Сварка меди аргоном технология
Сварка меди аргоном

В отличие от сварки стали, использование аргона при работе с медью имеет специфические особенности, влияющие на физические, химические и механические свойства цветного металла: высокая тепловая проводность и активное взаимодействие с атмосферным воздухом. В процессе сварки металл приобретает текучесть, содержащиеся в составе материала примеси значительно снижают качество соединительного шва.
Дуговой способ скрепления
Сварка меди аргоном в большей части осуществляется методом электросварки с применением молибденовых, угольных, медных, вольфрамовых или бронзовых электродов. Образующаяся закись меди нейтрализуется флюсом или покрытием, при повышенной температуре образующие защитную атмосферную оболочку.
Особенности рабочего процесса
Особенностью выполнения работ с медью считается использование большего напряжения тока, чем при соединения стальных элементов. Перед началом работ необходима предварительная зачистка и обезжиривание кромок. Соединяемые детали укладываются плотно, края будущего шва раскрывают на угол 90°. При работе с материалом толщиной 3 мм края металла отбортовываются.
Сварной медный шов
Если соединению подлежит металл толщиной более 6 мм, детали рекомендуется прогреты до 400 град. После завершения сварочного процесса, остуженные швы должны подвергнуться проковке, после чего конструкция отжигается при температуре до 600 град и быстро охлаждается водой.
Технология сварки меди
Сварка меди аргоном пользуется спросом в автомастерских, машиностроении, энергетической и химической промышленности за счет устойчивости к разрушению коррозией и агрессивными средами.
Наиболее востребованными считаются 5 марок сплавов меди, отличающихся процентным содержанием примесей (от 0,05 до 1,0%). Независимо от марки металла сваривание деталей осуществляется наплавляющимся тугоплавким электродом с вольфрамом (TIG).
Для создания шва высокого качества в область электрода подается аргон, защищающий рабочее поле от окисления и возгорания.
Медные электроды для сварки
К особенностям соединения элементов из меди относится отсутствие образования шлака.
Кроме этого, аргонодуговая методика позволяет работать с металлом минимально допустимой толщины.Аргоновый способ соединения элементов считается наиболее надежным, шов не выделяется на фоне металла, при необходимости укрепления соединительной ванны можно добавлять другие плавкие материалы с присадкой.
Классы медного сплава
Чистая медь не отличается прочностью и жесткостью, в промышленности металл используется в виде бронзы или латуни. Механические свойства материала повышаются легирующими добавками: оловом, никелем, кремнием, марганцем и т. д. Такие сплавы являются бронзами, подразделяющимися на две группы: специальные и оловянные бронзы.
Особенности свариваемости сплавов
Сварка меди с аргоном является процессом с высокими требованиями в отношении физических характеристик металла при устройстве вакуумно-плотного шва в деталях для оборудования с внутренним принудительным охлаждением. Технологический сварочный процесс подбирается в зависимости от назначения изделий, их количества и требований по качеству.
В процессе авторемонтных работ используется сварка меди аргоном с подогревом и термообработкой изделия. Работа с большим объемом деталей производится электродуговой сваркой с флюсом плавящегося электрода. Для предупреждения окисления меди применяется метод раскисления микро легированной присадкой, содержащей в составе титан, бор, цирконий или редкоземельный металл.
Сварка чугуна аргоном
В процессе чугуна с помощью аргона используется технология фиксации заготовки несколькими точками припоя из железно-никелевых прутков, а также присадок из алюминиевой или оловянистой бронзы.
Особенности чугуна
В зависимости от вида, материал содержит большой процент углерода, снижающего качество соединения свариваемых элементов. Сложность сварки заключается в ряде особенностей чугуна:
- склонность к разлому от механических воздействий и перегрева:
- образование каленых структур;
- образование карманов и пор.
По видам чугун подразделяется на два вида:
- белый, не поддающийся сварке
- серый, хорошо сваривается.
Подготовка и сварка материала
Сварка чугуна аргоном начинается с подготовки деталей одним из доступных способов:
- зачистка кромок наждаком;
- зачистка кромок болгаркой с наждачным диском;
- зачистка кромок напильником.
При работе с углеродистым материалом следует учесть, что серый чугун имеет несколько типов, некоторые из которых нуждаются в предварительном прогревании.
С помощью ручной аргонно-дуговой сварки осуществляется проковка стыков швами длиной не более 3 см. Пока место сварки остается расплавленным, производится уплотнение припоя частыми несильными ударами молотка по головке бойка до появления характерного звона холодного металла.
Для дуговой ручной сварки чугуна необходимо использовать электроды специального назначения:
- на основе чистого никеля;
- на основе меди со сплавом олова или алюминия;
- на основе чугуна;
- на основе стали.
Основным требованием к подготовке деталей является обработка кромок V-образным скосом, при этом угол раскрытия должен составлять 900.
На сварочных автоматах при работе с чугуном применяется проволока с маркировкой:
- ПП-АНЧ-1 — без подогрева (для мелких трещин);
- ПП-АНЧ-2 — с подогревом или без такового для изделий с толстыми стенками;
- ПП-АНЧ-3 — с подогревом для соединения деталей любых размеров.
Технология рабочего процесса
Сварка чугуна аргоном позволяет получить шов, структура которого идентична характеристикам основного металла. Добиться эффекта помогает постепенный прогрев рабочей зоны с последующим медленным охлаждением под прикрытием термоизоляционного материала. Если после сварки детали оставить на воздухе комнатной температуры, необходимой прочности соединения получить будет невозможно.
Технологический процесс, связанный с прогревом металла, направлен на изменение внутренней структуры материала, вследствие которой чугун становится более пластичным, на внешней части деталей образуется графит.
Для того, чтобы шов не засорялся посторонними металлами, при сварке применяются графитовые прутки или электроды, чугунные пластины, порошковая проволока, используемые в работе с небольшими напряжением тока.
Для промышленной аргонной сварки применяется холодный способ фиксации деталей из чугуна без равномерного предварительного прогрева. Среди большого количества способов сварки аргоном чаще используются три варианта:
- сварка стальными электродами;
- сварка плавкими электродами из цветных легких металлов;
- сварка электродами небольшого диаметра с содержанием малого процента углерода.
Холодный способ сварки чугуна аргоном позволяет снизить стоимость изготовления продукции благодаря исключению двух этапах процесса и оборудования для прогревания материала.
Соединение элементов из чугуна под небольшим напряжением тока устраняет в металле остаточное напряжение, способного спровоцировать разрушение шва.
Защита сварного поля аргоном помогает справиться с таким существенным недостатком чугуна, как хрупкость.
Как сварить медь аргоном? Особенности технологии

Сварка меди аргоном — это самое эффективное соединение медных сплавов.
Каждому любителю металлообработки приходится сталкиваться с пайкой и сваркой медных изделий. Сегодня рассмотрим, как сваривать медь аргоном!
Немного теории
Медь и её сплав (бронза и никель) ввиду электро- и теплопроводности, антикоррозийности используется во многих отраслях. Точка плавления материала 1083°C. Теплопроводность чистой меди в 2 раза больше по сравнению с алюминием, поэтому, при сварке аргоном необходим хороший разогрев металла.
А вот теплопроводность медного сплава уже поменьше, значит отпадает необходимость повышенного нагрева.
Медь и сплавы подразделяются на несколько марок. Для получения качественного сварного соединения, лучше применять раскисленную или бескислородную медь, в них мало кислорода.
Основные присадочные составы для сварки меди аргоном представленны в таблице.
Но на практике, обычно используются аналогичные металлы по составу (что найдется в домашней мастерской).Также, для лучшего расплава и сплавления металла, применяются прутки с тонким покрытием слоя флюса.
Подготовка материала (очистка)
Сварка меди аргоном не может выполняться без тщательной очистки материала. Берется любой абразивный инструмент и сварное место зачищается до блеска. Далее с помощью любого растворителя обезжиривается материал.
Подготовка материала — это важная процедура
Подойдите ответственно к очистке медных изделий — это влияет на качество соединения.
Чтобы не было деффектов (несплавление, шлаковые включения), выполняйте предварительный нагрев материала до температуры 350-600°C. Разность температуры зависит от основного металла, присадочного и разделки кромок. Определяется опытным путем.
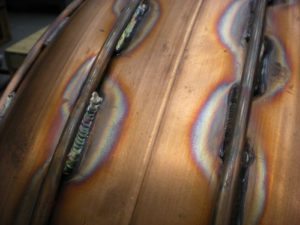
: как подготовить трещину у газового медного радиатора для сварных работ.
Сварка аргоном (режим TIG)
Эта технология по заверениям сварщиков самая лучшая, швы получаются аккуратными и прочными. Сварка меди аргоном выполняется вольфрамовым электродом на постоянном токе. А вот, при сплаве алюминиевой бронзы, соединение лучше производить на переменном токе.
Настройки тока аппарата подбираются в зависимости от толщины изделия и диаметра электрода. Таблица в помощь:
Кроме аргона, можно использовать азот, гелий и их смеси в составе защитных газов. Все перечисленные газы имеют свои плюсы и минусы. Но аргон, все же более востребован для сварочных работ.
Присадочные прутки подбираются по составу материала. Но обычно, в домашней мастерской, применяются медные провода добытые из электрических кабелей или трансформатора. Предварительно, медная жилка очищается от лака наждачкой и обезжиривается растворителем.
Хорошо, если добытая присадочная проволока будет с меньшей температурой плавления, чем приготовленное к сварке изделие.
Некоторые советы бывалых сварщиков:
- присадку всегда ведите перед горелкой;
- сварка аргоном для толстой меди может выполняться без присадочной проволоки;
- горелку рекомендуется вести зигзагами для обеспечения лучшего сцепления металла;
- тонкий материал, чтобы не было прожогов, необходимо варить короткими швами с перерывами;
- если аппарат без функции «заварка кратера», то горелку нужно отводить постепенно (удлиняя дугу);
- сварка аргоном производится в вертикальном и горизонтальном положении шва.
: нагрев и соединение меди.
Сварка медных труб
При соединении медных труб аргоном, ток выставляется небольшой. Сварка ведется медленно, отдельными кусочками шва, с перекрытием не менее 1/3. Присадочная проволока расталкивается боковыми движениями горелки. Принцип простой:
- капнуть — растянуть;
- ещё раз добавить и растянуть.
Если сварка медных труб будет выполняться сплошным швом, то можно получить прожог металла.
Самый лучший вариант, иметь аппарат с функцией импульсной сварки. Ток можно выставить побольше, чтобы присадочный материал расплавлялся быстро. Время между импульсами настраивать так, чтобы медь после подачи импульса успевала остыть (защита от прожога). Также правильно настраивайте время функции — «заварка кратера».
P.S. Сварка медных труб или плоских изделий для каждого материала требует подбора тока методом тыка. Желательно пробы проводить на схожих по составу материалах. Не надо портить деталь, которую надумали сваривать.
Правильно выбранный ток, должен осуществлять хороший нагрев и проплавление медного изделия. Дыр и пор не должно быть. Удачи в освоение техники!(4 3,25 из 5)
Загрузка…
Особенности проведения сварки меди

Сварка меди используется в различных сферах промышленности благодаря особым свойствам металла. Однако для получения надёжных сварных швов нужно точно соблюдать все требования технологии, использовать подходящее оборудование и расходные материалы.
Сварка меди паяльником
Особенности сварки меди
Особенности сваривания медных конструкций:
- нагретый металл реагирует с кислородом и образует тугоплавкую оксидную плёнку, поэтому необходимо использовать различные методы противодействия протеканию такой реакции;
- медь имеет высокий коэффициент теплового расширения, превышающий величину для стальных сплавов в 1,5 раза, поэтому после остывания наплавленный металл подвержен значительной усадке;
- при прямом контакте с кислородом расплавленная медь поглощает кислород и водород, что приводит к формированию неоднородной хрупкой фазы с порами и дефектами;
- по причине хорошей теплопроводимости медные конструкции быстро нагреваются и охлаждаются, что негативно сказывается на механических свойствах сварного шва;
- высокая текучесть усложняет процесс сваривания массивных деталей — невозможно обеспечить полную проплавку с одной стороны конструкции, а также создать вертикальный или потолочный шов;
- пластические и прочностные характеристики при повышении температуры нагрева выше +2000С снижаются и к +5500С полностью теряются.
Влияние примесей на свариваемость меди
Примеси в меди негативно сказываются на её свойствах, так как могут приводить к охрупчиванию, снижению пластичности, созданию внутренних дефектов. При сварке в материале могут находиться фазы с отличной от чистого металла температурой плавления, что повышает сложность сварных работ.
Примеси в чистом металле присутствуют практически всегда, поэтому фактически выполняется сваривание сплавов обязательно в защитной атмосфере или с применением флюсов. Важно применять присадки на основе алюминия, марганца, кремния. Они позволят получить однородную структуру и добиться необходимых технических характеристик сварного шва.
Основные способы сварки меди
Чтобы сварить медные конструкции, необходимо соблюдать требования технологий сварки меди. Доступны следующие способы сваривания медных заготовок:
- инвертором;
- полуавтоматом;
- аргоном;
- газом;
- угольными электродами.
Инвертором
Варить медь инвертором относительно просто, так как он обеспечивает стабильные параметры по току и напряжению, может иметь ряд предустановок. Также он компактный по размерам и имеет небольшой вес.
Шов формируют небольшими участками, длина которых составляет от 30 до 40 мм. Важно делать перерывы в работе, чтобы не допустить перегрева металла с проплавлением и деформацией. Углы наклона электрода над поверхностью должны составлять от 100 до 200.
Инверторы вырабатывают постоянное напряжение, допустимо подключение проводов по схеме прямой или обратной полярности. При сваривании требуется правильно задать параметры по току и напряжению в зависимости от параметров заготовок.
Полуавтоматом
Для создания длинных швов рекомендуется выполнять сварку меди полуавтоматом. За счёт равномерной подачи проволоки формируется надёжное однородное соединение. Для исключения образования пор нельзя допускать поперечных колебаний проволоки или заготовок.
Полуавтоматическая сварка деталей толщиной более 6 мм производится только после снятия кромки с выполнением притупления менее 4 мм. Обычно применяют проволоку диаметром 2 мм. Рекомендуемые параметры:
- напряжение 30 В;
- сила сварочного тока 300А;
- флюс марки К-13 или АН26;
- тип проволоки М1-3.
Полуавтомат для сварки
Аргоном
При сварке в аргоновой защитной среде используется проволока из вольфрама, подключение питания по схеме обратной полярности. Стыковка тонких конструкций производится без предварительного подогрева.
Шов формируют справа-налево, при этом электрод держат под прямым углом к поверхности заготовки, а прутка — 150. Средний расход газа составляет от 7 до 18 л/мин. Ток сварки подбирается самостоятельно в диапазоне 80-500А.
Сварка аргоном режим TIG
Режим TIG применяется при автоматической или полуавтоматической сварке. Преимущества:
- небольшая зона прогрева;
- исключение образования дефектов в структуре;
- высокая скорость создания сварного шва;
- простота технологии.
Газовая сварка
Газовая сварка выполняется горелкой. Технология достаточно сложная для формирования высококачественных точных швов, поэтому она в основном используется для соединения массивных деталей. Сложностью процесса является подбор оптимального расхода газа:
- для заготовок с толщиной до 1 см расход составляет до 150 л/мин.;
- при толщине более 1 см расход должен быть увеличен до 200 л/мин.
Для обеспечения равномерного прогрева массивных деталей допускается одновременное применение двух горелок. Чтобы повысить качество шва, нужно применять содержащие бор флюсы.
Состав присадочной проволоки должен быть идентичным составу свариваемых конструкций. При отсутствии полных аналогов, нужно выбрать максимально близкий.
Угольным электродом
Процесс сваривания угольными электродами универсален, так как допускается поджиг дуги между двумя электродами, заготовкой и электродом, электродом и массой. Технология схожа с процессом сваривания горелкой.
Используется проволока марки БрКМц3-1. Параметры по току и напряжению подбираются в зависимости от технических особенностей конструкций и их состава.
Угольные электроды для сварки
Инвертором угольным электродом
Сваривание меди угольными электродами требуют наличия навыков проведения подобных работ. Особенности процесса следующие:
- наклон электрода над поверхностью заготовки не более 300;
- диапазон сварочных токов от 35 до 130 А.
Материалы и оборудование
Для сваривания меди потребуется следующее оборудование и материалы:
- инвертор или сварочный аппарат;
- электроды;
- припой или баллоны с защитным газом.
Что нужно знать об электродах для сварки меди
Сваривание меди выполняется электродами с защитными покрытиями. Применяют стержни легированные бронзой, кремнием или марганцем. Такие составы позволяют исключить раскисление меди и обеспечить однородность металла.
Защитные покрытия выбираются такие, которые обеспечивают стабильное горение дуги, предотвращают раскисление металла, образование раковин или шлаков.
Сварочный аппарат для меди
Для выполнения сварочных работ можно применять следующее оборудование:
- аппараты автоматические или полуавтоматические;
- инверторы;
- TIG-оборудование.
Рекомендуется использовать аппараты следующих производителей:
- ESAB;
- Fubag;
- Ресанта;
- Сварог.
Виды припоев
Сварка медных заготовок на флюсах позволяет улучшить качество швов, увеличить их прочность, снизить количество дефектов. По температуре нагрева бывают такие виды припоев:
- низкотемпературные;
- высокотемпературные.
Флюс для сварки меди
Низкотемпературные припои
Низкотемпературные припои применяются при температурах разогрева до +4500С для сваривания легкоплавящихся сплавов меди. Изготавливаются на оловянной или свинцовой основе, с добавкой сурьмы. С целью повышения коррозионной стойкости в составе присутствует цинк.
Высокотемпературные припои
Флюсы для высокотемпературной сварки способны сохранять свои свойства до +11000С. В составе применяются следующие элементы: фосфор, цинк, медь, серебро, кремний. Большинство составов пригодны для сварки меди с другими металлами.
Подготовка материала очистка
Перед выполнением сварки нужно подготовить металл следующим образом:
- растворителем очистить поверхность вдоль и вблизи шва;
- абразивным инструментом зачистить оксидную плёнку;
- удалить пыль, грязь, убрать контактирующие посторонние предметы или материалы;
- при толщине 6–10 мм срезать фаски с одной стороны, а при более 10 мм – срезать фаски с двух сторон шва.
Этапы сваривания
Этапы сварки меди в домашних условиях:
- Собирается электрическая цепь: к держателю подсоединяется электрод, подсоединяются провода для сварки на токе обратной полярности.
- Вокруг детали прокладывается защитный экран, предотвращающий быстрый нагрев или охлаждение. Это требуется для того, чтобы шов был равномерным и на нём после остывания отсутствовали трещины.
- Включается инвертор с подходящими для работы параметрами, которым предполагается сваривать две медные заготовки.
- Поджигается дуга вне области с заготовкой.
- Наносится на стержень флюс.
- Выполняется формирование шва за один проход.
- Выключается инвертор.
- Проводится естественное охлаждение детали.
При сваривании медных заготовок с толщиной до 5 мм предварительный нагрев проводить не требуется. Массивные конструкции требуют обязательного прогрева перед выполнением сварочных работ.
Поддержите канал, просто читайте наши статьи, а мы будем размещать для Вас полезную информацию о металлах! Так же заходите на наш сайт, там Вы найдете множество информации о металлах, сплава и их обработке.
Сварка меди с использованием аргонодугового способа: особенности технологии во взаимосвязи с металлом

Медь как металл представляет собой мягкий, достаточно податливый материал. Для него характерен сравнительно простой процесс обработки путем переплавления из руды в металл, который в дальнейшем можно обрабатывать. Это свойство обусловило широкое распространение изделий из меди, однако, существенным образом затрудняет возможности сварки в связи с физико-химическими особенностями свойств.
Особенности сварки меди аргонодуговым способом
Сама медь, так же, как и сплавы на ее основе, являются достаточно высокотеплопроводными материалами, которые, ко всему прочему, обладают также большой электропроводностью, а также высокой коррозионной стойкостью как при воздействии внешних факторов, так и относительно внутрикристаллической коррозии.
Точка плавления меди в ее чистом виде составляет 1083 °С, а в случае добавления различных легирующих химических соединений данный показатель может смещаться в одну или другую сторону.
Особенностью сварки медных изделий и деталей является высокая теплопроводность данного металла, что делает обязательным предварительный подогрев деталей перед началом сварки. Разогрев должен осуществляться до температуры от 350 до 600 °С. Подогрев осуществляется, как правило, с помощью газовой горелки.
Сварка осуществляется чаще всего с помощью аргонодугового способа путем использования неплавящегося электрода с постоянным током. В качестве присадочного материала используется пруток из чистой меди либо из ее сплавов. Это позволяет добиться максимального качества шва, а также его аккуратного внешнего вида.
В случае если материалы подобраны неправильно, медь в сварочной ванне начинает кипеть, что вызывает образование большого количества пор в полученном шве, а само соединение становится хрупким и может разрушиться в процессе эксплуатации.
Режимы сварки меди в аргоне
Как и для других видов свариваемых материалов, режимы сварки следует подбирать исходя из качества деталей. Примерные варианты режимов опираются на толщину свариваемого металла, диаметр электродов, проволоки и выливаются в определенные показатели силы тока, измеряемой в амперах.
| Режимы сварки меди в среде аргона | |||
| Толщина свариваемых деталей, мм | Диаметр электрода, мм | Диаметр присадочной проволоки, мм | Сила тока, А |
| Стыковые соединения, выполняемые на весу | |||
| 1,0 – 1,5 | 2 – 3 | 1,6 – 2,0 | 60 – 150 |
| 2,0 – 3,0 | 2 – 4 | 2,0 – 3,0 | 80 – 220 |
| 4,0 – 5,0 | 4 – 5 | 2,0 – 4,0 | 130 – 220 |
| 6,0 – 7,0 | 4 – 5 | 2,0 – 4,0 | 130 – 220 |
| 8,0 – 10,0 | 5 | 2,0 – 4,0 | 180 – 260 |
| Стыковые соединения, выполняемые на подкладке, и угловые соединения | |||
| 1,0 – 1,5 | 2 – 3 | 1,6 – 2,0 | 70 – 160 |
| 2,0 – 3,0 | 2 – 4 | 2,0 – 3,0 | 120 – 220 |
| 4,0 – 5,0 | 4 – 5 | 2,0 – 4,0 | 190 – 260 |
| 6,0 – 7,0 | 5 | 2,0 – 4,0 | 230 – 290 |
| 8,0 – 10,0 | 5 | 2,0 – 4,0 | 280 – 330 |
| Расход аргона – 8-15 дм3/мин. |
Каждый режим тем не менее должен подбираться в соответствии с конкретными условиями сварки и проверяться на деталях, аналогичных по материалу изготовления тем деталям, на которых будет производиться основной процесс сварки.
Выбор присадочных материалов
Присадочные материалы, использующиеся для сварки медных деталей, должны выбираться на основании данных о физико-химических свойствах меди или ее сплавов, из которых изготовлены детали или изделия.
При осуществлении сварки следует обратить внимание на марку самой меди или сплава – она должна быть раскисленной или бескислородной, так как, в противном случае, во время сварочного процесса металл будет кипеть в сварочной ванне, в результате чего сварочный шов получится пористым и непрочным.
В качестве прутка или проволоки следует использовать такие материалы, которые позволят избежать кипения материала в шве: необходимо подобрать проволоку или пруток с содержанием в сплаве химических элементов, позволяющих вытеснить кислород из зоны сварочной ванны.
Примерная стоимость медной проволоки на Яндекс.маркет
Неплавящийся электрод выбирается только вольфрамовый, на конце которого должна быть заточка конической формы с небольшим притуплением. Такая форма позволит обеспечить стабильное горение дуги при осуществлении самого процесса сварки, что даст возможность сохранить температурный уровень сварочной зоны и не допустит быстрого остывания деталей до момента завершения шва.
Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Если говорить о защитном газе, который используется при сварке, то выбор такового зависит от условий сварки, в том числе от пространственного положения соединения. Аргон тяжелее воздуха, в частности, кислорода, и он оседает к земле под действием природных сил притяжения.
Примерная стоимость баллонов с аргоном разных объемов на Яндекс.маркет
Если необходимо выполнить потолочные стыки, то потребуется замена аргона гелием, который легче воздуха, но также может выполнять защитные функции при выполнении сварочных работ.
Технология сварки меди аргонодуговым способом
С технологической точки зрения, сварка меди аргонодуговым способом, как и другой вид сварки, делится на три этапа:
- подготовительный. На этом этапе необходимо очистить свариваемые поверхности от окислов, загрязнений, обезжирить. После выполнения данных работ следует проверить их на чистоту и состояние и если потребуется, выполнить зачистку вручную или с помощью электроинструмента, после чего повторить процесс очищения от окислов и обезжиривания;
- собственно этап сварки;
- завершающий этап, на котором происходит проверка качества выполненного сварного соединения после зачистки от застывших капель расплавленного металла, а также визуальный контроль качества шва на предмет видимых пор.
На этапе собственно сварки следует выполнить следующие действия:
- если речь идет о ремонте какого-либо медного изделия, необходимо сделать прорезь вдоль возникшей трещины таким образом, чтобы края такой прорези выходили за пределы трещины. Это даст возможность избежать появления новых трещин за пределами отремонтированного участка;
- дуга зажигается только в разделе кромок, что позволит избежать прижогов металла, из которого изготовлено все изделие, и сократит зачищаемые участки;
- присадочную проволоку или пруток необходимо вести перед горелкой таким образом, чтобы они равномерно подавались в сварочную ванну;
- движения сварочной горелки должны быть максимально плавными и поддерживать постоянное расстояние от вольфрамового электрода до сварочной ванны;
- в зависимости от толщины деталей, подлежащих сварке, горелка может двигаться вдоль создаваемого шва различными способами: по прямой, если толщина деталей небольшая, либо зигзагообразно, если детали толстые. Если совершаются поперечные движения, это чревато увеличением глубины проплавления кромок и изменениями в формировании сварочного шва;
- если происходит сварка тонкостенных деталей, то, чтобы избежать прожогов металла, необходимо швы выполнять короткими, а между ними делать перерывы по времени для остывания металла;
- если детали собраны без зазора, возможно осуществлять сварку без использования проволоки или прутка. Однако в этом случае следует не перегревать металл, чтобы избежать проседания сварочной ванны вовнутрь;
- в момент окончания сварки необходимо отводить горелку плавно, удлиняя сварочную дугу, что позволит сократить кратер шва;
- если на аппарате имеется функция заваривания кратера шва, то возможно упрощение процесса окончания сварочных работ;
- после завершения сварки необходимо на какое-то время (до тридцати секунд) сохранить подачу защитного газа. Это позволит сохранить остывающий шов в облаке газовой защиты и избежать попадания продуктов окружающего воздуха в расплавленный металл, что сохранит качество шва.
( 1 оценка, среднее 5 из 5 )
Правила проведения сварки меди аргоном

Сварка меди аргоном востребована в различных отраслях промышленности, строительной сфере. Связано это с эксплуатационными свойствами материала, который обладает высокой коррозионной стойкостью, оптимальным соотношением прочности и пластичности. Однако процесс сварки обладает рядом сложностей, требуют наличия навыков.
Сварка меди с помощью аргона
Свойства материала
Чтобы сварить медь или сплавы на её основе, необходимо выполнять качественный прогрев конструкций. Благодаря отличной теплопроводности достаточно просто обеспечить равномерную температуру на поверхности детали и по толщине материала. Однако получение равномерного прочного шва требует использования определённых навыков.
Особенности сварки:
- при значительном повышении температуры в меди начинают проходить окислительные процессы, в результате которых создаются тугоплавкие фазы повышенной хрупкости, что негативно сказывается на её прочностных и пластических свойствах;
- в ходе охлаждения шва происходит значительная усадка, которая может становиться причиной появления трещин;
- в результате нагрева начинается поглощение газов, повышающие вероятность образования неравномерностей и раковин;
- сварные швы на стыках меди с нержавейкой и другими металлами имеют высокий уровень зернистости, связанной с неоднородностью материалов, соединение становится хрупким и ненадёжным;
- по причине высокой электропроводности на сварочном аппарате требуется выставлять большие токи, что делает бытовые инверторы непригодными для проведения сварных работ;
- из-за высокого уровня текучести металла при нагреве создание швов в вертикальном или потолочном расположении невозможно.
Технология сваривания
Сварка медных деталей выполняется двумя способами:
- газосварка;
- сварка аргоном.
Для газосварки потребуется использование баллона с ацетиленом и горелки. Качество шва полностью зависит от количества пор в материале, поэтому перед проведением работ необходимо выполнить проковку поверхности вблизи линии формирования шва.
Для поддержания горения требуется обеспечить непрерывную подачу газа. Средний расход для сварки конструкций толщиной более 10 мм составляет от 200 л/ч. Массивные детали рекомендуется предварительно прогревать, чтобы шов был прочным и однородным.
Поскольку медь обладает высокой теплопроводностью, то важно обеспечить равномерное остывание конструкций. Для этого со всех сторон конструкции следует обкладывать асбестными листами, делая своеобразный защитный экран.
Чтобы в процессе сваривания не допустить образования окислов или раковин, допускается увеличение скорости перемещения горелки вдоль шва, но движение обязательно должно быть с постоянной скоростью и без разрывов. Расположение горелки относительно поверхности должно быть перпендикулярным.
При толщине материалов более 3 мм необходимо обрабатывать кромки под углом 450. Чтобы металл лучше заполнил стык, его обрабатывают водным раствором азотной кислоты.После выполнения работ шов требуется проковать при температуре +3000С, а также выполнить его отжиг при +5000С, затем детали охладить в воде.
Аргонодуговая сварка подходит для соединения конструкций любой толщины, включая крупногабаритные. Сварные работы проводятся при подключении прямой полярности на постоянном токе вольфрамовым неплавящимся электродом. Температура в среднем должна составлять от +3000С до +4000С.
Перед проведением сварки, нужно разогреть дугу на пластинке из угля или графита. Допустима сварка в потолочном, вертикальном или нижнем расположениях.
Выбор электродов
Для получения качественного сварного шва необходимо выбрать электрод по диаметру, составу обмазки, особенностям состава материала заготовок. Состав обмазки выполняет защитную роль, так как предотвращает попадание в расплав газов.
Если необходимо варить меди аргоном, то обмазка или защитные покрытия позволяют создавать специальные плёнки. В покрытии содержатся присадки, позволяющие улучшить шов при контакте материала стержня электрода с металлом конструкции. Шов в таком случае формируется однородным и равномерно застывает, одновременно исключается создание хрупких фаз.
Применяют два вида электродов:
- неплавящиеся, на основе синтетического графита, электротехнического угля, а также других материалов с аналогичными свойствами.
- плавящиеся, создаваемые на основе прутков из меди, чугуна, алюминиевой проволоки, поверх которой наносится специальная обмазка.
Чтобы понять, каким электродом сварить медь, нужно ориентироваться на цвет обмазки:
- красный – для ручной сварки;
- синий – для тугоплавких сплавов;
- серый – для сварки деталей из цветных металлов.
Оборудование
Для аргонодуговой сварки потребуется применение следующего оборудования:
- инверторного аппарата или трансформатора;
- одной горелки или комплекта, в зависимости от сложности работ;
- защитной аппаратуры;
- баллонов с газом;
- компенсационных устройств для регулирования тока.
Аргоновая сварка может выполняться вручную или полуавтоматом. Метод выбирается на основе того, какие сварочные работы планируется проводить, их сложности, технических требований к шву.
Подготовка материала, очистка
Сваривание меди аргоном может выполняться без тщательной подготовки поверхности, достаточно выполнить зачистку абразивным инструментом до блеска, а также выполнить обезжиривание. Однако очистку следует выполнять тщательно.
Для сварки конструкций толщиной 5-12 мм необходимо срезать кромки односторонние, а если более 12 мм – двухсторонние.
Работы в домашних условиях
В домашних условиях иногда требуется сварка деталей небольших размеров, поэтому для большинства случаев в качестве электродов подойдут обычные медные жилы из проводов. Все этапы работ определяет технология сварки меди:
- Зачищают пруток от поверхностных слоёв лака, окисла, жира или других видов загрязнений. Рекомендуется применять проволоки с минимальным количеством примесей в составе.
- В процессе сварки используют присадки, выполняющие роль защитной среды от контакта металла с воздухом.
- Поджигают горелку, впереди шва ведут присадку, затем электрод, а за ними выполняется прогрев. Движения горелки должны быть по спирали в сторону формирования шва.
При сварке толстых деталей рекомендуется расплавлять основной металл конструкций, но основе которого и формировать соединение. В таком случае шов получается чистым и аккуратным. При этом присадки не используют.
В среде аргона качество шва достигается при вертикальном положении шва и горизонтальной проварке.
Сваривание тонких деталей выполняется ступенчатым образом. Способ заключается в выполнении проварок через определённые интервалы, а затем заваривают пропущенные участки до того момента, пока не получится равномерный и качественный шов.
Настройка аппарата
Чтобы добиться качества соединительного шва, нужно тщательно подбирать параметры сварочных аппаратов. Необходимо варить чистую медь на постоянном токе вольфрамовыми электродами в защитной аргоновой среде. Сплавы рекомендуется сваривать на переменном токе.
Начинающим или неопытным сварщикам рекомендуется использовать сварочные аппараты, на которых доступен выбор стандартных сварочных программ. Это позволит сократить количество бракованных деталей и повысить эффективность работ.
Настройки по току подбираются в зависимости от следующих критериев:
- толщины металла;
- диаметра проволоки электрода;
- типа и диаметра присадочного прутка.
Кроме аргоновой среды допустимо использовать азотную, гелиевую, а также смеси защитных газов. Аргон эффективен и потому применяется чаще остальных газовых смесей.
Технология сварки меди
Температура плавления меди 1883°С
Марка | Свариваемость | Технологические особенности сварки |
Медь катодная | Присадок БрКМц 3-1 МНЖКТ-5-1-0,2-0,2 БрОЦ 4-3, БрХ 0,7 При толщине более 8-10 мм необходим предварительный подогрев до 200-300°С | |
М00к, М0к, М1к | Хорошая | |
Медь раскисленная | ||
М1р, М2р, М3р | Хорошая | |
Медь рафинированная | ||
М2, М3 | Хорошая | |
Бронзы оловянные литейные | Присадок той же марки, что и основной металл При толщине более 10-15 мм необходим предварительный подогрев до 500-600°С | |
Бр03Ц12С5 Бр05Ц5С5, Бр08Ц4 Бр010Ф1, Бр010Ц2 | Удовлетворительная | |
Бр03Ц7С5Н1 Бр04Ц7С5 Бр010С10 | Плохая | |
Бронзы безоловянистые литейные | ||
БрА9Ж3Л | Хорошая | |
БрА9Мц2Л БрА10Ж3Мц2 БрАПЖ6Н6 БрА7Мц15ЖЗН2ц2 | Удовлетворительная | |
Бронзы деформируемые | ||
Бр0ф7-0,2, БрХ1 БрКМцЗ-1, БрБ2 | Хорошая | |
БрАМц9-2 БрАЖ9-4, БрСр1 | Удовлетворительная | |
БрА5, БрА7 | Плохая | |
Латуни деформируемые | Присадок БрОЦ4-3 БрКМц 3-1, ЛК62-0,5 ЛК80-3, ЛМц 59-0,2 При толщине более 12 мм необходим предварительный подогрев до 300-350°С | |
Л96, ЛА77-2, ЛК80-2 | Хорошая | |
ЛМцС58-2, ЛС3 Л062-1 | Удовлетворительная | |
ЛС59, ЛС60-1 | Плохая |
Трудности при сварке
Высокая теплопроводность меди (в 6 раз выше, чем у железа) требует применять сварочную дугу с увеличенной тепловой мощностью и симметричным отводом тепла из зоны сварки. Рекомендуемые типы сварных соединений — стыковые и схожие с ними по характеру теплоотвода.
Большая жидкотекучесть меди (в 2-2,5 раза выше ,чем устали) осложняет сварку вертикальных и потолочных швов.
Она возможна лишь при минимальных размерах сварочной ванны и коротком времени пребывания металла в жидком состоянии.
При сварке стыковых соединений в нижнем положении с гарантированным проплавлением во избежание прожогов необходимо применять подкладки из графита, сухого асбеста, флюсовых подушек и т.н.
Активная способность поглощать при расплавлении газы (кислород и водород), приводящая к пористости шва и горячим трещинам, требует надежной защиты металла шва и сварочных материалов от загрязнений вредными примесями.
Из-за склонности меди к окислению с образованием тугоплавких окислов необходимо применять присадочный материал с раскисли гелями, главные из которых фосфор, кремний и марганец.
Большой коэффициент линейного расширения меди (в 1,5 раза выше, чем у стали) влечет за собой значительные деформации и напряжения, образование горячих трещин. Устранить их можно за счет предварительного подогрева конструкций: из меди до 250-300°С, из бронзы до 500-600°С
Подготовка к сварке
Медь или ее сплавы разрезают на мерные заготовки шлифовальной машиной, труборезами, на токарных и фрезерных станках, а также плазменно-дуговой резкой. Кромки под сварку подготавливают механическими способами.
Свариваемые детали и присадочную проволоку очищают от окислов и загрязнений до металлического блеска и обезжиривают. Кромки обрабатывают мелкой наждачной бумагой, металлическими щетками и т.д. Использовать абразивы с крупным зерном не рекомендуется.
Возможно травление кромок и проволоки в растворе кислот:
75 см3 на 1 л воды азотной;
100 см3 на 1 л воды серной;
1 см3 на 1 л воды соляной
с последующей промывкой в воде и щелочи и сушкой горячим воздухом. Конструкции с толщиной стенки 10-15 мм предварительно подогревают газовым пламенем, рассредоточенной дугой и другими способами.
Сборку стыков деталей под сварку ведут либо в приспособлениях, либо с помощью прихваток. Зазор между стыкуемыми заготовками соблюдают одинаковым на всем протяжении. Прихватки должны быть минимального сечения, чтобы в процессе сварки их можно было переплавить.
Поверхность прихваток необходимо очистить и убедиться в отсутствии поверхностных горячих трещин.
Если сварка ведется в нижнем положении, то для улучшения теплоотвода используют специальные приспособления из графита или меди
При сварке на открьтом воздухе стык обустраивают съемными экранами
1 — поток газа; 2 — шов; 3 — экран.
Выбор параметров режима
Сварку ведут на постоянном гоке прямой полярности. Сварочный ток (А) ориентировочно определяют по формуле:
Iсв=100×S,
где S — толщина металла, мм
Защитными газами могут быть аргон, гелий, азот и их смеси. Длина дуги в аргоне и гелии должна быть не более 3 мм. В азоте ее увеличивают до 12 мм. Поэтому возрастают напряжение на дуге и ее мощность (в 3-4 раза) но сравнению со сваркой в аргоне. В гелии же мощность дуги по сравнению со сваркой в аргоне повышается вдвое.
Расход защитного газа:
- аргон — 8-10 л/мин
- гелий -10-20 л/мин
- азот — 15-20 л/мин
Скорость сварки выбирают из условий формирования шва с нужной геометрией. Конструкции толщиной 4-6 мм сваривают без предварительного подогрева в аргоне, а до 6-8 мм — в гелии и азоте. Для сварки металла большей толщины требуется предварительный подогрев от 200 до 300°С.
Техника сварки
Сварку в аргоне ведуг «углом вперед» при выпуске электрода 5-7мм. В качестве присадочной проволоки используют:
- раскисленную медь
- медно-никелевый сплав МНЖКТ-5-1-0,2-0,2
- бронзы БрКМц 3-1, Бр ОЦ 4-3
- специальные сплавы с эффективными раскислителями.
Для повышения стойкости металла шва против горячих трещин применяют сварочные проволоки:
- БрАЖНМн 8,5-4-5-1,5
- БрМц АЖН 12-8-3-3
- М Мц 40
Чтобы расплавленный металл не попал на конец W-электрода, присадочную проволоку вводят не в столб дуги, а подают к краю сварочной ванны и несколько сбоку
ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ СВАРКИ МЕДИ В АРГОНЕ
Вид разделки кромок | Толщина металла, мм | Сварочный ток, А | Диаметр электрода, мм | Диаметр присадка, мм | Расход аргона, л/мин | Число проходов без подварочного шва |
1,2 1,5 2,5 3 | 120-130 140-150 220-230 230-240 | 2,5-3 2,5-3 3,5-4 3,5-4 | 1,6 2 3 3 | 7-8 7-8 8-9 8-9 | 1 | |
10 | 1-й проход 200-350 2-й проход 200-350 3-й проход 200-400 Подварочный шов 250-350 | 4-4,5 | 3 5 6 3 | 7-8 7 7 7 | 3 | |
12 | 1-й проход 250-350 2-й проход 250-400 3-й проход 300-450 4-й проход 300-450 Подварочный шов 250-350 | 3 5 6 6 3 | 8-10 | 4 | ||
20 | 1 и 2-й проходы 250-400 3 и 4-й проходы 250-450 5 и 6-й проходы 300-550 Подварочный шов 250-350 | 5-5,5 | 3 5 6 3 | 10-12 | 6 | |
25 | 1 и 2-й проходы 250-400 3 и 4-й проходы 300-450 5 и 6-й проходы 300-550 7 и 8-й проходы 350-600 Подварочный шов 250-350 | 3 5 6 6 3 | 12-14 | 8 |
Сварка в азоте, который по отношению к меди является инертным газом, ведется угольным или графитовым стержнем.
Использовать W-электроды нецелесообразно, так как их расход в азоте слишком велик. Азотнодуговую сварку угольным электродом ведут на постоянном токе прямой полярности при напряжении дуги 22-30 В.
При токе 150-500 А диаметр электрода должен быть 6-8 мм. Расход азота — 3-10 л/мин