на гибку металла
Цены, приведенные ниже — примерные, стоимость указана за 1 гиб. Точная цена рассчитывается на каждый заказ в отдельности.
| Материал | Толщина, мм | До 50 гибов | 51-100 гибов | 101-500 гибов | 501-999 гибов | От 1000 гибов |
| До 500 мм | 1 | 17 руб. | 15 руб. | 13 руб. | 11 руб. | 9 руб. |
| 1.5 | 18 руб. | 16 руб. | 14 руб. | 12 руб. | 10 руб. | |
| 2 | 19 руб. | 17 руб. | 15 руб. | 13 руб. | 11 руб. | |
| 3 | 22 руб. | 19 руб. | 17 руб. | 15 руб. | 13 руб. | |
| 4 | 105 руб. | 94 руб. | 83 руб. | 74 руб. | 65 руб. | |
| Материал | Толщина, мм | До 50 гибов | 51-100 гибов | 101-500 гибов | 501-999 гибов | От 1000 гибов |
| От 500 до 1500 мм | 1 | 25 руб. | 22 руб. | 19 руб. | 17 руб. | 15 руб. |
| 1.5 | 31 руб. | 27 руб. | 24 руб. | 20 руб. | 19 руб. | |
| 2 | 37 руб. | 32 руб. | 28 руб. | 24 руб. | 21 руб. | |
| 3 | 47 руб. | 41 руб. | 37 руб. | 32 руб. | 28 руб. | |
| 4 | 121 руб. | 108 руб. | 95 руб. | 85 руб. | 76 руб. | |
| Материал | Толщина, мм | До 50 гибов | 51-100 гибов | 101-500 гибов | 501-999 гибов | От 1000 гибов |
| От 1500 до 3000 мм | 1 | 87 руб. | 77 руб. | 69 руб. | 61 руб. | 55 руб. |
| 1.5 | 91 руб. | 80 руб. | 72 руб. | 63 руб. | 56 руб. | |
| 2 | 94 руб. | 83 руб. | 74 руб. | 65 руб. | 57 руб. | |
| 3 | 118 руб. | 105 руб. | 94 руб. | 83 руб. | 74 руб. | |
| 4 | 161 руб. | 143 руб. | 127 руб. | 113 руб. | 100 руб. |