Сварка арматуры внахлест ГОСТ
Нахлест арматуры при вязке: таблицы размеров стыковки всех диаметров по СНиП, правила соединения перехлеста
Армирование – ответственная часть устройства всех монолитных конструкций, от которого зависит долговечного и надежного будущего строения. Процесс заключается в создании каркаса из металлических стержней. Он размещается в опалубку и заливается бетоном.
Чтобы создать этот каркас, прибегают к вязке или сварочным работам. При этом большую роль при вязке играет правильно рассчитанный нахлест для арматуры. Если он недостаточный, то соединение окажется недостаточно прочным, а это сказывается на эксплуатационных характеристиках.
Поэтому важно разобраться, какой именно делать нахлест при вязке.
Виды соединений
Существует два основных метода крепления арматуры, согласно строительным нормам и правилам (СНиП), а именно пункту 8.3.26 СП 52-101-2003. В нем прописано, что соединение стержней может выполняться следующими типами стыковки:
- Стыковка прутьев арматуры без сварки, внахлест.
- внахлест с использованием деталей с загибами на концах (петли, лапки, крюки), для гладких прутьев используются исключительно петли и крючки;
- внахлест с прямыми концами арматурных прутьев периодического профиля;
- внахлест с прямыми концами арматурных прутьев с фиксацией поперечного типа.
- Механическое и сварное соединение.
- при использовании сварочного аппарата;
- с помощью профессионального механического агрегата.
Требования СНиП указывают на то, что бетонное основание нуждается в установке минимум двух неразрывных каркасов из арматуры. Их делают посредством фиксации стержней внахлест. Для частного домостроения подобный способ используется чаще всего.
Это связано с тем, что он доступный и дешевый. Созданием каркаса может заняться даже новичок, так как нужны сами прутья и мягкая вязальная проволока. Не нужно быть сварщиком и иметь дорогостоящее оборудование.
А в промышленном производстве чаще всего встречается метод сварки.
Обратите внимание! Пункт 8.3.27 гласит, что соединения арматуры внахлест без применения сварки, используется для стержней, рабочее сечение которых не превышает 40 мм. Места с максимальной нагрузкой, не должны фиксироваться внахлест вязкой или сваркой.
Соединение прутьев методом сварки
Нахлест стержней методом сварки используется исключительно с арматурой марки А400С и А500С. Только эти марки считаются свариваемыми. Это сказывается и на стоимости изделий, которая выше обычных. Одним из распространенных классов является класс А400. Но сращивание изделий ими недопустимо. Нагреваясь, материал становится менее прочным и теряет свою устойчивость к коррозии.
В местах, где есть перехлест арматуры, сваривание запрещается, несмотря на класс стержней.
Почему? Если верить зарубежным источникам, то есть большая вероятность разрыва места соединения, если на него будут воздействовать большие нагрузки.
Что касается российских правил, то мнение следующее: использовать дуговую электросварку для стыковки разрешается, если размер диаметров не будет превышать 25 мм.Важно! Длина сварочного шва напрямую зависит от класса арматурного прута и его диаметра. Для работы используют электроды, сечение которых от 4 до 5 мм. Требования, регламентированные в ГОСТах 14098 и 10922, сообщают, что делать нахлест методом сварки можно длиной меньше 10 диаметров арматурных прутьев, используемых для работ.
Стыковка арматуры методом вязки
Это самый простой способ обеспечить надежную конструкцию из арматурных прутьев. Для этой работы используется самый популярный класс стержней, а именно, А400 AIII. Соединение арматуры внахлест без сварки выполняется посредством вязальной проволоки.
Для этого два прутка приставляются друг к другу и обвязываются в нескольких местах проволокой. Как говорилось выше, согласно СНиП, есть 3 варианта фиксации арматурных прутьев вязкой.
Фиксация прямыми концами периодического профиля, фиксация с прямыми концами поперечного типа, а также пользуясь деталями с загибами на концах.
Выполнять соединение прутьев арматуры внахлест абы как нельзя. Существует ряд требований к этим соединениям, чтобы они не стали слабым местом всей конструкции. И дело не только в длине нахлеста, но и других моментах.
Важные нюансы и требования для соединения вязкой
Хоть процесс соединения прутьев с использованием проволоки проще, чем их соединение сварочным аппаратом, назвать его простым нельзя.
Как любая работа, процесс требует четкого соблюдения правил и рекомендаций. Только тогда можно сказать, что армирование монолитной конструкции выполнено правильно.
Занимаясь соединением арматуры с нахлестом методом вязки, следует обращать внимание на такие параметры:
- длина накладки прута;
- местонахождение места соединения в конструкции и его особенности;
- как перехлесты расположены один к другому.
Мы упоминали, что размешать арматурный стык, сделанный внахлест, на участке с самой высокой степенью нагрузки и напряжения нельзя. К этим участкам относятся и углы здания. Получается, что нужно правильно рассчитать места соединений.
Их расположение должно приходиться на участки железобетонной конструкции, где нагрузка не оказывается, или же она минимальная. А что делать, если технически соблюсти это требование невозможно? В таком случае размер нахлеста прутьев зависит от того, сколько диаметров имеет арматура.
Формула следующая: размер соединения равен 90 диаметров используемых прутьев. Например, если используется арматура Ø20 мм, то размер нахлеста на участке с высокой нагрузкой составляет 1800 мм.
Однако техническими нормами четко регламентированы размеры подобных соединений. Нахлест зависит не только от диаметра прутьев, но и от других критериев:
- класс используемой для работы арматуры;
- какой марки бетон, используемый для заливки бетона;
- для чего используется железобетонное основание;
- степень оказываемой нагрузки.
Нахлест при разных условиях
Так какой же нахлест арматуры при вязке? Какие есть точные данные? Начнем с рассмотрения примеров. Первый фактор, от которого зависит нахлест – это диаметр прутьев.
Наблюдается следующая закономерность: чем больше диаметр используемой арматуры, тем больше становится нахлест. Например, если используется арматура, диаметром 6 мм, то рекомендуемый нахлест составляет 250 мм.
Это не означает, что для прутьев сечением в 10 мм он будет такой же. Обычно, используется 30-40 кратноя величина сечения арматуры.
Пример стыковки арматуры 25 диаметра в балке, при помощи вязки. Величина перехлеста 40d=1000 мм.Итак, чтобы упростить задачу, используем специальную таблицу, где указан, какой нахлест используется для прутьев разного диаметра.
| Диаметр используемой арматуры А400 (мм) | Количество диаметров | Предполагаемый нахлест (мм) |
| 10 | 30 | 300 |
| 12 | 31,6 | 380 |
| 16 | 30 | 480 |
| 18 | 32,2 | 580 |
| 22 | 30,9 | 680 |
| 25 | 30,4 | 760 |
| 28 | 30,7 | 860 |
| 32 | 30 | 960 |
| 36 | 30,3 | 1090 |
| 40 | 38 | 1580 |
С этими данными каждый сможет выполнить работу правильно. Но есть еще одна таблица, указывающая на нахлест при использовании сжатого бетона. Он зависит от класса используемого бетона. При этом чем выше класс, тем разбежка стыков арматуры меньше.
| Сечение арматуры А400, которая используется для работы (мм) | Длина нахлеста, в зависимости от марки бетона (мм) | |||
| В20 (М250) | В25 (М350) | В30 (М400) | В35 (М450) | |
| 10 | 355 | 305 | 280 | 250 |
| 12 | 430 | 365 | 355 | 295 |
| 16 | 570 | 490 | 455 | 395 |
| 18 | 640 | 550 | 500 | 445 |
| 22 | 785 | 670 | 560 | 545 |
| 25 | 890 | 765 | 695 | 615 |
| 28 | 995 | 855 | 780 | 690 |
| 32 | 1140 | 975 | 890 | 790 |
| 36 | 1420 | 1220 | 1155 | 985 |
Что касается растянутой зоны бетона, то в отличие от сжатой зоны, нахлест будет еще больше. Как и в предыдущем случае, с увеличением марки раствора длина уменьшается.
| Сечение арматуры А400, которая используется для работы (мм) | Длина нахлеста, в зависимости от марки бетона (мм) | |||
| В20 (М250) | В25 (М350) | В30 (М400) | В35 (М450) | |
| 10 | 475 | 410 | 370 | 330 |
| 12 | 570 | 490 | 445 | 395 |
| 16 | 760 | 650 | 595 | 525 |
| 18 | 855 | 730 | 745 | 590 |
| 22 | 1045 | 895 | 895 | 775 |
| 25 | 1185 | 1015 | 930 | 820 |
| 28 | 1325 | 1140 | 1140 | 920 |
| 32 | 1515 | 1300 | 1185 | 1050 |
| 36 | 1895 | 1625 | 1485 | 1315 |
Если правильно расположить нахлест друг относительно друга и сделать его нужной длины, то скелет основания получит значительные увеличения прочности. Соединения равномерно распределяются по всей конструкции.
Согласно нормам и правилам (СНиП), минимальное расстояние между соединением должно составлять 61 см. Больше – лучше. Если не соблюдать эту дистанцию, то риск, что конструкция при сильных нагрузках и в ходе эксплуатации будет деформироваться, возрастает. Остается следовать рекомендациям, для создания качественного армирования.
Сварка арматуры внахлест ГОСТ — Справочник металлиста
Соединяя стальные пруты, армируя ленточный фундамент, у многих возникает естественный вопрос: как грамотно выполнить нахлест арматуры, и какова должна быть его длинна.
Ведь правильная сборка металлического силового каркаса, позволит предотвратить деформацию и разрушение монолитной бетонной конструкции от воздействующих на нее нагрузок и увеличить безаварийный срок ее эксплуатации.
Каковы технические особенности выполнения стыковых соединений, рассмотрим в данной статье.
Типы соединения арматуры внахлест
Согласно требованиям СНиП бетонное основание должно иметь не менее двух сплошных безразрывных контуров арматуры. Выполнить данное условие на практике позволяет стыковка армирующих прутов внахлест. При этом соединения в стыках могут быть нескольких типов:
- Внахлестку без сварки
- Сварные и механические соединения.
Первый вариант соединения широко используется в частном домостроении благодаря простоте исполнения, доступности и невысокой стоимости материалов.
В данном случае применяется распространенный класс арматуры A400 AIII. Стыковка нахлеста арматурных стержней без использования сварки может осуществляться как с применением вязальной проволоки, так и без нее.
Второй вариант чаще всего используется в промышленном домостроении.
Согласно строительным нормам и правилам соединение арматуры нахлестом при вязке и сварке предусматривает использование прутов диаметром до 40мм.
Американский институт цемента ACI допускает использование стержней с максимальным сечением 36мм.
Для армирующих прутьев, диаметр которых превышает указанные значения, использовать соединения внахлест не рекомендуется, по причине отсутствия экспериментальных данных.
Согласно строительной нормативной документации запрещено выполнять нахлест арматуры при вязке и сварке на участках максимального сосредоточения нагрузки и местах максимального напряжения металлических прутов.
Соединение нахлеста арматурных стержней сваркой
Для дачного строительства сварка нахлеста арматуры считается дорогим удовольствием, по причине высокой стоимости металлических стержней марки А400С или А500С. Они относятся к свариваемому классу.
Что существенно повышает стоимость материалов.
Использовать пруты без индекса «С», например: распространенный класс A400 AIII, недопустимо, так как при нагревании металл значительно теряет свою прочность и коррозионную стойкость.
Тем не менее, если Вы решили использовать стержни свариваемого класса (А400С, А500С, В500С), их соединения следует сваривать электродами 4…5 миллиметрового диаметра. Протяженность сварочного шва и самого нахлеста зависит от используемого класса арматуры.
| Класс арматурных стержней | Протяженность сварного шва нахлеста в диаметрах соединяемой арматуры |
| А400С | 8 ᴓ |
| А500С | 10 ᴓ |
| В500С | 10 ᴓ |
Исходя из приведенных данных видно, что при использовании при вязке стальных прутов класса В400С величина нахлеста, соответственно и сварного шва, составит 10 диаметров свариваемой арматуры. Если для силового каркаса фундамента взяты стержни ᴓ12 мм, то протяженность шва составит 120 мм, что, по сути, будет соответствовать ГОСТу 14098 и 10922.
Согласно американским нормам нельзя сваривать перекрестия арматурных стержней. Действующие нагрузки на основание могут вызвать возможные разрывы, как самих прутьев, так и мест их соединения.
Соединение арматуры внахлест при вязке
В случаях использования распространенных прутов марки А400 АIII, что бы передать расчетные усилия от одного стержня другому используют способ соединения без сварки. При этом места нахлеста арматуры связывают специальной проволокой. Такой метод имеет свои особенности и к нему предъявляются особые требования.
Варианты нахлеста арматуры
В соответствие с действующим СНиП безсварочное соединение стержней при монтаже силового каркаса ЖБИ может производиться одним из следующих вариантов:
- Накладка профильных стержней с прямыми концами;
- Нахлест арматурного профиля с прямым окончанием с приваркой или монтажом на протяжении всего перепуска поперечно расположенных прутов;
- С загнутыми окончаниями в виде крюков, петель и лапок.
Вязать такими соединениями можно профилированную арматуру диаметром до 40 миллиметров, хотя американский стандарт ACI-318-05 допускает к использованию стержни диаметром не более 36 мм.
Использование стержней с гладким профилем требует применять варианты нахлестного соединения либо путем приварки поперечной арматуры, либо использовать стержни с крюками и лапками.
Основные требования к выполнению соединений нахлестом
При выполнении вязки стыков арматуры нахлестом существуют определенные строительной документацией правила. Они определяют следующие параметры:
- Величину накладки стержней;
- Особенности расположения самих соединений в теле бетонируемой конструкции;
- Местонахождение соседних перепусков относительно друг друга.
Учет этих правил позволяет создавать надежные железобетонные конструкции, и увеличивать срок их безаварийной работы. Теперь обо всем подробнее.
Где располагать при вязке нахлестные соединения арматуры
СНиП не допускает расположение мест вязки арматуры нахлестом в областях наибольшей нагрузки на них. Не рекомендуется располагать стыки и в местах, где стальные стержни испытывают максимальное напряжение.
Все стыковочные соединения прутов лучше всего размещать в ненагруженных участках ЖБИ, где конструкция не испытывает напряжения.
При заливке ленточного фундамента перепуски окончаний арматуры разносят в места с минимальным крутящим моментом и с минимальным изгибающим моментом.В случае отсутствия технологической возможности выполнить данные условия, протяженность нахлеста армирующих стержней берется из расчета 90 диаметров стыкуемых прутов.
Какую делать величину нахлеста арматуры при вязке
Поскольку вязка арматуры внахлест определяется технической документацией, то там четко указана протяженность стыковочных соединений. При этом величины могут колебаться не только от диаметра используемых прутов, но и от таких показателей как:
- Характер нагрузки;
- Марка бетона;
- Класс арматурной стали;
- Мест соединения;
- Назначения ЖБИ (горизонтальные плиты, балки или вертикальные колонны, пилоны и монолитные стены).
Сращивание арматурных стержней при выполнении нахлеста
В целом же протяженность нахлеста прутов арматуры при вязке определяется влиянием усилий, возникающих в стержнях, воспринимаемых сил сцеплением с бетоном, воздействующими по всей длине стыка, и силами, оказывающими сопротивления в анкеровке армирующих прутов.
Основополагающим критерием при определении длинны напуска арматуры при вязке, берется ее диаметр.
Для удобства расчетов нахлеста армирующих стержней при вязке силового каркаса монолитного фундамента предлагаем воспользоваться таблицей с указанными величинами диаметра и их напуска. Практически все величины сводятся к 30-ти кратному диаметру применяемых стержней.
| Диаметр арматурной стали А400, мм | Величина нахлеста | |
| в диаметрах | в мм | |
| 10 | 30 | 300 мм |
| 12 | 31,6 | 380 мм |
| 16 | 30 | 480 мм |
| 18 | 32,2 | 580 мм |
| 22 | 30,9 | 680 мм |
| 25 | 30,4 | 760 мм |
| 28 | 30,7 | 860 мм |
| 32 | 30 | 960 мм |
| 36 | 30,3 | 1090 мм |
В зависимости от нагрузок и назначения железобетонных изделий длина нахлестных соединений стержневой стали изменяется в сторону увеличения:
| Вид нагрузки | Назначение ЖБИ | |
| Горизонтальное использование, в диаметрах | Вертикальное использование, в диаметрах | |
| В сжатом бетоне | 33,8 ᴓ | 48,3 ᴓ |
| В растянутом бетоне | 47,3 ᴓ | 67,6 ᴓ |
В зависимости от марки бетона и характера нагрузки, применяемого для заливки монолитной ленты фундамента и прочих железобетонных элементов, минимальные рекомендуемые величины перепуска арматуры в процессе вязки будут следующими:
| Диаметр армирующей стали А400 используемой в сжатом бетоне, мм | Длина нахлеста армирующих стержней для марок бетона (класс прочности бетона), в мм | |||
| М250 (В20) | М350 (В25) | М400 (В30) | М450 (В35) | |
| 10 | 355 | 305 | 280 | 250 |
| 12 | 430 | 365 | 335 | 295 |
| 16 | 570 | 490 | 445 | 395 |
| 18 | 640 | 550 | 500 | 445 |
| 22 | 785 | 670 | 560 | 545 |
| 25 | 890 | 765 | 695 | 615 |
| 28 | 995 | 855 | 780 | 690 |
| 32 | 1140 | 975 | 890 | 790 |
| 36 | 1420 | 1220 | 1155 | 985 |
| Диаметр армирующей стали А400 используемой в растянутом бетоне, мм | Длина нахлеста армирующих стержней для марок бетона (класс прочности бетона), в мм | |||
| М250 (В20) | М350 (В25) | М400 (В30) | М450 (В35) | |
| 10 | 475 | 410 | 370 | 330 |
| 12 | 570 | 490 | 445 | 395 |
| 16 | 760 | 650 | 595 | 525 |
| 18 | 855 | 730 | 745 | 590 |
| 22 | 1045 | 895 | 895 | 275 |
| 25 | 1185 | 1015 | 930 | 820 |
| 28 | 1325 | 1140 | 1040 | 920 |
| 32 | 1515 | 1300 | 1185 | 1050 |
| 36 | 1895 | 1625 | 1485 | 1315 |
сварка арматуры согласно гост
Арматурный каркас– это система соединенных между собой элементов. В железобетонных изделиях металл воспринимает нагрузки на сжатие и растяжение. Сварка арматуры (ГОСТ 14098-91) позволяет создать каркас, который жестче вязаного. Проволочное сцепление реализуется в особых случаях.
Сварка арматуры контактной сваркой, впрочем, как и контактно- точечная сварка арматуры проводится в производственных условиях на специальном профессиональном оборудовании.
Домашний мастер при реализации работ использует более простые устройства на ручном или автоматическом управлении.
Контактная сварка арматуры необходима при строительстве крупных объектов городской и промышленной застройки.
Правильное армирование увеличивает прочность возводимой конструкции на 245%, на фоне повышения стойкости к механическому воздействию – на 150%
Соединение арматуры сваркой, преимущества
Сварочный метод характеризуется следующими свойствами:
- высокая скорость реализации работ;
- умеренная стоимость расходных материалов;
- при соблюдении технологии, строитель может создавать высокопрочные конструкции.
Сварка по ГОСТ 14098 91 – сфера применения
ГОСТ на сварку арматуры позволяет использовать готовые изделия для обустройства следующих конструкций:
- возведение фундаментов и оснований;
- строительство отмосток;
- сооружение любых объектов бетонирования.
В частном домостроении стальные изделия в бетоне позволяют получить прочные и надежные постройки любого назначения.
Сварка арматуры для фундамента
Реализация подобных работ при обустройстве несущих конструкций, имеет некоторые особенности:
- металл нагревается до температуры, вызывающей его плавление, что обуславливает частичную потерю таких свойств, жесткость и прочность;
- чтобы нивелировать потери прочности, сваренный каркас должен быть более плотным;
- работы со сварочным аппаратом для создания армирующих конструкций для фундамента целесообразно проводить в том случае, если это позволяет характеристики грунта (отсутствие проседания и изменения структуры);
- заварив очередной стык, необходимо дать ему остыть и проверить металл на появление микротрещин;
- в местах стыковки проводится обработка шлифовальным инструментом, что обеспечить высокую прочность прилегания.
Электроды
Электроды доступны в свободной продаже в любом строительном магазине. При выборерекомендовано учитывать следующее:
- для стержня диаметром до 14 мм и при работе на обычных сварочных машинах, можно воспользоваться устройствами типа «АНО-21»;
- для работы с металлом свыше 14 мм, использованию подлежат электроды, диаметром 4 мм;
- необходимо корректно подобрать величину тока, что влияет на качественные характеристики шва. Можно провести несколько проб с куском проволоки, используемой для создания сетки. Если электрод слегка прилипает к металлу, ток увеличивается;
- электроды для сварки арматуры А500С, должны быть предназначены для работы с низкоуглеродистой статью.
Определив нагрузку на фундамент, можно рассчитать сечение прута, который понадобится для армирования. Например, для двухэтажного коттеджа понадобится d – 14-18 мм
Скоба-накладка
Скобы- накладки являются вспомогательными элементами, которые обеспечивают формирование надежного шва. Это неотъемлемая часть соединения, воспринимающая часть нагрузки при работе в целостной конструкции.
Элемент используется для установки и фиксации стыкуемых концов металла, позволяя работать со стержнями требуемой длины. При выборе скоб учитывается их внутренний диаметр, высота и толщина.
Соединение арматуры внахлест без сварки
Техника используется для монтажа стального каркаса, сечение прута которого не превышает 40 мм.
Металл запрещено внахлест соединять в местах, где наблюдается максимальное напряжение и в зонах концентрированных нагрузок.
Для стержней диаметром свыше 25 мм показано механическое соединение при помощи винтовых муфт. Этот способ укладки хорошо подходит для дачного строительства благодаря очевидной простоте исполнения.
Сварка арматуры внахлест, ГОСТ
Методика применяется в том случае, если необходимо перераспределить сжимающие и растягивающие нагрузки.
Основные принципы состоят в следующем:
- нахлест используется на участках наименьшего напряжения;
- если диаметр стержня более 10 мм, нахлест составляет 50 см;
- диаметр арматуры должен максимально приближен у всех элементов;
- стыки не должны концентрироваться рядом друг с другом.
Работы, соответствующие этому методу, целесообразно проводить в том случае, если диаметр элементов системы не превышает 20 мм.
Сварка или вязка?
Использование сварочного аппарата – это более мобильный и не такой трудоёмкий процесс, как вязка. Однако, технология способствует ухудшению прочностных характеристик основы.
Недостатки методики раскрываются следующим образом:
- структурные изменения стали обуславливают потери прочности;
- соединение узлов каркаса требует высокой квалификации работника;
- сваренные элементы могут подвергаться коррозии;
- при работе могут формироваться подрезы стыков, что уменьшает площадь сечения;
- при сварке увеличивается жесткость конструкции, если бетон уплотняется вибраторами, её целостность может быть нарушена.
Углы арматурного каркаса должны усиливаться вертикальными и поперечными элементами, которые формируются в виде Г-образных и П-образных соединений
Реализация такой методики целесообразна при значительных объемах работ. В частном домостроении практичнее использовать технику вязки.
Установка арматуры для фундамента
Система укладывается после того, как полностью готова опалубка и размечена глубина заливки раствора. Это трудоёмкий этап работ и требует привлечения группы помощников. Каркас должен быть размещен максимально ровно и точно заложен в опалубку, с соблюдением всех зазоров, нахлестов, припусков и расстояний.
Сварка арматуры СНиП и ТБ
СНиП на сварку арматуры позволяет понять технологию проведения и работ и определяет нормы техники безопасности.
Что нужно знать домашнему мастеру:
- при работе с аппаратом защите подлежат открытые участки тела и глаза (щитки, маски, шлемы со светофильтрами, перчатки, форма);
- чтобы не произошло отравление пылью, испарениями и вредными газами используется специальный респиратор;
- сварочное оборудование должно проверяться на исправность и наличие заземления, иначе можно получить поражение током.
- оборудование создает электромагнитное поле, это не опасно, если соблюдать технологию работ;
- устройство при работе на открытом воздухе должно находиться под навесом;
- необходимо соблюдение правил транспортировки.
Цена работ
Стоимость проведения работ остается доступной для малого и среднего строительства, особенно, если у мастера есть соответствующее оборудование. Однако, покупка нового сварочного аппарата не вызовет значительных издержек по сравнению с закупкой готового материала.
Сварка арматуры согласно ГОСТ 14098-91 показана в данном видео:
Книги по теме:
Сварка арматуры внахлест гост
Арматурный каркас– это система соединенных между собой элементов. В железобетонных изделиях металл воспринимает нагрузки на сжатие и растяжение. Сварка арматуры (ГОСТ 14098-91) позволяет создать каркас, который жестче вязаного. Проволочное сцепление реализуется в особых случаях.
Контактная сварка арматуры, оборудование и технологии
Сварка арматуры контактной сваркой, впрочем, как и контактно- точечная сварка арматуры проводится в производственных условиях на специальном профессиональном оборудовании.
Домашний мастер при реализации работ использует более простые устройства на ручном или автоматическом управлении.
Контактная сварка арматуры необходима при строительстве крупных объектов городской и промышленной застройки.
Правильное армирование увеличивает прочность возводимой конструкции на 245%, на фоне повышения стойкости к механическому воздействию – на 150%
Нахлест арматуры при вязке (СНиП)
|ГОСТы и СНиП|Нахлест арматуры при вязке (СНиП)
Дата: 4 октября 2018
14139
Коментариев: 0
Во время армирования фундамента или изготовления любого из видов армопояса практически у каждого человека возникает вопрос о том, какой должна быть длина нахлеста, и каким образом правильно его выполнить. Действительно, это имеет большое значение.
Верно выполненная стыковка стальных прутьев делает более прочным соединение арматуры. Конструкция здания становится защищенной от различных видов деформаций и разрушений. Воздействие на фундамент сводится к минимуму.
Как следствие — увеличивается безаварийный срок эксплуатации.
Нахлест арматуры при вязке – это самый простой и при этом по-настоящему надежный вариант соединения арматуры
Типы соединения
В действующих строительных нормах и правилах (СНиП) подробно описывается крепление арматуры всеми существующими в настоящее время способами. На сегодняшний день известны такие методы состыковки арматурных прутьев, как:
- Стыки внахлест, выполненные без сварки:
- нахлест при стыковке с помощью изогнутых деталей (петлей, лапок, крюков).
- нахлест в соединениях прямых прутьев арматуры с поперечной фиксацией;
- нахлест прямых концов прутьев.
- Механические и сварные типы соединений встык:
- с использованием сварочных аппаратов;
- при помощи профессиональных механических агрегатов.
Соединение арматуры внахлест гост

Для закрепления всех частей монолитно-каркасных конструкций, а в особенности для стыковки стержней различают много способов. В строительстве используются уже известные технологии и совсем новые, но задача у них одна − получение надежного, прочного каркаса.
Виды соединений арматуры, их технология
Существуют сварные соединения арматуры разных диаметров или одинаковых. Получают их благодаря контактно-точечной сварке. Основным материалом выступает холоднотянутая проволока (3-10 мм), горячекатаные периодические стержни (10-80 мм). Объединение 2-х разных профилей возможно для изделий с диаметром 5-50 мм.
Муфтовое соединение арматуры позволяет локализовано устранить стыки при применении вязального метода. Это достаточно новый, но уже стандартизированный способ, отличающийся отсутствием каких-либо недостатков.
Сами муфты производят из трубопроводного проката. Вариантов крепления к основанию конструкции несколько: создание обжимного узла из целой трубы; при помощи конических отверстий; цилиндрический.
Из преимуществ метода можно выделить:
- рабочее размещение в любом виде – вертикально, горизонтально, под наклоном;
- быстрая качественная сборка с использованием самых простых инструментов;
- использование в сейсмоактивных зонах;
- возможность работы под водой;
- комбинирование прутьев разных диаметров.
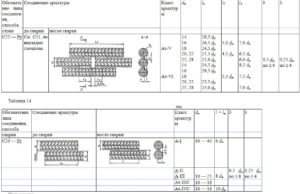
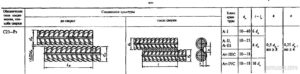
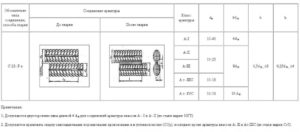
Сварные соединения арматуры (ГОСТ 14098-2014) имеют определенное обозначение, в котором указывается:
- тип – крестообразный (К), стыковой (С), внахлест (Н) или тавровый (Т);
- способ – контактный (К), ручной (Р), механизированный (Р).
Конструкции сварного типа получаются более жесткими и менее пластичными, чем, например, вязаного. Сварка изменяет структуру стали, соединения делает слабыми.
А вот механико-резьбовое соединение арматуры на муфтах отличается высокой технологичностью и надежностью. Востребовано оно при возведении высотных зданий, мостов, тоннелей, гидростанций, т.е.
там, где идут значительные статические, динамические нагрузки.
https://www.youtube.com/watch?v=ZbnEIr5ITFc
Цапковое соединение арматуры является механическим разъемным методом. Основывается на ввинчивании стержней непосредственно в аппарат, сосуд, машину.
Применяется к винтовой арматуре, немерной, лежалой и любой другой небольшого диаметра высокого давления. Все механические соединения арматуры отвечают современным требованиям по экономичности и эффективности.
Обуславливается это отсутствием перерасхода материала, ускорением процесса выполняемых работ.
Как соединять арматуру строительную в единую конструкцию? Одни методы основываются на использовании муфт, фланцев, другие – на фиксации вязальной проволокой.
Соединение арматуры внахлест (механическое) используют на стержнях периодического профиля и гладкого. Первые соединяются без предварительного загиба, для вторых предусмотрены крючки и петли. Величина нахлеста зависит от диаметра, класса бетона.
Эффективен этот метода для прутьев класса А3, для которых сварка не рекомендуется.
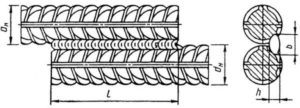
Также существует соединение арматуры сваркой внахлест. Осуществляется электродуговой сваркой. Ее преимущество − возможность применения к любой точке армокаркаса и достижение высокой прочности шва. Однако, для сваривания прутьев до 12 мм, она не используется – риск пережога.
Особенности методов
Для соединения арматуры без сварки может использоваться один из 2-х способов:
- Стыковой. Осуществляется:
- внахлест (d до 40 мм) – для прямых концов, установкой поперечных стержней, с загибами (крюки, петли);
- обжимными гильзами либо винтовыми муфтами.
- Крестообразным. Основывается на вязке закладных стержней отожженной проволокой, либо специальных фиксаторов. Выполняется в местах пересечения прутьев, угловых узлах и при помощи ручных инструментов (крюк вязальный, кусачки), автоматических (профессиональный пистолет).
При строительстве частных загородных домов использовать оборудование для сварных соединений арматуры и закладных деталей сложнее. Поэтому частные застройщики прибегают к вязальному методу. Из всех способов соединения арматуры, вязка считается одной из более щадящих к пересечениям. Также она не требует каких-то профессиональных навыков.
Сварным методом является стыковое объединение элементов конструкции. Его осуществляют при помощи различных технологий сварки. Используется в строительно-монтажных работах, создании ж/б конструкций сборного и монолитного типа.
Особенностью резьбового муфтового соединения является достижение герметичности, которому способствует использование резьбы соответствующего сечения и длины. Кроме того, обязательно применяют и специальные смазки.
А в цапковом типе соединения арматуры герметичность достигается металлической прокладкой, которая зажимается накидной гайкой.Используется в трубопроводах с агрессивной средой, и там, где нужна высокая надежность, быстрое разъединение.
Фланцевое соединение арматуры, относящееся к разъемным, рассчитывается на давление от 1 до 20 Мпа. Основной его элемент – это фланец, который представляет собой диск, изготавливаемый из различных марок стали. Именно материал изготовления влияет на такие его характеристики, как твердость, пластичность, ударная прочность.
Нахлест арматуры при вязке: таблицы размеров стыковки всех диаметров по СНиП, правила соединения перехлеста
Армирование – ответственная часть устройства всех монолитных конструкций, от которого зависит долговечного и надежного будущего строения. Процесс заключается в создании каркаса из металлических стержней. Он размещается в опалубку и заливается бетоном.
Чтобы создать этот каркас, прибегают к вязке или сварочным работам. При этом большую роль при вязке играет правильно рассчитанный нахлест для арматуры. Если он недостаточный, то соединение окажется недостаточно прочным, а это сказывается на эксплуатационных характеристиках.
Поэтому важно разобраться, какой именно делать нахлест при вязке.