Состав обмазки электродов для ручной дуговой сварки
Что нужно знать про рутиловые электроды

Рутиловые электроды: состав, маркировка, покрытие
Среди всех сварщиков, рутиловые электроды признаны как одни из лучших, по целому ряду причин. Во-первых, электроды с рутиловым покрытием допускается применять для сварки, как постоянным, так и переменным током. Во-вторых, сварочный шов с использованием рутиловых электродов выходит прочным и ударостойким.
Что такое рутиловые электроды и для чего они используются. Какой состав и характеристики они имеют, и как выбрать для них режим сварки. Именно об этом и будет рассказано на сайте mmasvarka.ru.
Из чего состоят рутиловые электроды
Как и все другие, рутиловые электроды состоят из металлического стержня и рутила в качестве обмазки, который получают из двуокиси титана. Именно рутиловая обмазка электродов даёт возможность получить качественный сварочный шов, стабильную дугу, и ряд других преимуществ, которыми обладают рутиловые электроды.
Кстати, рутиловое покрытие электродов считается самым безопасным, поскольку оно не содержит в своём составе вредных веществ.
Характеристики электродов с рутиловым покрытием
Рутиловые электроды различаются по составу обмазки. Что касается стержня, то для его изготовления берётся стальная проволока Св-08. Её металл хорошо взаимодействует со всеми низкоуглеродистыми и малолегированными сталями, она хорошо плавится и легко соединяется с ними.
Состав рутиловых электродов может различаться, однако, чаще всего, можно встретить электроды с рутиловым покрытием следующего вида:
- Рутил — почти 50%;
- Магнезит — 10%;
- Декстрин — 3%;
- Ферромарганец — 15%;
- Полевой шпат — не более 25%.
Популярные марки рутиловых электродов знакомы почти всем сварщикам. В первую очередь, это такие известные электроды, как: МР-3, ОЗС-6, ОЗС-4, электроды АНО-21, ЗРС-1 и ЗРС-2.
Маркировка рутиловых электродов
Рутиловые электроды обозначаются буквой «Р». Она, как правило, ставится в самом конце аббревиатуры. Если рядом с буквой «Р» на пачке с электродами указана буква «Ц», то она говорит о том, что в составе рутиловых электродов есть целлюлоза.
Как и другие компоненты рутиловой обмазки, целлюлоза является также, абсолютно безвредным веществом. Именно по этой причине рутиловые электроды не выделяют при горении вредных для дыхательных путей сварщика, газов.
Применение электродов с рутиловым покрытием
Как было сказано выше, рутиловые электроды получили огромную популярность благодаря своей «универсальности». Их можно использовать как для работы с инвертором, который выдаёт постоянный ток, так и на трансформаторах с переменным сварочным током.
Электроды с рутиловым покрытием выдают одинаково хорошие результаты, при сварке во всех пространственных положениях. Данные электроды предназначены в основном для сварки низколегированных сталей.
Какой режим сварки для рутиловых электродов выбрать
Рутиловые электроды очень требовательны к условиям хранения, поэтому для получения хороших результатов сварки, перед началом работ их следует просушить. Прокаливание рутиловых электродов производится при температуре не менее 200 градусов. Благодаря этому, электроды с рутиловым покрытием не разбрызгивают металл и имеют лёгкое отделение шлака, чем непросушенные электроды.
Как и в большинстве случаев, чтобы подобрать правильный режим сварки для рутиловых электродов, нужно учитывать не только толщину металла, но и пространственное положение. Для сварки в нижнем положении, значения сварочного тока уменьшается на 20%.
Преимущества рутиловых электродов
К основным преимуществам рутиловых электродов относится следующее:
- Рутиловыми электродами можно работать как на постоянном, так и на переменном токе;
- Рутиловые электроды хорошо варят даже ржавый металл;
- Данные электроды имеют стабильную дугу, которая легко разжигается;
- Сварочный шов, полученный с помощью электродов с рутиловым покрытием, обладает высокой механической прочностью и ударной вязкостью;
- Предварительно просушенные электроды, перед сваркой, имеют малый коэффициент разбрызгивания металла;
- Эти электроды очень легко использовать повторно;
- Электроды, имеющие рутиловое покрытие менее опасны, чем любые другие.
Благодаря всем вышеперечисленным преимуществам, рутиловые электроды получили огромное применение в сварке. Сегодня трудно представить сварку металлоконструкций из низкоуглеродистых сталей и трубопроводов без использования электродов с рутиловым покрытием.
Еще статьи про сварку:
- Электроды ОЗШ-1 для сварки легированных сталей
- Первая помощь при ожоге глаз сваркой
- Обзор сварочных инверторов до 250 А для ММА сварки
Покрытие сварочных электродов — особенности и виды
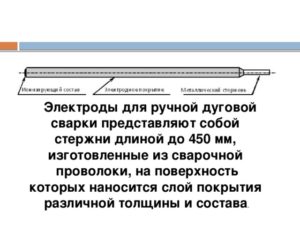
Электроды для сварки представляют собой стержень, защищенный специальным покрытием. Его также называют обмазкой. Покрытие сварочных электродов выполняет роль барьера между сварочной зоной и воздухом. Оно исключает окислительный процесс. Обмазка применяется для всех типов электродов, работающих как с черными, так и с цветными металлами и сплавами.
Назначение покрытия
задача обмазки (верхней части электрода) — это защита металла во время сварки. Окисление, возникающее при взаимодействии с воздухом, отрицательно сказывается на качестве соединения. Шов становится непрочным. В нем могут образовывать трещины и поры, из-за чего он просто разрушится.
Покрытие работает таким образом. Во время сварки на каплях электродного металла образуется шлаковая оболочка. При движении дуги вдоль расплавленной поверхности, шов покрывается шлаковой коркой, защищающей его от внешних воздействий.
Шлаковая корка замедляет остывание металла и снижает скорость его застывания. Благодаря этому из него выходят деструктивные включения, снижающие прочность шва. Защитное напыление стержней состоит из большого количества защитных элементов. Основными компонентами являются концентрат титана и каолин.
Обмазка выполняет несколько очень важных функций:
- Защита дуги и сварочной ванны от имеющихся в воздухе кислорода, азота и водорода. Защита состоит из 2 уровней. Первый — это пары углекислого газа, второй — углеродные окиси, укрывающие рабочую зону и шлаковые образования.
- Обмазка способствует образованию шва без пор, трещин и зашлакованных участков.
Среди других, не менее важных функций, нужно отметить:
- Стабильное горение дуги в различных режимах работы и простое зажигание. Стабильность достигается за счет наличия в покрытии элементов, стойких к ионизации в больших объемах. В результате ионы стабилизируют горение дуги.
- Благодаря ферросплавам из сварочной ванны удаляется кислород, являющийся причиной образования пор. Ферросплавы связываются с кислородом и выводятся в виде испарений.
- Покрытие способствует очистке металла соединения от лишних примесей.
Диаметр и толщина покрытия
Существует огромное количество марок и моделей электродов, рассчитанных на работу с разным материалом. Они учитывают нагрузку и условия, в которых будут находиться сваренные конструкции и изделия.
Электроды имеют 2 значения диаметра: с обмазкой и без. Диаметр прутка очень важен при выборе расходных материалов для предстоящих работ. Как мы знаем, чем толще металл, тем больший диаметр электродов требуется для его сварки.
Исходя из диаметра стержня и толщины металла, выставляется сила тока на аппарате. Необходимо правильно ее подобрать. Если она окажется слишком большой, вы прожжете металл, а если слишком маленькой, то не сможете зажечь дугу.
В большинстве случаев за диаметр принимается величина сердечника вместе с покрытием, поскольку эффективность работы обеспечивается как раз за счет обмазки. Без нее было бы сложно сделать качественное и надежное соединение.При выборе электродов большое внимание уделяется толщине самой обмазки. Под каждый диаметр сердечника подбирается определенная толщина обмазки. Можно выделить 4 группы электродов, которые отличаются между собой толщиной покрытия:
- тонкие;
- средние;
- толстые;
- особо толстые.
В качественных электродах толщина покрытия варьируется от 0,5 до 2,5 мм. С учетом железного порошка, диаметр составит 3,5 мм, а масса примерно половину от общего веса изделия. Электроды с таким соотношением покрытия и сердечника применяются когда нужно сделать надежное соединение, рассчитанное на большие нагрузки.
У тонких электродов толщина обмазки не превышает 0,3 мм. Оно предназначено для стабилизации горения дуги и не оказывает влияния на качество полученного металла.
Виды покрытия
Давайте подробнее рассмотрим виды обмазок. Всего можно выделить 4 главных типа покрытия, которые наносятся при изготовлении прутков:
- основное — в маркировке обозначается буквой Б;
- кислое — обозначается буквой А;
- целлюлозное — Ц;
- рутиловое — Р.
Покрытие выбирается в зависимости от типа металла, с которым вы собираетесь работать, нагрузки на конструкцию или деталь и т. д. Теперь рассмотрим каждый вид покрытия.
Основное
Покрытие позволяет легко избавляться от кислорода в металле. Шов, выполненный электродом с основным покрытием не будет иметь горячих трещин. Чтобы в соединении не появлялось пор, электроды нужно прокаливать.
Поддерживать стабильное горение с таким покрытием сложно. Поэтому для большинства подобных электродов потребуется постоянный ток обратной полярности.
Основное покрытие подходит для сварки изделий и конструкций, сделанных из закаливающейся стали, в которых могут появляться холодные трещины. Такими электродами выполняется сварка материалов с большим содержанием серы и фосфора.
Стержни с такой обмазкой часто используются при сварке в несколько слоев для конструкций с повышенными требованиями жесткости.
Кислое
Кислое покрытие позволяют почти полностью исключить возможность образования пор в швах. Поэтому стержни с такой обмазкой применяют при сварке ржавых поверхностей. Данное покрытие обеспечивает стабильное горение дуги и ее легкое зажигание.
Такие электроды применяют, когда к конструкциям и деталям предъявлены минимальные требования. Их можно использовать как при постоянном, так и при переменном токе. Среди основных недостатков можно отметить: большие брызги, токсичные испарения, возможность появления горячих трещин.
Целлюлозное
Электроды с таким покрытием отличаются качественным горением дуги. Зачастую их используют с постоянным током. Их применяют при установке корневых швов в трубопроводах, сделанных из стали с небольшим содержанием углерода.
Стержни с данным покрытием используются для односторонней сварки с хорошим проплавлением корневых швов. Ими можно эффективно работать в вертикальном положении.
Целлюлозное покрытие не подходит для работы с металлами с большим содержанием углерода и легирующих компонентов. Также оно плохо переносит большую температуру и дает много брызг во время работы.
Рутиловое
Это очень распространенная обмазка. Она позволяет без проблем варить даже стали со ржавчиной и следами окалины. Шов, образуемый при работе такими электродами, полностью защищен от горячих трещин.
Рутиловое покрытие дает возможность соединять даже загрунтованные поверхности. Шов будет прочным и надежным. Стержни с такой обмазкой дают возможность работать с любым типом тока и обеспечивают стабильную дугу. Брызги во время сварки практически отсутствуют, что экономит материал и защищает сварщика от ожогов. При работе рутиловыми электродами, в швах не появляются поры.
При работе средними и толстыми стержнями, сварка допускается в любом положении. Если свариваемый материал имеет очень большую толщину, его сварку следует проводить в нижнем положении.Конструкции и изделия, к которым предъявлены требования стойкости к высоким температурам не желательно варить рутиловыми электродами.
Заключение
Покрытие сварочных электродов напрямую влияет на эффективность работы и качество соединения. Кроме того обмазка определяет функции и назначение электродов.
Покрытия и изделия в целом, создаются в соответствии с правилами ГОСТа, написанными для конкретных сварочных работ и электродов. Стержни с разной обмазкой могут отличаться по цене и параметрам. Это зависит от сферы применения и задач, которые они должны выполнять.
Состав обмазки электродов для ручной дуговой сварки — Справочник металлиста
- Дата: 04-07-2015
- 459
- : 48
Для того чтобы сварочный шов имел высокую прочность и надежность, был пластичным, в нем должно быть минимальное количество продуктов раскисления и кислорода. Чтобы этого достичь, применяются раскислители, они помогают снизить количество кислорода в расплавленном металле перед тем, как он начнет кристаллизоваться.
Функции электродного покрытия.
Достичь высоких показателей сварочного шва удается путем подбора покрытия электродов. Шлак должен омывать капли расплавленного металла, хорошо его смачивать. Благодаря тому, что продукты раскисления растворяются и связываются шлаком, формируется правильный, надежный и прочный шов.
Электроды, имеющие кислое покрытие
Технологические характеристики электродов с рудно-кислым покрытием.
Данный вид покрытий в своем составе имеет оксиды железа, марганца и разные силикаты, в которых много диоксида кремния, благодаря чему они имеют большой окислительный потенциал.
Кроме перечисленных компонентов в состав покрытий таких электродов может входить концентрат титана или ильменит, в качестве раскислителя чаще всего применяется ферромарганец, а для обеспечения газовой защиты добавляют целлюлозу.
Во время плавления электродов в шлаке содержится много оксидов Fe, кислород переходит из шлака и атмосферы сварочной дуги, начинает окисляться металл. В покрытии начинает плавиться марганец, но в расплавленный металл его переходит очень мало.
Кремний и марганец, которые были в покрытии, пребывая в сварочной ванне, начинают реагировать с кислородом, вследствие чего происходит образование мелкодисперсных включений. Эти включения могут укрупняться, в результате наплавленный металл получается загрязненным.
То, что в сварочном шве присутствуют мелкие включения, приводит к ухудшению его характеристик при низких температурах, значительно уменьшается вязкость шва.
Данные электроды имеют высокую скорость плавления, что позволяет проводить работу в форсированном режиме, они имеют высокую проплавляющую способность. Лучше всего их использовать для работы в нижнем положении, но можно применять и при выполнении горизонтальных и вертикальных швов.
Рутиловое покрытие электродов
Схема сварки плавящимися и не плавящимися электродами.
Такое покрытие состоит из рутила, в нем содержится около 95% TiO2, в него входят алюмосиликаты и карбонаты.
Для раскисления, как и в предыдущем покрытии, используется ферромарганец, газовая защита выполняется за счет того, что в составе есть около 4-5% целлюлозы. Как связующий элемент используют жидкое стекло.
Кислород начинает образовываться, когда разлагается целлюлоза и происходит диссоциация карбонатов, атмосфера дуги получается слабо окислительной.
Кроме того, что расплавленный металл окисляется кислородом, процесс окисления идет еще и во время кремниево-восстановительного процесса. За счет того, что температура очень высокая и в покрытии электродов есть марганец, происходит восстановление кремния, восстанавливается он и железом. Образовавшиеся оксиды железа перемещаются в шлак, после чего они растворяются в металле.
Пока температура высокая, реакции между кислородом, марганцем и кремнием нет, но как только температура уменьшается, такие реакции активируются. В сварочном шве образуются включения оксидов Si, имеющие мелкодисперсную структуру.
Преимуществом электродов, имеющих данную оболочку, является то, что по сравнению с кислым покрытием получаются лучшие характеристики сварочного шва. Это достигается за счет меньшего количество в нем включений и того, что в сварочном шве мало кислорода.
Электроды, которые имеют рутиловое покрытие, обладают более высокими характеристиками. Работать ими можно как на переменном, так и на постоянном токе, в любом положении, шов формируется хорошо, шлак отделяется легко. Немаловажным плюсом является и то, что они имеют низкую токсичность во время работы.
Характеристики рутиловых электродов позволяют их использовать при проведении ответственных работ по свариванию низколегированных и углеродистых сталей.Существуют электроды с рутило-карбонатным и карбонатно-рутиловым покрытием. В данном случае используются преимущества рутиловых и основных электродов. Если говорить о вязкости и пластичности шва, то по сравнению с рутиловыми электродами они улучшаются. Если сравнивать их с основными, то при повышении сварочно-технологических характеристик снижается чувствительность к образованию пор в швах.
Электроды с целлюлозным покрытием
Схема испытания соединителя электрода на долговечность.
Они характеризуются большим количеством целлюлозы, ее количество доходит до 45%. Шлакообразующими составляющими являются тальк, гематит, марганцевая руда и рутил. Как связующий элемент применяется жидкое стекло, а в качестве раскислителя используется ферромарганец.
То, что в оболочке много целлюлозы, дает возможность обеспечить хорошую газовую защиту. В газах много водорода и оксида углерода, но мало кислорода, что позволяет создать слабоокислительную атмосферу сварочной дуги.
Гематит и марганцевая руда используются для того, чтобы подавить процесс восстановления кремния. В шве мало кислорода, есть мелкодисперсные включения кремния, что делает его пластические свойства средними.
Такими электродами можно варить шов в любом пространственном положении, металл проваривается хорошо, с обратной стороны формируется плавный валик, скорость проведения работ высокая. Часто такие электроды применяют при соединении магистральных трубопроводов.
Их недостатком является то, что шов может иметь грубочешуйчатую поверхность, по кромкам сваривания могут появляться подрезы, в шве много водорода, во время работы разбрызгивается много металла.
Основное электродное покрытие
Виды покрытия электродов.
Основу такой оболочки составляют карбонат и фторид кальция, газовая защита выполняется за счет струи углекислого газа, которая образуется во время нагрева и плавления покрытия, когда происходит диссоциация карбоната кальция. Для раскисления в состав оболочки могут добавляться ферромарганец, феррокремний, ферротитан или алюминий.
Этими электродами работают при постоянном токе, при этом он должен быть обратной полярности.
Можно варить и переменным током, но придется применять дополнительные меры, такие как использование электродов с двухслойным покрытием, добавление в состав покрытия ионизаторов и др.
Проводить работу можно в любом положении, но при работе сверху шлаку необходимо придавать определенные свойства. Корневой шов, выполненный таким электродом, имеет худшие характеристики, чем тот, что выполнен инструментом с целлюлозным покрытием.Как недостаток такого вида оболочки стоит отметить то, что при использовании переменного тока технологичность низкая, во время изготовления покрытия возникают сложности, так как необходимо добавлять пластификаторы, при увлажнении покрытия повышается его чувствительность к образованию пор.
Способы ограничения влаги в покрытии:
- эти виды покрытий во время производства дополнительно прокаливают, при этом температура должна быть очень высокой;
- непосредственно перед проведением работ их рекомендуется снова прокалить;
- сохранять такие электроды рекомендуется в специальных термопеналах.
Легирование и рафинирование
Схема сварки неплавящимся электродом с присадкой.
Во время проведения легирования в жидкий металл добавляют разные элементы. При соединении разных сталей и сплавов надо использовать электроды, которые обеспечат соответствующий шов.
Легировать шов можно через покрытие электрода, через его стержень или оно может быть комбинированным. В покрытие обязательно вводится раскислитель. Способ легирования выбирают исходя из того, какие необходимы характеристики шва.
Если в сварочном шве должно быть до 3% легирующих элементов, то проводят легирование при помощи оболочки электрода. Если в составе стержня есть легирующие компоненты, то можно ограничиться проведением легирования через электрод.
Проведение рафинирования предусматривает очищение расплавленного металла от попавших в него примесей серы, фосфора и др. В расплав указанные примеси могут попадать как из металла соединяемых деталей, так и из стержня электрода и его покрытия. Минимизация количества серы в сварочном шве необходима для того, чтобы уменьшить склонность шва к образованию трещин.
Электроды, имеющие специальное покрытие
Схема сварки покрытым металлическим электродом.
Такие инструменты нужны для проведения работ в особо сложных условиях, например, при высокой влажности или под водой, данное покрытие называется гидрофобным.
Для его создания в жидкое стекло вводят до 10% гидрофобных полимеров, это могут быть смолы, лаки. Вместе с отвердителем это позволяет получить смолу, она заполняет поры между частичками оболочки, и извне в них не проникает влага. Силикатное связующее может быть заменено на специальные составы, которые имеют необходимые физико-химические характеристики.
Такое решение позволит свести к минимуму содержание влаги в покрытии электродов, при этом сохраняется высокая прочность шва даже во время проведения работ под водой.
Приведенная классификация существующих покрытий электродов является условной, так как существует большое количество электродов, имеющих промежуточное покрытие.Из чего состоит сварочный электрод – виды покрытий, маркировка, классификация
Чтобы создать условия для стабильного горения дуги, а также придать сварному шву требуемые свойства, используется специальное покрытие сварочных электродов, представляющее собой порошкообразный материал, которым покрывается изделие. От качества такого покрытия напрямую зависят эффективность выполняемой сварки и прочность свариваемых конструкций.
Покрытые сварочные электроды
Свойства компонентов покрытия электрода
Для того чтобы шов вышел хорошего качества, нужны специальные компоненты. Итак, выполняя сварочные работы, в зоне сварки нужно обеспечить создание самых подходящих условий для быстрого и надежного соединения металлических поверхностей. Перечислим основные задачи, которые выполняют электроды со спецпокрытием.
Из чего состоит сварочный электрод – виды покрытий, маркировка, классификация
Чтобы создать условия для стабильного горения дуги, а также придать сварному шву требуемые свойства, используется специальное покрытие сварочных электродов, представляющее собой порошкообразный материал, которым покрывается изделие. От качества такого покрытия напрямую зависят эффективность выполняемой сварки и прочность свариваемых конструкций.
Покрытые сварочные электроды
Особенности покрытий
Состав и толщина используемых покрытий оказывает непосредственное влияние на такие показатели как стабильность электродуги, вязкость расплавленного металла, а также шлака, особенности поведения металла при переходе в сварочную ванну и прочее.
Химический состав покрытия
Выделяют следующие виды покрытий в зависимости от входящих в его состав компонентов.
Рутиловые
В их основе – минерал рутил, который составляет основную часть покрытия, остальные компоненты — это кремнезем, карбонат магния или кальция, ферромарганец. Электроды с рутиловым покрытием отличаются тем, что переход металла в сварочную ванну происходит с минимальным разбрызгиванием.
Шов получается ровным, характеризуется легким отделением окалины, что способствует высокому качеству выполняемой работы. Рутиловые электроды также обеспечивают повторное легкое зажигание дуги, делая процесс сваривания более быстрым.
Также к достоинствам такого покрытия относится то, что оно безопаснее для здоровья сварщика.
Рутиловые электроды бывают не только чистого типа, но еще и смешанного: рутилово-основные, рутилово-целлюлозные, рутилово-кислые. Вся совокупность электродов с рутиловыми покрытиями позволяет работать практически с любыми видами швов.
Схема сварки покрытым электродом
Целлюлозные
Основная особенность покрытий этого вида – создание в процессе сваривания большого объема газов и небольшого процента шлаков, что весьма удобно при варке вертикальных швов.
Электроды с целлюлозным покрытием могут включать в свой состав органические смолы, тальк, собственно целлюлозу и разные ферросплавы.
Единственным недостатком такого покрытия является низкая пластичность металла шва, которая вызвана большим объемом водорода, выделяющимся при сгорании органики, а также повышенная разбрызгиваемость металла.Основные
В состав таких электродов входят карбонаты магния и кальция, в качестве которых чаще всего выступают мрамор, доломит и магнезит.
Лучше всего сварочные работы на таких электродах выполнять при постоянном токе, поскольку при переменном добавляемый в такие электроды (для разбавления шлака) плавиковый шпат может ухудшать качество шва.
Но при небольшом количестве плавикового шпата в составе покрытия вполне допускается работать с переменным током.
Электроды с основным покрытием используют при сваривании ответственных стальных конструкций, так как металл получаемого шва обладает высокой пластичностью. К особенностям при работе с такими электродами можно отнести тот факт, что швы получаются довольно грубыми и выпуклыми. Хранить их необходимо в сухом месте, потому что электроды такого типа отличаются высокой гигроскопичностью.
С железным порошком
Внедрение в состав покрытия железного порошка значительно увеличивает производительность труда. Проплавляющая способность дуги увеличивается, что положительно сказывается на качестве сварки соединений с повышенными или неравномерными зазорами, а также облегчает повторное зажигание дуги.
Кислые покрытия
Эти электроды покрываются оксидами железа и марганца, которые выделяют в сварочную дугу значительный объем кислорода. Это уменьшает поверхностное натяжение, придавая металлу большую тягучесть, повышая тем самым ее температуру и делая расплавленный металл более текучим. Что благоприятно сказывается на скорости работы, но повышает опасность подрезов.
Также марганец образует опасные оксиды, которые отрицательно влияют на здоровье сварщика, поэтому в последнее время такие покрытия заменили на рутилово-кислые.
При выборе сварочных электродов следует обязательно учитывать состав их покрытия, вид которого указан в маркировке.
Схема сварочного электрода
Толщина покрытия электродов
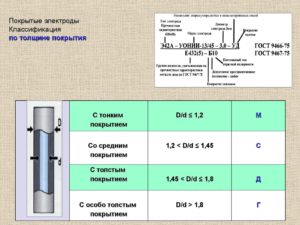
ГОСТ 9466-75 регламентирует разделение электродов на несколько типов по толщине, отталкиваясь от соотношения внешнего диаметра электрода D к диаметру стержня d.
- тонкие (D/d < 1,2 – («М»));
- средние (1,2 < D/d < 1,45 – («С»));
- толстые (1,45 < D/d < 1,8 – («Д»));
- особо толстые (D/d > 1,8 – («Г»)).
Маркировка электродов
Виды и марки электродов насчитывают десятки модификаций, поэтому для успешного ориентирования в их разновидностях была введена универсальная маркировка.
Разумеется, по маркировке электрода всегда можно понять, какое покрытие он несет. Основные параметры в данном случае – это толщина и тип покрытия.
Помимо этого в маркировке упоминается допустимое пространственное положение сварочного шва, а также род тока.
Пример расшифровки маркировки покрытого электрода
Для примера рассмотрим электрод Э46.
- 1 – указывает на толщину покрытия (Д – это толстое);
- 2 – означает тип покрытия (Р – это рутиловое);
- 3 — говорит о допустимом положении шва (1 – подходит для всех положений);
- 4 – это род тока (1 – означает переменный и постоянный любой полярности).
Влияние влажности на электроды
Содержащаяся во влажных электродах вода (а именно входящий в ее состав водород) крайне негативно влияет на качество сварных соединений, способствуя образованию трещин и ухудшая стабильность дуги.
Чтобы удалить лишнюю влагу перед началом работы рекомендует прокалить электроды, что значительно повышает устойчивость электродуги и благоприятно сказывается на качестве швов.
Для сварки особо важных конструкций необходимо использовать электроды с пониженным содержанием водорода.
Маркировка сварочных электродов
Производство покрытий для электродов
При производстве сварочных электродов необходимо не только точно соблюсти количественное содержание всех необходимых компонентов, но и обеспечить их равномерное распределение по всей длине покрытия.
Для этого применяется точное оборудование, которое качественно измельчает используемые вещества, просеивает через систему сит, формирует обмазочный состав в нужной консистенции и наносит его на стержень.
После смешивания сухих компонентов к ним добавляют жидкое стекло, которое выступает в качестве связующего элемента, способствующего эффективному превращению сырья в единую массу. Получаемая в итоге паста наносится на электроды методом опрессовки, после чего они поступают в специальные камеры на просушку и дальше – на прокалку.
Грамотный выбор электродов для сварки поможет даже не самому опытному сварщику обеспечить должное качество сварочных работ, а также сэкономит время и средства.
Покрытия электродов сварочных для ручной дуговой сварки: типы, состав, обозначения
Электрод для ручной дуговой сварки – это металлический стержень с защитным покрытием-обмазкой. Составляющие покрытия обеспечивают защиту зоны сварки от окисления воздухом, способствуют усилению ионизации. Стержни с обмазкой применяют как для черных, так и для цветных металлов, а также сплавов.
Назначение покрытия электродов
Основная задача, которую возлагают производители на покрытие электродов для ручной дуговой сварки – это защита плавящегося металла. Они предохраняют плавящийся металл от взаимодействия с воздухом, предотвращая окисление, делают готовый шов качественным и прочным.
При работе со сварочным аппаратом защитная обмазка создает оболочку из шлака на капельках электродного металла, продвигающегося по дуговому промежутку, а также на плавящейся поверхности привариваемых друг к другу деталей.
Защитный слой из шлака снижает скорость, с которой остывает металл, и быстроту его отвердевания, благодаря чему из него успевают выйти газовые и другие включения, которые негативно сказываются на прочности конструкции. Как правило, защитное напыление состоит из целого комплекса шлакообразующих элементов, таких как каолин или концентрат титана.
Какие функции обеспечивает качественное покрытие
Обмазка, покрывающая стержни из металла, выполняет целый ряд основных и второстепенных задач. Из первостепенных можно выделить:
- Предохранение самой дуги и металла в области сварочной ванны от взаимодействия с присутствующими в составе атмосферы азота, кислорода, а также водорода, который содержится в паре воды. Обмазка стержня создает двухступенчатую защиту: пары углекислого газа и углеродных окисей, обволакивающие рабочий участок, и пленку шлака на поверхностном слое расплавленного металла;
- обеспечение качественной кристаллизации шва без образования пор, зашлаковки и трещин.
Второстепенные, но не менее важные задачи:
- обеспечение бесперебойного горения дуги в широком спектре режимов работы, упрощение процесса зажигания. Стабильность дуги реализуется за счет присутствия в поверхностном слое стержня компонентов, которые не склонны к ионизации в большом объеме. Это способствует увеличению количества ионов, стабилизирующих горение, в дуговом пространстве;
- удаление из металла сварочной ванны растворенного в нем кислорода. Для этого в состав обмазки добавляют ферросплавы, которые легче и быстрее, чем сам металл, вступают с кислородом в реакцию;
- очистка металла шва от примесей (рафинирование).
Диаметр покрытия
В продаже можно встретить много марок электродов, предназначенных для разных видов металла и силы предполагаемых нагрузок на будущую конструкцию.
Стержни с обмазкой имеют два значения диаметра: диаметр самого электрода и общий диаметр стержня и напыления.
При выборе подходящего варианта диаметр является одним из определяющих факторов: чем он больше, тем большую толщину металла можно соединить с помощью стержня.
Важно! Режим работы сварочного аппарата выставляется, исходя из толщины соединяемых деталей и диаметра стрежней. Важно правильно рассчитать силу тока, так как при слишком сильном токе металл можно просто прожечь насквозь, а при слишком слабом не получится образовать дугу.Диаметр стрежня с обмазкой влияет не только на простоту работы с материалом при сварке, но также обеспечивает нужные характеристики выполненного соединения, влияет на прочность получившейся конструкции.
Так, к примеру, электроды, имеющие маркировку Э42А и Э46, используют для сварки деталей из низколегированных видов стали.
Буква «Э» в маркировке означает штучный электрод, повсеместно применяемый для ручной дуговой сварки в домашних условиях.
Число, следующее за буквой, – минимальное значение гарантируемого временного сопротивления на разрыв шва. Чем больше это число, тем большие нагрузки выдержит сваренная деталь.
Например, продукция типа Э42 обеспечивает сопротивление не менее 42 кгс/мм2, а стрежни с маркировкой Э46 – не менее 46 кгс/мм2.
Электроды Э42А применяются для металла с аналогичными качественными показателями на разрыв, но в условиях, когда необходимы более высокие параметры ударной вязкости и относительного удлинения полученного шва.
[ads-pc-2][ads-mob-2]Об улучшенных характеристиках говорит буква «А» в маркировке, которая обозначает кислый тип обмазки стержня.
Толщина покрытия
Синяя обмазка электрода марки МР-3С
Помимо характеристик нанесенного на электродный стержень покрытия и диаметра самого электрода при подборе материалов для сварки также ориентируются на толщину защитной обмазки.
Толщина обмазки стержня электрода – это соотношение общего диаметра (D) и диаметра внутреннего стержня (d). То есть, более толстый электрод может иметь меньшую толщину покрытия, если у него меньшее значение соотношения D/d.
Для каждого диаметра внутреннего стержня существует своя толщина покрытия. Всего существует 4 категории электродов, различающиеся толщиной покрытия:
- тонкие или стабилизирующие электроды (для их обозначения используется буква М) с соотношением 1,2 или более;
- средние электроды (обозначаются буквой С) с соотношением 1,45 или больше;
- толстые, имеющие соотношение меньше или равное 1,8, которые еще называют качественными (маркируются буквой Д);
- особо толстые электроды, так же входят в категорию качественных и имеют соотношение диаметров свыше 1,8 (можно узнать по букве Г в маркировке).
Толщина покрытия качественных электродов колеблется в диапазоне от 0,5 до 2,5 мм, что составляет 20-40% от массы внутреннего стержня. Если учитывать железный порошок, то диаметр составит 3,5 мм, а массовая доля – 50%. Такие электроды применяют, когда нужен шов высокого качества, способный выдержать большие нагрузки.
Тонкие или стабилизирующие электроды, толщина обмазки которых примерно 0,1-0,3 мм, делают горение дуги ровным и непрерывным, но никак не влияют на качественные показатели наплавляемой стали.
[ads-pc-3][ads-mob-3]Типы покрытия электродов для ручной сварки
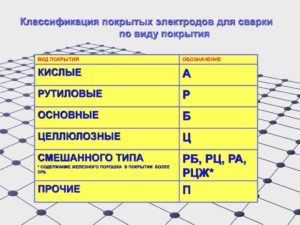
Рассмотрим, какие покрытия электродов бывают, их компоненты и как обозначается какое из них. Существуют четыре основных вида покрытий, применяемых при производстве электродов для сварки:
- покрытие кислого типа, обозначаемое буквой А;
- основное (Б) покрытие;
- целлюлозная обмазка (Ц);
- рутиловое (Р).
Покрытие сварочных электродов подбирают исходя из того, какой вид стали планируется варить, силы нагрузки на конструкцию и других факторов.