Сколько видов сварки существует
Виды сварки: какие основные типы и классификация сварочных технологий

Сварка — высокопроизводительный, экономически выгодный технологический процесс стыковки металлов, применяемый практически во всех сферах жизнедеятельности. Сказать однозначно какая бывает сварка затруднительно поскольку на сегодняшний день насчитывается более 50 разных способов, каждому из которых характерны определенные особенности и отличия.
Классификация способов сваривания
С помощью сварки создают самые разные по сложности металлоконструкции посредством соединения однородных и разнородных металлических сплавов между собой, а также с некоторыми видами неметаллических материалов, например, графитом, керамикой, стеклом, пластмассой.
Сущность процесса сваривания состоит в том, что вследствие воздействия электрической дуги расплавляется электрод, образуя при этом сварочную ванну. Расплавленный металл электрода смешивается с основным материалом, при этом на поверхность всплывают шлаки, выступая в качестве защитной пленки. После затвердевания металла образуются сварные соединения.
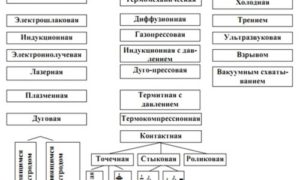
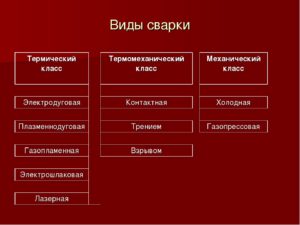
Учитывая сколько видов сварки существует, очень важно правильно выбрать способ, поскольку от этого зависит не только аккуратность и качество сварного соединения, но также стоимость работы.Все виды сварки разделяются на три больших класса: термический, термомеханический, механический. В каждый из классов входят разные типы сварки, проводимые с помощью разного оборудования и образующие надежные и прочные стыки.
Термический класс
Сварочные работы этого класса выполняются посредством плавления кромок свариваемых друг с другом элементов. Сперва в месте стыковки возникает сварочная ванна и после ее отвода выполняется шовное соединение.
Виды термической сварки разделяются на несколько подклассов: газовая, термитная, электронно-лучевая, лазерная, плазменная, электрическая дуговая стыковка материалов.
Последняя разновидность считается самой распространенной. Она не требует применения специальных приспособлений и инструментария.
Дуговая сварка
Принцип электродугового метода основан на воздействии тепловой энергии, образуемой электрической дугой. Прежде чем приступать к свариванию необходимо тщательно очистить стыкуемые кромки от пыли, следов масла, ржавчины и других загрязнений.
Дуговой технологический процесс считается наиболее простой и универсальной методикой. Она востребована при необходимости создать небольшие швы, а также при проведении монтажных работ, в том числе и в труднодоступных местах.
Существуют следующие виды сварки дуговым способом:
- ручная;
- электродная;
- в среде защитного газа;
- автоматическая под флюсом.
Для создания швов применяют плавящиеся и неплавящиеся электроды, переменный и постоянный ток. Для каждого металла технология подбирается индивидуально.
Газовая сварка
Это электродуговой способ, подразумевающий сваривание в защитной газовой активной или инертной среде. Различают две разновидности сварки: МИГ и МАГ, отличающиеся механическими характеристиками используемых материалов.
Свариванию материалов в газовой среде характерны следующие преимущества:
- отменное качество сварных соединений;
- возможность стыковки в разных пространственных положениях;
- легкость процесса за счет автоматизации и возможность наблюдать за образованием стыка.
В числе минусов отмечают необходимость использовать защитные меры, противостоящие тепловой и световой радиации дуги, а также вероятность нарушения газовой защиты в случаях сдувания струи.
Лучевой способ
Сварочный процесс происходит в вакууме, благодаря чему можно достичь безупречного качества соединительного шва. К заготовке передается мощный поток энергии, электроды вступают в реакцию с компонентами материала ускоряя процесс разогрева до температуры плавления.
Используются лучевые виды сварок в работе с микроэлементами, потому что здесь без осложнений можно отрегулировать луч до размеров микрона в диаметре.
Термитный способ
Уже из названия можно понять, что процесс сваривания осуществляется с применением термита — специального порошкообразного материала, основными составляющими которого являются соединения алюминия или магния, железной окалины.
Методика образует прочные швы и пользуется популярностью для стыковки рельсов, труб и для наплавки массивных деталей.
Электрошлаковая техника
В осуществлении сварочных работ относительно новый метод. Свариваемые элементы обволакиваются шлаком, предварительно разогретым до температуры, превышающей плавление проволоки и самого материала.
С помощью технологии в один проход можно заполнять большие разрывы. Образующаяся защитная ванна обеспечивает безупречное качество шва путем выдвигания на поверхность самых нестандартных металлических соединений.
Электрошлаковая методика подходит для выполнения самых сложных швов и создания крупногабаритных высокоточных деталей благодаря отсутствию трещин и пустот в соединениях.
Термомеханический класс сварки
Это комбинированные виды сварки металла, выполняемые с применением повышенной температуры и механических усилий. Как правило применяется способ для соединения малогабаритных деталей, которые стыковать обычными классическими методами невозможно.
Рабочий процесс выполняется с помощью электродов-губок, в которых одновременно крепится две части изделия. Основные виды сварки термомеханического класса — кузнечная, контактная и диффузионная.
Кузнечная техника
Выполняется с помощью ручных инструментов. Металл вначале раскаляется, потом дна на другую нахлестываются детали и сверху молотком наносятся удары.
Чтобы достичь максимально качественных соединений предварительно необходимо тщательно очистить заготовки от налетов и образовавшихся на поверхности окислений.
Данный способ подходит не для всех металлов. Весомым недостатком считается низкая производительность. Поэтому кузнечное дело активно вытесняют другие более современные и технологичные типы сварок.
Контактная сварка
Процесс сваривания выполняется следующим образом. Нагрев поверхности достигается за счет прилегания к изделию поверхности иглы. Металл подготавливается методом механического осадочного воздействия или сдавливания. Потом через инструмент с необходимым диаметром подается электрический ток.
Благодаря химическому воздействию атомов металла даже самые мелкие элементы можно сваривать с максимальной надежностью и прочностью.
Виды сварок металла контактной техникой разделяют на стыковые, роликовые и точечные. Такие способы активно применяются в машиностроении и других промышленных направлениях.
Диффузионный способ
Применяется для материалов с плохими контактирующими свойствами. Основан метод на процессе диффузии атомов при повышенном уровне вакуума. Верхний слой свариваемой поверхности нагревается до аналогичной плавлению температуры. Посредством усиленного механического воздействия осуществляется контакт и стыковка, при этом 20 Мпа должна составлять минимальная мощность сжатия.
Процесс стыковки происходит в специальной камере. Помещаемые в нее детали длительное время выдерживаются под воздействием электрического тока.
Механический класс
Классификация способов сварки включает еще одну разновидность — механическую состыковку материалов, выполняемую путем физического воздействия на них. В данном случае нет необходимости применять температуру плавления. Нагревание происходит при переходе механической энергии в кинетическую и при достижении момента плавления изделия соединяются прочными швами.
Механические классы сварки подразумевают применение нескольких эффективных технологий.
Способ трения
В большинстве случаев сваривание трением используется для стержневых конструкций и труб с небольшим диаметром. Процесс автоматизированный и происходит в специальных установках в шпиндель которых фиксируются рабочие заготовки. Движущуюся деталь машина перемещает к неподвижной, в результате элементы нагреваются и происходит оплавление.
Техника позволяет варить состоящие из разных сплавов металлы, быстро выполняет нужные задачи и отличается экономичностью.
Холодная сварка
Механическая сварка холодным видом востребована при необходимости состыковать трубы, проволоки или шины. Соединяются заготовки вследствие деформирования пластических материалов при воздействии давления от 1 до 3 Гпа. При этом температура может быть даже минусовой.
Свариваемые поверхности нужно хорошо очистить от загрязнений и ржавчины. Поскольку происходит стыковка на межатомном уровне, то соответственно поверхности элементов должны быть безупречно обработанными и идеально ровными.
Сварка взрывом
Соединение деталей этим способом происходит посредством пластической синхронной их деформации. К надежно закрепленной мишени параллельно прикладывается подвижная часть изделия. Далее выполняется максимально контролируемый взрыв.
Методика подходит для соединения разнородных металлов. В качестве взрывных веществ используются смеси аммонита, гранулотола и гексогена.
Ультразвуковая методика
Перечисляя входящие в механическую группу виды сварок металла следует также уделить внимание УЗ-технологии. В данном случае задействованы источники энергии, которые на выходе образуют ультразвуковые колебания.
Актуален способ при создании точечных и шовных соединений под механическим воздействием. Вследствие сухого трения оксидные пленки разрушаются, далее осуществляется сваривание в процессе чистого трения.
Важным плюсом здесь является то, что отпадает необходимость предварительно очищать поверхности, а это обеспечивает экономию временных затрат. К недостаткам относят высокую стоимость оборудования, а также мизерный диапазон толщины соединяемых материалов.
Особенности выбора подходящего вида и техники сварки
Классификация видов сварки настолько широка, что довольно часто специалисты (особенно начинающие) задаются вопросом — какие виды сварки существуют, с помощью которых даже непрофессионал смог бы осуществлять сваривание и получать при этом стыки безупречного качества.
Если перечислить все виды сварок не составит особых затруднений, то однозначно ответить какой из них самый лучший невозможно. Дело в том, что каждый среди тех какие виды сварки есть отличается техникой исполнения и используемым оборудованием. Также рассматривать необходимо и то, какими достоинствами и недостатками обладают конкретные виды сварок и их применение имеет четкое ограничение.
Аргоновая сварка
Сущность методики состоит в применении неплавящихся электродов. Преимуществами являются:
- идеальная фиксация тонких элементов;
- возможность контролировать глубину прогрева металла;
- намного меньше брызги от искр если сравнивать другие виды сварок, какие бывают и активно применяются;
- ровный, равномерный, красивый внешне шов, что особенно важно в случаях, где большое значение отводится эстетическим показателям готового изделия.
Недостатки:
- при ручном сваривании весьма низкая производительность;
- автоматическое соединение противопоказано для стыков с разной направленностью или слишком коротких;
- дорогостоящее оборудование.
Применяется сваривание аргоном при изготовлении металлоконструкций из алюминия, меди, титана, нержавеющей и легированной стали, сплавов цветных металлов.
Газопламенная техника
Сопоставляя современные виды сварки, которые подойдут для сваривания изготавливаемых из труб узлов и соединений, а также для монтажа трубопроводов среднего и малого диаметров, то здесь стоит отдать предпочтение газовому способу.
Очевидные преимущества:
- полная независимость от электропитания;
- удобность транспортировки оборудования из одного места в другое;
- отсутствие перегрева и прожогов металла;
- возможность создавать внутренние швы в трубах маленького диаметра.
Но есть у методики и некоторые недостатки. Это повышенные требования к профессионализму сварщика, достаточно большая площадь нагрева, низкие коэффициенты производительности.
Сваривание полуавтоматом
Технология аналогична дуговой, но здесь подача электрода происходит автоматически. В числе плюсов следует отметить:
- легкость и безопасность рабочего процесса;
- экономичность;
- отменная точность и хорошая производительность;
- ровность швов;
- возможность соединять детали от 2 до 30 мм толщиной.
Отрицательные моменты полуавтоматического способа:
- невозможность скорректировать стык во время рабочего процесса, поскольку увидеть его нельзя;
- если ток больше 200А, то расплавленный металл сильно разбрызгивается и необходимо удалять все окалины;
- применять полуавтомат можно только внутри помещений.
Что касается применения, то данная техника подходит для создания и монтажа металлических ограждений, лестниц, ворот, гаражей и других конструкций.
Чтобы выбрать наиболее подходящий для конкретных целей способ состыковки элементов необходимо знать какие бывают виды сварки, проводить аналогию каждого из них и только после тщательного анализа отдавать предпочтение конкретной технологии.
Интересное видео
Сколько видов сварки существует — Справочник металлиста
Сварку называют технологичным процессом по созданию единства между двумя соединёнными сварными частями с помощью межатомного взаимодействия, произошедшего при помощи нагревательной операции (общей и местной), пластичном образовании или объединённости этих двух составляющих. Сегодня существует множество видов сварки (количество их видов близко к 100), характеристика которых позволяет классифицировать на физическую, техническую и технологическую разновидности. Остановимся на каждой более подробно.
Физические признаки
Сближение поверхностей веществ происходит на расстоянии действующих сил при межатомном взаимодействии (примерно в 3А). Обычно металлические материалы в комнатных температурных режимах не взаимодействуют ни при каких условиях, даже с помощью значительных усилий. Сцеплению элементов противодействует их твёрдость.
В момент сближения контактируют они в немногих местах, даже если их и обработали. На соединение оказывают влияние многие факторы по загрязнению поверхностей в виде окисей, плёночных образований жира и других. Кроме того, абсорбированность примесей. Поэтому хорошая контактность в обычных условиях невозможна.
Физический контакт всей поверхности возможен из-за расплава вещества, пластической деформации, возникшей под действием сдавливаемых операционных действий.
Вторая стадия подразумевает осуществление электронных взаимодействий атомов соединённых компонентов. Всё это способствует прекращению разделительных процессов с образованием атомно-металлических связей (при сваривании металлов) или связей ковалентного/ионного типа (сваривание диэлектрических или полупроводниковых соединений). По физическому признаку сварку подразделяют на 3 категории.
Взаимопроникновение для этих видов сварки осуществляется при помощи процедур:
- распайки;
- сдавления;
- термомеханических.
В первую относят сварки, осуществляемые при плавлении, не беря во внимание сдавленность. Теплоту обеспечивают детали в виде сварочных дужек, газового пламени, лучевых источниках энергетического характера и «джоулева тепла».
Расплав соединённых металлических объектов находится внутри сварочных ванных ёмкостей, которые способствуют кристаллизационным процессам во время охлаждения соединять швы.
Это возможно сделать методом mig/mag при воздействии инертных газов.
Вторая включает виды сварки под давлением. Происходит деформация, из-за чего получают текучесть жидкого металла. Затем он растекается по поверхности, способствуя исчезновению загрязнённости слоёв. Непосредственность соприкосновения достигается вследствие вступления свежих слоёв объекта в химические взаимодействия.
Третья осуществляется при поддержке тепловой энергии и сдавления. Механические нагрузки способствуют соединению частей в монолит, пластичность материала обеспечивается из-за обогрева заготовочных элементов.
Важность технологических свойств
Техничность обеспечивают:
- защищённость металлического компонента в сварочном шве;
- бесперебойность процессов;
- механизация сварочного процесса.
Основные виды сварки бывают:
- воздушными;
- вакуумными;
- защитно-газовыми;
- под флюсными;
- по флюсными;
- пенными;
- комбинарно — защитными.
В зависимости от характера заменяемости. Какие же виды сварки способны нам помочь? Заменять защитный газ возможно активными газами (углекислым, азотным, водородным, водяным паром и смесью активных газов) — mig, инертными газами (аргонным, гелийным и их смесью) – mag и совокупностью активных и инертных газов.
Расплавленность металлического объекта делят на струйные и контролируемо-атмосферные. Струйные способствуют защитной реакции расплавленного вещества на сварной дужке. Характеризуются односторонностью действий, поэтому так же и названы. Если защищённость от сварочной дужки с корнем шва, то двусторонностью с таким же названием.
Непрерывности характера операций. Включает виды сварки плавлением, состоящие в беспрерывности и прерывности.
Технологичность – главное свойство сварных работ
Классификация видов сварки, основанная на технологических признаках — самая распространённая. Вид сварки имеет множество подвидов, в том числе:
- дуговых;
- электрошлаковых;
- электронно-лучевых;
- плазменно-лучевых;
- световых;
- газовых;
- контактных;
- диффузионных;
- печных;
- холодных;
- ультразвуковых.
Остановимся на некоторых типах сварочного процесса.
Преимущества сварочного процесса в виде дуги
Операцию в виде дуги считают самой используемой разновидностью сварки. Подобные виды сварки необходимы как для промышленной, так и бытовой сфер.
Предназначение состоит в расплавливаемых процедурах свариваемых веществ с помощью выделений тепла электродужками. Вслед за актом застывания идёт единство элементов.
Имеется потребность в сильноточном электроснабжении, работающим с пониженным напряжением. К его зажимным механизмам присоединён электродный провод для прикасания свариваемой детали.
Виды электродуговой сварки
Остановимся на подвидах электродуговых сварных работ. Они бывают:
- Ручными. Преимущество заключается в проведении работ с пространственным положением любой степени сложности. Использование специального электрода, покрытого флюсом. Покрытие необходимо для защиты металлических швов от влияния внешних факторов. Сварной процесс производится при постоянном токе с прямым или обратно полярным, а также переменным током (ММА-сварка). Это способствует применению работ по коротким и криволинейным швам в местах, имеющих труднодоступность.
- Под воздействием неплавящего электродного элемента. Графитный или вольфрамовый стержень берут в виде электрода. Сварочная операция производится с участием инертных (mig) и активных (mag) газов;
- При воздействии плавящего электрода. Используют проволоку из стали, меди или алюминия в качестве заменителя электрода для подведения тока через токопроводящий наконечник. Электродугой расплавляется проволочка, приводя механизм в действие (ММА-плавка);
- Под флюсом. Процесс почти аналогичный предыдущему, но действие осуществляется флюсом;
- Электрошлаковыми. Теплоисточником считают шлак, через который перемещается ток. Данный способ приемлем для толстостенных конструкций.
На сварку влияет и пламя, которое разное в зависимости от кислородного давления. Если оно велико, то сварка не происходит, а осуществляется скатываемость материалов из сварочных ванн. Виды сварочного пламени также разнообразны. Их делят по принципу:
- Восстановления, происходящего при взаимодействии кислорода с ацетиленом.
- Окисления, происходящего при взаимодействии больших кислородных объёмов.
- Науглероживание, происходящего при низком соотношении кислорода и ацетилена.
Сварка в защитной газовой среде
Остановимся подробнее на разновидности электродугового сварочного процесса, при котором плавление осуществляется в защитной газовой среде. Газообразные вещества подразделяют на инертные и активные. А методологически сварные работы разделяются на миг и маг разновидности.
Основное значение метода состоит в универсальности использования материала, берущееся при совокупности механизационных степеней и сварочных позиций.
Характер сварки под воздействием защитных газов позволяет производить подобную операцию для сваривания всех материалов, поддающихся сваркам (ММА сварка).
Нелегированность и легированность стального сырья способствует свариванию в среде активного защитного газа, к примеру, углекислого. Этот процесс назван «свариванием в среде активного защитного газа» или в краткой форме mag (металлический химический процесс сварной направленности при воздействии активных газов).Сталь высоколегированной разновидности и материалы, подобные алюминию, магнию, никельным сплавам, титану подвергаются плавлению под воздействием инертных газов (к примеру, аргона). Этот процесс назвали «свариванием в среде инертного защитного газа» (mig).
Методы снижения напряжения и деформации
Напряжение и деформацию нужно несколько снизить. Это возможно методами термическими, механическими и термомеханическими.
Механически обрабатывают детали с обработкой, что также снижает свойства кристаллической решётки.
Прокатка металла – эффективность метода. Но осуществим только на предприятии. Доступен и прост – метод проковки, где горячий шов подвергается ударной обработке, сняв остаточное напряжение ММА.
К третьему включают совокупность термической и механической видовой категории. Взяв самые преимущественные свойства, добиваются максимальности эффективности.
Виды сварочных швов
Сварочные швы бывают нескольких видов, в зависимости от следующих параметров.
Способ удержания расплавленных металлов
- подкладные из меди, керамики, асбеста, флюса, газа и т.д;
- безподкладочные.
Сторона накладывания
- односторонние;
- двусторонние.
Материал сварного соединения
- при углеродистой и легированной стали;
- цветмета;
- биметалла;
- винилпласта;
- полиэтилена.
Расположение деталей один к другому
- остроугольным;
- тупоугольным;
- прямоугольным;
- одноплоскостным.
Объём металла
- нормальным;
- ослабленным;
- усиленным.
Соединения сварочные
Сварной – неразъёмно-соединённая деталь, подразделённая на:
- стыковую;
- угловую;
- нахлёсточную;
- тавровую;
- торцевую.
Стыковые соединения — объединение торцевых частей одноплоскостных или одноповерхностных. Размер может быть сходным или различным. Применение – для сваривания труб и резервуаров.
Угловые – объединение угловых элементов. Широко применяются в строительстве.
Нахлёсточные – предусматривающие наложения двух компонентов частично-перекрытого вида, находящихся в одних плоскостях.
Тавровые называются соединения, с расположением двух торцовых частей определённым плавящимся способом.
Сергей Одинцов
Основные виды сварки
Сварка электротоком делится на 2 принципиальных класса: недуговая и дуговая.
Недуговую сварку чаще называют контактной. В контактной сварке электроды, подающие ток, прикладываются непосредственно к металлу, который сваривают. Сквозь метал, расположенный между поднесенными электродами, подается короткий, но очень мощный разряд тока (тысячи ампер). Сплавление при этом получается только между приложенными электродами.
Если электроды расположены прямо друг против друга, то сварное соединение получается точечным. Хотя точечная сварка – не единственный вид контактной сварки, но зато самый распространенный. Поэтому понятия «точечной сварки» и «контактной сварки» часто используют в виде синонимов. Напряжение точечной сварки составляет считанные вольты.
Поэтому контактная сварка применяется преимущественно для скрепления тонколистового металла. Например, в автомобилестроении.
В строительстве гораздо большее распространение получила сварка электродуговая. При электродуговой сварке между источником тока (электродом) и свариваемым металлом находится небольшой промежуток, заполняемый электрической дугой.
Ошибочно предполагать, что это промежуток воздуха. Это промежуток ионизированного газа, проводящего ток. Дуговая сварка, как мы ее представляем сегодня, без газа невозможна.
Просто газ может подаваться из отдельного баллона, а может образовываться в результате горения обмазки электрода.
Самыми распространенными в строительстве являются следующие технологии:
- ММА (в отечественной классификации – ручная дуговая сварка, или РДС)
- TIG (аргоно-дуговая)
- MIG-MAG (полуавтоматическая, проволокой).
ММА
Популярность данного вида сварки предопределена как раз отсутствием необходимости таскать с собой баллон с газом. Обмазка электрода – и есть «застывшее» газовое облако.
Как только электрод коснется металла и полученный ток короткого замыкания расплавит металл электрода, расплавится и обмазка вокруг него.
Образовавшееся облако газа обеспечит проводящую ионизированную среду для дуги и защиту расплавляемого металла от доступа кислорода.
Какие бывают сварочные аппараты: виды, характеристики, особенности эксплуатации
Сборка металлических конструкций с помощью сварочного оборудования во многих случаях предпочтительнее метода фиксации посредством крепежных элементов. Взаимопроникновение расплавленного металла дает прочное соединение.
Монтаж с использованием заклепок, болтов, специальных механизмов уместен при необходимости обеспечить замену детали, при ремонте, регламентных работах. Информация о том, какие бывают сварочные аппараты, в чем особенности их эксплуатации, поможет сделать правильный выбор при покупке.
Трансформаторы
Принцип работы основан на понижении входящего напряжения до уровня, необходимого для создания устойчивой дуги. Трансформатор, основная деталь оборудования, имеет две обмотки: первичную и вторичную. Какие бывают сварочные аппараты этого типа?
Напряжение регулируется двумя способами. Первый — это амплитудный метод, когда обмотки смещаются относительно друг друга физически. Делается это с помощью специального механизма.
Самое простое решение заключается в разделении обмотки на несколько частей, подключая/отключая которые добиваются нужного напряжения. Второй — фазное регулирование, которое обеспечивают тиристоры. Более производительный способ, дающий возможность регулировать ток по многим характеристикам.
Выпрямители
Эта категория является эволюционным развитием трансформаторного оборудования. В схеме аппарата есть диодный блок, преобразующий переменный ток в постоянный. Создаются более благоприятные условия для поддержания дуги. Она более устойчива, ровная.
Наблюдается заметное снижение разбрызгивания металла. В работе можно использовать любые типы электродов. Выпрямитель более универсален по сравнению с трансформаторным аналогом. Возможна работа не только с черными, но и с цветными металлами. Меняя полярность получают иные характеристики аппарата, например, для сварки алюминия.
Хорошее качество швов, доступная цена, надежность оборудования делают его популярным среди профессионалов и домашних мастеров. К минусам можно отнести немалый вес аппарата, необходимость иметь навыки работы с ним и сильное влияние на подающую сеть в которой отмечаются скачки напряжения.
Полуавтоматы
Стабильно увеличивающаяся по количеству проданных аппаратов категория. Принцип работы основан на особенностях поведения металла в среде защитного газа. Традиционного электрода при этом нет.
Его роль играет проволока, которая может быть обычной или флюсовой, с добавкой веществ улучшающих качество сварки. В качестве среды используется аргон, углекислый газ. Принято делить оборудование на следующие группы:
- аппарат с принудительной подачей газа;
- оборудование с возможностью отключения подачи газа;
- аппарат без газа, который работает только с флюсовыми электродами, создающими с процессе работы защитный слой над местом сварки.
Полуавтоматы широко используются в домашнем хозяйстве, на крупных предприятиях, станциях технического обслуживания автомобилей. Тонкая регулировка позволяет сваривать металл толщиной менее 1 мм с хорошим качеством.
Эксплуатация аппарата требует знаний, но необходимости иметь устойчивые навыки управление дугой, как в работе с трансформатором нет. Нужно четко следовать рекомендациям инструкции и советам специалистов.
Инверторы
Наиболее динамично развивающаяся категория. Привлекает простота использования. Производители предлагают оборудование инверторного типа с оптимальными пользовательскими характеристиками. Время обучения для успешного пользования минимально.
Сам сварочный аппарат небольшой, относительно легкий и сегодня его можно купить по ценам сравнимым с аналогами, работающими по иному принципу, хотя разница с цене есть, но не такая значительная, какая была на первые образы оборудования этого класса. Конфигурация инвертора следующая:
Аппарат инверторного типа мобилен. Высокое КПД и минимальное потребление энергии делают возможным подключение его к бытовой сети. Популярность оборудования стала возможной после того, как производители технологически устранили недостатки, характерные для первых моделей оборудования.
Сегодня инверторы считаются самым удобным аппаратом для бытового использования, имеют высокий класс надежности. Поэтому имеют его сегодня и частные мастера, и небольшие производственные, сельскохозяйственные предприятия.Чаще всего при консультации в торговой точке с менеджером, на вопрос — Какие бывают сварочные аппараты для домашнего использования? — можно услышать следующий ответ — Инверторы.
Аргонодуговой сварочный аппарат
Оборудование относят к специальному классу. Разрабатывалось оно для качественной сварки цветных металлов, хотя и для сплавов на основе железа оно тоже используется.
Узкая специализация техники ограничивает использования ее в частном хозяйстве, но аппаратов бытового класса в продаже много. По конфигурации они не отличаются от профессиональных аналогов и состоят из следующих элементов:
- источник постоянного (предпочтительнее) или постоянного тока;
- осциллятор, который преобразует ток в импульсы высокой частоты для возникновения бесконтактной дуги.
Характерной особенностью аргонодугового аппарата является неплавящийся электрод. В большинстве случаев об сделан из вольфрама, который имеет значительный ресурс и при длительном пользовании может быть заменен на новый.
Устойчивая дуга в среде аргона, реже гелия, дает возможность работать со сплавами, сварка которых в иных условиях невозможна, поскольку содержащийся в воздухе кислород создает окислительную пленку, амальгаму.
Аппарат для точечной сварки
Для отдельных операций при сборке конструкций такой вид оборудования становится очень востребованным. Аппарат имеет характерную форму: два электрода расположены в одной плоскости и при работе нагревают заранее зафиксированные детали и деформируют их в точке соприкосновения, что и стало причиной названия этого класса оборудования.
Происходит это за доли секунды. Электрический высокочастотный импульс тока плавит металл на небольшой площади, без образования окалины, обжига, перегрева детали. По этой причине сборку часто делают даже из деталей, покрытых лакокрасочными составами.
Аппарат для газовой резки и сварки
Класс оборудования, использующих не электричество в качестве плавления металла, а газ. Привычная модификация ацетиленового аппарата с использованием карбида кальция сегодня уступает место более совершенному оборудованию со сжиженным газом в баллонах, хотя и продолжает успешно эксплуатироваться в частных хозяйствах и организациях ЖКХ.
Не зависимо от способа подачи носителя энергии, оборудование делится на три категории:
- Сварочное. Используется специальная горелка. Редуктор ограничивает подачу газа, оптимальную для сварки. Резку делать таким аппаратом не резонно, слишком долго.
- Универсальное. Возможность регулировки подачи газа, форма горелки позволяют успешно варить и резать металл.
- Резаки. Предназначены для разделки крупных конструкций на отдельные части. Горелка особой формы, длиной до метра и более. Мощная подача кислорода и газа выдувает расплавленный метал.
: Как правильно выбрать сварочный аппарат
Газовое оборудование имеет свои плюсы и минусы. К преимуществам относят: дешевизну, медленный нагрев и остывание металла, иногда эта особенность нужна, возможность полностью контролировать время обработки с помощи мощности пламени.
Шов отличается высоким качеством при соответствующей квалификации мастера. К тому же газовой горелкой можно не только варить металл, но и закалять, отпускать его. К недостаткам относят длительность процесса, достаточно большую площадь нагрева, взрывоопасность.
Плазменная сварка
Современный способ соединения, резки металла. В быту используется мало, а вот при производстве изделий из высокопрочных, нержавеющих сталей этот способ стал очень востребованным. Температура в сопле плазмы достигает 30 000 °C.
Это позволяет на ограниченной площади быстро производить сварку высокой точности. Незаменима технология плазменной сварки при работе с металлами значительной толщины. Использование метода многократно сократило время операции по отношению к другим видам оборудования.
Оборудование достаточно дорого и в частных руках его не много. Какие бывают виды сварочных аппаратов этого типа? Конструктивно варить можно как дугой, так и плазменной струей.
В обоих случаях необходим инертный газ для создания среды и неплавящийся электрод. По мощности аппараты бывают трех видов: микроплазменные (0,1-25 А) средние (25-150 А) и оборудование на больших токах (свыше 150 А).
Информация о характеристиках основных видов сварочного оборудования поможет определиться, какой аппарат будет наилучшим в конкретной ситуации. Для домашнего пользования не обязательно покупать дорогостоящую профессиональную технику.
По базовым показателям бюджетные модели мало уступают специальным аналогам. Главным отличием становится время непрерывной работы. Профессиональное оборудование может работать часами, в отличие от простых аналогов. Понимая, какие бывают сварочные аппараты, какими характеристиками они обладают, сделать правильный выбор намного легче.
Изучаем основные виды сварки

Сварку называют технологичным процессом по созданию единства между двумя соединёнными сварными частями с помощью межатомного взаимодействия, произошедшего при помощи нагревательной операции (общей и местной), пластичном образовании или объединённости этих двух составляющих. Сегодня существует множество видов сварки (количество их видов близко к 100), характеристика которых позволяет классифицировать на физическую, техническую и технологическую разновидности. Остановимся на каждой более подробно.