Станок для сгибания профильной трубы своими руками
Как сделать профилегиб за 2000 рублей: на заметку самодельщикам

Профилегиб нужен многим домашним мастерам. Согнуть металлические трубы для теплицы, сделать арки для навеса для автомобиля, изготовить крышу для качелей — инструменту везде найдётся применение.
Вот только цена на покупной качественный профилегиб заводского изготовления «кусается». Как быть? Сделать «машинку» для гибки труб с ручным приводом из недорогих материалов по образцу от Pin008.
- Стоимость самодельного профилегиба, необходимые детали и инструмент
- Этапы изготовления профилегиба своими руками
- Полезные советы по изготовлению самоделки
Профилегиб без токарных работ: цена, детали, инструменты
Задумав сделать профилегиб своими руками, мастер задаёт себе вопросы:
- Потребуется ли токарка?
- Во сколько обойдётся самоделка?
- Не дешевле ли купить профилегиб в магазине?
Чтобы ответить на них, сразу покажем, что получилось у участника портала Pin008.
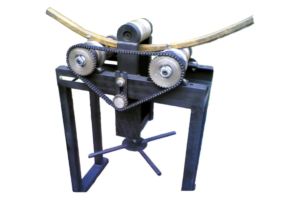
Профилегиб сделан без использования токарного станка и легко гнёт профильные квадратные трубы сечением 2х2 см.
А это пример работ, выполненных профилегибом.
Профилегиб-самоделка обошелся в 2 тыс. руб., сделан за 3 вечера и, по словам пользователя, окупил себя за половину рабочего дня.А это видео, где показана работа этого самодельного трубогиба для профильной трубы.
Если вас заинтересовал самодельный станок для гибки труб Pin008, то для его изготовления вам понадобятся:
- подшипниковый узел UCP 204 – 4 шт.;
- швеллер прямой 8 (высота основания полки 8 см, ширина полки 4 см) – 2 м;
- ромбический домкрат от легкового автомобиля;
- подшипник 156704 – 3 шт.;
- резьбовая шпилька М20;
- гайки М20;
- шайбы под шпильку М20;
- звездочки от велосипеда – 2 шт.;
- велосипедная цепь.
Инструменты:
- болгарка;
- мощная дрель;
- сварочный инвертор.
Далее мы расскажем, как из этих деталей собрать самодельный профилегиб.
Изготовление станка для гибки профильных труб из металла
Работу по строительству самоделки пользователь разбил на ряд последовательных шагов:
- Прикинул размеры профилегиба.
- От автомобильного домкрата взял винтовую часть для изготовления нажимного винта.
- Собрал корпус гибочного станка из швеллера.
- Изготовил ролики. Ось Pin008 сделал из резьбовой шпильки М20. Для этого он разрезал её болгаркой на куски необходимой длины.
Ролики смастерили из набора гаек, подшипников и шайб.
- Этапы изготовления нажимного ролика.
- Сборка станины профилегиба. Верхняя планка съёмная, для удобства установки нажимного ролика.
На фото ниже наглядно показано как сделать нажимной ролик для профилегиба.
Далее Pin008 изготовил контргайки. Делал он это так:
- Накрутил гайку на шпильку и законтрил её второй гайкой.
- Заготовку зажал струбциной, и распилил гайку болгаркой с тонким отрезным диском.
Конструкция в сборе.
Звездочки для цепного привода Pin008 прихватил к гайкам сваркой.
Далее Pin008 собрал профилегиб. Покрасил его и использовал по назначению.
Готовая конструкция.
Т. к. чертежей самоделки Pin008 не сделал, то, для уточнения размеров станка, он приложил к профилегибу рулетку.
Высота профилегиба.
Pin008
Участник FORUMHOUSE
Думаю, брать швеллер меньших размеров не стоит. Масса станины снизится и станок будет стоять неустойчиво. Делать расстояние между осями роликов меньше 300 мм тоже не следует. Иначе увеличится нагрузка на ролики, подшипники и у них лопнут обоймы. Отмечу, что ход прижимного винта настолько лёгкий, что он крутится одним пальцем.
При изготовлении самодельного профилегиба запомните, что, чем меньше осевое расстояние между роликами, тем меньший радиус заготовки гнётся на станке. Но увеличится нагрузка на ролики, а значит и подшипники. Радиус сгиба регулируется величиной опускания прижимного ролика, а она ограничена высотой центральной части станины и длиной резьбовой части нажимного винта.
Советы по изготовлению профилегиба, и как уменьшить бюджет
Эксплуатация профилегиба показала, что самоделка удалась и оптимально подходит для гнутья труб 20х20 мм. Для труб большего размера придётся вносить в конструкцию изменения — увеличивать ширину рабочей части роликов и усиливать станину.
Ещё один момент — у пользователей, заинтересовавшихся самоделкой, возникло сомнение в прочности и долговечности вала, сделанного из резьбовой шпильки. Но 5 лет эксплуатации инструмента доказали, что идея работает. По словам Pin008, за всё время эксплуатации самоделки, ничего не сломалось.
Единственное, что бы он сделал — отказался от двух больших шайб на нажимном ролике. Они просто не нужны.
«Лишние» шайбы показаны стрелочками.
А нажимной подшипник он взял бы большей ширины.
Важный нюанс! Нижние ролики не крутятся относительно шпильки, т. к. «намертво» зажаты с двух сторон гайками. Но сами валы крутятся во внешних обоймах — в подшипниках, находящихся в опорах станины.
Это подсказало Pin008, как удешевить конструкцию.
Pin008
Участник FORUMHOUSE
Для нижних роликов не покупайте новые подшипники, а поищите на автосервисах «убитые». Они всё равно не крутятся на валах. Цепь и звездочки поспрашивайте у знакомых, вдруг завалялись «ненужные и лишние» от старья. Шпильку и швеллер купите на пунктах приёма металла.
А вот val-lel, по собственному опыту, советует поискать в автосервисах выкинутые цепи привода ГРМ и звездочки распредвала от двигателя ВАЗа. Всего нужно две одинаковых звездочки и одна цепь. Даже если на звездочках есть следы износа, а цепи вытянуты, для самодельного станка, это — не имеет значения.
Так вы уменьшите бюджет на постройку профилегиба.
Присоединиться к обсуждения самодельного станка можно в теме Арочный профилегиб без токарки.
Советуем прочитать статьи:
- Самодельные козлы для распиливания дров и дровокол: чертежи, конструктив, опыт использования
- Ручной станок для гибки арматуры своими руками — самые дешевые и простые варианты самодельных арматурогибов
- Помощники в работе по металлу для домашней мастерской: циркулярная пила по металлу, дисковый отрезной станок, как распилить металл лобзиком
И посмотрите видео, где FORUMHOUSE показывает самые значимые новинки уходящего года в области строительного инструмента.
Подписывайтесь на канал! Присоединяйтесь к FORUMHOUSE!
Самодельный профилегиб без токарных работ

У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию по гибки профильных труб в домашних условиях точно выполнит.
Данный трубогиб еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
Трубогиб для гибки профильной трубы.
Гибка полосы на ребро.
Важные технические моменты при изготовлении профилегиба.
- При гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
Гибка профильной трубы с заломами.
Ролик трубогиба с ребром по центру.
- Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
Профилегиб.
- Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
- Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
Виды резьбы.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.
Ролик трубогиба для гибки круглой трубы.
Ролики можно изготовить разными способами, даже на первыйвзгляд самыми необычными. Например, в качестве роликов можно использоватьвелосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнутьтрубу сечением 20х40 мм им будет вполне по силам.
Профилегиб с валами из велосипедных ступиц.
В качестве роликов можно использовать обычный лом. Егопросто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящегодиаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники№306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточнокапнуть сваркой около обоймы подшипника.
Вал трубогиба сделанный из лома.
Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
Ролик трубогиба.
Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье под заголовком “как сделать ролики для гибки профильной трубы методом обкатки”. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Ролик профилегиба из трубы, шайб и металлического круга.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Профилегиб с переставными роликами.
Трубогиб для гибки профильной трубы.
Профилегиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы.
Каркас профилегиба.
Профилегиб сделанный с подшипниками в корпусе.
Трубогиб можно сделать практически из любого металлолома.Каркас должен быть достаточно жестким, из чего он будет сделан не важно. Восновном его делают из швеллера, так как он достаточно жесткий и имеет широкуюповерхность для установки валов трубогиба.
При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел.Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт,то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можновзять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным,не менее 16мм в диаметре.Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будетгнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеетсмысл соединить два вала цепью и таким образом сделать их оба приводными валами.
Это сильно поможет при гибке профильных труб большого сечения, например, 40х60и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике.
Если же ролики проскальзывают при гибке трубы, то нужно немного ослабитьдавление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипеднойпедали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба.
Трубогиб со штурвалом.
Ниже представлено несколько фотографий с различными конструктивными особенностями.
Чертеж профилегиба.
Профилегиб с двумя приводными роликами.
Профилегиб со съемным верхним роликом и подвижным крайним роликом.
Профилегиб с переставными роликами.
Профилегиб с домкратом.
Профилегиб с домкратом.
Данный вид трубогиба позволяет гнуть профильные и круглыетрубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки.
Гибка профильной трубы методом обкатки.
Схема гибки трубы.
Принцип такого трубогиба основан на обкатке трубы роликом.Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательныедеформации трубы в месте сгиба. То есть выпячивание стенок труб и заломыисключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовойметалл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
Сверлим отверстие в заготовке.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
Болт вставленный в заготовку.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
Обтачиваем заготовку.
6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Ролик для трубогиба из пяти кругов.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.Трубогиб с отверстиями в кронштейне.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик.
А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие.
На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачемэтот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой вначальном положении снижает деформации стенки трубы с наружной стороны сгиба.Другими словами, трубу во время гибки меньше будет вытягивать из зажима иповыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Труба с заломами.
Минимальный радиус гибки трубы.
Как сделать трубогиб своими руками

Бывает, что нужно согнуть металлическую трубу, но сделать это нечем. Человеческой силы не хватит, чтобы ровно сделать изгиб, при этом не повредив саму структуру. Для этого нужен инструмент – трубогиб, который продается в магазинах и строительном рынке.
Но самостоятельно изготовить в гараже с минимумом оборудования возможно.
Даже бюджетные версии стоят больше, чем самодельные. А если самодельный трубогиб для профильной трубы вам нужен для конкретных работ и больше не потребуются – нет смысла покупать.
Что такое трубосгибатель и где он нужен
Перед монтажом трубогиба для профильной трубы, нужно узнать о инструменте подробнее. Это старое оборудование, используемое для изгибания трубопроката. Почему нельзя это сделать обычной человеческой силой? Металл легко деформируется, если давление на него подается по бокам.
Размаха человеческих рук просто недостаточно, чтобы было возможно деформировать трубу в конкретном участке трубопровода.
Станок для гибки профильной трубы своими руками не только правильно производит изгиб. Он точно определяет угол наклона. Параметры вы можете выставлять, в зависимости от конкретных нужд.
Для этой процедуры не нужно прилагать много усилий.
Оборудование может изготавливаться из металла. Желательно брать сталь, так как она соответствует стандарту твердости и прочности, которые нам нужны. Алюминий имеет меньший срок эксплуатации. Но если других материалов под рукой нет – он подойдет.
Точно нельзя использовать пластик, так как его прочности будет недостаточно, чтобы сопротивляться давлению металла.
Вы можете сделать оборудование под себя. Для самодельщика доступны сразу несколько видов, отличающихся по типу конструкции. Угол же можно фиксировать при сборке.
Обычно, в заводских моделях он соответствует диапазону до ста восьмидесяти градусов.
Виды
Гибочный станок для профильной трубы даже в условиях гаража может быть нескольких видов. Можно использовать материалы, не нужные в быту.
Конструкционно, они имеют следующие отличия:
Гидравлические
Разновидность станка, работающая на силе жидкости. Позволяет сгибать трубопрокат с диаметром до 8 сантиметров, поэтому часто встречается на производстве.
Для дома используется редко, так как такие показатели нам не нужны. Но при монтаже металлического трубопровода отопления будет полезным.
Трубогиб гидравлический для круглой трубы тонкостенной не подходит, так как для него характерны слишком грубый способ деформации.
Ручные
Популярны для дома, но не могут использоваться для гибки широких труб. Простая конструкция построенная на элементарной физике. Компоненты для сборки есть у каждого в гараже. Подходят для не каленной стали, низкоуглеродистых ферросплавов, цветных металлов (алюминий, медь, различные виды их сплавов).
Электромеханические
В самостоятельной сборке сложны, но имеют высокую производительность. Создают ювелирную точность, могут сгибать тонкостенные трубки, при этом без повреждения стенок.
Гибридные
Представляют собой совмещение электрических и гидравлических осей.
Методы сгибания
Дополнительно отличаются метод самого сгибания:
- Арбалет. Для изгибания используется заранее заготовленная форма, которая подходит под конкретный тип трубы. Профилегиб своими руками арбалетный – частый станок в гаражах.
- Пружина.
Пружинный механизм, обеспечивающий не только качественный сгиб, дополнительно он еще и не создает деструктивных деформации.
- Сегментарный. Отличается тем, что сгибание происходит с помощью сегмента, перетягивающего трубу на себя.
- Бездорновый. Деформация происходит путем наматывания профиля на валик.
- Дорновый.
Механизм схож с предыдущим. Основное отличие – установка дополнительного наполнителя, который не дает образовываться гофре.
Необходимые материалы
Трубогиб гидравлический для круглой трубы устроен элементарно. Можете использовать готовые чертежи, которыми наполнен интернет. Под Они есть под любые размеры гаража. Есть много конструкций, выбор которых определяется доступными материалами.
Если вы не хотите ехать в строительный магазин и тратить деньги – поищите по закромам. Некоторые детали можно заказать у токарей и фрезеровщиков.
Часто, самодельщики выбирают фронтальную конструкцию, которая недорого стоит и доступна для сборки.
Она состоит из:
- Три валика – металлических;
- Цепь привода;
- Оси для вращения;
- Механизм движения, который и будет производить сгибание;
- Металлический профиль, чтобы изготовить раму.
Самодельщики, в целях экономии, устанавливают валики из доступных материалов, как дерево, пластик или полиуретан. Проблемой здесь выступает теория резанья. Металл значительно прочнее и плотнее. Поэтому ролик может не выдержать давления и треснуть. Не нужно экономить и монтировать металлические.
Чтобы понять, как трубогиб для профильной трубы своими руками производит сгибание – нужно разобраться в технологии. Часто, используются обычные разновидности вальцовок и прокаток. Они позволяют работать даже с тонкостенными трубками, не разрушая их и оставляя пригодными для использования.
Чтобы произвести изгиб, трубу нужно устанавливить между валиками. Далее, нужно повернуть ручку, после этого будет произведена деформация по заданным параметрам.
Можно сделать трубогибы для профильных труб из домкрата. Если он стоит в гараже – уже половина станка у вас уже готова. После сборки, домкрат можно достать.
Для этого вам потребуется:
- Автомобильный домкрат;
- Каркас;
- Пружины (обязательно высокоточные);
- Три ролика;
- Цепь для привода;
- Расходники.
О том, как работает ручной профилегиб – можете посмотреть видео ниже. Для получения результата, установленную трубу сгибают с помощью валиков.
Прокручивая ручку, в движение приводится приводная цепь, которая и производит сам изгиб.
Инструкция по изготовлению трубогиба
Производство сгибателя простое, если вы будете придерживаться следующих инструкций:
- К прижимному валу присоединяются шестеренки, подшипники и колечки, которые соединяются друг с другом с помощью шпонки.
Перед сборкой, нужно составить тщательный чертеж, с прописанными показателями всех элементов. Часто их приходится вытачивать отдельно. Если вы не умеете пользоваться токарным станком – доверьтесь токарю. Всего вам потребуется три отдельных вала. 2. В кольцах делаются отверстия.
Они понадобятся для пазов и резьбового соединения.
- Нужно установить полку. Лучше всего подойдет стальной швеллер, который обеспечит достаточный прижим вала.
- После этого потребуется собрать всю конструкцию. По возможности, используйте сварочный аппарат.
Сварочное соединение – самое надежное решение. Оно не поддается вибрации. Если у вас нет сварочника, можно воспользоваться болтами. В некоторых местах потребуется перфорированные пластины из толстой стали.
- Предпоследний этап – монтаж полки.
На него устанавливается, через пружину, прижимной ролик. По бокам монтируются остаточные ролики. На один из них крепиться ручка.
- В последнюю очередь устанавливается домкрат.
Отдельные нюансы:
- Ролик устанавливается на полку, предварительно к которой приваривается гайка для пружины;
- Натяжение требуется производить с помощью магнитного уголка, который в значительной мере выступает держателем;
- Домкрат монтируется на навесную платформу (если хотите его использовать отдельно – используйте болтовые крепления).
Гидравлический трудогиб – инструкция
Трубогиб для металлопластиковых труб с гидравлической тягой можно также сделать самостоятельно. Недостаток – трудоемкость сборки.
Вам понадобится:
- Домкрат с грузоподъемностью не меньше пяти тонн;
- Башмачная платформа;
- Валы;
- Массивный швеллер;
- Толстые стальные листы и расходники.
Для производства устройства, нужно в башмак установить гидравлический домкрат. Нужно правильно зафиксировать его с двух сторон. Для этого можно использовать сварочный аппарат или болты.
После этого давление на домкрат обеспечивает качественное изгибание трубы. Добившись требуемого угла, достаточно вынуть изделие и использовать по назначению. Чтобы изготовить устройство, нужно придерживаться следующего плана:
- Изготовите подробный чертеж. В нем нужно описать габариты каждого отдельного элемента. Их производство можно заказать у токаря.
- Нижняя платформа выступает площадкой для домкрата. Чтобы использовать его в дальнейшем – прикрутите болтами, а не сваркой.
- Ролики – важная часть конструкции. Проблемой его выступает то, что к ним выделяют строгие требования к точности. Их можно сделать самостоятельно. Башмак монтируется ниже, и их соотношение определяет допустимый угол изгиба.
Изготовление компактного трубогиба улитки
Изделия из профильной трубы «Улитка» получила такое название потому, что выступает силовым шаблоном. Это трафарет, который нужен специально для получения правильной формы плоской спирали.
В процессе, трубка плотно прижимается к трафарету, образуя ровные спиральные формы. По своему дизайну, они напоминают машинки для закатки стеклянных банок.
Улиткой называют плоскую стальную пластику (толщина не менее четырех миллиметров). На нее устанавливается трафаретная часть в виде спирали. Проблема в том, что ее изготовления требуется, как минимум, фрезерный станок или хороший ручной фрезер.
Нельзя обойтись без пропанового резака. Это разновидность горелки, которая позволяет нагреть металл и в дальнейшем его согнуть.
Заводские модели оборудованы системой штифтов и болтов.
Каждая часть заменяема, что позволяет сделать разные изгибы.
Виды методов
Трубогиб для металлопластиковых труб – элементарный станок, работающий на одной механике. Станок незаменим для трубопровода, в том числе и толстостенного и металлопластикового.
В нем можно работать с разными видами металла (сталь, алюминий, медь, цинк и их сплавы).
Для большей производительности, участки сгиба можно предварительно довести до красна, чтобы отпустить металл, снять внутренние напряжения и сделать его более мягким.
Холодный метод
Распространен в гаражном мастерстве. Если нет паяльной лампы и горелки – им можно пользоваться. Из недостатков – требуется больше усилий. Холодный металл тверже, может треснуть. Поэтому подходит только для сырой стали и мягких цветных металлов. Безопаснее, в сравнении с горячим прокатом, так как не приходится работать с высокими температурами.
Горячий метод
Требует горелку и паяльную лампу. Нагрев снимает напряжение с металла и поэтому он становится более податливым, но это актуально только для тонкостенного трубопроката. Толстостенные трубки невозможно прогреть более чем на 300 градусов в условиях гаража.
Полезные советы
Вы узнали, как сделать трубогиб своими руками. Но лучше придерживаться несколько дополнительных советов:
- Чтобы работать с разными профилями труб – изготовьте съемные валы. Чтобы гнуть толстостенный прокат потребуются каленые валы. Можно подвергнуть обработке только вхний слой.
- Если труба соскальзывает при работе с шаблоном – установите закрепительные крючки по бокам.
- Чтобы сгибать трубопрокат большого диаметра с толстыми стенками – установите минимум три ролика, который будет достаточно для комфортной работы. Желательно, чтобы они были тверже сгибаемого материала.
Для этого можно закалить поверхность стального валика.
Поделитесь с друзьями 😉
Гибка профильной трубы: делаем трубогибочный станок своими руками
Станок для гибки профильной трубы является очень популярным видом металлообрабатывающего оборудования.
Объясняется это тем, что трубные изделия данного типа сегодня активно применяются во многих сферах, в том числе и для решения бытовых нужд.
Если резка профильной трубы легко выполняется даже при помощи ручного инструмента, то для изгиба такого изделия необходимо использовать специальный станок для гибки труб.
Гибка профильной трубы на самодельном станке
Вариантов получения такого станка в свое распоряжение может быть всего два: приобретение серийного оборудования, на что необходимо будет выделить значительные финансовые средства, или изготовление устройства для гибки профильных труб своими руками.
На сегодняшний день есть множество конструктивных схем, по которым могут быть изготовлены самодельные станки для гибки профильных труб. На наиболее простых из них и, соответственно, наиболее популярных среди домашних мастеров стоит остановиться подробнее.
Устройство трубогибочного станка и инструкция по его сборке
Вне зависимости от того, какие расходные материалы и механизмы есть в вашей домашней мастерской или гараже, станок для гибки профильной трубы своими руками может быть изготовлен по различным конструктивным схемам. Сделав даже простейший самодельный трубогиб, в дальнейшем, если в этом возникнет необходимость, вы сможете усовершенствовать его конструкцию, наделив такое оборудование рядом дополнительных функций.
Конструкция станка для гибки труб (в разрезе)
Основными элементами конструкции любого станка, на котором выполняется гнутье труб, являются:
- несущая рама, которая изготавливается из мощного металлического профиля;
- три вала, вращающиеся на отдельных осях (именно посредством таких элементов, которые должны отличаться высокой прочностью, гибочные станки и воздействуют на профильную трубу, деформируя ее на требуемый угол изгиба);
- механизм, при помощи которого рабочие валы приводятся во вращение;
- цепь, соединяющая элементы приводного механизма.
Перед изготовлением самодельного оборудования для гибки желательно подготовить его чертеж или найти готовый в интернете. Более того, там можно обнаружить и видео с подробной инструкцией, объясняющей процесс изготовления устройства для изгиба профильных труб.
После того как чертеж трубогиба подготовлен, можно приступать к сборке несущей рамы.
Если вы планируете применять свой трубогибочный станок для труб большого диаметра, то для сборки его несущей рамы лучше не использовать сварку: она не сможет обеспечить конструкции оборудования требуемую надежность.
В таких случаях элементы рамы лучше соединить между собой при помощи болтов. Использование болтовых соединений, кроме того, сделает ваш трубогибочный станок более мобильным, вы в любой момент сможете быстро разобрать его и перевезти в другое место.Детали трубогиба: подшипники, валы и цепная передача
Валы, которыми оснащается любой гибочный станок для профильной трубы, – это цилиндры с осями вращения, изготовленные из высокопрочной стали. Как уже говорилось выше, на трубогибочный станок устанавливают три рабочих вала, при этом два из них фиксируются немного выше поверхности рабочего стола, а третий – над ними.
Радиусы гибки труб зависят от того, на каком расстоянии располагаются между собой рабочие поверхности нижних валов.
Таким образом, если, создавая свой трубогибочный станок, вы сразу предусмотрите в его конструкции возможность горизонтального перемещения нижних валов и вертикального – верхнего, вы сможете регулировать параметры выполняемого сгиба, а также обрабатывать трубы различного размера.
Сваренная из толстого металла П-образная каретка с прижимным валом
Для закрепления подшипников используются «полумесяцы» из 4-миллиметрового металла
После того как все рабочие валы трубогибочного станка установлены на раме, необходимо собрать механизм, который будет приводить их во вращение. В качестве такого механизма лучше всего использовать цепную передачу, элементами которой будут три звездочки и сама цепь, соответствующая им по своим параметрам.
Две звездочки устанавливаются на оба нижних вала трубогиба для профильной трубы, а третья фиксируется ниже, на одном из элементов несущей рамы. Очень важно предусмотреть возможность изменения положения нижней звездочки, так как это позволит вам выполнять натяжку цепи на трубогибочном станке.
Чтобы приводным механизмом станка можно было легко управлять, на одной из звездочек фиксируют ручку, которую следует сделать не только прочной, но и максимально удобной в работе.
Трубогиб собран и готов к испытанию
По завершении сборки станка следует выполнить на нем тестовый изгиб трубы. Если результаты теста вас удовлетворили, можно начинать пользоваться своим оборудованием.
Как изготовить профилегиб еще более простой конструкции
Профилегибочный станок своими руками можно изготовить по еще более простой конструктивной схеме. Если вы остановите свой выбор на приспособлении данного типа, следует иметь в виду, что для того, чтобы согнуть профильную трубу своими руками на подобном устройстве, вам потребуются серьезные физические усилия.
Чертеж небольшого ручного профилегиба, закрепляемого на слесарном верстаке (нажмите для увеличения)
Если оборудование для гибки, оснащенное рабочими валами, используется для проката профильной трубы, в процессе которого выполняется ее загибание, то профилегибы простейшей конструкции, о которых идет речь, работают по другому принципу.
На устройствах данного типа осуществляется гибка профильной трубы по радиусу, который предварительно необходимо сформировать из жестко закрепленных элементов. В качестве таких элементов чаще всего используются прочные металлические штыри, закрепленные в бетонном основании.Из таких штырей формируется дуга, по которой и выполняется загибание профтрубы.
Чтобы изготовить устройство, на котором можно будет эффективно выполнить гибку трубы по радиусу, лучше всего самостоятельно залить бетонную площадку и максимально надежно зафиксировать на ней металлические штыри.
Гибка стальных труб, для выполнения которой используется такое простое приспособление, осуществляется в следующей последовательности.
- Один конец трубы надежно фиксируется.
- Физически воздействуя на второй, незакрепленный конец трубы, изделие начинают плавно и аккуратно гнуть, огибая его поверхностью штыри, располагающиеся по дуге.
- После того как труба приобрела требуемую конфигурацию, ее второй конец тоже закрепляют и оставляют изделие в таком положении на некоторое время, чтобы металл привык к новому состоянию.
Поскольку работа на таком приспособлении требует приложения значительных физических усилий, то для облегчения задачи (особенно при гибке труб большого диаметра) место будущего сгиба предварительно нагревают газовой горелкой или на костре. Более подробно познакомиться с правилами работы на таком устройстве можно по соответствующему видео.
Конечно, такое приспособление, которое можно соорудить во дворе своего дома, обладает минимальной эффективностью и функциональностью.
Например, с его помощью достаточно сложно выполнять гибку нержавеющих труб или осуществлять сложный изгиб. Тем не менее использовать его для простейших гибочных работ вполне можно.
Такие работы, например, могут быть связаны с прокладкой трубопровода или изготовлением каркаса для домашней теплицы.
Изготовление рычажного трубогиба
Как сделать станок для гибки профильной трубы своими руками: конструкция, изготовление, эксплуатация

Несмотря на большое разнообразие металлических изделий, которые представлены на рынке, среди них встречаются такие, которые получили наибольшее распространение. Сюда следует отнести теплицы, навесы, беседки, комплекты мебели. Для создания перечисленных конструкций можно использовать станки для гибки профильных труб, изготовленные своими руками.
Конечно, когда есть потребность в придании той или иной трубе необходимой формы, можно воспользоваться подручными средствами. Но в этом случае нельзя добиться высокого качества готового изделия. Чтобы деталь имела максимально точные геометрические характеристики, в обязательном порядке должен использоваться специализированный станок.
Технология гибки профильных труб
Характерной особенностью каждого металлического изделия является наличие определенной твердости и прочности.
Чтобы придать металлическому пруту или профильной трубе определённую конфигурацию, необходимо приложить усилия, благодаря которым заготовка сможет принять ту или иную геометрическую форму.
Причем для эффективного решения этой задачи необходимо применять специальный механизм, больше известный среди специалистов как станок для гибки труб.
Если говорить о назначении подобного оборудования, то оно заключается в выполнении щадящей деформации заготовки.Чтобы заменить начальную форму детали требуемой, необходимо приложить определенные усилия, что может быть выполнено вручную либо с использованием электрического двигателя.
В качестве механического устройства, которое может упростить задачу гибки металлического изделия, также может выступать пневматический или гидравлический пресс.
В промышленности наибольшее распространение получили следующие виды станков для гибки труб:
- с ручным приводом;
- с электрическим приводом.
Чтобы получить более полное представление о конструкции станка для гибки профильных труб, лучше всего найти чертеж, где приведены все его составные элементы. При желании и наличии определенных навыков это оборудование может быть изготовлено и самостоятельно. Однако следует иметь в виду, что подобное оборудование будет демонстрировать невысокий уровень производительности.
Наибольшее распространение трубогибы простейшей конструкции получили в структурах жилищно-коммунального хозяйства.
Предприятия, специализирующиеся на серийном изготовлении продукции, обычно прибегают к моделям трубогибов, оснащенным электрическим приводом.
Каждое создаваемое при помощи подобного станка изделие в обязательном порядке удовлетворяет всем требованиям стандартов и техническим условиям.
Каждый раз, когда приходится изготавливать новое изделие, в обязательном порядке выполняется настройка станка для гибки профильных труб. Если говорить подробнее об этой процедуре, то она включает в себя следующие действия.
- Сначала необходимо вставить в трубогиб шаблон, имеющий геометрические формы создаваемого изделия.
- После этого занимаются подгонкой всех рабочих узлов трубогибочного оборудования.
- Закончив работу с настройкой трубогиба, начинают сгибать несколько образцов изделия, а затем сопоставляют их с шаблоном.
- Когда приходится иметь дело с большим количеством заготовок, то необходимо сделать сверку готовых изделий на предмет того, что они обладают необходимыми параметрами. Если между готовыми изделиями и шаблоном обнаруживаются серьезные отклонения, то приходится выполнять повторную настройку трубогибочного оборудования.
Конструкция станка
В сети имеется достаточно видео, которые позволяют познакомиться с особенностями работы трубогибных агрегатов с электрическим приводом.
Причем вне зависимости от конструкции оборудования в нём используется одна и та же кинематическая схема механизма.
Этот момент необходимо учитывать, если вы решили сделать станок для гибки труб своими руками. И лучше всего, если вы самостоятельно изготовите чертеж для будущего станка.
Особенностью самодельных станков является то, что при пользовании им довольно частыми является ситуации, когда обрабатываемые заготовки сплющиваются. Это приводит к возникновению на участке изгиба заломов. Заготовки, которые имеют подобные дефекты, уже не подходят для использования.Однако в силах каждого избежать столь неприятных результатов. Добиться этого можно, если еще на начальном этапе будет отработана технология загиба на профильных трубах, имеющих различные сечения.
Если опираться на практический опыт, то сегодня есть достаточно людей, которые заинтересованы в услугах по выгибанию профильной трубы. В первую очередь сюда следует отнести владельцев дач, которым часто приходится строить теплицы своими руками.
Предоставлять подобную услугу можно лишь при условии, что предприниматель решит вопрос с главным компонентом, без которого невозможно оказывать их — купит станок для гибки труб.
Чтобы выбираемое оборудование наиболее эффективно решало задачу по гибке изделий, следует учитывать такие параметры:
- вариант исполнения, который может быть переносным или стационарным;
- управление, которое может быть автоматическим и ручным;
- тип привода, который бывает ручным и электрическим.
Если говорить о цене той или иной модели, то основное внимание следует уделять опциям, которые предусмотрены у выбираемого аппарата. Если покупатель не заинтересован в высокой точности изделий, то он вполне может ограничиться приобретением станка, имеющего простую конструкцию. Также здесь может быть и альтернатива — изготовление трубогиба своими руками.
Делаем станок своими руками
Если вы рассматривает вариант изготовления трубогиба своими руками, то первое, что вам необходимо сделать — ознакомиться с чертежом устройства.
В конструкции подобного аппарата можно выделить следующие элементы:
- станина;
- транспортер;
- кронштейн с направляющими уголками;
- верхний ролик;
- струбцина.
Сборка перечисленных компонентов производится по отдельности, а по завершении этой работы переходят непосредственно к сборке станка в целом.
Еще до начала изготовления станка для гибки труб следует позаботиться о наличии необходимых для станка материалов, деталей и устройств. Выполнить работу по изготовлению трубогиба вы сможете, если у вас будет сварочный аппарат и комплект инструментов.
Вначале необходимо подготовить все основные элементы, после чего уже начинают работу по их сборке в определенной последовательности.
Сборка станины
Станина — это элемент, которая имеет вид обычного стола или верстака. Для получения сведений об обязательных материалах и комплектующих изделиях, из которых собирается это устройство, следует заглянуть в спецификацию.
Для изготовления ножек можно использовать швеллер либо отрезки трубы, достигающие в диаметре 100 мм.
Если для соединения основных элементов планируется применять сварку, то следует позаботиться о том, чтобы были соблюдены все габаритные размеры, которые приведены в чертеже. Закончив работу по сборке станины убедившись в надежном ее креплении, можно переходить к установке транспортера.
Сборка и крепление транспортера
Транспортер представляет собой конструкцию, в которой имеется два ролика, располагающихся на противоположных сторонах станины. Для качественного выполнения монтажа, необходимо ознакомиться с чертежом транспортера, где приведены все необходимые сведения.
Особое внимание следует уделить звездочке цепной передачи на валах, которая должна быть прочно и точно зафиксирована. Далее приступают к установке натяжного механизма, в конструкции которого также предусмотрена аналогичная звездочка. Функция этой детали заключается в выборе оптимального уровня натяжения приводной цепи.
Сборка прижимного механизма
На роль прижимного механизма обычно можно выбрать простую струбцину. Причем здесь важно опираться на данные, которые приведены в чертеже. Чтобы этот элемент правильно функционировал, необходимо соблюсти все установочные размеры.
В случае обнаружения определенных отклонений степень прижима будет такой, что уже нельзя будет гарантировать необходимую точность при изготовлении продукции.
Аналогичного подхода следует придерживаться и при установке прокатных роликов.
Когда все операции по сборке прижимного механизма будут выполнены, необходимо убедиться в работоспособности оборудования, попробовав его в допустимых режимах.Для проведения подобных испытаний необходимо взять трубы разного диаметра. Сама операция по гибке выполняется по заранее рассчитанным параметрам.
Особое внимание следует уделить тому, чтобы между полученными результатами и рассчитанным геометрическим размерам не наблюдалось отклонений.
Если говорить применительно о самодельном трубогибе, то подобный станок можно использовать для обработки не только обычных труб круглого сечения, но и профильной продукции.
Если вы решили изготовить трубогибочное оборудование, чтобы его помощью регулярно выполнять множество заказов, то вам следует позаботиться о составлении инструкции по правилам его обслуживания.
Эксплуатация и обслуживание станка
Трубогибочное оборудование ручного варианта исполнения отличается тем, что на нём очень просто работать и при этом в процессе его эксплуатации редко возникают неисправности. Но, несмотря на это, все равно следует регулярно проверять работоспособность составных его узлов и не допускать воздействия со стороны агрессивных факторов окружающей среды.
Наибольшую угрозу для него представляют осадки. В первую очередь следует защитить от контакта с влагой прокатные ролики, поскольку это чревато образованием ржавчины. Для решения этой задачи можно использовать брезентовое укрытие.
Если изначально рассматривался вариант с созданием переносного трубогиба, то в качестве места хранения для него следует использовать сухое помещение.
Закончив работу по гибке профильных труб, станок необходимо привести в порядок, удалить с его рабочих узлов пыль, грязь и песок.Чтобы стационарные станки для гибки профильных труб, оснащенные электрическим приводом, могли на протяжении длительного времени демонстрировать высокую производительность и эффективность в работе, им необходимо обеспечить регулярное обслуживание и профилактику.
Заключение
Станок для гибки профильных труб представляется эффективным устройством, с помощью которого можно быстро и без особых усилий придавать любым металлическим заготовкам требуемую форму.
Причем для выполнения этой задачи необязательно приобретать готовый трубогиб. Обладая необходимыми навыками, подобный станок каждый владелец может изготовить своими руками.
Имея под рукой чертежи каждого составного элемента, можно изготовить станок для гибки труб, который будет демонстрировать высокую производительность.
При этом нужно помнить о том, что трубогибочный станок требует особого внимания. Обслуживание является одним из важных мероприятий, правильное проведение которого обеспечит длительный срок службы станка.
Для этого необходимо позаботиться о том, чтобы было сведено к минимуму взаимодействие трубогибочного оборудования с негативными факторами, которые могут уменьшить срок службы определенных рабочих узлов станка.
Соблюдение подобных рекомендаций позволит трубогибочному станку на протяжении многих лет исправно выполнять свою функцию по деформации изделий из металла.
- Фёдор Ильич Артёмов
- Распечатать