Сварка латуни аргоном технология
Сварка латуни

Сварку латуни можно производить практически всеми известными методами. Выбор технологии сваривания зависит от количества легирующих компонентов в составе сплава, чаще всего цинка. Можно проводить аналогии со сваркой меди, технология и способы сварки в обоих случаях, практически полностью совпадают.
Сварка латуни
Сварочные работы с латунью чаще всего используются для производства оборудования химической и пищевой промышленности. Для этих целей обычно используют профильный прокат, скрепление которого производится с помощью контактной сварки.
Особенности сварки латунных изделий
Исходя из состава и физических свойств, следует выделить некоторые особенности сварки латуни:
- создание цинковой оксидной пленки;
- кипение цинка с последующим испарением;
- формирование пористой структуры сварного шва.
Цинк, содержащийся в сплаве, подвержен повышенному окислению. При перегреве, этот метал вступает в химическую реакцию с кислородом, вследствие чего на месте сварного шва образуется оксидная пленка. Налет белого цвета значительно препятствует соединению свариваемых элементов. Особенно часто подобная проблема возникает при сварке латуни в домашних условиях.
Внешний вид латуни
Кипение и испарение цинка происходит в результате большой разницы в температуре плавления меди и цинка. Цинк плавиться при температуре 420С, а медь при 1080С, что также превышает точку кипения цинка. Из-за подобных физических свойств, сварка латунных изделий сопровождается испарением цинка в большом количестве.
Его выгорание значительно влияет на качество соединения и эксплуатационные характеристики будущего изделия. Поэтому качественная сварка должна производится при оптимальной для нужного нагрева меди и сохранения цинка в сплаве температуре.
Подобные сварочные работы могут сопровождаться поглощением свободного водорода. Такая химическая реакция приводит к формированию пористой структуры шва. Из-за того, что водород не успевает улетучится из нагретого метала, в структуре шва остаются пузыри газа.Образование пористости значительно влияет на качество соединения, что часто приводит к образованию трещин и потере прочности. Препятствование возникновению этой проблемы – главная задача при сварке латуни. Так, изделие с пористой структурой шва становится просто непригодным для промышленного использования.
Для решения вышеуказанных проблем, сварочные работы проводят при оптимальной температуре, которая позволяет создать прочное соединение без серьезных изменений физического состояния цинка.
Для этих же целей могут применять избыточное поступление кислорода, которое препятствует возникновению пор. Полученные окиси восстанавливают с применением присадок. Чаще всего для таких целей применяют кремний. Он окисляется и выпадает в осадок, очистка шва от которого не составляет особого труда.
Подготовка к сварке деталей из латуни схожа с подготовкой меди. Только в отличии от нее, латунные изделия небольшой толщины не нужно предварительно нагревать. Толстые элементы желательно подогреть в месте проведения сварочных работ. Такая манипуляция значительно повышает качество шва и прочность будущего изделия.
Очень важно при подготовке к работе обработать рабочие кромки. Если толщина кромки листы меньше 1,5 мм, рекомендуется провести отбортовку. Это позволит вдвое увеличить толщину латунного листа и повысить прочность будущего шва.
Подготовка к сварке латуни
При достаточной толщине листов отбортовку делать не нужно, но следует сохранять зазор между элементами около 2 мм. Увеличение зазора можно делать ппи использовании подкладки. Для изделий повышенной прочности можно применять метод двухсторонней сварки. При достаточной толщине шва, данный метод значительно повысит прочность стыка.
Подготовка латуни к сварке – очень важный этап, так как неправильная оценка толщины листа, длины шва и неверный выбор зазора могут привести к деформации конструкции. Это происходит за счет повышенного напряжения металла. В связи с этим, соединение толстых элементов лучше доверить опытным специалистам, которые профессионально работают с латунью.
Технология сварки латуни
Технология практически не зависит от выбора метода сварки. Существуют определенные правила и требования к таким работам. Рекомендуется придерживаться высокой скорости сварки – не меньше 15 см за минуту. Меньшая скорость повышает риск формирования пористой структуры и избыточного испарения цинка.
Вертикальную сварку выполняют снизу-вверх, при необходимости дополнительно нагревают место стыка. Ни в коем случае нельзя выполнять потолочную сварку, так как латунь легко плавится и обладает повышенными свойствами текучести.
Выбор технологии сварки латуни зависит от индивидуальных пожеланий, толщины листа и желаемых характеристик готового изделия.
Обычно применяются такие методы сварки:
- аргоновая;
- электродуговая;
- газопламенная.
Газопламенная сварка латуни
Аргоновая сварка, на сегодняшний день, наиболее эффективный способ заваривания латунных изделий. Применяют ее обычно при соединении элементов с толщиной более 5 мм.
Сварочные работы выполняются в аргоновой среде. Инертный газ используется для создания защиты. Нагрев латуни происходит с помощью электрической дуги.
Такая технология имеет ряд преимуществ, которые выгодно выделяют ее среди аналогов.
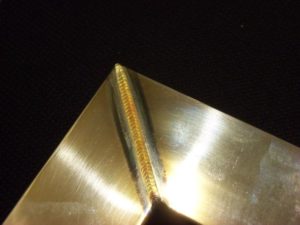
Результат аргоновой сварки латуни
В домашних условиях сварку латуни можно проводить с помощью электродуговой сварки, в том числе сварки полуавтоматом. Для этого необходимо использовать соответствующие электроды.Работы проводятся постоянным током обратной полярности. Важно, чтобы дуга была короткой. Это препятствует избыточном испарению цинка. Перед началом работ желательно прогреть место стыка и прокалить электроды.
Заканчивать нужно проковкой шва или отжигом металла. Отжиг металла – это постепенной снижение температуры, после интенсивного нагрева. Такие процедуры значительно повышают качество стыка и прочность соединения.
Сварка латуни газом применяется для создания надежного соединения. Использовать ее можно также при сварке латуни со сталью. Однако для создания прочно стыка, необходимо использовать окислительное пламя. С его помощью создается защитная пленка, которая препятствует интенсивному выгоранию цинка.
Выполнение сварочных работ газом выполняется с помощью присадочных проволок. Выбор марки и типа проволоки зависит и состава сплава, и от желаемых характеристик готового изделия. Рекомендуется использовать проволоку, в состав которой входит бор – это позволяет обойтись без применения флюса.
Аргоновая сварка
Соединение латуни аргоном – наиболее эффективная технология, которая широко применяется в промышленном производстве.
Сварка латуни аргоном
Она имеет ряд преимуществ, среди которых стоит выделить следующие:
- Для сварки латуни не требуются электроды со специальным покрытием. На фоне отсутствия необходимости использования флюса, значительно снижается себестоимость работ.
- Такая технология отвечает всем современным нормам безопасности. Благодаря инертному газу, компоненты сплава не вступают в реакцию с компонентами воздуха, при этом не выделяются вредные вещества.
- Аргонодуговая сварка препятствует образованию шлака на стыке, который обычно нужно зачищать.
- Соединение латуни аргоном можно выполнять точеным методом.
- Готовые швы отличаются аккуратностью и привлекательным видом.
- Кромки соединяемых элементов не подвержены окислению за счет использования аргона.
- Аргоновая струя очищает рабочую область от пыли и прочих отходов производства.
- Универсальность способа позволяет стыковать элементы различных размеров и любых условиях производства.
Каждая технология сварки латуни имеет преимущества и недостатки, поэтому выбор следует проводить исходя из индивидуальных особенностей сплава, готового изделия и технических возможностей.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Четыре способа сварки латуни
Латунью называют сплавы, основой которых является цинк и медь. Процент содержания этих основных металлов в каждом конкретном сплаве может различаться. Например, цинка может быть от 20 до 60%. Кроме того, в сплав могут быть добавлены в небольших количествах и другие элементы.
Особенности сварочных работ со сплавами меди
Латунь часто сравнивают с бронзами. Ведь бронзы – это тоже сплавы, в которых присутствует медь, а в качестве второго основного компонента может выступать алюминий, кремний, свинец, бериллий и так далее.
Теплопроводность меди в 6 раз больше, чем железа. И поэтому технология сварки сплавов из меди имеет серьёзные отличия от технологии сварки стальных и железных изделий
Важно также отметить, что вещи из латуни или бронзы зачастую имеют декоративную ценность. А значит, при сварке нужно использовать тот режим, который позволит получить идеально гладкий шов и придать долговечность соединению.
Все сплавы с медью имеют определённые общие черты, но при этом у каждого из них есть и свои уникальные свойства. Например, особое значение для работы с латунью имеет тот факт, что в ней присутствует цинк.
Именно этот элемент из таблицы Менделеева делает сварку латуни столь непростой. Есть несколько трудностей, с которыми мастера сталкиваются при этом процессе:
- газы поглощаются расплавленным металлом (происходит окисление цинка и возникновение водородных пузырьков в сварном шве);
- на латуни при перегреве легко образуются поры и трещинки;
- из сплава начинает выгорать цинк, так как он имеет меньшую точку кипения, чем медь.
Чтобы бороться со всеми трудностями при сварке, используют защитную среду аргона. Применяют и другие виды сварок, не забывая о подготовке материала и строгом соблюдении технологии процесса.
Подготовка
Сегодня на практике при работе с бронзой и латунью применяют электродуговую, газопламенную и аргоновую сварку. Но вне зависимости от того, какая именно технология была выбрана, необходимо тщательно подготовить металлические поверхности, которые предполагается сваривать.
Для этого по краям заготовок следует вырезать специальные сварочные кромки, а будущее место шва отполировать до появления блеска с помощью наждачки и напильника.
На латунных поверхностях нередко образуются окислы, от которых тоже нужно избавиться. Это можно сделать, воспользовавшись раствором соляной или азотной кислоты. Причём такую очистку следует осуществлять строго перед началом сварочных работ.
Электродуговая
Для стандартной электродуговой сварки лучше всего использовать электроды из латунной проволоки (причём доля цинка в этой проволоке должна составлять 40%) с включениями алюминия, железа, свинца, марганца.
Через эти электроды при включении аппарата должен проходить постоянный электроток, обладающий прямой полярностью. В данном случае сварка проводится короткой дугой из положения снизу.
Дуга должна поддерживаться силой тока в 250 ампер для электродов длиною в 5 мм. В таком случае быстрота укладки шва может достигать 30 см в минуту.По окончании основной операции сварочный шов следует дополнительно проковать и разогреть до температуры в диапазоне от 600 до 650 °C. Это придаст соединению большую прочность.
Газовая
Безусловно, варить поверхности изделий из латуни можно и газовым аппаратом. Но в этом случае работу надо осуществлять с максимальной скоростью. Если горелка будет двигаться медленно, то в шве будут образовываться поры – это опять же связано с особенностями плавления цинка. В конечном счёте, скорость работы должна быть равна примерно 25 см в минуту.
Сварку газовым аппаратом нужно выполнять без поперечных колебаний, иначе изделие из латуни начнёт расплавляться. Горелку специалисты советуют держать под прямым углом к поверхности изделия. А присадочную проволоку необходимо во время процесса располагать под углом примерно в 30 градусов к свариваемым кромкам.
В среде аргона
Сварка латуни аргоном – самый качественный и популярный вариант на сегодня. Причём это справедливо не только для латуни, но и для иных медных сплавов.
Данный метод представляет собой ту же дуговую сварку, но в среде инертного газа аргона. И здесь возможно применение как плавящихся, так и неплавящихся электродов.
В качестве материала для неплавящихся электродов, как правило, используется вольфрам. А хорошим присадочным материалом в большинстве случаев могут стать бронзовые прутки марки БрКМц-3-1.
Однако если сплав латуни очень сложен, то следует использовать присадочную проволоку из того же материала, что и само обрабатываемое металлическое изделие.
Сварка бронзы или латуни аргоновым аппаратом выполняется в один слой. И при этом варить нужно не цельным швом, а небольшими отдельными участками (валиками).
Здесь нужна точность и аккуратность, потому что достаточно велика вероятность прожога. В частности, из-за этого сварка латуни аргоном проводится посредством длинной дуги. И мастер должен постепенно снижать силу тока в зонах сваривания, чтобы добиться нормального результата.
В связи с описанными выше особенностями технологии применять аргоновую сварку лучше всего на изделиях толщиной более 5 миллиметров.
В домашних условиях
Дома проще всего воспользоваться имеющейся в наличии или позаимствованной у кого-то паяльной лампой и оловянным припоем. А в качестве флюса, то есть материала, отделяющего зону сварки от атмосферного воздуха, можно использовать дешёвый и доступный борат натрия. Иногда для пайки латуни готовят специальные припои из меди и серебра.
Если предстоит сварка латуни в бытовых домашних условиях электродуговым методом, нужно подумать о средствах защиты и строгих мерах предосторожности. Пары цинка представляют действительно серьёзную опасность для здоровья людей – они ядовиты.
Следовательно, производить сваривание латуни обязательно нужно в защитной маске, перчатках и респираторе. По этой же причине данный процесс лучше выполнять на улице или в помещениях с достаточно мощными вытяжками.
Не слишком опытным мастерам будет полезен дополнительный совет. Сначала желательно потренироваться на ненужном куске латуни подходящих размеров. Только набив руку и установив правильные настройки аппарата, можно браться за настоящую работу.Тем, кто хочет быстро соединить два металлических объекта, стоит знать о том, что такое холодная сварка. Хотя это название не совсем корректное. Условно говоря, удар кувалдой по двум металлическим пластинам, в результате которого можно получить единое изделие (и именно так поступали в древности) тоже можно считать холодной сваркой.
Но в наши дни так называют соединение двух металлических частей благодаря специальным составам, а также сами эти составы. Их можно купить практически в любом специализированном магазине, они позволяют соединять, ремонтировать и герметизировать изделия из латуни и бронзы.
Способ применения крайне прост: нужно размешать состав холодной сварки, пока не получится однородная масса. Потом следует нанести эту смесь на обе поверхности, которые необходимо соединить, и плотно прижать их друг к другу на несколько секунд.
Фактически холодная сварка – это клей для металлов, и иногда такой клей действительно способен решить соответствующие проблемы в домашних условиях. С другой стороны, бывают ситуации, когда без настоящей сварки не обойтись.
Как выполняется сварка латуни, какие существуют технологии

Латунь не является чистым химическим элементом, это сплав, состоящий из цинка и меди. Нормы по количественному содержанию металлов в сплаве не существует, поэтому их процентное соотношение варьируется от 20% до 30% для каждого элемента.
Зачастую в латуни можно обнаружить и некоторые другие элементы. Многокомпонентный состав подразумевает наличие олова, свинца, никеля, марганца или железа. Многие отождествляют понятия латуни и бронзы.
С точки зрения металлургии это два разных сплава, у которых наблюдаются отличия как по физическим, так и по химическим свойствам.
В промышленном отношении все сплавы латуни подразделяются на два вида:
- Однофазный сплав – сплав, в котором цинк присутствует в количестве, не превышающем 35%. Его еще называют сплавом «альфа». По физическим свойствам альфа отличается пластичностью. Изделия можно деформировать, не нагревая их предварительно.
- Двухфазный сплав содержит гораздо больше цинка. Его доля может достигать 60%. Этот сплав называется «альфа-бета», он имеет прочную структуру. Изделия из двухфазной латуни отличаются своей прочностью. Чтобы изменить форму, необходимо повышать температуру изделия или увеличивать внешнее давление.
- Особенности
- Подготовка
- Электродуговая сварка
- Аргоновая
- Газовая
Особенности
Латунь поддается сварке, однако этот процесс считается технологически сложным.
Входящие в ее состав компоненты в виде цинка и меди отличаются по физико-химическим свойствам, следовательно, по-разному себя ведут в одинаковых условиях. Несмотря на это сварка, в принципе, возможна.
Если узнать все особенности поведения металлов, то можно осуществить сварку тривиальными способами, причем в домашних условиях. По своей технологии процесс похож на сварку меди.
Можно выделить несколько традиционных препятствий, с которыми сталкивается каждый сварщик при проведении сварочного процесса. Основной проблемой является большой разрыв между температурами плавления металлов, входящих в состав сплава латуни.
Если для меди температура плавления составляет 1080°C градусов, то цинк плавится уже при 420°C, а при 905°C градусах цинк начинает кипеть (при нормальном давлении).
В результате действия электрической дуги цинк плавится и закипает. Из места формирования шва он постепенно испаряется и выгорает.
Цинк в процессе сварки реагирует с кислородом. Образовавшийся оксид в виде пленки покрывает деталь. Она образуется именно в зоне шва, но именно эта пленка препятствует нормальному сплавлению.Помимо этого, в латуни при нагревании быстро начинают появляться поры и трещины. Они обусловлены тем, что при повышении температуры начинается процесс поглощения водорода. В расплавленном металле он образует пузыри.
В итоге пористая структура шва негативно сказывается на его прочности.
Если подытожить представленную теорию, можно выделить три основные проблемы, характерные для сварки латуни:
- испарение и выгорание металла (цинка);
- образование пор и трещин;
- образование оксида цинка (белой пленки).
Электродуговая сварка
Электродуговую сварку осуществляют инверторными аппаратами, работающими в режиме MMA. Для этого используют специальные электроды. От их типа зависит способ сварки. Различают сварку латунными или угольными электродами.
Сварка латунными электродами ведется постоянным током прямой полярности. Для работы характерна короткая дуга при силе тока в 250 А, этот параметр приведен для электродов диаметром 5 мм. С такими показателями скорость наложения шва достигает 30 см в минуту.
После наложения шва его подвергают ковке и разогреву до 600°C градусов.
Сварка угольными электродами предполагает использование графитированного расходного материала (толстопокрытых электродов).
Они состоят из латунной проволоки, которая содержит в своем составе такие элементы, как марганец, железо, алюминий и кремний. Для изготовления покрытия применяются смеси жидкого стекла с сухими примесями.
К наиболее популярным относят марганцевую руду, ферромарганец, меловую крошку, алюминий и графит.
При пользовании угольными электродами применяют присадку, покрытую специальными флюсами. Такая сварка ведется при вышеуказанных параметрах, однако они уже подходят для электродов сечением 10 мм. Можно выделить ряд обязательных условий, необходимых для получения прочного шва при ведении электродуговой сварки:
- Заготовки толщиной от 6 мм следует локально нагревать перед наложением шва.
- Тонкие листы свариваются за одни проход. при наложении нескольких слоев на заготовке в области шва начнут появляться трещины.
- Ограничение по толщине для одного прохода составляет 3 мм.
- Снизу или с внутренней стороны шва помещают подкладку из асбеста. Она нужно, чтобы предотвратить вытекание металла.
Аргоновая
Аргоновая или аргонодуговая сварка – это разновидность дуговой сварки, которая обладает определенными особенностями. Сварка ведется неплавящимся вольфрамовым электродом в среде защитного газа, роль которого выполняет аргон.
Если бы инверторы, работающие в режиме TIG, были так же распространены, как и инверторы MMA, то аргонодуговую сварку латуни можно было бы назвать самым популярным способом соединения.
Тем более, что именно такой способ сварки обеспечивает высокое качество.
Прибегают к аргонно-дуговому способу при сварке достаточно массивных заготовок. Сначала выполняется подготовка поверхностей. Она сводится к зачистке кромок до характерного блеска. Латунь быстро окисляется, поэтому нередко приходится бороться со слоем окисла. Для этого кромки обрабатывают азотной кислотой, после чего заготовку следует промыть и высушить.При сварке необходимо получить длинную дугу. Сплошной шов исключается, так как в процессе его наложения может произойти сквозное прогорание металла. Шов формируется из отдельных валиков.
Сварка латуни характерна постепенным понижением напряжения. При использовании вольфрамового неплавящегося электрода применяется присадка. Оптимальным вариантом для материала присадки служит бронза или фосфор.
Из этих элементов делается специальный прутик, который одним концом вносится в зону формирования шва. Но при ведении аргоновой сварки допускается еще применение плавящихся электродов.
Так или иначе, процесс сопровождается характерным потрескиванием, которое возникает при испарении цинка.
Достоинства аргонно-дуговой сварки можно сформулировать подробнее.
- Данный метод считается наименее затратным. На приобретение угольных или латунных электродов, к которым еще полагается флюс, потребуются немалые средства.
- Высокие показатели качества в сочетании с относительной безопасностью переносит данный способ в разряд передовых.
- Высокая скорость формирования шва.
- Внешний вид шва получается эстетичным. Не стоит забывать, что множество изделий из латуни являются элементами декора, поэтому аккуратный шов – залог качественной работы мастера.
- Выделяющиеся газы, в том числе и соединения цинка, считаются ядовитыми. В процессе сварки они выдуваются аргоном и не могут причинить сварщику большого вреда.
- Отсутствие шлаковой корки, которую впоследствии приходилось бы сбивать или счищать.
- Аргон препятствует быстрому окислению на обработанных кромках.
Сварка латуни аргоном: особенности технологии и практические советы

Среди всех видов сварки сварка латуни является одним из наиболее сложных технологических процессов.
Объясняется это тем, что цинк, который входит в состав этого медного сплава, при нагревании начинает активно испаряться, что приводит к образованию пор в сварном шве и, соответственно, к значительному ухудшению качества и надежности формируемого соединения.
Осложняется сварка латунных деталей еще и тем, что при ее выполнении происходит выделение паров цинка, которые очень вредны для человеческого здоровья.
Аргонная сварка медного сплава
Технологии сварки изделий из латуни
Как известно, латунь – это сплав меди и цинка. В отдельных случаях, когда необходимо получить металл со специальными характеристиками, в него могут добавляться и другие химические элементы – олово, никель, свинец.
Цинк, содержащийся в латуни в значительном количестве, при сильном нагреве начинает испаряться, что приводит к пористости в сварном соединении.
Кроме того, вступая в реакцию с кислородом, содержащимся в окружающем воздухе, пары цинка преобразуются в оксид данного металла, формирующий на поверхности соединяемых деталей белый налет.
Обладая тугоплавкостью и тем самым затрудняя процесс выполнения сварки, данный налет представляет большую опасность для человеческого здоровья, так как является очень ядовитым.
Механические свойства и химический состав латуни
С учетом всех вышеперечисленных факторов специалисты разработали несколько технологий, по которым может эффективно выполняться сварка латуни. Сюда относятся:
- газовая и электродуговая сварка;
- соединение деталей из латуни под слоем флюса;
- сварка, выполняемая в среде защитного газа, в качестве которого чаще всего используется аргон.
Из всех перечисленных технологий именно сварка латуни аргоном получила наибольшее распространение благодаря своей высокой эффективности и возможности получать качественные сварные соединения в любых условиях.
Особенности сварки латунных изделий в среде аргона
Сварка латуни, которая осуществляется в среде инертного газа аргона, используется в основном в тех случаях, когда необходимо соединить детали, толщина которых превышает 5 мм.
Источником тепла при использовании данной технологии является электрическая дуга, горящая между электродом и поверхностью соединяемых деталей. Электрод фиксируется в токопроводящем зажиме горелки, через сопло которой в зону сварки подается защитный газ.
Сам сварной шов формируется за счет использования присадочного материала, состав которого должен максимально соответствовать составу соединяемых изделий.
Медно-фосфорный пруток для сварки латуни
Плавление присадочного материала, подаваемого в зону выполнения сварки вручную, также обеспечивает электрическая дуга, горящая между электродом и деталями.
Прежде чем приступать к сварке латуни, необходимо тщательно очистить поверхности соединяемых деталей от загрязнений и оксидной пленки.
Показателем качества такой очистки служит металлический блеск, который должен появиться на поверхности латунных изделий. Оксидная пленка с заготовок из латуни легко удаляется при помощи азотной кислоты.
После такой обработки необходимо промыть поверхности горячей водой.
При сварке изделий из латуни можно услышать необычный треск: он вызывается активным выделением паров цинка. Пары цинка, кроме того, окрашивают сварочную дугу в непривычный цвет, который хорошо заметен даже на видео этого процесса.Ориентировочные режимы сварки латуни вольфрамовым электродом
Технология сварки изделий из латуни отличается еще и тем, что соединение выполняют не сплошным швом, а отдельными валиками, аккуратно заполняя расплавленным присадочным материалом зазор между деталями на всю его глубину. Соблюдать данное требование необходимо потому, что при выполнении сплошного шва очень велик риск прожига соединяемых деталей.
Есть еще одно правило, которому необходимо следовать при сварке изделий из латуни. При заполнении присадочным материалом кратера шва надо постепенно уменьшать напряжение дуги и увеличивать ее длину, а затем просто отвести электрод в сторону. Посмотреть, как это выполняется практически, можно на обучающем видео.
Производить сварку изделий из латуни в домашних условиях можно, однако следует принимать во внимание высокую опасность паров цинка для здоровья. Именно поэтому выполнять такой процесс, если в ваших домашних условиях нет рабочего места с вытяжной вентиляцией, лучше всего на открытом воздухе. В любом случае, где бы ни проводилась сварка деталей из данного сплава, сварщику следует использовать респиратор.
Преимущества аргонодуговой сварки деталей из латуни
Аргонодуговая сварка изделий из латуни, осуществляемая неплавящимися электродами, совершенно не случайно пользуется такой высокой популярностью. Преимущества данного технологического процесса заключаются в следующем.
- Для сварки латуни в среде аргона не требуются ни электроды со специальным покрытием, которые отличаются достаточно высокой стоимостью, ни флюс.
- Данная технология соединения деталей, выполненных из латуни, является одной из самых чистых с экологической точки зрения.
- Аргонная сварка отличается высокой скоростью выполнения.
- Сварные швы, полученные при сварке аргоном, отличаются высокими эстетическими характеристиками.
- На сварных швах, выполненных по данной методике, отсутствует шлаковая корка, которую необходимо очищать.
- Кромки соединяемых латунных деталей за счет использования инертного газа надежно защищены от образования оксидных и нитридных корок.
- Струя аргона, подаваемая в зону выполнения сварки, выдувает все отходы технологического процесса.
- Данный способ сварки является универсальным: его можно использовать для соединения как мелких, так и габаритных изделий из латуни, выполнять их восстановление методом наплавки.
Сварка латуни: технология сварки аргоном, полуавтоматом, газовая — Токарь

Сварка латуни в домашних условиях, а также в производственных цехах осложнена тем, что при выполнении такого процесса отмечаются немалые испарения цинка.
Латунь представляет собой трудно свариваемый сплав цинка и меди. В тех случаях, когда речь идет о специальных марках латуни, в такой сплав добавляют еще и никель, и свинец, и олово. При наложении сварочного шва на латунную поверхность отмечается активное выделение цинка, что становится причиной возникновения пор, уменьшающих прочность получаемого соединения.
Теплопроводность меди выше, чем теплопроводность латуни. При этом данный показатель у латунного сплава выше, чем у стали.
Специалисты рекомендуют при обработке латуни выбирать мощность горелки такую же, как и при сварке стальных изделий: на 1 миллиметр металла – до 120 л/ч ацетилена.
За счет такой мощности цинк не испаряется усиленными темпами, а сварочная ванна не перегревается. Как правило, мощность горелки берется тем меньше, чем больше в обрабатываемом сплаве содержится цинка.
Рекомендуем ознакомиться
При соединении с кислородом из воздуха пары цинка формируют оксид цинка. Это химическое соединение очень ядовитое, появляется оно при указанных условиях на поверхности изделия подвергаемого сварке в виде характерного налета белого цвета. Пористость латуни и интенсивность выделения паров цинка становится более интенсивным тогда, когда в сварочном пламени присутствует водород.
Чтобы нивелировать негативные процессы, производят регулировку пламени горелки так, чтобы избыток кислорода составлял не менее 25 процентов (лучше, если этот показатель будет находиться на уровне 35 процентов). Именно подобные характеристики пламени гарантируют снижение пористости соединительного шва. Но «чрезмерное» содержание кислорода становится причиной активизации процесса окисления цинка.
По этой причине необходимо использовать особую присадочную проволоку, которая бы имела мощный раскислитель. В большинстве случаев функцию указанного раскислителя выполняет кремний, способный восстанавливать окислы в сварочной ванне. При химической реакции восстановления отмечается образование оксида кремния. Его без труда можно удалить в шлак при помощи флюсов.
В целом изделия и поверхности из латуни сейчас соединяют следующими видами сварки:
- в защитном газе;
- дуговой;
- под флюсом;
- газовой.
Чаще всего для такого процесса используют электроды с ЗТ-покрытием. Их стержень сделан из бронзы, содержащей марганец и кремний (1 и 3 % соответственно), а покрытие из:
- порошкового алюминия (2,5 %);
- серебристого графита (16 %);
- марганцовой руды (17,5 %);
- ферросилиция (32 %);
- плавикового шпата (13 %).
Сварочный процесс данными электродами осуществляется при обратной полярности постоянным током. Причем для уменьшения выгорания цинка применяется короткая дуга. С обратной стороны под стык подкладывают асбестовую прокаленную подкладку, которая защищает его от вытекания металла. Разделка кромок не предусматривается, если свариваются листы толщиной менее 4 мм.
После выполнения сварочных мероприятий производится обязательная проковка шва с последующим его отжигом, позволяющим обеспечить мелкозернистую структуру металла и сделать его химический состав однородным. Отжиг ведется при температурах около 635 °С.
Допускается также дуговая сварка латунных поверхностей угольным электродом (прямая полярность, постоянный ток) с использованием специальных флюсов. К наиболее распространенному флюсу, который применяется многими предприятиями, относят состав БЛ–3:
- древесный уголь – 2,5 %;
- хлористый натрий – 12,5 %;
- криолит – 35 %;
- хлористый калий – 50 %.
Режим сварки с помощью угольного электрода зависит от толщины латуни. Так, для соединения изделий толщиной до 3 мм применяется ток от 180 до 200 А (сечение электрода – 6 мм), до 5 мм – ток от 240 до 270 А (10 мм), до 10 мм – от 400 до 450 А (18 мм), от 14 до 16 мм – ток до 550 А (20-миллиметровый электрод).
Добавим, что латунные изделия толщиной от 10 и более миллиметров сваривают с предварительным подогревом до 350 градусов, меньшей толщины – без подогрева.
Перед аргонодуговой сваркой необходимо тщательно зачищать латунные поверхности до тех пор, пока на них не появится характерный металлический блеск. Использование азотной кислоты позволяет удалить все окислы с детали из латуни, а после этого ее желательно обдать горячей водой и хорошо высушить.Описываемый тип сварочного процесса рекомендован для соединения латуней относительно большой толщины (не менее 5 мм). Электрод устанавливают в горелку (в токопроводящий механизм), аппарат включается и начинается операция сварки, которая сопровождается необычным треском, который вызывается выделением паров цинков.
Латунь соединяют электрической дугой отдельными валиками, а не методом сплошной варки, при которой есть очень высокая вероятность появления дырки на изделии. Когда заваривается кратер, рекомендуется уменьшать (постепенно) напряжение дуги, повышая ее длину, а затем медленно убирать ее на финальной стадии процесса в сторону.
Аргонодуговую сварку можно выполнять и своими руками, но при этом данный процесс должен осуществляться либо на улице, либо в оборудованных специальным образом помещениях, оснащенных мощными вытяжками, способными удалять ядовитые пары цинка. Не всегда указанные условия могут быть соблюдены домашними умельцами, поэтому самостоятельная сварка латунных изделий не рекомендуется.
Достоинства применения аргонодуговой сварки:
- не нужны электроды с дорогостоящим покрытием и флюсы;
- сварочный процесс признается по-настоящему качественным и одним из наиболее чистых;
- хорошая скорость выполнения операции;
- возможность получать конструкции высокого уровня эстетичности;
- защита кромки от разрезов;
- выдувание струей аргона отходов процесса.
Используется в случаях, когда электрическая дуга не дает ожидаемой эффективности сварки.
Газосварка гарантирует хорошее качество шва, но при ней отмечается испарение большого (до 25 процентов) объема цинка.
Для снижения такого испарения обычно применяют окислительное пламя, благодаря которому формируется жидкая пленка оксида цинка, собирающаяся на поверхности ванны. Она не дает цинку поступать в воздух.
Газовая сварка производится с использованием следующих присадочных проволок, соответствующих Государственному стандарту 16130–72:
- ЛКБ 062-02-004-05. В ее составе: олово (от 0,3 до 0,7 %), медь (от 60,5 до 63,5 %), бор (от 0,03 до 0,1 %), кремний (от 0,1 до 0,3 %). Наличие бора исключает необходимость использования флюса, так как данный элемент отлично справляется с его функцией.
- ЛК 62-0,5. Проволока состоит из цинка, кремния (до 0,7 %) и меди (до 63,5 %, не менее 60,5 %). В этом случае требуется применять и флюс – буру, прошедшую процедуру прокалки.
Также российскими предприятиями часто используется специальный флюс БМ–1, включающий в себя:
- метилборат (75 %);
- метиловый спирт (25 %).
БМ–1 поступает в ванну в парообразном виде и характеризуется следующими достоинствами:
- обеспечение безвредности выполнения сварочных работ;
- получение качественного шва;
- увеличение производительности процесса.
Как выполняется сварка латуни, какие существуют технологии
Латунь не является чистым химическим элементом, это сплав, состоящий из цинка и меди. Нормы по количественному содержанию металлов в сплаве не существует, поэтому их процентное соотношение варьируется от 20% до 30% для каждого элемента.
Зачастую в латуни можно обнаружить и некоторые другие элементы. Многокомпонентный состав подразумевает наличие олова, свинца, никеля, марганца или железа. Многие отождествляют понятия латуни и бронзы.
С точки зрения металлургии это два разных сплава, у которых наблюдаются отличия как по физическим, так и по химическим свойствам.
В промышленном отношении все сплавы латуни подразделяются на два вида:
- Однофазный сплав – сплав, в котором цинк присутствует в количестве, не превышающем 35%. Его еще называют сплавом «альфа». По физическим свойствам альфа отличается пластичностью. Изделия можно деформировать, не нагревая их предварительно.
- Двухфазный сплав содержит гораздо больше цинка. Его доля может достигать 60%. Этот сплав называется «альфа-бета», он имеет прочную структуру. Изделия из двухфазной латуни отличаются своей прочностью. Чтобы изменить форму, необходимо повышать температуру изделия или увеличивать внешнее давление.
- Особенности
- Подготовка
- Электродуговая сварка
- Аргоновая
- Газовая