Сварка алюминия угольным электродом
Сварка угольным электродом в домашних условиях — Справочник металлиста

Сварка угольным электродом представляет некую сложность в процессе соединения двух деталей из-за чугунного состава.
Частой причиной неравномерного шва является большое содержание углерода, который формирует качество данного материала.
Чтобы избежать некачественной работы, следует на начальном этапе грамотно подобрать марку электродов и определиться с мощным режимом сварочного инвертора.
Свойства сварки чугунных изделий
Чугун обладает высокими литейными свойствами и является широко применимым материалом в сфере отопительной системы.
Сваривание угольным электродом чугуна на первых порах может показаться сложным процессом, так как помимо положительных качеств чугун имеет склонность к деформациям, коррозиям и низкой прочности.
Чугунные трубы тонкого металла или другие изделия тонкого зернистого металла, обладающие серым цветом, поддаются спайке легче и быстрей, по сравнению с чугунными изделиями более темного цвета или крупнозернистого тонкого металла.
Сварочному процессу в домашних условиях не может подвергаться чугун, который в целях защиты от коррозий был подвержен промасливанию или химической обработке.По химическим и физическим качествам чугуна его можно отнести к сплаву, который обладает ограниченными сварочными свойствами из-за тонкого металла. Учитывая данный фактор, сварка угольным электродом чугунных изделий дома потребует выполнения таких правил:
При разогреве чугуна до определенной температуры он преобразуется в жидкое текучее состояние, поэтому его спайка совершается в горизонтальном положении.
В процессе испарения углерода в зоне сварочного соединения проявляются поры.
Обладая низкой прочностью под давлением газа, металл склонен к внутренней диффузии, что со временем приводит к трещинам.
При нагреве чугуна он способен к окислению с дальнейшим преобразованием с тугоплавкими окисями, температура плавки которых превышает плавку чугуна.
Главной сложностью в процессе сварки считается возникновение холодных трещин, что может произойти при электро или дуговой сварке. Выбрав соответствующий рабочий режим инвертора, можно избежать трудностей при работе.
Технологические нормы сварочного процесса
К технологическим нормам, которые действуют целенаправленно на устранение трещин, относятся:
Контроль над перегревом чугуна в процессе сварки, что обуславливает применение электродов тонкого металла, сварочное действие низким импульсом или с интервалом.
Снижение мощности подачи, возникшей в процессе усадки шва или наплавке, получаемой при проковке расплавленного состояния с уменьшением объема верхней наплавки чугуна.
Способность поддержки максимального количества жидкого металла с одновременным препятствием вытечки его за ванну. При больших объемах жидкого материала стоит воспользоваться графитовыми ваннами.
Если действовать без нагрева тонкого чугунного полотна, качество итогового шва будет розниться от первичного. Это стоит учесть в период эксплуатации заготовок.
Подготовка к работе
На первоначальном этапе всегда требуется предварительная подготовка соединяемых изделий с обработкой торцевых краев.Края деталей нужно заострить наточенным зубилом или с помощью наждака. В период проведения обработки стоит придерживаться таких правил:
Сварка плавящимся электродом должна проводиться строго по краям свариваемых частей.
На дефектные участки рекомендуется напаивать заплатку, как на пробоины. При сварочном ремонте в домашних условиях пробоину по краям стоит заточить и убрать все заусеницы на детали.
Далее из металлического плотного листа вырезают квадрат с размерами, покрывающими деформацию.
Для снижения мощности давления, которое возникает на поверхности тонкого металла в период сварочного воздействия в домашних условиях, необходимо квадрат из стали обработать под углом 30 градусов, чтобы при накладке сваривание было внахлест.
Качественный результат предполагает сварку тонкого металла пламенем газа с задействованием латунных спиц, температура плавки которой намного ниже, чем у чугуна. Сварка плавящимся электродом потребует сочетания флюсового порошка, в состав которого также входит бор и его кислота в равном соотношении. Края трещин обрабатываются под углом 80С, далее их накаляют до 900С и наносят флюс.
Далее вся разделка заполняется латунью без его плавки. В связи с этим, чугуном именуется железный сплав с углеродным содержанием в соотношении 2- 6,5%. Данный состав и является затруднением при сварке чугуна.
Учитывая трудоемкость процесса, в частности при соединении изделий большого размера, стоит брать во внимание сварочные особенности чугунной спайки в домашних условиях, и преимущественно использовать технологию холодной сварки.
Стоит запомнить, что холодная технология спайки применима только при возникших трещинах и выбоинах тонкого металла, а также в процессе сварки чугунных частей и остальных видов стали.
Не рекомендуется его применять в качестве придания ровности при литье или для обработки деформируемых участков.
Как варить угольными электродами
Дуговая сварка угольным электродом была изобретена русским инженером Николаем Бенардосом ещё в 1882 году. По сути, это старейший способ электросварки. На сегодняшний день угольные или графитовые электроды используются значительно реже, чем металлические, но всё же у них остаётся своя сфера применения.
Свойства и разновидности
Угольный электрод представляет собой твёрдый стержень, состоящий из угля (кокса) и нескольких добавок. В роли связующего элемента здесь применяется смола.
Такими стержнями можно сваривать все сорта и разновидности металлов — от тугоплавких и тяжёлых до лёгких и пористых. Диаметр угольного электрода может варьироваться от 1,5 до 25 мм, а длина – от 25 до 300 мм (самые длинные используются тогда, когда соединяемые детали располагаются в труднодоступном месте). Также они могут иметь разную форму:
- круглую;
- полукруглую;
- прямоугольную;
- полую.
В большинстве ситуаций для работы применяются круглые и полукруглые электроды — это лучший вариант для получения стандартного сварного шва.
Прямоугольные изделия в основном используются для заделки дефектов на стальных поверхностях, а полые характеризуются тем, что способны создать в месте соединения канавку в виде буквы U.
Стоит также знать, что помимо обычных существуют омеднённые угольные электроды. На них наносят медное напыление для увеличения прочности, но при этом все иные эксплуатационные свойства остаются примерно такими же.
Особенности процесса
Электроды, сделанные из угля, отличатся от металлических тем, что относятся к неплавким. Это значит, что при сварке они играют роль проводника электричества, но не становятся частью сварочной ванны.
В ходе работы угольные стержни разогреваются до очень высокой температуры. А если продолжать нагрев, то практически сразу из расплавленного состояния они перейдут в состояние кипения (к слову, уголь кипит при температуре 4200 °C).
Из-за особенностей материала использовать в процессе сварки можно только постоянный электрический ток прямой полярности. Соответственно, минус (катод) здесь должен находиться на электроде, а плюс (анод) на металлической поверхности изделия.При работе с угольными электродами сварщику, как правило, требуются присадочные элементы. При этом сваривать можно двумя путями:
- слева направо (в таком случае присадка оказывается позади электрода);
- справа налево (впереди находится присадка).
Интересно, что при сварке слева направо тепловая энергия используется эффективнее, и это позволяет увеличить скорость работы. Однако на практике чаще можно встретить технологию «справа налево» – она привычней.
В некоторых ситуациях можно обойтись и без присадки, например, при отбортовке тонких металлических изделий или при сварке угловых стыков. Причём если использовать угольный электрод без присадок для соединения металлических листов, имеющих толщину до 3 мм, то производительность будет на порядок больше, чем при сварке с иными электропроводниками.
Применение в домашних мастерских
Для работы с угольными электродами в домашних условиях подойдёт стандартный элекродуговой сварочный аппарат. Так как теплопроводность угольных стержней мала, можно создавать дугу при силе тока всего в 3-5 Ампер.
Причём эта электродуга при необходимости вытягивается в длину в 30-50 миллиметров. Электрод испаряется медленно и не липнет к металлу, поэтому вести угольную дугу по направлению будущего шва достаточно легко.
Угольный электрод для чего используется, применение для пайки медных проводов и тонкого металла

Угольный электрод – вещь сугубо специализированная. Он не может похвастаться повсеместной популярностью и востребованностью среди мастеров сварочного дела, как, например, электроды с металлическими стержнями.
Но в некоторых случаях без угольного расходника не обойтись. Давайте разбираться, в чем его фишки, как он устроен, и для чего применяется угольный электрод.
Внутреннее устройство угольного электрода
Это расходники чаще с круглым сечением, диаметр которого может быть самым разным – от 5-ти до 25 мм. Длина угольников также разнообразна: от 25-ти до 300 мм. Виды с самой большой длиной используются для сварки в труднодоступных местах.
По форме они выпускаются в нескольких вариантах: с круглым, полукруглым, прямоугольной и полой формой сечения. Чаще применяются круглые и полукруглые расходники – с ними сварочный шов отвечает всем требованиям технических стандартов.
У прямоугольных стержней свои задачи: они отлично справляются с ремонтом самого разного рода дефектов стальных поверхностей. Что касается полых расходников, то их фишка – способность формировать в месте сварочного шва канавку в виде буквы U.
Технология производства включает в себя отдельные этапы. Сначала формируется смесь, затем из нее формируются стержни. Третьим самым важным технологическим этапом является специальная термическая обработка вновь сформированных стержней. Именно от термического этапа производства зависит качество расходников.
Технологическая схема производства угольных электродов.
Иногда путают две разновидности специализированных стержней: угольные и графитовые электроды. Путать их не нужно, это разные расходники как по своему составу, так и по сфере применения.
Есть еще один вид угольных электродов – так называемые омедненные. Это стержни, покрытые медным напылением. Это делает их более прочными при сохранении всех остальных характеристик в том же виде.
Где применяются?
отличительная особенность угольных расходников – их универсальность. Область применения – разнообразнейшая: от резки металлов до наплавки и сварки. Заготовки могут быть какой угодно формы, сортамент соединяемых деталей намного шире, чем у электродов с металлическими стержнями.
Природа металлов также допускается практически любая:
Сталь
Могут быть сплавы любого направления: нержавеющая сталь, сплавы с низким содержанием углерода, низколегированные или высоколегированнее марки и т.д.
Чугун и бронза
Вполне по силам угольному электроду. Здесь есть технический нюанс: его конец нужно заточить под углом 65°.
Цветные металлы
Здесь тоже нужна заточка кончика расходника, угол в данном случае 30°. Понимающие и опытные сварщики предпочитают для сварки капризных цветных металлов угольные модели, а не традиционную пайку. Делается это из-за более высокого качества соединения – его прочности прежде всего.
Дополнительным преимуществом является экономия времени: сварка угольным электродом требует намного меньше, чем на манипуляции паяльником и припоем с кислотой.
Угольный электрод чаще применятся в промышленных сварочных работах на автоматическом оборудовании. Особенность – редкое подключение переменного тока. Дело в том, что дуга в данном случае весьма неустойчива, причем ее трудно нивелировать.
Частичная стабилизация дуги может быть достигнута разве что флюсовыми пастами, нанесёнными вдоль линии шва или реза.
Главный источник питания – постоянный ток с подключением прямой полярности, когда плюсовой полюс приходится на заготовке, а минусовой – на угольном стержне. Сила тока нужна не бог весть какая, чтобы сформировать дугу длиной, к примеру, в пять сантиметров, вполне хватит 5 А.
Сварка с помощью угольного электрода.
Если же полярность подключена неправильно – по обратному типу, электрод сразу же целиком перегреется – по всей длине, в результате чего угольная масса выгорает и снижается качество сварочного процесса.
Значительным преимуществом угольных расходников – отсутствие весьма неприятного явления в сварке – прилипания стержня к свариваемой поверхности заготовки. Это происходит благодаря низкой скорости выгорания массы расходника.
Прилипание не происходит даже при нарушениях технологии сварки, что при других методах мгновенно приводит к этой беде. Поэтому угольные электроды являются любимым методом в начальных стадиях обучения сварочному делу.
Научившись работе с данными электродами, можно приступить к методам сварки посложнее, чтобы освоить навыки избегания прилипания электродов.
Как варить угольными электродами: особенности
Прежде всего нужно знать и помнить, что они относятся к неплавким расходникам. Это означает, что по ходу процесса они выполняют роль лишь электрического проводника, но не принимают участия в формировании сварочной ванны в отличие от своих металлических собратьев.
В это трудно поверить, но даже уголь может кипеть. Делает он это при температуре 4200°С, но перед кипением он плавится – также при заоблачных температурах. По ходу сварочных работ угольные стержни разогреваются, но не плавятся и, теме более, не кипят: температура обычной сварки для просто детская.
Здесь уже упоминалось, что при данном способе можно использовать лишь постоянный ток прямой полярности без каких-либо вариантов.
Варка проходит с помощью присадочных материалов двумя способами:
- справа налево, где в общем расположении деталей впереди всегда находится присадка;
- слева направо с присадкой, которая идет по след электрода.
Если вид работы специальный и, к примеру, заключается в отбортовке металлических заготовок с тонкими краями, угольники можно использовать без присадки. В таком случае производительность сварки станет значительно выше. При одном, правда, условии: толщина соединяемых листов не должны превышать 3-х мм.
Угольные электроды в домашних мастерских
Схема сварки медной проволоки.
Для работы с ними кустарным образом вполне подойдет традиционный электродуговой сварочный аппарат. Одна из преимущественных сторон – очень скромная сила тока для создания электрической дуги благодаря низкой теплопроводности: вполне хватает 3 – 5 А.
Электрическая угольная дуга может быть протянута на длину до 50-ти мм, ее очень легко и комфортно вести вдоль будущего шва из-за медленного испарения электрода во время сварки и отсутствия эффекта прилипания.
Учиться сварке с угольными электродами на примерах соединения проводов, металлических заготовок с тонкими краями и т.д. – чудесная возможность освоить все навыки быстро и эффективно.
Важный совет: заниматься этим видом сварки нужно только в закрытых помещениях. Дело в том, что дуга в таких технологиях может потухнуть при малейшем дуновении ветра, не говоря уж о газовых потоках, магнитных полях и других факторах внешней среды.Лучше всего заточить электрод с обоих концов: в этом случае не нужно будет тратить лишнего времени не перестановку расходника в держателе. Кроме того, снизится риск перегрева расходника при сварке.
А с заточенными концами держатель может разворачиваться на 180° при перегреве одного конца, чтобы продолжать работу другим концом. Это позволит в том числе сэкономить на расходных материалах.
В качестве присадочных материалов самым лучшим вариантом являются прутки из бронзового сплава. Они бывают с разными диаметрами, которые нужно подбирать, исходя из толщины соединяемых металлических заготовок, которая используется в расчетах по специальной формуле.
Еще одним видом работ, в которых используются угольники, является резка металлов.
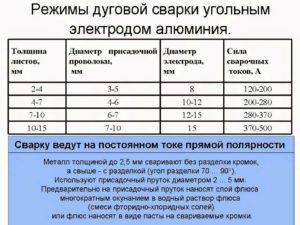
Сварка угольными электродами алюминия
Алюминий и его сплавы – одни из самых сложных и капризных металлов для сварочных работ. Угольникам алюминий по силам.
У данного металла низкая плотность в сочетании с высокой теплопроводностью и стойкостью к коррозийным явлениям. Плавится алюминий при низкий температурах – всего 660°С. Трудностью является его интенсивное взаимодействие с кислородом, в результате чего заготовки покрываются оксидной пленкой в виде окиси алюминия.
Если к «оксидной» проблеме добавить высокий риск образования пор и трещин в сварочном шве, то сложится полный комплект «алюминиевых» сварочных проблем. Угольные расходники могут справиться с этим комплектом неприятностей.
Именно поэтому данные электроды имеют широкое применение в специализированных цехах электролиза для сварки алюминиевых шин. Чаще применяют швы встык на подкладке из графита.
Если соединяются две алюминиевые поверхности, лучше использовать угольную электродуговую сварку с использованием присадочной проволоки или прутка тоже из алюминия.
Что же касается неприятности в виде оксидной пленки, то с ней без проблем справляются флюсовые смеси, которые добавляются прямо на кромки сварочного шва. Флюс в данном случае – однородная мелкодисперсная смесь.
Сварка алюминия угольным электродом

Довольно редко алюминий сваривается при помощи электродов. Это может быть либо на мелких производствах с незначительным бюджетом, либо в условиях на выезде.
Проводить процесс при помощи электродов для сварки алюминия довольно сложно, т. к. материал плохо поддается обработке.
Но даже в домашних условиях ремонт алюминиевых изделий можно провести свариванием, но при этом необходимо правильно подобрать электрод, который смог бы взаимодействовать с металлом.
Гораздо более эффективно можно провести ремонтные, соединительные работы при помощи аргоновой дуговой сварки. Такой метод очень эффективный, но слишком затратный, при этом аргон подается из баллонов, находящихся под давлением, имеющих достаточно серьезный вес и габариты, что не во всех случаях удобно, особенно в труднодоступных местах.
Особенности
Поэтому рассмотрим, каким образом происходит сварка алюминия электродом, и какие при этом есть особенности.
Провести ремонт изделия из данного материала не всем сварщикам под силу. Необходимо знать некоторые особенности:
- Для аккуратного и качественного шва необходимо правильно определить диаметр электрода и его состав.
- То место, которое будет свариваться, необходимо тщательно прогреть горелкой. При этом чем больше толщина изделия, тем лучше и дольше необходимо ее прогревать.
- После окончания работы деталь необходимо медленно остужать или шов может покрыться трещинами.
- Все работы необходимо проводить на открытом воздухе или внутри хорошо проветриваемых помещениях. При сваривании нержавеющих металлов происходит выделение летучих вредных для здоровья химических элементов.
- Обязательно соблюдать все правила техники безопасности. Защита от электрического тока, огнетушитель или емкость с водой обязательно должны присутствовать в пределах досягаемости.
Подготовительные работы для проведения сварки алюминия
Перед началом работ сварочными электродами необходимо подготовить деталь:
- Удалить все имеющиеся на поверхности загрязнения;
- Провести обезжиривание любым обезжиривающим раствором;
- Поместить деталь в разогретую до 60оС ванну со щелочным раствором, выдержать там не менее 5 мин. Раствор готовится следующим образом – на 1 л воды берется по 50 г. кальцинированной соды, тринатрийфосфата и 30 г. жидкого стекла.
- При помощи щетки с металлическими ворсинками удалить оксидную пленку, затем снова обезжирить.
- Перед началом работ электроды для проведения сварки алюминия необходимо просушить минимум 2 часа при температуре в 200оС.
Виды сварки алюминия
Существует несколько способов, как сварить алюминий, каждый из способов определяет тип электрода, который возможен для применения.
- Автоматическая дуговая сварка. Этот вид сварки может проводиться на деталях толщиной более 4 мм и соединяться в стык. Здесь в качестве электрода выступает алюминиевая проволока, а также используется слой флюса.
- Ручная дуговая сварка. Как правило, при ручной сварке используются инверторные аппараты. Ширина образца не превышает 5 мм, чаще всего используется для задела трещин и другого незначительного брака поверхности детали. Сварка алюминия в ручном режиме проводится угольными электродами или металлическими стержнями, имеющими специальное покрытие.
- Сваривание деталей алюминия в атмосфере инертных газов (аргон). Выполняется в ручном и автоматическом режимах. При этом используют вольфрамовые электроды для сварки алюминия. Именно вольфрам обладает способностью стабилизировать дугу электрического тока, благодаря этому шов получается качественный, привлекательный. Сваривать при помощи этого вида сварки можно небольшие, относительно тонкие детали.
- Плазменная сварка. Этот процесс проходит довольно быстро и качественно. Здесь, как и в предыдущем пункте используются вольфрамовые стержни и алюминиевая проволока. Причем стержни необходимы довольно тонкие – 0,8-1,5 мм.
Существует несколько марок электродов по алюминию, которые получили широкое применение.
- Стержни ОК. Особенностью данной марки является ее высокая способность впитывать влагу из воздуха, поэтому хранить их нужно в сухих помещения, с наименьшим показателем влажности. С их помощью можно соединять детали из технического алюминия и его сплавов, особенно сплав алюминий-марганец-магний.
- Стержни ОЗАНА-1 и ОЗАНА-2. Их используют для сваривания алюминиевых деталей и его сплавов. При помощи электродов ОЗАНА можно проводить сварочные работы в разных пространственных положениях. Качественный шов и стабильность дуги гарантированы.
- Стержни ОЗА. Эти электроды изготовлены из алюминиевой проволоки. С их помощью можно соединять чистый металл алюминия и его сплавы.
- Стержни УАНА. Могут использоваться для сваривания литейного, дюралюминиевого сплава. Шов получается высокого качества.
- Стержни ЭВЧ. Электроды на основе вольфрама, применяются для проведения работ в защитной газовой атмосфере – в токе аргона или его смеси с гелием. Проведение сварочных работ довольно легкое, не требует высокой квалификации рабочего. Хорошо подходят для непрофессиональных сварщиков, но при этом шов получается качественный.
- Стержни можно изготовить самостоятельно и сэкономить немало средств. На алюминиевую проволоку наносится следующая смесь: растертый в порошок мел и силикатный клей. Покрыть проволоку данным раствором необходимо все хорошо просушить, после чего можно пользоваться самодельными электродами.
Итог
Сварка алюминия электродами применяется в домашних условиях, а также на производстве. Это трудоемкий, но довольно простой способ соединения или ремонта алюминиевых деталей, особенно зная все характеристики обрабатываемого металла.
Сергей Одинцов
Виды электродов по алюминию и правила качественной сварки
Электроды по алюминию, представляющие собой металлические стержни, покрытые специальной обмазкой, очень редко используют на крупном производстве.
С их помощью варят металл в домашних условиях, на небольших предприятиях или при выполнении сложных монтажных работ вне стен производственного цеха.
При использовании таких электродов удается избавиться от оксидной пленки на поверхности алюминия, которая очень сильно затрудняет сварочные работы, выполняемые с деталями из данного металла.
Шведские электроды Elga для сварки алюминия и его сплавов
Особенности сварочных работ с деталями из алюминия
Всем специалистам-сварщикам известно: варить алюминий непросто. Это объясняется наличием на поверхности деталей из этого металла тугоплавкой оксидной пленки. Важнейшими задачами, которые необходимо решить для того, чтобы сварка была выполнена качественно, являются тщательная очистка поверхностей соединяемых заготовок от загрязнений и удаление с них оксидной пленки.
Чтобы эффективно очистить и обезжирить поверхности алюминиевых деталей перед тем, как вы начнете выполнять сварочные работы, можно использовать органический растворитель (ацетон, РС-1, РС-2, уайт-спирит) либо щелочную ванну (в ней заготовки оставляют на несколько минут – не более 5). Выдержка в щелочной ванне является более эффективным способом очистки деталей из алюминия. Приготовить раствор для нее несложно даже в домашних условиях своими руками. Для этого потребуются:
- 1 л воды;
- 50 г карбоната натрия;
- 50 г технического тринатрийфосфата;
- 30 г жидкого стекла.
Пример очистки алюминиевой детали в щелочном растворе
Раствор, приготовленный в результате тщательного смешивания данных компонентов, надо нагреть до 65 градусов Цельсия. Только после этого можно помещать в него заготовки из алюминия.
После очистки деталей из алюминия и их обезжиривания надо решить еще одну важную задачу – удалить тугоплавкую оксидную пленку.
Если этого не сделать, варить такие заготовки будет очень затруднительно, а полученное соединение будет обладать низким качеством и невысокой надежностью.
Для удаления оксидной пленки в производственных и домашних условиях используют металлические щетки, напильники или шлифовальные машинки. После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем.Поверхность детали из алюминия, качественно подготовленная к сварке путем механической чистки
По окончании вышеперечисленных подготовительных работ можно приступать к сварке деталей из алюминия. Лучше всего делать это с помощью инвертора, используя специальные электроды для сварки алюминия.
Их, чтобы получить стабильно горящую дугу и качественный сварочный шов, необходимо прогреть в печи, выдерживая температуру 200 градусов Цельсия.
Продолжительность такого прогрева должна составлять порядка 2 часов.
Чтобы варить алюминий, необходимо использовать источник постоянного тока и подключать его в обратной полярности. Используя определенные электроды для сварки алюминия, важно правильно выбирать силу сварочного тока: его величина должна составлять 25–30 А на один миллиметр их диаметра.
Прогрев алюминиевых заготовок газовой горелкой
Необходимо учитывать еще одну тонкость, которая позволяет получать надежные и качественные сварные соединения. Заключается эта тонкость в том, что место будущего соединения прогревают при помощи газовой горелки. Температура, до которой необходимо нагреть соединяемые детали из алюминия, зависит от их толщины. Чем этот показатель выше, тем интенсивнее следует прогревать заготовки из алюминия.
На качество сварного соединения деталей из алюминия влияет в том числе и скорость их охлаждения: она должна быть очень медленной. Такие технологические приемы позволяют хорошо проплавить металл даже при сварке на невысоких токах, избежать коробления соединяемых деталей и появления в месте их соединения кристаллизационных трещин.
Электроды для сварки алюминия своими руками
Электроды по алюминию для сварки — это металлические стержни, покрытые обмазкой. Обмазка защищает металл от окисления и улучшает качество сварного шва. Их практически не используют в крупных цехах и на заводах, поскольку их КПД недостаточно для выполнения больших объемов работ. Но такие электроды широко используются домашними умельцами.
Зачастую для сварки алюминия используется угольный электрод. В этой статье мы расскажем все, что нужно знать о стержнях для алюминия и подробно объясним, как сделать электроды для сварки своими руками.
Особенности сварки алюминия в домашних условиях
Все, кто хоть раз в жизни варил алюминий, знают, что это очень непростое дело. На поверхности металла есть оксидная пленка, которая затрудняет процесс сварки. С этой проблемой справятся электроды для сварки алюминия своими руками.
Но прежде чем начать работу, нужно тщательно очистить поверхность. Удалите загрязнения и проведите комплексную подготовку металла к сварке. Так вы улучшите качество швов и они прослужат дольше.
Для качественной сварки деталей из алюминия нужен сварочный аппарат, выдающий постоянный ток и подключенный в обратной полярности. Если вы используете электроды для дуговой сварки алюминия, то обратите внимание на силу тока. Этот параметр должен быть установлен на маленьком значении.
Следуйте нашим рекомендациям, чтобы выполнить работу качественно:
- Если вам нужно сварить толстые детали, то примерное место шва нужно как следует прогреть перед сваркой. Это делается с помощью обычной газовой горелки.
- Обязательно очистите шов от шлака и обдайте его кипятком.
- После того, как шов остынет, еще раз очистите его с помощью жесткой щетки. Не пренебрегайте этим советом, поскольку оставшийся шлак может способствовать образованию коррозии.
Популярные марки электродов
Как мы упоминали ранее, зачастую для сварки алюминия используют угольный электрод. Но помимо него есть ряд марок, не менее популярных у начинающих и опытных сварщиков. Итак, какие можно использовать электроды для сварки алюминия своими руками?
Стержни марки ОК
Эти электроды изготавливает компания ESAB и маркировка OK является их особенностью. Мы рекомендуем использовать модели 96.10, 96.20 и 96.50.
Да, они не являются универсальными, но с их помощью можно сварить технический алюминий или алюминиевые сплавы на основе марганца.
Эти электроды по алюминию для сварки в домашних условиях показали себя с положительной стороны, но учтите, что за ними необходим особый уход и строгое соблюдение срока годности.
Стержни марки ОЗА
Такие электроды для сварки алюминия своими руками в принципе можно сделать, поскольку в их основе простая алюминиевая проволока. Эти стержни используются для сварки чистого алюминия или его кремниевых сплавов.
Стержни марки УАНА
Это очень узконаправленные стержни, используемые для сварки литейных алюминиевых сплавов. Их практически не используют при домашней сварке, но мы не могли ни включить их в наш список.
Стержни марки ЭВЧ
ЭВЧ — это вольфрамовые электроды, их нужно использовать при сварке аргоном.
Сложно сделать такие электроды по алюминию своими руками, но если у вас есть возможность приобрести их, то обязательно попробуйте в своей работе.
Да, с их помощью сложно правильно зажечь дугу, и профессионалы часто не рекомендуют такие электроды. Но если вы научитесь держать дугу с такими стержнями, то и со всеми остальными у вас не будет проблем.
Инструкция по изготовлению
Не важно, какую марку электродов вам нужно приобрести, в любом случае это стоит недешево. Особенно, для начинающих сварщиков. Мы нашли решение для этой проблемы и предлагаем вам сделать стержни самим.
В интернете есть много видеороликов, в которых опытные мастера рассказывают технологию изготовления материалов для сварки.
Мы тоже решили поделиться своей инструкцией, как своими руками изготовить самодельные электроды.
Соблюдайте следующие простые шаги:
- Подготовьте проволоку из алюминия диаметром не более 4 миллиметров и нарежьте ее на прутки длиной 20-25 сантиметров. Этих параметров обычно достаточно, но вы можете изменять диаметр и длину по своему усмотрению. Наша основа готова.
- Теперь приготовим покрытие. Измельчите мел (желательно обычный белый), и смешайте его с силикатным клеем (иногда в магазинах он называется «жидкое стекло»). Тщательно все перемешайте до однородной консистенции и обмакните в нее алюминиевые прутки.
- Следите за тем, чтобы слой покрытия не превышал 2 миллиметров. Оставьте электроды сушиться. Когда покрытие затвердеет, то стержень можно будет использовать в работе.
Да, такие электроды для контактной сварки уступают по качеству заводским изделиям, но все же позволяют выполнить простую работу, не требующую повышенной ответственности и идеального шва. Эта инструкция может показаться слишком простой, но поверьте, электроды для точечной сварки своими силами тоже могут быть эффективны и абсолютно точно сэкономят ваши деньги.
Учтите, что это не заводской угольный электрод или цинковый электрод, это не европейское качество. Так что сначала протестируйте свои электроды перед работой на ненужном металле.
Вместо заключения
Описание технологии сварки алюминия
28.02.2019
Алюминий — это металл, который очень сложно поддается свариванию. Если не знать технологию работы, то даже при наличии инверторного сварочного аппарата выполнить работы своими руками не получится. Кроме того, что сварочный шов нужно снабжать постоянным током, и иметь для этого специальное оборудование, алюминий имеет множество особенностей.
Чтобы правильно выполнить сварочный шов, еще до начала нужно ознакомиться с особенностями металла, его подготовкой, а также подготовить нужное оборудование.
Особенности сварки алюминия
Алюминий подаётся свариванию не так просто, как другие стали. Работы с тонким железом или с нержавеющим материалом намного проще. Основными особенностями этого металла являются:
- Образование оксидной пленки. Когда алюминий взаимодействует с кислородом, на нём образуется плёнка дюралюминия. Это плёнка более тугоплавкая, а возникает даже от взаимодействия с кислородом. До начала ее нужно удалить при помощи растворителей, а если она тонкая, то наждачной бумагой. Из-за этой плёнки возникнут проблемы с соединением алюминия в монолитный шов. Чтобы работа прошла успешно, зону сварки нужно защитить от кислорода. Один из вариантов сделать это — использовать аргоновую сварку (ТИГ , TIG).
- Высокая текучесть. Под воздействием высоких температур алюминий быстро теряет прочность. Расплавленный верхний слой может деформировать нижний слой. При этом уровень перегрева определить сложно, работая даже с переменным током. Определить изменение температуры металла методом изменения цвета не получиться, ведь цвет алюминия не меняется при нагреве.
- Алюминий легко деформируется. Чтобы этого не случилось, следует использовать присадочные материалы в виде железа или керамики.
- У алюминия низкий модуль упругости. Поэтому начинающим сложно выполнить работу так, чтобы не деформировать изделия. Для облегчения следует включить настройки оптимального режима. Также рекомендуется подогревать конструкцию газовой горелкой.
- В швах возможно появление пористых участков. Если в швах будет кремний, возможно появление мелких трещин. Всё это ослабляет сварочные швы.
- Несмотря на текучесть, у алюминия высокая теплопроводность. Для его сваривания нужно использовать профессиональное оборудование и мощные источники тока. Осциллятор помогает упростить процесс.
- Сварочные швы могут потрескаться ещё в процессе. Чтобы этого не случилось, в швы добавляют модификаторы, препятствующие появлению изменений в момент застывания. Чтобы не ослабить конструкцию, не рекомендуется располагать швы близко друг другу.
Все вышеописанные факторы следует учитывать при работе с этим металлом. Ещё до начала желательно знать марку алюминия и особенности именно этого сплава. Это информация значительно облегчит процесс и поможет выбрать оптимальный режим. При сваривании алюминия неустановленной марки возникают дополнительные затруднения, избежать которых очень сложно.
Способы сварки алюминия
Далеко не все существующие методы сваривания металлов подходят для алюминия. Подходящими методами для соединения этого металла являются следующие:
- В среде инертных газов. Выполняется при помощи вольфрамовых электродов.
- Полуавтоматическая MIG (например, при помощи плазменной Оверман). Выполняется в среде защитного газа (флюса). Для сваривания используется точечная проволока (или пруток), подача которой происходит автоматически.
- Электродуговая сварка угольным электродом. Используется редко, подходит только для самых простых швов.
- Сварка покрытыми электродами MMA.
- Лазерная.
Важно! Для сваривания алюминия не получиться использовать ток с прямой полярностью. Для соединения деталей нужно катодное распыление, которые не получится достигнуть таким методом.
Выбор методов сварки должен зависеть от площади контактных поверхностей, возможности использования профессионального оборудования, наличия опыта у мастера. Чем меньше известно о свариваемом металле и чем меньше опыта у мастера, тем медленнее нужно проводить работы (например, припой). В таком случае нужно использовать методы, позволяющие существенно замедлить процесс.
Режимы аргонодуговой сварки алюминия вольфрамовым электродом:
| 1 – 2 | 2 | 1 – 2 | 50 – 70 | 30 – 40 |
| 4 – 6 | 3 | 2 – 3 | 100 – 130 | 60 – 90 |
| 4 – 6 | 4 | 3 | 160 – 180 | 110 – 130 |
| 6 – 10 | 5 | 3 – 4 | 220 – 300 | 160 – 240 |
| 11 – 15 | 6 | 4 | 280 – 360 | 220 – 300 |
Подготовка материалов перед сваркой
Алюминий — очень капризный металл, если говорить о его сваривании. В домашних условиях перед обработкой этого металла нужно тщательно его подготовить.
Особенности обработки металла выглядит так:
- До начала работа электродом нужно применить очиститель для алюминия. В качестве очистителя может применятся уайт спирит, авиационный бензин или ацетон.
- Кроме обезжиривания, нужно обработать металл обычной наждачной бумагой. Трением обеспечивается увеличение абразивности в месте соединения поверхностей. Этот способ обработки позволит деталям лучше соединиться и удалит оксидную пленку. Ремонтные работы с металлом, с которого не удалена оксидная пленка, не рекомендуется. Если обработать такой металл, возможны дефекты сварки, нарушение шва или быстрая трещина в дальнейшем.
- После обработки обезжиривателем стоит выполнить разделку кромки. Если толщина свариваемых металлов до 2 мм, это делать не обязательно. Металлы толщиной свыше 4 миллиметров обязательно перед пайкой поддают разделыванию кромки.
- Не все режимы работы инвертора позволят правильно работать с металлом, поэтому до начала работы следует подключить специальную приставку для инвесторов, которая контролирует температуру. Приставка не позволит алюминию перегреться. Таким образом получится избежать перегрева сплавов.
Совет! Используя покрытые электроды, можно заварить электросваркой металл без разделки кромки толщиной 20 миллиметров. В остальных случаях разделка кромки необходима.
До выполнения работ следует ознакомиться со всеми ОСТ, касающимися данных работ. К ним относят:
- ГОСТ 14806-80:
- ГОСТ 27580-88;
- ГОСТ 14771-76.
Кроме вышеперечисленных работ с металлом, до того, как начнется сварка, обязательно нужно приготовить на рабочее место ведро с песком и по возможности ведро холодной воды. Чтобы избежать возгорания, лучше убрать все легковоспламеняющиеся жидкости и предметы с рабочего места и только после этого приступать к работам.
Оборудование для сварки алюминия
Без наличия специального оборудования выполнить даже самые простые сварочные работы не получится. В числе самых необходимых для работы значатся:
- Сварочный аппарат (например, Аврора Про). Он и источник питания, и инвертор, преобразующий ток (АС/ДС). Аппарат должен иметь регулируемую схему подачи тока. Только в таком случае получится подобрать нужный режим именно для данного металла.
- Электроды. Лучше всего выбирать электроды с покрытием или проволоку-присадку, если нужно выполнить минимальный объем работы. При помощи присадочной проволоки проводится процесс соединения деталей газом. Она подходит не всем металлам, а в случае с неустановленной марка алюминия использовать присадочную проволоку нельзя.
- Баллоны с газом. Они нужны только при использовании газового метода, редко применяемого в домашних условиях. Если выбран именно газовый метод, к баллону нужны также шланги.
- Рабочее заземление для всех аппаратов. Процесс сваривания является одним из самых опасных, поэтому без рабочего заземления начинать выполнение сварки запрещено.
- Краги и спецодежда. Одежда, используемая в таких случаях должна быть огнеупорной и защищать всю поверхность тела от искр. Работать рекомендуется только в перчатках.
- Защитная маска. Рекомендуемой является «Хамелеон», она наиболее удобна. Без использования сварочной маски проводить работы опасно, ведь даже от кратковременного воздействия сварочных огней на зрение можно полностью ослепнуть.
Стоимость защитных масок, перчаток и одежды может быть большей, чем инструментов. Однако эти средства защиты пригодятся ещё не раз, к тому же они жизненно необходимы. Проводя работы без средств защиты можно получить необратимые последствия и сильно испортить здоровье.
Важно! Обычные защитные очки не подходят для проведения сваривания. Нужно использовать именно сварочную маску, хотя цена на нее выше.
Пошаговое описание процесса сварки
После подготовки всех используемых материалов и инструментов, начинается непосредственно сварка. Пошаговая инструкция выглядит так:
- По свариваемой поверхности распределяется флюс. Он улучшит свойства металла.
- При помощи газа поверхность подогревается. Это убережет от деформации и преждевременного расплавления.
- При помощи электрической дуги электродом распределяются сварочная масса по поверхности шва на протяжении всей длины кромок. Ещё горячим шов можно поправить.
- Изделия оставляют до полного остывания.
- Когда изделие полностью остыло, можно проверить на прочность. При желании укрепить шов процедуру повторяют по уже имеющемуся шву.
Как выполнить работу только при помощи газовой горелки без аргона смотрите на видео.
Вышеописанная информация показывает, что даже при отсутствии опыта можно выполнить простую сварку алюминия в домашних условиях.
Чтобы работы прошли успешно, нужно подготовить все инструменты и материалы заранее, узнать марку свариваемых частей и исследовать их свойства. Правда, мастеру без опыта работы сделать это будет очень сложно.
Но при изучении свойств металла, тщательной подготовке и использованию средств защиты получиться выполнить простое соединение. Хотя алюминий — это капризный и тяжелый металл, справиться с ним под силу.