Сварка автомат и полуавтомат чем отличаются
Чем отличается сварочный инвертор от сварочного автомата и полуавтомата? Сравнительный обзор

Чем отличается сварочный инвертор от сварочного автомата и полуавтомата? Этот вопрос интересует многих пользователей нашего сайта, да и, в принципе, большинство новичков не могут внятно объяснить, в чем состоит отличие.
В этой статье мы постараемся разобраться в этом вопросе и расставить уже, наконец, все точки нал «i».
СВАРОЧНЫЕ ИНВЕРТОРЫ
Сварочный аппарат инверторного типа – компактный и удобный инструмент для сварки. Такое оборудование широко используется как высококвалифицированными мастерами, так и начинающими сварщиками.
Для начала предлагаем понять, как устроен сварочный инвертор.
Очень важная деталь аппарата – это горелка. Эту рабочую деталь сварщик держит в руках во время проведения работ. Бытовые сварочники имеют неразъемное соединение горелки, профессиональные – разъемное.
Специалисты считают, что лучший сварочный аппарат тот, который работает на постоянном токе, поддерживает работу с различными типами электродов и имеет функцию горячего старта*, систему «антизалипания электрода»**, а также форсирования дуги**.
Даже при падении напряжения сварная дуга должна иметь высокую устойчивость. Такой аппарат не боится ни перепадов, ни скачков в напряжении.*Функция «горячий старт»обеспечивает дополнительный импульс электрического тока в момент касания электродом заготовки. Наличие данной функции очень полезно при работе с ржавым металлом в условиях плохого напряжения в сети и др.
**«Антизалипание электрода».
В ситуации «прикипания» электрода к металлу, сварочный ток, проходящий через него, становится гораздо выше номинального, в результате чего электрод раскаляется, и его практически невозможно оторвать от поверхности.
А с функцией «антизалипания электрода» сварочный ток и напряжение падает до «0». В таком случае не возникает проблем с «прикипанием» и работать можно без замены электрода на новый.
***«Форсирование дуги» служит для предотвращения прилипания электрода к поверхности.
Благодаря этой функции происходит кратковременное увеличение сварочного тока при уменьшении дугового промежутка, что позволяет одновременно расплавить металл электрода и изделия, увеличив промежуток и, тем самым, стабилизировать процесс сварки.
Для удобства транспортировки и хранения инвертор INTERTOOL DT-4125 поставляется в пластиковом кейсе, а также комплектуется набором сварочных кабелей, защитной маской сварщика и щеткой-молотком.
Сварочные аппараты инверторного типа созданы для проведения таких работ, как ручная электродуговая сварка.
Давайте немного окунемся в теорию. Принцип работы сварочного инвертора происходит по одному из законов электротехники. Его суть состоит в следующем: Чем больше частота напряжения, тем меньше должны быть габаритные размеры и масса трансформатора для передачи того же количества энергии. Так, при повышении частоты электрического тока в 1000 раз, размеры уменьшаться в 10 раз.
А теперь немного истории. Активные разработки с области инверторной сварки начались в начале 20-века, а узнаваемый облик они получили, начиная с 90-х годов прошлого века, когда начали активно внедряться специальные силовые транзисторы.
С их помощью удалось поднять частоту тока до больших высот, при этом уменьшая размеры аппаратов.Сварочные инверторы завоевали лидерские позиции на рынке сварочного оборудования, благодаря своим отличным техническим характеристикам, удобству транспортировки и надежности при эксплуатации.
Главными преимуществами такого типа инструмента, как сварочные инверторы выступают следующие:
- Небольшой вес самого оборудования;
- Низкие показатели потребления электроэнергии (в сравнении с трансформаторными сварочными аппаратами);
- Уменьшенная зона разбрызгивания искр в процессе сварки;
- Возможность регулировки сварочного тока;
- Работа с момента включения;
- Высокое качество сварного шва;
- Безопасность в работе;
- Простота эксплуатации.
СВАРОЧНЫЕ ТРАНСФОРМАТОРЫ
Теперь давайте немного поговорим о сварочных аппаратах трансформаторного типа. Простота конструкции данных аппаратов является решающим фактором при определении цены на них, но и обуславливает их немалый вес и габаритные размеры.
Такие аппараты используют в основном для сварки черных металлов, применяя плавящиеся электроды со специальным покрытием, которое защищает место сварки от попадания воздуха. Простота устройства сварочных трансформаторов обеспечивает их надежность и долговечность.
Сварочные трансформаторы производят сварку переменным током, но на рынке присутствуют модели, в которых питание дуги производится постоянным током. Это позволяет получать качественный сварной шов. Сварочные трансформаторы постоянного тока при оснащении их специальным оборудованием позволяют сваривать чугун и цветные металлы.
СВАРОЧНЫЕ ПОЛУАВТОМАТЫ
По устройству, весу и габаритным размерам данный тип инструмента, как правило, идентичен сварочным трансформаторам. Но есть одно отличие. Оно состоит в том, что сварка производится не электродом, а проволокой, которая автоматически подается из катушек.
Одновременно с проволокой из горелки полуавтомата подается газ (аргон, гелий, углекислый газ) в место сварки. Тип газа выбирается в зависимости от типа материала, который нужно сварить. То есть сварка происходит в газовой среде (MIG/MAG – сварка).
В результате сварной шов получается более ровным и устойчивым к коррозии.
Сварочными полуавтоматами в основном работают с такими материалами, как цветные металлы, нержавеющая сталь, а также можно проводить ювелирную сварку тонких металлических листов.
Как и их собратья, сварочные трансформаторы, сварочные полуавтоматы характеризуются высокой надежностью, простотой конструкции, а также большими габаритными размерами и весом.
В работе с таким инструментом вам понадобятся дополнительные катушки и баллоны с газом. Однако при сварке черных металлов и низкоуглеродистой стали полуавтоматы могут работать с проволокой с покрытием (флюсом) ― газ при такой сварке не нужен.
После вышеизложенной информации, мы, наконец, можем ответить на главный вопрос: Чем отличается сварочный инвертор от сварочного автомата и полуавтомата?
- Сварочный инвертор имеет отличную конструкцию, меньшие габариты и вес;
- Сварочный инвертор способен создавать большую частоту и напряжение тока;
- Сварочный инвертор преобразует поступающий ток и изменяет его параметры так, что при всех равных с трансформаторами и полуавтоматами условиях, инверторный сварочник оказывается более производительным;
- Сварочный инвертор несколько раз преобразует напряжение используемого тока;
- Сварочный инвертор использует входящую электроэнергию напряжением 220 В;
- Сварочный инвертор преобразует переменный ток в постоянный, а на следующем этапе функционирования создает из постоянного тока переменный ток высокой частоты (до величин, измеряемых в кГц). Сварочные трансформаторы и полуавтоматы выпрямляют ток при помощи специальных диодов.
В ассортименте INTERTOOL представлено такое сварочное оборудование как сварочные трансформаторы, полуавтоматы сварочные, а также сварочные инверторы. Весь инструмент отличается высоким качеством сборки, материалов изготовления, а также долговечностью и многофункциональностью.
Напоследок хотим немного рассказать про основные виды электродуговой сварки.
MMA (Manual Metal Arc) – ручная сварка покрытым электродом сварка осуществляется на переменном (сварочные трансформаторы) или постоянном (сварочные выпрямители) токе. Сварочные выпрямители обеспечивают более стабильное горение дуги и используются для сварки деталей как из обычных низколегированных, так и из нержавеющих сталей.
MIG/MAG-сварка осуществляется сварочными полуавтоматами, которые работают на постоянном или импульсном токе в газовой среде. Ее особенности — высокое качество сварного шва, отсутствие брызг при сварке, высокая производительность. Но для нее необходимы баллоны с газом и специальные катушки с проволокой.
Вместо газа может использоваться специальная флюсовая проволока. MIG/MAG-сварка наиболее широко применяется в автосервисах, так как в отличие от газовой сварки не снижает прочность и коррозионную стойкость сварки тонких листов металла (при кузовных работах), а полученный сварной шов не нуждается в очистке от флюса и окалины.
MAG (Metal Active Gas) ― сварка в среде активного газа (углекислый газ).
TIG-DC/AC (Tungsten Inert Gas Direct Current/Alternating Current) ― сварка вольфрамовым электродом на постоянном/переменном токе варка вольфрамовым неплавящимся электродом в среде инертного газа часто называется аргонодуговой сваркой, потому что в качестве защитного газа используется, как правило, аргон (изредка — гелий). В этом случае обычно (но не обязательно) используется присадочная проволока.
MIG (Metal Inert Gas) ― сварка в среде инертного газа (аргон, гелий).
TIG/WIG (Tungsten Inert Gas/ Wolfram Inert Gas) ― сварка вольфрамовым электродом в среде инертных газов.
Отличие сварочного автомата от сварочного полуавтомата: сравнение характеристик, плюсы и минусы

В наше время сварка металла выполняется разной техникой. Магазины переполнены аппаратами: трансформаторами, инверторами, выпрямителями, полуавтоматами и, естественно, автоматами.
У них есть серьезные отличия. Если любой мастер может различить трансформатор и инвертор, то, без знаний тонкостей этих аппаратов, разница полуавтомата и автомата не на столько отчетлива.
Наша публикация детально покажет отличие сварки автомата от полуавтомата, и объяснит превосходство первого над вторым.
Сварочный автомат — это вариация прибора для сваривания, он нужен для автоматической сварки. Здесь не требуется никакого особого умения. Достаточно правильно настроить технику, а всё остальное она сделает сама.
Сварочный автомат — сложная техника, но, как бы там ни было, она сохраняет стабильность во время значительных нагрузок. Точная регулировка влияет на качество швов.
Так как этот способ не требует непосредственного участия в процедуре сварки, сварщика называют оператором.
Сварочным автоматом выполняется сразу несколько задач одновременно. Им поджигается дуга, ведется шов, пространство сваривания защищается от воздействия кислорода (с этой целью используют флюс), кроме того, в ванну для сваривания подается проволока.
Преимущества сварочного автомата
Сварочный автомат имеет много преимуществ. Одно из них — отсутствие человеческого фактора. Он может работать сутки с одинаково стабильным результатом. Вряд ли какой-то человек похвастается такой производительностью.
Для автомата нет разницы, какое сваривание имеет место. Он в равной степени справляется как с небольшими элементами с тонкими швами, так и с конструкциями значительных габаритов. Автомат не устанет, ему не нужен больничный, перерыв или выходной.
Если мастер ошибется с параметрами, эта ситуация без проблем исправляется. А ежели мастер по причине, например, физического или ментального самочувствия выполнит работу некачественно, заготовка будет забракована.
Кроме того, рабочий может сваривать автоматом в малодоступном положении. При необходимости, регулированье всех настроек может выполняется автоматически.Скажем, автомат легко восстанавливает установленные параметры и продолжает поставленную задачу после неожиданного обесточивания. Оператору, при этом, не нужно совершать никаких действий.
Вы не столкнетесь с перерасходованием, «неожиданным» пропаданием газа из баллона, бухт с проволокой и т.д., автомат использует расходное сырье равномерно.
И, хотя для стабильной работы и требуется много электричества, автоматические сварочные автоматы наиболее экономны.
Следует также учесть, что опасности для здоровья или жизни сварщика нет, т.к. мастер не принимает участие в самой процедуре сваривания непосредственно. Это преимущество важно на небезопасных производствах.
Разница между автоматом и полуавтоматом
Различия между автоматом и полуавтоматом не вызывают сомнений, хотя и называются они похоже, и способ сваривания подобен.
Мы уже говорили о том, что специалист сам руководит автоматической сваркой. Им настраивается автомат, а тот выполняет всю сварочную процедуру.
В этом процессе человек выполняет функцию настройщика. Ему не нужно поджигать дугу, вести шов или следить за процессом сваривания. Ему достаточно выбрать сварочный режим и «приказать» автомату его выполнить.
Абсолютно другим способом является полуавтоматическое сваривание. Хоть при нем так же используется присадочная проволока, газ, флюс другое сырье, тем не менее, сварщиком выполняется вся работа, а не только настройка аппарата.То есть, он и горелку ведет, и шов формирует. Автоматически подается только сварочная проволока, оттуда и название «полуавтоматической сварки».
Почему тогда используют полуавтоматическую сварку?
Некоторые начинающие специалисты после прочтения этой статьи могут задать такой вопрос. Может показаться, что преимущества автоматической сварки не поддаются сомнению.
Она менее затратна и производительнее. А также минимизируется возможность ошибки мастера. Тем не менее, поговорим о деталях.
Чаще пользуются как раз полуавтоматической сваркой. Применение автоматов необходимо на крупном предприятии. Однако производство в таких масштабах — редкая область для сваривания.
Как правило, предприятия и мастерские не нуждаются в покупке настолько дорогой техники. Легче пригласить специалиста и использовать полуавтоматическую сварку, так как в малых объёмах её использовать разумнее.
Поэтому вопрос «Какое устройство лучше, автомат или полуавтомат» — бессмыслен, тут дело в каждой ситуации отдельно. В каких-то ситуациях полуавтомата не достаточно, а когда-то использование автомата будет финансово неоправданным.
Для автоматического сваривания нужны оптимальные условия. Настроить автомат — задача нелегкая. Этим должен заниматься специалист, который в курсе всех тонкостей процедуры.
У машины нет интеллекта и время от времени критическую ситуацию невозможно обойти стороной. Сварочный автомат намного дороже и абсолютно не компактный на фоне полуавтомата.
Полуавтомат возможно даже перевезти с баллоном на предназначенной для этого тачке. С автоматом это невозможно.В целом, в автоматическом и полуавтоматическом сваривании разницы нет. В обоих случаях применяют защитный газ, порошковую проволоку или флюс, используют присадочный материал и горелку.
Выводы
У сварочных автоматов и полуавтоматов есть много общего. Различным является автоматизация сварочной процедуры. Во время полуавтоматической сварки специалист самостоятельно поджигает дугу и формирует шов.
Вмешательство мастера не требуется лишь при подаче проволоки в область для сварки. А при автомате процедура сваривания выполняется сама собой, мастеру достаточно ввести необходимую конфигурацию. Прочие процедуры устройство выполнит само.
Сейчас вам известны нюансы автоматической и полуавтоматической сварки, различия между этими двумя способами и ситуации, когда автоматическую сварку применить нельзя.
Разновидности сварочных автоматов и полуавтоматов
Электродуговая сварка считается наиболее распространенным способом получения неразъемных соединений металлических деталей. Она широко применяется в промышленном производстве, строительстве и при выполнении ремонтных работ.
В отличие от пайки и склеивания, где присадочный материал не смешивается с основным, применение электрической дуги приводит к расплавлению и электрода, и соединяемых деталей.
Происходящие в это время физические процессы и химические превращения позволяют получить шов с высокими механическими характеристиками.
Оборудование для проведения сварочных работ постоянно совершенствуется, и на сегодняшний день на рынке представлено огромное количество его модификаций. Наибольший интерес вызывают аппараты, которые относят к категориям автомат и полуавтомат. Несмотря на созвучность названий, они имеют ряд принципиальных отличий в конструкции и технологии сварки.
Конструкция полуавтоматического аппарата
Аппарат представляет собой модульную конструкцию, состоящую из источника тока, подающего механизма и горелки. Устройства для сварки в атмосфере защитного газа комплектуются баллонами.
Существует ряд высокопроизводительных моделей с охлаждением, которые подключаются к магистрали или резервуару с водой. Полуавтоматы отличаются небольшим весом и высокой мобильностью. Их можно переносить или перевозить на шасси к месту проведения работ.
Аппараты применяются для монтажа инженерных систем, при ремонте в условиях действующего производства и мастерских.
Также существуют полуавтоматы стационарной конструкции − сварочные посты. Их применяют в серийном производстве металлоконструкций, когда большинство швов имеет небольшую длину (до 0,8 м).
| Сварочный полуавтомат Aotai MIG 500 | Главное конструктивное отличие полуавтомата от автомата – наличие горелки, которая обычно выполняется в форме пистолетной рукоятки. К ней присоединяются:
|
Технология полуавтоматической сварки
Расплавленный металл электрода и соединяемых деталей нуждается в защите от атмосферного кислорода. Существуют две технологии, позволяющие избежать их интенсивного окисления и выгорания легирующих добавок.
- Сварка в среде защитных газов. Технология предполагает использование проволоки сплошного сечения, а также аргона или углекислоты. Газы подаются через сопло под небольшим избыточным давлением, позволяющим вытеснить воздух.
- Сварка порошковой проволокой. Содержащие флюс присадочные материалы позволяют обойтись без защитной атмосферы. При плавлении порошковой проволоки происходит образование шлака и газов, предохраняющих сварочную ванну от окисления.
Процесс выполнения полуавтоматической сварки
В задачи оператора полуавтоматической установки входят выбор режима работы аппарата (настройка силы тока, выбор полярности) в соответствии с диаметром электрода и материалом, активация горелки и выполнение нужного количества проходов вдоль шва. Скорость подачи проволоки (сохранение постоянной длины дуги) регулируется в режиме автомата.
Многие современные аппараты имеют дополнительные функции, облегчающие работу сварщика: повышение напряжения при розжиге дуги, возможность переключения с постоянного тока на переменный или импульсный для соединения деталей из цветных металлов. Некоторые модели перестраиваются на сварку неплавящимся электродом или на обычную ручную.
Полуавтоматы с электронным управлением имеют встроенную память для сохранения настроек. Для перехода в другой режим оператору требуется только выбрать соответствующий номер программы.
Конструкции сварочных автоматов
Сварочные автоматы представляют собой целый класс высокотехнологичного оборудования. Чаще всего они используются в условиях производства. Автоматы самостоятельно подают присадочные материалы и перемещают сварочную головку вдоль шва. Многообразие конструкций таких аппаратов обусловлено различиями в производственных технологиях.
Схема организации сварочных работ на установке УАСТ-1 при строительстве трубопроводов
По способу перемещения автоматы бывают следующих типов.
- Подвесные. Оператор устанавливает сварочную головку и деталь в нужное пространственное положение. При этом перемещается последняя. Такие автоматы позволяют получать швы практически любой конфигурации.
- Самоходные. Такие автоматы устанавливаются на специальную тележку. их особенность – возможность перемещения в процессе сварки и головки, и детали.
- Сварочные тракторы. Наиболее легкие и мобильные автоматы, снабженные шасси. Во время сварки трактор перемещается по специальным рельсам или самой детали. Главное преимущество такого автомата – возможность работы с деталями большой длины. Теоретически трактор способен выполнить бесконечный прямолинейный шов.
Сварочные автоматы применяются в производстве труб, сосудов и емкостей большого диаметра, строительных и промышленных металлоконструкций.
Существуют специализированные аппараты для сварки определенных деталей. Многие производители комплектуют свои автоматы сменной оснасткой, позволяющей расширить сферу применения.
Например, копирующие устройства позволяют выполнять сварку деталей сложной формы.
Конструктивно различают одно- и многоэлектродные автоматы. Последние отличаются более высокой производительностью. Некоторые автоматы могут быть объединены в технологические линии с единым управлением.
Технологии автоматической сварки
Выбор технологии зависит от специфики соединяемых деталей. Наибольшее распространение получили следующие виды.
- В среде защитного газа. Для получения шва требуемого качества могут использоваться аргон, гелий, а также различные смеси.
- Сварка под флюсом. Одна из наиболее производительных технологий, используемая в крупном машиностроении и металлургическом производстве. В качестве присадочных материалов автомат использует проволоку сплошного сечения и сыпучий флюс.
- Электрошлаковая сварка. Тепло для расплавления основного и присадочного металлов выделяется при прохождении тока через слой жидкого шлака. Такая сварка обеспечивает минимальное растворение водорода в металле и обеспечивает высокую ударную вязкость соединения.
Автоматы могут быть настроены на любой тип переноса присадочного металла в сварочную ванну, включая струйный. При возникновении короткого замыкания аппарат восстанавливает сварочную дугу без участия оператора.
Аппарат АДС-1 для автоматической сварки проволокой сплошного сечения в защитном газе CO2
Преимущества и недостатки полуавтоматической сварки
К преимуществам сварки в полуавтоматическом режиме можно отнести следующие.
- Возможность соединения тонколистовых материалов. Подбирая режим работы аппарата и диаметр проволоки, добиваются минимальных тепловых нагрузок и снижения эффекта коробления.
- Качество шва не зависит от его протяженности. При необходимости детали можно соединять точечной сваркой.
- Разнообразие материалов. Полуавтомат способен работать как с конструкционными углеродистыми сталями, так и со многими высоколегированными инструментальными. Изменением рода тока и полярности можно настроить режимы для сварки цветных металлов, в том числе с высокой химической активностью.
- Удобство настройки. Оператор может быстро настроить требуемый режим, что очень удобно при выполнении мелких работ.
Такие аппараты имеют также ряд недостатков, ограничивающих их применение.
- Невозможность работы с проволокой большого диаметра из-за ее высокой жесткости.
- Сложности в проведении сварочных мероприятий на открытом воздухе. Чтобы ветер не сносил защитную атмосферу, приходится увеличивать расход инертного газа.
- Интенсивное разбрызгивание металла при токах выше 500 А.
- Высокая интенсивность излучения от дуги.
- Необходимость в заправке баллонов.
Достоинства и недостатки применения автоматов
Преимущества сварочных автоматов хорошо проявляются в режимах интенсивной эксплуатации.
- Высокая производительность. Установки способны работать с лентой и проволокой больших сечений. Их производительность позволяет выполнять сварку деталей толщиной более 100 мм. Также они эффективны, если необходимо получить большое количество коротких швов при серийном производстве.
- Исключено влияние человеческого фактора. Работа автомата не зависит от физического и психологического состояния оператора. Если настройка выполнена в соответствии с технологией, шов получится ровным по длине и толщине.
- Работа в труднодоступных местах. Конструкции аппаратов позволяют выполнять сварку там, где человек не сможет находиться физически. Некоторые установки рассчитаны именно на такие специфические операции.
- Удобство регулировки. Современные автоматы оснащены электронным управлением и встроенной памятью. Для каждого нового изделия параметры сварки настраиваются один раз. Впоследствии предустановки можно загрузить из памяти.
- Безопасность оператора. Современные установки оснащаются системами принудительного удаления дыма и другими средствами защиты. Благодаря отсутствию воздействия вредных и опасных факторов снижается риск возникновения профессиональных заболеваний.
Основные недостатки автоматов – это высокая стоимость и затраты на организацию процесса. Для установки некоторых элементов и свариваемых деталей может потребоваться грузоподъемное оборудование. Чтобы получить качественный шов, начальная настройка режима должна быть выполнена тщательно: оператор должен иметь соответствующую квалификацию.
Чтобы получить дополнительную информацию о сварочном оборудовании и профессиональные рекомендации по выбору, свяжитесь с представителем ООО «ТСК» по телефону. Мы готовы создать проект сварочного производства, обеспечить его сопровождение, а также комплектацию оборудованием и материалами.
Сварка автомат и полуавтомат чем отличаются и как работают: что нужно для полуавтоматической сварки

Сварка с помощью автомата и полуавтомата позволяет создавать высококачественные надежные соединения деталей из разнообразных металлов совершенно любой толщины.
По этой причине она широко применяется на крупных производственных предприятиях разных отраслей промышленности. Но работа с полуавтоматическим оборудованием отличается от сварки полностью автоматизированным агрегатом.
Полуавтоматическая сварка: принцип работы, видовое разнообразие
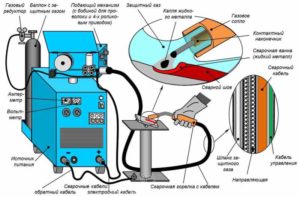
Сварочный аппарат состоит из следующих компонентов:
- горелка;
- шланг для подачи проволоки;
- механизм подачи проволоки;
- панель управления рабочими процессами;
- проволока в мотке;
- электропровод;
- система полуавтоматического управления;
- шланг для подачи газа;
- редуктор для снижения газового давления;
- нагреватель;
- баллон с газом высокого давления;
- выпрямитель.
На отечественном рынке присутствует большое разнообразие подобного оборудования. Дабы упорядочить его виды, обратимся к одной из наиболее распространенных классификаций. По мере автоматизации сварных процессов сварочные аппараты могут быть ручными, полуавтоматическими и автоматическими.
Первый тип подобного оборудования более подходит для бытового использования, а второй и третий – для применения на крупных предприятиях, так как сварочные автоматы, полуавтоматы отличаются более высокой производительностью за единицу времени, а также позволяют получить более качественные соединения металлов, нежели при работе ручным сварным агрегатом.
Но стоит заметить, что автоматические сварки стоят значительно дороже ручных агрегатов, поскольку характеризуются более высоким комфортом для пользователя, имеют широкие функциональные возможности, работают дольше.
Чтобы понять иные достоинства полуавтоматов, нужно уяснить, как работает полуавтоматическая сварка:
- внутри аппарата находится катушка с проволокой, выполняющей функцию плавящегося электрода и автоматический механизм подачи такой проволоки;
- подвижная проволока пропускается через газовое сопло под напряжением, что приводит к ее расплавлению;
- стабильная длина дуги обеспечивается автоматическим механизмом подачи сварки;
- оператор выбирает на свое усмотрение направление тока и скорость подачи проволоки для сварки, учитывая вид металла и скорость перемещения газовой горелки.
Зависимость угла наклона горелки от толщины заготовки.
Понимание принципа работы полуавтоматической сварки позволяет уяснить, чем отличается автомат от полуавтомата. В автомате абсолютно все процессы автоматизированы, то есть, выполняются системой управления. В полуавтоматических сварочных аппаратах, как было сказано выше, некоторые из операций остаются за сварщиком.
Полуавтоматическая сварка делится на разные виды, исходя из наличия определенных характеристик.
По способу защиты материала в процессе выполнения сварных работ различают полуавтоматы для сварки:
- под флюсом;
- в инертных и активных газах.
Также полуавтоматы могут быть:
- Однофазными.
Функционируют от сети с напряжением в 220В, но если оно скачет, электрическая дуга не будет постоянной. Такое положение дел опасно появлению дефектов на сварных соединениях. - Трехфазными.
Функционируют не от каждой розетки, однако гарантируют высокое качество работы при любых нагрузках.
Чтобы стать высококвалифицированным сварщиком, важно уяснить, что нужно для сварки полуавтоматом: каких правил придерживаться, какие расходные материалы использовать.
Правильная техника сварки с помощью полуавтомата
Техника варения сварочным полуавтоматом крайне важна для получения качественных соединений, которые не утратят первоначальных эксплуатационных параметров со временем. Она отличается от технологии выполнения электродуговой ручной сварки.
Существенно и различие автоматически функционирующих приборов от полуавтоматических агрегатов. Рассмотрим основные техники сварных работ полуавтоматом.
Особенности сварных работ в среде защитного газа
При выполнении сварочных работ с использованием полуавтоматического оборудования может применяться газ. Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Газ для сварочного полуавтомата можно применить разный, но чаще остальных используют: углекислый газ, гелий. Объяснить такую тенденцию можно их доступностью и низким расходованием при выполнении сварных работ.
Технология сваривания позволит понять, как пользоваться сварочным аппаратом при работе с газами.
Сварка в среде защитного газа.
Их существует несколько видов:
- Непрерывное сваривание подразумевает ведение горелкой или электродом от начала и до конца шва.
Такая техника требует большого мастерства. - Точечная сварка предполагает соединение металлических деталей путем организации множества сварных точек, а не при помощи сплошной дорожки.
- Сварное соединение коротким замыканием осуществляется, в большинстве ситуаций, для тонколистового металла путем его расплавления за счет подачи импульсов от короткого замыкания, образуемого в аппарате.
После замыкания расплавленный металл образует каплю, которая и соединяет две детали.
Многие мастера выбирают режим переменного тока при выполнении сварки полуавтоматом с углекислым газом. В начале работы оборудование следует настроить, исходя из типа рабочего металла и его толщины. Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
После настройки оборудования и подготовки деталей можно начать соединение поверхностей с помощью полуавтомата. Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
Качество швов определит соблюдение важных нюансов при работе:
- держите и ведите проволоку строго прямо, но не вплотную к заготовке, чтобы сохранить хороший обзор сварной ванны;
- соблюдайте нужный интервал между кромками свариваемых деталей при работе;
- согласно данной технологии толщина изделия до 1 см требует зазора не более 1 мм, а толщина изделия более 1 см требует зазора в размере 10% от данной величины.
Технология работы с алюминием
Сварка полуавтомат позволяет варить разного рода металлы, и в том числе алюминий.
Схема сварки металла горелкой.
Но при работе с таким металлом важно соблюдать особые правила, поскольку процесс характеризуется особенными свойствами:
- Поверхность алюминия покрыта тонким слоем амальгамы с температурой плавления намного выше, нежели у самого металла.
Поэтому потребуется применить инертный газ – аргон. - Алюминий быстро поддается плавлению, поэтому течет.
Чтобы избежать негативных последствий при работе сварочным полуавтоматом, примените подложка. - Сама сварка осуществляется плавящимися электродами при постоянном токе обратной полярности.
То есть, на деталь фиксируется отрицательный заряд, а на горелке – положительный.
Описанные приемы выполнения сварки алюминия позволят добиться качественного плавления заготовки и быстрого разрушение верхнего слоя, что в итоге обеспечит сварщику возможность создать надежные сварные швы.
Сварка с проволокой
Сварочный аппарат полуавтоматического типа позволяет работать в газовой среде или без применения углекислоты, гелия, аргона. Соединения металлических деталей можно выполнить под флюсом, но такую технологию чаще используют в промышленных условиях, чем в быту из-за высокой стоимости флюса.
Для понимания специфики работы таким методом, стоит выяснить основные характеристики флюса. Это порошок, который помещен в середину сварного электрода.
Он плавится при воздействии высокой температуры и выделяет облако газа, надежно защищающее сварную ванну от риска окислиться. При этом инертный газ из баллона не расходуется.
Специалисты не рекомендуют использовать полуавтомат вместе с самозащитными электродами, если работать приходится со слишком тонкими листами или среднеуглеродистой сталью. Иначе могут появиться дефекты в виде горячих трещин.
А чтобы повысить температуру сварной электрической дуги для максимально оперативного расплавления порошка внутри сварного электрода, стоит применить обратную полярность.
Основные правила при проведении сварочных работ
Принцип полуавтоматической сварки проволокой.
При выполнении сварочных работ на промышленных объектах используется сварка автомат или полуавтомат: в чем разница между этими видами сварных приборов максимально быстро поймет опытный мастер:
- автоматическая сварка сопровождается механизированным движением дуги и подачей электродов;
- полуавтоматическая сварка подразумевает механизированную подачу проволоки и ручное перемещение дуги.
Новичку в подобных вопросах важно овладеть основными правилами высококачественной сварки. Стать профессионалом и мастерски справляться с полуавтоматом можно только при изучении всех тонкостей сварки таким типом сварного оборудования.
Немаловажно при этом соблюдать технику безопасности: надевайте форму и маску для защиты от ультрафиолетового ожога. Внимательно изучите и всегда придерживайтесь норм и стандартов по ГОСТу. Не пренебрегайте правилами, которые помогут уберечься от травм.
Использовать преимущества полуавтоматической сварки в полной мере можно только, если понимать специфику работы с таким оборудованием.
Специалисты рекомендуют выполнить пробный шов на черновой детали или в том участке детали, где он будет практически не заметен. Это позволит убедиться в правильности установленных настроек на полуавтомате для сварки.Обязательно прочтите инструкцию к прибору перед его включением, а в последствие соблюдайте ее беспрекословно.
Заключение
Полуавтоматом для сварки пользуются как на промышленных объектах, так и для выполнения бытовых операций. Чтобы работать сваркой полуавтоматического типа мастерски, важно понимать, для чего нужен такой прибор: он позволяет выполнять надежные и долговечные сварные соединения металлических деталей.
При этом некоторые процессы в работе автоматизированы и не требуют внимания со стороны сварщика, но есть и такие, которые потребуется выполнить вручную.
Чем отличается сварочный автомат от полуавтомата?

Для опытных сварщиков и для новичков в этом деле существует огромный выбор оборудования для сварки. Оно различается по технологическим процессам, по набору дополнительных инструментов, по габаритам и функционалу.
Если начинающий мастер еще может найти отличия между трансформатором и инвертором, то относительно автоматической и полуавтоматической сварки, скорее всего, задумается. Эта статья поможет разобраться во всех нюансах данных процессов и понять, где нужно использовать ту или иную сварку.
Также проведем сравнение между этими аппаратами, обратим внимание на различия и отметим преимущества автоматов.
Что представляет собой сварочный автомат
Одной из вариаций сварочного процесса является автоматическая сварка. Аппарат настраивается таким образом, что участие человека не требуется, все происходит автоматически, а сварщик называется оператором автомата. В его обязанности входит выбор правильного режима сварки и выставление необходимых настроек.
Сварочный автомат выдерживает большие нагрузки, но на качество шва влияет не его производительность, а знания и навыки специалиста, управляющего этой машиной. Агрегат выполняет одновременно несколько операций:
- разжигает дугу;
- автоматически прокладывает ровный шов;
- защищает область сварки от окислов (флюсовые аппараты);
- непрерывно и равномерно подает сварочный пруток в зону ванны.
Преимущества сварочного автомата
Сварочный автомат имеет ряд плюсов перед другими аппаратами для сварки. Неоспоримым является тот факт, что процесс сварки осуществляется без участия человека. Это робот, способный работать день и ночь по заданному алгоритму, выполняя киллометры швов с одинаковым результатом. Даже самый квалифицированный и опытный мастер не в состоянии выполнить такую работу при стабильном качестве.
Этой машине нет разницы, какую операцию выполнять и какие виды швов делать. Автомату не требуется отдых.
Бывает так, что настройки автомата выставлены не подходящие к выполняемой работе. Такой казус исправляется за считанные минуты, а если при неправильных настройках будет работать человек, у которого кружится голова или приступ зубной боли, то вся партия изделий может не пройти контроль качества и спишется как брак.
Если пропадет электричество, то автомат запрограммирован так, что после включения в сеть, самостоятельно обновляет настройки по заданным параметрам и продолжает работать с той же скоростью и качеством. Помощь оператора, в этом случае, не требуется. Труднодоступные места сварки, неудобные для человеческого положения, тоже может выполнить автомат.
Автоматические аппараты очень экономичны в плане расходных материалов, поэтому столкнуться с проблемой перерасхода проволоки или отсутствием защитного газа невозможно.
В условиях опасных производств, которые могут угрожать здоровью людей, всегда применяют автоматические установки. Весь процесс происходит только машинным способом и не допускает участие человека.
Чем отличается полуавтомат от автомата
В автоматическом режиме главная задача ложится на плечи оператора. Только он устанавливает настройки и включает кнопку Пуск. От его знаний зависит работа автоматической машины. Человек участвует в процессе косвенно, сам не присутствует в ходе операций, не ведет горелку и не следит за удержанием дуги.
В полуавтоматическом режиме человек сам является и настройщиком и исполнителем. В его задачи входят: настройка аппарата, его регулировка, поджег дуги, ее удержание, выполнение шва.
Технология предусматривает использование всех материалов, как и при предыдущем методе: флюс, присадочная проволока, защитный газ. Автоматическим остается только равномерная подача проволоки.
Вот только в этом и сходство с автоматом.
Зачем использовать полуавтомат, когда существует автомат?
Неопытные сварщики, прочитав все дифирамбы автоматической сварки, часто задают такой вопрос. На первый взгляд, автомат имеет подавляющее количество плюсов, в сравнении с полуавтоматом. Он экономно расходует дополнительные материалы, стабилен и отрицает участие людей, но все относительно.
Большинство производств применяют именно полуавтоматическую сварку. Автоматами пользуются только крупные масштабные предприятия, где машина работает практически без остановок. А такие компании можно пересчитать на пальцах.
Автоматические установки, сами по себе, дорогостоящее оборудование.
Средний предприниматель скорее наймет первоклассного специалиста, чем потратиться на автомат, ведь простой машины принесет больше убытков, чем ежемесячные траты на оплату труда мастера.
Поэтому вопрос остается без ответа. Необходимо отталкиваться от поставленных задач. При небольших объемах полуавтоматическая сварка будет оптимальным решением, а при расширении производства, планы не всегда сходятся с реальностью.Также следует отдавать себе отчет, что настраивать сварочный автомат должен только специалист со знаниями всех тонкостей сварки. Машина выполняет заданные команды и не понимает аварийных ситуаций. Полуавтомат намного мобильнее автомата и гораздо ниже по стоимости. Его перевозят на специально предназначенной каталке, а автомат – это стационарная установка.
Технология процесса сварки одинакова в обоих случаях, в одном без участия людей, в другом с присутствием сварщика.
Заключение
Теперь вы знаете все отличия автоматической и полуавтоматической сварки, где необходимо использовать ту или другую технологию, чем целесообразней полуавтоматический способ и почему применяются полностью автоматические агрегаты. У двух процессов есть много общих точек соприкосновения. Но разница лишь в присутствии или отсутствии человека.