Сварка квадратных труб под углом
Сварка квадратных труб под углом
Различные металлокаркасы изготавливаются из профильных труб путем их сваривания.
Использование металлических изделий обусловлено их неоспоримыми преимуществами, главными из которых являются надежность, долговечность, простота монтажа конструкций и возможность изготовления различных по виду и сложности каркасов.
Для того чтобы разобраться, как правильно сваривать профильную трубу при изготовлении строительных каркасных конструкций, необходимо иметь определенные знания об устройстве трубы и вариантах сварки.
Виды профильных труб и варианты сварки
Данный вид металлопроката имеет несколько стандартных вариантов, отличающихся по размерам самой трубы, виду сечения и толщине стенок металла.
В зависимости от этих показателей выбирается способ, как сварить профильную трубу встык, или под 90 градусов – дуговой, газовой, контактной или точечной сваркой. Важен и выбор сварочного электрода, диаметр которого должен быть незначительно больше толщины стенки трубы.
Как правило, для сваривания профильных труб выбирается дуговая сварка, а если стенка металла очень тонкая, используется точечный вариант сварки.
Как сварить профильную трубу под 90 градусов
Получить при сварочных работах идеальный прямой угол – задача не из легких, и, как правило, под силу она только профессионалам, имеющим опыт подобной работы и тщательно соблюдающим технологию.
Существует несколько тонкостей сварки деталей под углом 90 градусов.
Для начала профильные трубы, которые необходимо сварить между собой, обрезаются.
Сварщику необходимо обустроенное место для проведения работ – ровная поверхность, чтобы выверенный прямой угол не исказился во фронтальной плоскости.
Для фиксации ровного прямого угла необходимо использовать дополнительные детали – 90-градусные уголки, или косынки.
Сварку рекомендуется проводить поэтапно, сначала намечается черновой шов, а затем, убедившись, что угол в 90 градусов соблюден, трубы свариваются начисто со всех сторон.Тщательно соблюдая определенную технологию, человек, знакомый со сваркой, сможет самостоятельно изготовить, например, дачную теплицу или металлические ворота.
Как правильно сварить профильную трубу встык
Сварить профильную трубу встык – задача немного более простая, здесь не нужно выравнивать и соблюдать градус угла. Однако не следует забывать, что сварочные работы необходимо проводить по определенным принципам, с учетом всех норм безопасности.
Сам процесс происходит в несколько этапов:
- Присоединить конструкции друг к другу, нанести точечные швы для фиксации.
- После этого, сверив с рабочими чертежами полученную конструкцию, ее необходимо выправить. Как правило, для этого используется кувалда.
- После того как все части конструкции заняли свое место, стыки свариваются.
При этом важно не допустить деформации конструкции, которая может произойти вследствие воздействия напряжения.
Все для сварки в одном месте
Каркасные металлоконструкции, из которых строят различные объекты современной инфраструктуры, – это торговые и офисные центры, помещения для производственных цехов и складов, административные и промышленные здания, объекты сельскохозяйственного назначения, вольеры для животных и т.д. Монтаж всех этих строений невозможен без использования качественного оборудования, расходных материалов и всех сопутствующих товаров. Найти все это вы сможете в каталоге нашего сайта.
| Электроды | Проволока | Присадочные прутки |
Как осуществляется сварка труб под прямым углом
При монтаже металлических конструкций – от каркаса детских качелей до системы отопления, практически всегда приходится иметь дело со сваркой. Процесс этот гораздо сложнее, чем кажется на первый взгляд, и гораздо ответственнее: от качества шва в буквальном смысле слова зависит надежность и долговечность изделия.
Процесс сварки
В самом общем виде под ней подразумевают стыковку двух отрезков из одного или разных материалов путем образования неразъемного соединения. Методов такого соединения довольно много. Выделяют две главные группы:
- под давлением – например, ультразвуковая, холодная, прессовая;
- сварка плавлением – термический метод, включающий нагрев соединяемых фрагментов.
Стыковка плавлением делится на два вида:
- электродуговая – ручная, под флюсом, в среде аргона и так далее. Кромки отрезков трубопровода оплавляются под влиянием дугового заряда;
- газовая – всем знакомая ацетиленовая. В этом случае края соединяемых труб прогреваются газокислородным пламенем, стыкуются, а зазор заполняется материалом расплавленного прутка.
Качество такого шва ниже, чем у полученного электродуговым методом. Но последний неприменим к трубопроводу с тонкими стенками – до 3,5 мм.
Метод обеспечивает надежное прочное соединение, но неразъемное. Если речь идет о металлических изделиях, то это является достоинством.
Виды соединений
В зависимости от назначения трубопровода, толщины и диаметра используются разные методы стыковки. В общем виде различают три основные группы.
- Стыковое соединение – считается самым прочным. Используется поперечный стык – для заваривания трубопровода по окружности, и продольный – для соединения деталей. Стыковая сварка позволяет соединить отрезки по оси. Швы используются разные: одинарный для труб с диаметром до 500 мм, и двойной для трубопровода с условным проходом больше 600 мм. На фото – стыковое соединение.
- Сваривание под углом – используется для соединения трубы под разным углом: 90 градусов, 45 градусов, 20 градусов. Надежность такого шва несколько ниже.
- Нахлесточное соединение – стыковка используется только для совмещения трубопровода с дополнительными элементами.
Сварка по прямым углом
Монтаж труб под углом в 90 градусов – не такая уже и редкость, особенно для отопительной системы. Чтобы получить его при обходе комнат, например, используется специальная деталь – угол на 90 градусов. В этом случае для соединения применяется стыковой метод.
Однако при монтаже металлических каркасов и труб малого диаметра могут возникнуть другие задачи.
Подготовительный этап
- Если требуется монтаж двух элементов, которые вместе составляют прямой угол, то подготовка будет состоять в правильной резке трубопровода под 45 градусов. Сделать это просто: на трубу надевается обычная резинка, фиксируется, второй ее край оттягивается вдоль трубы на 325 мм, полученный контур обводится мелом. Срез получается точно под нужным углом.
Во всех других случаях понадобится составление чертежа и расчет кривой, по которой затем нужно будет сделать срез.
- Второй распространенный вариант: труба соединяется врезкой во вторую под прямым углом. В этом случае в отрезке болгаркой делают два надреза под 90 градусов и вырезают полученный клин. Затем постепенно срезая, формируют круглое отверстие. На торце перпендикулярного фрагмента удаляют участок под тем же углом. Зазоры неизбежны, поэтому дальнейшая сварка будет проводиться в несколько этапов.
Сварка профильной трубы: какими электродами варить 2мм, как сваривать инвертором, как правильно, электросваркой, как под 90 градусов
Профильная труба является одним из видов строительного металлопроката, применяется при возведении легких металлических конструкций:
- каркасы теплиц;
- опоры для заборов бытового назначения;
- канализационные и водопроводные системы и т.д.
Широкое распространение профильных труб обусловлено рядом факторов:
- доступная стоимость;
- обширный выбор размеров;
- идеально равномерная толщина и гладкая поверхность стен проката:снаружи и внутри;
- малая подверженность различного рода деформациям;
- небольшая масса готовых изделий;
- надежность и долговечность.
Наиболее популярным видом термической обработки данной разновидностью металлопроката является сварка. О том, как правильно варить профильные трубы мы рассмотрим далее.
Как варить профильные трубы
Толщина стенок профильных труб варьируется в достаточно значительных пределах. Однако, именно работа с тонкостенными изделиями требует наличия определенных навыков и знаний. Сваривание тонкого металла является сложным процессом, сопряженным с некоторыми трудностями и особенностями. Таким образом, нужно точно знать, как варить профильные трубы 2 мм.:
- сваривание осуществляется током от 10 до 60 А;
- диаметр электродов составляет от 0,5 до 2 мм.
- соединение выполняется в один проход;
- качество шва зависит от скорости сваривания; исполнителю нужно успеть произвести сварку прежде, чем рабочие кромки начнут остывать (хотя некоторыми марками, например, рутиловыми можно варить с отрывом).
Также существуют общие сведения (для изделий со стенками любой толщины), которые помогут исполнителю понять, как сваривать профильные трубы:
- при воздействии высоких температур трубы профильного сечения в большей мере подвержены деформации, чем круглые;
- расплавление металла может привести к заполнению и перекрыванию внутреннего пространства. Поэтому в тех случаях, когда пустотелость важна, следует следить за отсутствием капель металла внутри изделия;
- торцевое соединение способствует появлению высокого напряжения на углах, которые возникает из-за неравномерного нагрева и неправильного формирования валиков.
Способы и методы сварки профильной трубы
Существует несколько способов, применяемых для работы с данной разновидностью металлопроката. Поговорим о том, как сварить профильную трубу, в зависимости от используемого метода сваривания.
Ручная дуговая сварка является одним из самых распространенных способов. Популярность обусловлена следующими причинами: простота, качественный шов, возможность проводить работы в труднодоступных местах, доступность оборудования и материалов.
Исполнителю понадобится:
- сварочный аппарат (трансформатор или инвертор);
- электроды;
- средства индивидуальной защиты: маска и перчатки;
- приспособления для сварки профильных труб:
- Центратор – устройство, обеспечивающее расположение осей свариваемых труб на одной линии и служащее для совмещения торцевых кромок изделий. Выделяют внутренние и наружные центраторы. Для работы с трубами большого диаметра предназначен звенный центратор (на картинке). Для домашних мастеров подойдут центраторы-струбцины. Обеспечение соосности изделий небольшого диаметра можно добиться с помощью самодельного устройства, состоящего из уголков и приваренных к ним струбцин.
- Магнитные угольники предназначены для соединения труб под нужным углом.
- щетка с металлическими ворсинками или наждачная бумага для зачистки изделий.
Данный метод подойдет для сварки труб различной толщиной и сечением. Исключением является изделия с толщиной стенок свыше 4 мм. Такие детали требуют предварительной подготовки.
Торцы труб пред свариванием следует зачистить и обезжирить.
Также перед работами необходимо правильно выбрать электрод. Трубы с толщиной стенок менее 4 мм. следует варить стержнями с диаметром 2-3 мм. Сила тока – 50-60 А.
О том, какие электроды для сварки профильной трубы следует использовать, мы расскажем далее.
Тонкостенные детали свариваются без формирования кромок и с минимальным зазором.
Сварка может выполняться в нижнем, горизонтальном или вертикальном положениях.
Исполнитель должен учесть все нюансы и применить качественное оснащение и материалы. Тогда можно легко справиться и правильно варить профильные трубы электросваркой.
Электродуговая сварка в среде защитного газа осуществляется неплавящимся электродом, используется довольно часто. Данная технология предназначена для соединения тонкостенных изделий. Предварительная подготовка деталей включает очистку и обезжиривание рабочей поверхности.
Затем нужно верно подобрать диаметр вольфрамового электрода. При толщине стенок трубы не более 2 мм. рекомендуется применять стержни диаметром 1 мм., для стенок толщиной более 2 мм. – 1,6 мм.
Диаметр сварочной проволоки также зависит от толщины основного изделия, соотношение следующее: толщина 1 мм. – диаметр 1,0-1,5 мм., толщина 2 мм. – диаметр 2,0-2,5 мм.
Кроме расходных материалов, исполнителю понадобится сварочное оборудование: источник питания (трансформатор/инвертор), блок питания, горелка и газовая аппаратура: баллон с газом, редуктор и шланги.
Электрод нужно держать близко к сварочной ванне. Чем короче дуга, тем лучше будет проваривание и качественнее соединение.
Передвижение проволоки и прутка должно выполняться исключительно вдоль шва, недопустимы поперечные движения.
Важный нюанс! Присадка подается плавно, резкая подача приводит к разбрызгиванию.
Расход газа не должен превышать 12 л/мин.
Сила тока варьируется в диапазоне от 50 до 120 А (в зависимости от толщины стенок свариваемых труб).Окончание сварочного процесса проводится путем понижения силы напряжения. Подача газа прекращается через 10-15 секунд после отключения подачи электричества.
Газовая сварка профильного проката проводится с помощью следующего оборудования:
- баллоны с кислородом и ацетиленом;
- редуктор;
- горелка;
- присадочные прутки;
- шланги для подачи газа в горелку.
Суть процесса данного вида сварки заключается в нагреве рабочей зоны и подачи в нее присадочного материала, который расплавляется и заполняет зазор.
Если толщина стенок профильного проката не превышает 4 мм., то кромки можно не формировать.
Выделяют две технологии:
- слева направо (правый способ) подразумевает движение присадки за горелкой. Плюсы: зона сваривания хорошо прогревается; исполнитель видит рабочую зону, что повышает производительность и уменьшает расход газа. Такая техника подойдет для изделий с толщиной стенок свыше 5 мм.
- справа налево (левый способ) применяется для тонкостенного проката – проволока движется впереди горелки.
Контактная сварка в большинстве случаев применяется в производственных условиях. Высокая стоимость специального оборудования и сложность процесса практически исключает возможность использования данного способа в домашних условиях.
Сваривание выполняется за счет давления электродов на изделия при одновременном пропускании тока. Рабочий процесс проводится без использования присадочных материалов. Главные преимущества: надежность и неразъемность соединения.
[ads-pc-3][ads-mob-3]Сварка профильной трубы инвертором
Дуговая сварка профильного проката инвертором по праву считается самым надежным и простым способом. Сварочные аппараты данного типа применяются для бытовых и производственных работ. Популярность инверторов обусловлена их доступной стоимостью, компактными габаритами, небольшой массой.
Сварка профильных труб инвертором для начинающих мастеров станет идеальным вариантом. Так как оснащение подобного типа предоставляет возможность применять импульсный режим.
Инверторный сварочный аппарат подойдет для работы с изделиями, толщина стенок которых значительно варьируется. Сварка тонкостенных профильных труб инвертором осуществляется при напряжении силой в 50-60 А. Увеличение напряжения происходит при работе с более толстостенными изделиями.
Возбуждение электрической дуги выполняется посредством контакта плавящегося электрода и основного металла. Покрытие расходника начинает гореть. Часть обмазки расплавляется, переходит в жидкое состояние и покрывает расплавленный металл, другая часть превращается в газы и предотвращает контакт рабочей зоны и атмосферного воздуха.
Преимущества инверторной сварки:
- исключение залипания электрода;
- постоянство тока инвертора гарантирует стабильность дуги и хорошее качество шва.
Следуя вышеперечисленным сведениям, можно легко понять, как правильно варить профильную трубу.
Какими электродами варить профильную трубу
Сварочные электроды ОЗС-6
Профильные трубы производятся из углеродистых и низколегированных сталей, поэтому следует применять следующие марки электродных стержней:
АНО-4 – самая распространенная марка; электроды отличаются универсальностью, подходят для работы с оборудованием различного типа, не нуждаются в прокалке.
МР-3С используются, когда исполнителю нужно получение качественного шва с повышенными требованиями к его свойствам.
УОНИ-13/55 чаще используются профессиональными сварщиками.
ОЗС-12 обеспечивают хорошее качество соединения. Основной недостаток – слабая устойчивость к влаге.
Вышеуказанная информация поможет определить, каким электродом варить профильную трубу 20х40 и другие форматы данного проката.
Сварка профильной трубы встык
Тавровое соединение труб не вызывают у исполнителей каких-либо проблем. Однако сварить профиль встык для начинающих сварщиков достаточно проблематично.
Так как здесь есть определенные требования:
- нужно сделать прихватки по углам сечения, поправить стыковку и сделать обварку по всему периметру;
- тонкостенные изделия проваривают за один проход, толстостенные – в несколько;
- дугу следует вести так, чтобы металл не проседал, а кромки успевали оплавляться;
- заканчивать сваривание необходимо так, чтобы край шва совпадал с первоначальным внахлестом.
Сварка тонкой профильной трубы
Как мы уже писали ранее, работа с металлом малой толщины – трудоемкий и сложный процесс. Поэтому у исполнителей часто возникает вопрос: какими электродами варить профильную трубу 2 мм.? Такой прокат считается тонкостенным, поэтому для его сваривания следует использовать расходники малого диаметра, составляющего 1,5-2 мм.
Технологию электросварки рекомендуется применять высококвалифицированным сварщикам. Дуговое сваривание требует правильного определения режима сварки, сила тока не должна превышать 60 А. При этом следует использовать электроды АНО-21 или МР-3С.
Также для сваривания тонкостенного профильного проката применяются следующие методы: неопытные мастера предпочитают режим “точками”, то есть, с отрывом. Следовательно, сварка профильной трубы 2 мм инвертором является оптимальным вариантом для начинающих профессионалов.
Посмотрите, как мастер варит “с опиранием” и “в отрыв”.Некоторые профессионалы не рекомендуют применять газовую сварку. При использовании данной технологии велика вероятность прожечь изделие.
Как сварить профильные трубы под 90 градусов
Чтобы получить при сваривании идеально прямой угол исполнителю нужно иметь подобный опыт и точно следовать технологии. Существует несколько важных моментов, которые помогут определить, как сварить профильную трубу под 90 градусов:
- прежде всего, трубы необходимо обрезать;
- работа должна проводиться на ровной поверхности;
- для фиксации угла можно использовать специальные приспособления (магнитные угольники) или подручные средства (уголки или косынки);
- сваривание осуществляется поэтапно: вначале выполняется черновое соединение; затем исполнитель удостоверяется, что угол в 90 градусов соблюден; после проводится сварка начисто.
Вот вам видео простейшено приспособления для сварки под углом 90 градусов.
И вот еще одно, трехмерное.
При сварке прожигает профильную трубу: что делать?
Прожигание изделия чаще всего возникает при работе с тонкостенными профильными трубами. Чтобы этой проблемы не возникало необходимо правильно выбирать диаметр электрода, который не должен превышать 1,5 мм. Также нужно использовать малые величины тока, при этом полярность должна быть обратной.
Также исполнитель может прожечь изделие, применив неподходящий способ сваривания.
Дефекты сварки часто возникают у неопытных сварщиков, обладающих недостаточным опытом. Поэтому новичкам необходимо четко следовать рекомендациям и советам.
Совет. Можно также “смухлевать” и использовать метод “вкладыша”, который показан в ролике выше, там, где сварка встык.
Как правильно сваривать профильные трубы своими руками: рекомендации профессионалов
Чтобы сварочный процесс прошел без форс-мажорных обстоятельств, нужно следовать некоторым советам:
- правильный выбор температурного режима сваривания, зависящего от толщины стенок, позволит избежать деформации и прожига профиля;
- если важно сохранение внутреннего просвета трубы, следует тщательно избегать попадания расплавленного металла внутрь трубы;
- при торцевом соединении на углах профиля возникает высокое напряжение;
- для получения практики можно потренироваться свариванию труб на ненужных деталях или отрезках.
Данная статья поможет новичкам в сварочном деле узнать, как правильно сваривать профильную трубу, и выполнить работы на высоком уровне.
Сварка профильной трубы: какими электродами и инвертором варить тонкостенные каркасы

Профильные трубы широко применяются при изготовлении легких по весу металлических конструкций, к примеру, каркасов теплиц и парников, опор заборов и ограждений для частных домов и т.п.
Особенностью трубного проката считают квадратное или прямоугольное сечение, поэтому сварка профильной трубы характеризуется определенным особенностями, без учета которых получить действительно качественно сварочное соединение не получится.
Особенности сварки профильных труб
Профильная труба представляет собой особую разновидность металлопроката, изготавливаемую из углеродистой или нержавеющей стали путем литья стальной трубы с круглым сечением и ее последующей формовки.
Сечение материала может меняться в пределах от 10х10 и до 500х400 мм, что позволяет подобрать актуальный вариант с учетом конкретной нагрузки на металлоконструкцию. Толщина стеночек тубы в зависимости от параметров ее сечения меняется в диапазоне 1-22 мм.
Трубный прокат ‒ это особенный вид строительного металлопроката, который актуален для возведения легких металлических конструкций.
Основные достоинства материала:
- низкий вес, что позволяет снизить трудозатраты при монтаже металлической конструкции;
- широкое разнообразие размеров;
- стандартные размеры по типу труб, что облегчает их торцовую стыковку при сварке;
- равномерная толщина стеночек, ровная гладкая поверхность профильного проката снаружи и внутри.
Сваривание специальным оборудованием и электродом является наиболее популярным на отечественном рынке видом термообработки металлопроката.
Сварка профильных труб позволяет создать каркасы поликарбонатных теплиц, опоры заборов бытового назначения, ворота для гаражей и частных коттеджей, коммуникационные системы разного вида и назначения.
Но выполнять сварные операции важно с учетом особенностей этого материала, без знаний о том, как правильно создавать сварные швы на металлопрокате, отменных результатов работы ждать не стоит.
Обобщенно о сварке профильной трубы
Приведем общие сведения, которые должен уяснить мастер при работе с трубным прокатом:
- под воздействием высокой температуры трубы с профильным сечением в большей мере деформируются, чем круглые изделия;
- при расплавлении металла внутреннее пространство трубного проката может заполниться и перекрыться, если же пустотелость изделия крайне необходима, важно контролировать отсутствие капелек металла внутри трубы;
- при торцевом соединении металлопроката с профильным сечением из-за неравномерного нагрева или неправильного формирования валиков может появиться высокое напряжение на углах изделия.
Толщина стеночек металлопроката меняется в довольно широком диапазоне значений, но именно сварка тонкостенных труб требует от мастера наличия определенных знаний и навыков.
Способы сварки профильных труб.
Работа с тонким металлом не так проста в сравнении со сваркой инвертором толстостенных труб, так как при работе нужно учитывать ряд важных моментов:
- для создания сварных соединений на металлопрокате требуется ток от 10 до 60 А;
- электроды для сварки тонкостенного профиля должны иметь диаметр 0,5-2 мм, но никак не более;
- шов выполняется в один проход;
- качество соединения во многом определяется скорость сваривания;
- мастер должен успеть осуществить сварку профиля до того момента, пока рабочие кромки не остынут.
При внимательном изучении описанных рекомендаций, сварка ворот своими руками из профильной трубы не составит труда даже для малоопытного мастера. Если же выполнять такую работу без знания специфики металлопроката, конструкции не получатся надежными, прочными и долговечными.
Не менее важно при работе с профильными трубами не ошибиться с выбором электрода, так как от этого зависят эксплуатационные параметры сварного шва.
Сварщик должен обратить особое внимание на сечение сварной проволоки: чрезмерно тонкий электрод станет причиной нестабильности горения дуги, а электрод с большим сечением может прожигать тонкостенное изделие.
Подбор диаметра сварной проволоки нужно осуществлять с учетом толщины стеночек металлопроката:
- если сечение трубы металлопроката не превышает 2-х мм, актуален электрод с диаметром 1,5 мм;
- профильная труба с сечением 2-3 мм варится электродом с диаметром 2 мм;
- металлопрокат с сечением 4-6 мм требует применения сварной проволоки с диаметром 4 мм.
Сварка фермы или иного рода конструкций из металлического профиля может осуществляться разными способами, но наиболее популярны из них следующие варианты:
Расскажем об этом более подробно далее.
Варим трубы электродуговым агрегатом
Сварка квадратных труб электродуговым оборудованием своими руками не считается сложной технологией. Выполнить такую сварку просто даже мастеру с минимальным опытом сварных операций, поэтому данный метод соединения металлопроката очень востребован среди сварщиков.
Электродуговой агрегат позволяет без труда сваривать изделия в труднодоступных местах.
Особенности сварки профильных труб.
Электродуговая сварка ферм своими руками из профильной трубы требует наличия сварного аппарата и электродов, а также защитной одеждой и специальных фиксаторов для профилей.
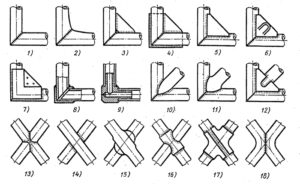
Технология может реализоваться разными методами:
- выполнение соединений встык;
- организация сварных швов внахлест;
- тавровые швы;
- соединения, выполненные под удобным углом.
Изготовление разного рода металлоконструкций из профильных труб стоит организовывать в условиях специальных помещений. К примеру, сварку раздвижных ворот стоит выполнять в мастерской или просторном гараже, приспособленном под данную работу.
Концы свариваемых труб следует зачистить и обезжирить перед началом работы, чтобы обеспечить кромкам изделий максимальную цепкость.
Если толщина стеночек металлического профиля превышает 4 мм, следует подготовить кромку посредством фаскоснимателя. Это позволит сформировать шов в несколько слоев и сделать стык более долговечным и надежным.
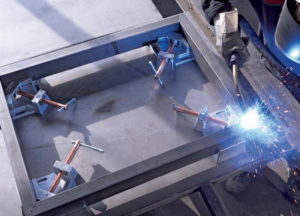
Металлопрокат с меньшей толщиной варят в один шов. При этом детали важно зафиксировать на специальном столе. Трубу с меньшей толщиной стенок нужно сваривать в один шов, также закрепляя детали на специальном столе.Если металлопрокат имеет сечение более 10х10 мм, специалисты рекомендуют наносить точечные прихватки в некоторых местах и только потом выполнять сварку. Скорость ведения электрода подбирают исходя из скорости плавления металла, но нельзя допустить его протекания во внутренний просвет изделия.
Схема сборки стыка профильных труб.
Чрезмерно медленная скорость ведения электрода приводит к прожигу при сварке тонкостенного металла. Электрод двигают елочкой или из стороны в сторону.
Режим дуговой сварки профильных труб полностью зависит от типа и силы тока, диаметра сварной проволоки, а также выбранной полярности. При этом силу тока подбирают в пределах 20-90 А, учитывая сечение сварного электрода.
Если профилированные трубы варят электродом малого сечения, понадобится постоянный ток с обратной полярностью. При выполнении сварного шва на поверхности образуется шлак, который нужно периодически сбивать.
Также следует учитывать, что зачищенный после остывания сварочный шов будет более надежным, если обработать его специальными антикоррозийными средствами.
Проблематика вопроса заключается в том, что разогретый до высокой температуры сварной шов гораздо быстрее покрывается ржавчиной, теряя прочностные характеристики. Обработка антикоррозийным составом не займет много времени, но значительным образом продлит срок службы металлоконструкции из профильной трубы.
Сварка трубы газовым оборудованием
Газовая сварка профильного металлопроката реже применяется мастерами, нежели электродуговая, так как данный способ отличается высокой затратностью, повышенной опасностью из-за применения газа ацетилена, необходимостью специальной подготовки сварщика к выполнению данных операций на практике.
Но если отсутствует возможность подключить сварное оборудование к электричеству, для сварки тонкостенных труб приходится применять газовый агрегат.
Подготовка и сварка труб по шаблону.
Существуют две технологии применения газосварочного оборудования:
- Мастер должен двигать присадкой по направлению за горелкой слева на право, поэтому такую технологию называют правой.
Достоинства такого метода заключается в хорошем прогревании зоны сваривания и прекрасной видимости рабочей зоны, что позволяет добиться высокой производительности и снизить расход газа. Но применяют правую технологию только для профильных труб с толщиной стенок не менее 5 мм. - Левый способ предусматривает движение горелки справа налево и актуален для тонкостенного металлопрофиля.
При этом проволоку перемещают впереди горелки.
Газовая сварка выполняется поэтапно.
На начальном этапе работы требуется подготовить следующие материалы:
- баллоны с ацетиленом и кислородом;
- редуктор;
- присадку;
- газовую горелку и наконечники для нее;
- шланги, обеспечивающие подачу газа к месту сваривания металла;
- флюс.
Использование газовой сварки для соединения профильных труб.
На следующем этапе работы нужно обезжирить подготовленные металлические детали и зафиксировать их на специальном столе. Кромку изделия обрабатывают флюсом в виде пасты, чтобы предотвратить образование окиси в процессе сварки.
Специалисты настаивают, что угол скоса кромки непременно должен равняться 30 градусам, чтобы появилась возможность организовать несколько высококачественных рядов сварного шва.
Подача пламени обеспечивается смесью из ацетилена и кислорода. Между свариваемых металлических труб подают присадочный материал перед пламенем горелки. От высокой температуры пламени металл профильной трубы и присадки начнет плавиться, вследствие чего образуется качественный сварной шов.
Горелку при этом нужно двигать справа налево. При сварке трубопроводов встык с толстыми стенками пруток нужно подавать за пламенем горелки, а саму горелку двигают слева направо.Важно подобрать нужные по размеру электроды для сваривания профильной трубы, чтобы выполнить сварные операции максимально качественно.
Подведем итоги
Чтобы создавать конструкции по типу каркасов парников, ворот для гаражей или частных домов из металлопроката, важно знать, какими электродами стоит варить профильную трубу, выбрать наиболее подходящий условиях работы метод сварки и ознакомиться с нюансами работы с таким материалом.
Соблюдайте правила работы с металлопрокатом, чтобы получить наилучшую свариваемость металла и максимально долговечные и прочные сварные швы.
Как качественно и правильно сваривать профильные трубы — рекомендации специалистов

Сварка — способ соединения деталей, который дает возможность создать конструкцию самой сложной конфигурации – под любым углом и наклоном.
Профильные трубы часто применяют для создания каркаса для теплиц, заборов и других ограждений, беседок и т.д. Все металлические трубы соединяются с помощью сварки различных видов, при выборе требуется учитывать толщину стенок.
Особенности и характеристика профильных труб
Профильные трубы применяются для строительства сооружений различного назначения и находят применение в мебельном производстве.
Использование металла оправдывается небольшими финансовыми затратами, способностью изделий удерживать форму при высоких температурах воды и довольно простым монтажом.
Чаще всего профильные трубы изготавливаются из углеродистых и низколегированных видов стали. Прочность и гладкость материала, как снаружи, так и внутри, обеспечивает комфортную эксплуатацию и долговечность всей созданной системы.
Сечение профиля бывает прямоугольным, квадратным, в виде многогранника или овальным, что обеспечивает высокий запас прочности на излом и сгиб. Но именно из-за особенностей сечения сварка профильных труб имеет определенные нюансы.
Виды сварочных работ для соединения профильных труб
От толщины стенок зависит как способ сварки, так и особенности подготовительного этапа работ:
- Для труб с толщиной стенок от 4 мм и выше, концы изделий обрабатывают фаскоснимателем – под углом от 25 до 50 градусов. Это позволит в будущем создавать несколько слоев сварки, что обеспечивает шву надежность и прочность.
- Тонкие трубы варятся одним швом. Чтобы он получился идеальным, рекомендуется жесткая фиксация изделия. Зажимы снимаются только после полного остывания шва.
- При большом диаметре и толщине, срезы сначала прихватывают по линии соприкосновения и только затем производят основное сваривание.
- Скорость работ должна соответствовать плавке металла без его растекания.
Обратите внимание! Во время работы важно следить, чтобы шлак и капли не попадали в отверстие. Жидкий металл может попасть во внутреннюю часть трубы, что уменьшит ее пропускную способность, здесь будет скапливаться налет, что неизбежно приведет к коррозии.
Для сваривания профильных труб применяют следующие виды сварочных работ:
- контактная сварка;
- электродуговая;
- газовая.
Электродуговая сварка
Особенность этого вида сварочных работ в том, что он дает возможность соединять трубы даже в труднодоступных местах. Выполняется с помощью сварочного аппарата и электродов.
При горении элемент начинает плавиться, расплавляя и обволакивая срезы стыков.
Последовательность работы:
- После соприкосновения с электрода с поверхностью, как только появилась дуга, инструмент быстро отводят на несколько миллиметров выше среза.
- Движения производят плавно вдоль линии соприкосновения, без пропусков, чтобы металл успевал оплавиться, но не стекал каплями.
- По технологии предусмотрено постоянное горение, перерывы позволительны только для смены электрода.
- В конечной точке дугу придерживают пару секунд, чтобы исключить возникновение трещин или расслоения.
Для бытовых, то есть обладающих небольшой мощностью, электросварочных аппаратов, достаточно иметь подключение к однофазной проводке.
Сварочный трансформатор способен преобразовывать переменный ток из домовой сети в постоянный, что и необходимо для сварки. Однако оборудование не в состоянии поддерживать постоянство или стабильность дуги, поэтому часто к нему приобретается выпрямитель.
Для начинающих наиболее удобно производить дуговую сварку с помощью инвертора, потому что в таком случае предусмотрено изменение импульсного режима, при котором исключается залипание электрода, это обеспечивает постоянную силу тока, что стабилизирует длину электрической дуги.
Дуговая сварка дает возможность соединять трубы разными способами: внахлест, встык, под углом, тавровым швом. При этом качество соединения целиком зависит от выбора электрода.
Выбор электродов
Для профильных труб используются электроды, имеющие характеристики, соответствующие металлам или сплавам, а также толщине изделий. От правильно подобранных параметров зависит прочность и качество шва.
Существует два основных вида электродов: плавящиеся и неплавящиеся, для которых дополнительно применяются с присадкой из проволоки оловянной или латунной с добавлением фосфатов.
Диаметр электрода всегда подбирается в соответствии толщиной стенок труб и их диаметром.
Электрод должен быть всегда меньше или равняться толщине профиля:
- диаметр расходника 1,5 мм подходит для изделий толщиной до 2 мм;
- 2 мм – для труб, толщиной от 2 до 3 мм;
- 4 мм — для толщины стенок от 4 до 6 мм.
Важно! При высоких значениях тока дуга появляется на близких расстояниях электрода от поверхности. Без навыка определения длины дуги и необходимой сноровки можно легко прожечь тонкий металл.
Газовая сварка
Используется в случаях, когда нет возможности подключения сварочного оборудования к электричеству. Способ небезосновательно считается затратным: необходимо приобретение баллонов с ацетиленом и кислородом. Также требуется опыт работы.
Газовая сварка подходит для соединения труб со средней или толстой стенками. Тонкие изделия не поддаются обработке – расплавляются, деформируя металл, шов не получается без пропусков.
Для проведения работ необходимо иметь:
- баллон с ацетиленом (бутаном или пропаном) и кислородом;
- редуктор,
- газовую горелку и к ней набор наконечников;
- присадки;
- флюсовый порошок;
- шланги необходимой длины для подачи газа к месту сварки.
Перед сваркой подготовленные срезы покрывают флюсом. Соединение происходит с помощью присадочной проволоки. Тонкостенные трубы рекомендуется по технологии соединять справа налево, с введением присадки вслед за пламенем горелки. Для более 5 мм – уже слева направо и присадочный материал прокладывается перед горелкой.
После окончания работы и остывания швов, их зачищают и покрывают антикоррозийным составом.
Контактная сварка
Метод контактной сварки требует применения специального оборудования. В процессе соединения труб происходит пропускание электротока путем давления электродов на металлическую поверхность, в результате этого металл деформируется и образуется очень прочный шов. Такую сварку проводят для соединения конструкций промышленных объектов.
Рекомендации по выполнению сварки профильных труб
Специалисты рекомендуют соблюдать правила при выполнении сварочных работ при монтаже конструкций из профильных труб для создания более качественных соединений:
- Резку металла лучше производить пилой, предназначенной именно для этих целей, чтобы срез был ровным без выемок и выступов. Все искривления до начала сварки необходимо выровнять.
- Металл не должен быть покрыт окалиной или ржавчиной. Поверхность должна быть чистой и гладкой. Работы выполняются машиной для шлифовки или щетками по металлу.
- До сборки отдельных элементов рекомендуется выложить всю конструкцию и проверить на совместимость и размеры все основные и вспомогательные детали.
- После окончания сварочных работ с использованием крепежей, швам дают остыть и только после этого снимают с фиксации.
Как варить тонкие трубы?
Тонкие трубы лучше варить сразу одним швом, но большинству любителей это не по силу. Новички предпочитают сначала произвести точечную сварку и уже потом переходить к формированию шва.
Обеспечить комфортную и качественную работу таким образом может только инвертор, с установленной силой тока не выше 60 А.
Обратите внимание! Для тонких труб, толщиной менее 2 мм, применяются электроды сечением от 1,5 до 2 мм и классом АНО-21 или МР-3С.
Как соединить профильную трубу под прямым углом
Прежде всего, трубы должны быть правильно обрезаны, а срезы подготовлены к работе. Для надежности все элементы конструкции фиксируются, чтобы под собственной тяжестью труб не произошло смещение. В качестве подсобных приспособлений для установления точности применяются уголки, косынки или магнитные угольники.
Сама сварка проводится в два этапа. Сначала осуществляется черновое соединение, проверяются необходимые линейные значения, положение вертикального элемента. После остывания осуществляют оформление чистового шва.