Сварка меди в домашних условиях угольным электродом
Сварка меди: аргоном, инвертором, полуавтоматом, как варить в домашних условиях, чем сваривать с другими металлами
Разработано и широко применяется несколько основных методов сварки меди. Современные технологии позволяют избежать появления горячих трещин, пор и другого вида брака. Сварка меди и ее сплавов производится при помощи аргона, инвертора, проволокой и электродами. Рассмотрев основные методы можно выбрать наиболее подходящий и избежать многих проблем.
Сварка меди и ее сплавов: технология
Перед тем как начать сваривать медь и ее сплавы необходимо тщательно подготовить изделие. Мерные заготовки вырезаются при помощи шлифовальной машинки, токарного или фрезерного станка. У меди толщиной 6-18 миллиметров нужно подготовить кромки. Они должны быть V- или X-образными. (При больших объемах целесообразно будет приобрести кромкорез-фаскосниматель.)
Перед началом работы швы тщательно очищаются от загрязнения, окисления. Чтобы сварка меди прошла успешно необходимо защитить ванну от воздействия кислорода. Для это рекомендуется применить электродную проволоку, которая должна быть легирована алюминием, фосфором. В некоторых случаях требуется подогревать медь.
Она хорошо соединяется при ведении работ с помощью плавящихся электродов. Важно знать, что при этом длина дуги должна быть 4-5 миллиметров. Применяя технологию импульсно-дуговой сварки в аргоне можно выполнить любые виды швов, даже потолочный, сваривать очень тонкий металл. Под него рекомендуется подложить подкладные элементы.
Чем варить медь: способы
Для успешной и качественной сварки меди чаще всего применяют инверторы, полуавтоматы, газовые аппараты, аргоновые. Ручную, полуавтоматическую и автоматическую сварку купрума и его соединений можно выполнить плавящимися и неплавящимися электродами. Для работы с медью и сталью используется автоматическая дуговая технология, флюс.
Электрошлаковый метод рекомендуется для соединения изделий толщиной 30-55 миллиметров. Используя инвертор можно применить угольный электрод, например, ESAB OK Carbon, Weldline CARBONAIR PLUS.
В магазине представлен широкий выбор производителей. Отлично зарекомендовала себя сварка меди графитовым типом электрода.Ниже приведены несколько подзаголовков, в которых дано более подробное описание лучших способов сварки меди и ее сплавов.
Инвертором
Подобрать электроды, наиболее подходящие для сварки меди с использованием инверторов, можно посетив соответствующий раздел сайта. Рекомендуется марка Комсомолец 100.
Инвертор рассчитан на создание постоянного напряжения, ток обратной или прямой полярности. Работать нужно с небольшим перерывом. Сваривают участки по 30-40 миллиметров, после чего они должны остыть естественным путем.
Угол наклона электрода должен быть 10-20 градусов.
Полуавтоматом
При работе полуавтоматом ведется сварка медной проволокой, она хотя и тонкая, но очень качественная, позволяет достичь хороших результатов. Если толщина металла больше 6 миллиметров, то рекомендуется подготовить кромки болгаркой или фаскоснимателем. Они должны быть V-образными с притуплением до 4 миллиметров. Чтобы шов не был пористым, сварка производится без поперечных колебаний.
При работе на полуавтомате можно применить проволоку М2 толщиной 2 мм. Рекомендуемое напряжение 30 В, 300 А. Работа делается поперечными движениями. При этом может использоваться флюс К-13, АН26, проволока М1-3. Прочность шва меди, сделанного на полуавтомате, не уступает по показателям основному металлу.
Аргоном
Аргон служит отличным защитным средством. Применяются в работе вольфрамовые виды электродов. Роль присадки выполняет проволока. Работа ведется на постоянном токе обратной полярности. Тонкие медные изделия соединяют без подогрева.
Сварку рекомендуется выполнять справа налево. Нужно выдерживать угол наклона электрода 90 градусов, прутка 15. В зависимости от толщины металла газ расходуется в пределах 7-18 литров в минуту. Сварочный ток выставляется от 80 до 500 ампер.
Газовая сварка
Чтобы шов при ведении газовой сварки меди получился прочным и качественным, необходимо следить за расходом газа. Если медь тоньше 10 мм хватит 150 литров на час работы, а если толще, то потребуется уже 200 литров.
Сварку нужно производить быстро, желательно без остановки, что позволит избежать появления брака, трещин. Присадочный материал должен расплавляться раньше основного.
Если заготовка толще 10 миллиметров, то можно использовать две горелки. Технология подразумевает использование флюсов. Они бор содержащие.
Допускается легирование металла, его раскисление при помощи присадочной проволоки. Метод подходит и для соединения сплавов меди.
Важно знать, что присадочная проволока по своему составу должна быть идентична свариваемому основному металлу.
Можно посмотреть небольшой ролик, где наглядно показан процесс крупным планом.
https://youtu.be/7_k6hZ0SyPo
[ads-pc-2][ads-mob-2]Угольным электродом
Распространена сварка меди графитовым электродом, часто применяется угольный аналог. Есть разные методы ее проведения. Дуга может гореть сразу между парой электродов. Она бывает независимой.
Ее можно поджигать и между электродом, и свариваемым изделием. Технология похожа на газовую сварку. Часто применяется проволока БрКМц3-1. Работа может выполняться на открытом воздухе.
Соединение меди угольным электродом будет полностью соответствовать требованиям, которые предъявляются к механическим свойствам.
Инвертором угольным электродом
Угольные электроды ESAB ARCAIR
Угольные электроды плавятся при температуре в три раза большей, чем у свариваемой ими меди. Их расход при работе инвертором небольшой. Они нагреваются моментально. Угольные стержни плавятся при небольшом токе. Для работы ими необходимо иметь опыт.
Полученный шов обычно отличается качеством, хорошей сопротивляемостью к окислению, плотностью и прочностью. Угол наклона стержня должен быть до 30 градусов. Ток устанавливается в промежутке 35-130 ампер, что зависит от толщины меди.
Инвертором и угольными электродами можно соединять провода, скрутки. Такие аппараты легкие и удобные.
Сварка нихрома с медью
Сварка нихрома с медью угольным электродом позволяет добиться хороших результатов. Дуга при этом будет гореть хорошо, устойчиво, ее длина достигает показателя 30-50 мм.
Электрод не плавится, при этом его конец нагревается до большой температуры. Он выдает мощную термоэлектронную реакцию, что дает ему возможность устойчиво гореть уже при токе в 5-10 А.
Угольный вид электрода при работе с медью и нихромом медленно испаряется. Он практически не прилипает, чем значительно облегчает работу.
Сварка угольным электродом в домашних условиях
Сварка меди угольным видом электродов в домашних условиях возможна при помощи простого недорого инвертора. Его можно запитать от обычной сети. Он не требователен к условиям.
По цене угольные электроды доступны для всех. С их помощью можно соединить проволоку, заделать дырки в радиаторе автомобиля.
Чтобы научиться пользоваться ими не профессионалу достаточно прочитать несколько советов и посмотреть видеороликов.
[ads-pc-3][ads-mob-3]Сварочный аппарат для меди
Качественные сварочные аппараты для меди:
- – полуавтоматы и автоматы;
- – TIG – аппараты;
- – инверторы.
Популярные модели производит TESLA, СПЕЦЭЛЕКТРОМАШ, ЭСАБ.
BUDDY TIG 160 от ESAB (на фото справа) имеет двух и четырехтактные режимы включения горелки. С его помощью можно соединять нержавейку и большинство других видов металлов. Он совместим практически с любыми генераторами.
Инвертор RENEGADE ES 300i ESAB сохраняет в памяти несколько параметров сварки. Автоматически устанавливает лучшие параметры пуска по настроенному току. Он легкий, но у него высокая мощность.
Инверторные аппараты позволяют сваривать медные прутки, они вырабатывают ток 60-110 ампер. Для них нужно покупать медь/угольные электроды. Компания HUNTER выпускает полупрофессиональные модели, например, ММА 257D, рассчитанные на непрерывную работу продолжительностью два часа.
TESLA известна надежными аппаратами типа ММА 265, 275, 255. У них есть функция возбуждения бесконтактной дуги. Они без проблем подключаются к обычной бытовой сети. Ими удобно сваривать медь и ее сплавы, цветные металлы.
Для сварки электродами
Импульсно-дуговая сварка медных пластин возможна вольфрамовыми электродами в аргонной среде при помощи аппарата Orion 150s или 250s.
Они имеют небольшой вес, позволяют сваривать медь качественно и надежно. Инверторное сварочное устройство Ресанта САИ-220 ПН может подключаться к сети напряжением 140-220 вольт.
С ним легко перемещаться, он оснащен принудительной системой охлаждения, поэтому не перегревается.
Для сварки проволокой
Для выполнения работ по сварке меди проволокой применяют полуавтомат инверторный Энергомаш СА-97ПА20. Он имеет небольшой вес 13 килограмм. Он позволяет работать с проволокой разной толщины 0,6-0,9 мм.
Плавную подачу материала обеспечивает модель Shyuan MIG/MMA-290 со скоростью 2,5-13 метров в минуту. Устройство дает возможность применять кассеты 1-5 килограмм, позволяет работать с электродами.
Инверторный сварочный полуавтомат Союз САС-97ПА195 характеризуется наличием функции холостого хода 60 Вольт. Он имеет диапазон регулировки рабочего напряжения 15-23 вольта. Для него подойдет проволока 0,8-1 мм. У него небольшой вес 10 килограмм, он удобен и надежен.
Для сварки медных проводов
Сварочным аппаратом ТС-700-2 можно соединить медные жилы сечением 22 кв. мм. Он компактный, легкий, его вес всего четыре килограмма, питается от обычной сети, потребляет чуть больше 1 кВт. Его можно носить в сумке. Одного угольного электрода хватит на то чтобы произвести 700 сварок.
Медные скрутки рекомендуется сваривать, используя универсальные инверторные аппараты, например, РЕСАНТА САИ-160, QUATTRO ELEMENTI A 160 Nano 643-255, СВАРОГ ARC 160 Easy Z213 H. Немецкий прибор FUBAG IQ 160 дает возможность выставлять ток 10-160 А. Его вес почти семь килограмм, стоимость 7 тысяч рублей (на момент написания этой статьи).
СВАРОГ ARC 160 Easy Z213 H от российского производителя имеет бесступенчатый регулятор тока. Им удобно пользоваться, потому что кабель подключается посредством особых разъемов. Его вес 4 килограмма, примерная стоимость 9 тысяч рублей.
Функции аппаратов, значительно облегчающих процесс сварки, это:
– горячий старт;
– защита от залипания;
– не реагирование устройства на перепад тока;
Для дома лучше купить аппарат мощностью до 4 кВт. Силы тока 160 ампер хватит чтобы сварить металл 5 миллиметровой толщины. Основным критерием выбора является цель использования, стоимость и набор функций.
Сварка меди угольным электродом
| » Статьи » Профессионально о сварке » Основы сварки |
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Дуговая сварка угольным электродом (способ Бенардоса) принципиально отличается от сварки металлическим электродом. При дуговой сварке угольным электродом дуга горит между свариваемыми элементами и электродом. Электрод в этом случае является только проводником электричества, присадочный же металл по мере надобности вводится в сварочную ванну дополнительно.
Род тока. Сварку меди угольной дугой выполняют только с применением постоянного тока на прямой полярности (положительный полюс машины присоединяется к изделию, а отрицательный — к электроду). На переменном токе сварку выполнить невозможно, так как дуга горит неустойчиво.
Сварка меди угольной дугой на обратной полярности не выполняется, так как в этом случае дуга горит неустойчиво и происходит быстрое сгорание угольного (графитового) электрода.
При обратной полярности положительный полюс машины подключается к держателю, а отрицательный — к изделию.
После запуска сварочной машины необходимо проверить ее полярность, не доверяясь маркировке на главных зажимах, так как генераторы часто перемагничиваются.
Каждый сварщик должен уметь определять полярность машины.
Внешними признаками для определения полярности являются: а) при обратной полярности затруднено возбуждение дуги, дуга горит неустойчиво — «блуждает» по изделию, поддержание дуги возможно при небольшой ее длине, наблюдается чрезмерно быстрый разогрев электрода до светлокрасного каления, и на поверхности пробной планки образуется черный налет угольных частиц; б) при прямой полярности дуга горит устойчиво, дугу можно «растягивать» примерно до 50 мм, в процессе сварки конец электрода «самозатачивается», в то время как при обратной полярности конец электрода делается тупым. При прямой полярности угольный налет отсутствует.Электроды. Сварку меди угольной дугой можно выполнять угольным и графитовым электродами. Необходимое поперечное сечение электродов зависит от материала, из которого они изготовлены, и силы применяемого сварочного тока. Рекомендуемые в литературе сечения для угольных и графитовых электродов в зависимости от силы сварочного тока приведены в табл. 15.
Таблица 15. Диаметр присадочных прутков для сварки меди угольным электродом
Угольные электроды применяются круглого сечения, а графитовые — прямоугольного или квадратного и реже круглого сечения. Длина электродов может быть различной и зависит главным образом от площади их поперечного сечения, а также от удобства выполнения сварки. Чем больше площадь поперечного сечения, тем больше может быть длина электрода.
Практикой установлена длина электрода порядка 120—150 мм. При слишком большой длине рабочей части возрастает омическое сопротивление электрода, что вызывает его перегрев и быстрое сгорание.
В целях экономии времени на перестановку электродов в держателе, а также меньшего нагрева электрода в процессе сварки электрод может быть заточен с обоих концов.
По мере сгорания или чрезмерного нагрева одного конца электрода держатель поворачивается, и сварка производится другим концом.
При сварке угольной дугой целесообразно применять два параллельно подключенных электрододержателя, что дает возможность избежать перегрева электрода и держателя, так как сварка в этом случае производится попеременно то одним, то другим держателем.
Присадочный металл. Из рекомендуемых марок присадочного металла для сварки меди угольной дугой широкое применение получила бронза марки БрОФ9-0,3, как обеспечивающая высокие механические свойства сварного соединения; худшие результаты дает применение бронзы марки БрКМцЗ-1 и меди марки M1.
Все сварные соединения, в которых требуется высокая механическая прочность и плотность сварного шва, должны выполняться с присадкой марки БрОФ9-0,3. Применение марки БрКМцЗ-1 в качестве присадочного металла может быть рекомендовано для приварки вспомогательных элементов, штуцеров и наварышей.
Сварка контактов тока проводящих шин выполняется с присадкой марки M1, так как в этом случае металл шва мало чем будет отличаться от основного, что имеет большое значение для электропроводности.
На качество сварного соединения оказывает существенное влияние сечение присадочного прутка, которым выполнялась сварка. При больших сечениях прутка возможен непровар кромок, а при малых — пережог наплавленного и основного металла.Выбор диаметра прутка зависит от толщины свариваемых деталей и формы подготовки кромок под сварку.
В литературе рекомендуются диаметры прутков в зависимости от толщины свариваемых деталей (табл. 15).
Там же рекомендуется пользоваться следующими формулами: для малой толщины (до 4 мм)
d=S/2 + 1;
для большой толщины (больше 4 мм)
d = S/2 + 2,
где d — диаметр присадочной проволоки в мм;
S — толщина свариваемой меди в мм.
Длина присадочных прутков может быть различной: для литых — не менее 300 мм; для проволоки — порядка 450—500 мм.
Применяемые прутки перед сваркой должны быть освобождены от окислов, масла, жира и других загрязнений, иначе неизбежно появление пор в металле шва.
В процессе сварки необходимо следить, чтобы флюс полностью расплавлялся и не оставался в металле шва, а равномерно покрывал Шов и околошовную зону на расстояние не менее 10—15 мм по обе стороны.
Режимы сварки. Сила сварочного тока не является величиной постоянной и не может быть заранее задана для всех случаев сварки.
Сварочный ток колеблется в значительных пределах и определяется в зависимости от толщины и размеров свариваемых элементов, формы подготовки кромок под сварку, удобства выполнения сварки и квалификации сварщика.
В процессе выполнения сварочных работ ток корректируется самим сварщиком.
Режимы сварки меди угольным и графитовым электродом, с применением в качестве присадки медных прутков, рекомендуемые в литературе, приведены в табл. 16.
Рекомендуемые режимы сварки меди встык угольной дугой с применением присадочного металла марки БрOФ9-0,3 и БрКМцЗ-1 даны в табл. 17.
Режимы, приведенные в табл. 17, несколько отличаются от данных табл. 16 в сторону снижения тока, что может быть объяснено более низкой температурой плавления марок БрОФ9-0,3 и БрКМц3-1.
Таблица 17. Режимы сварки меди встык угольной дугой
Приемы сварки стыковых швов.
Сварка стыковых соединений может быть выполнена только в «нижнем» положении или при небольшом угле подъема — до 15—20° с обязательной подфор-мовкой вершины шва и предварительным местным или общим подогревом до температуры 250÷350° С.
Сварку необходимо выполнять длинной дугой порядка 25÷40 мм при напряжении на дуге 35÷45 в. Выполняя сварку длинной дугой, следует увеличивать ее мощность, так как с увеличением длины дуги растет напряжение на ней, а мощность находится в прямой зависимости от напряжения.
При сварке на короткой дуге в зоне, находящейся на расстоянии порядка до 12 мм от конца электрода, выделяется окись углерода, которая при высокой температуре легко проникает внутрь твердой меди и при наличии в ней закиси меди восстанавливает ее, образуя углекислый газ.
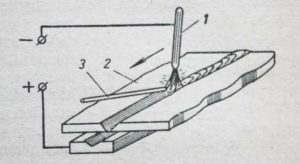
Углекислый газ нерастворим в меди; находясь под высоким давлением, он разрывает металл, образуя крупные и мелкие межкристаллические трещины. При сварке на длинной дуге образовавшаяся окись углерода успевает сгореть в углекислый газ, который, находясь снаружи, не оказывает вредного влияния на сварное соединение.Сварку меди угольной дугой можно выполнять «правым» и «левым» способом сварки. При «правой» сварке электрод движется слева направо вдоль оси шва, а присадочный пруток находится между швом и электродом. При «левой» сварке электрод движется справа налево, присадка находится впереди электрода, а шов позади электрода.
Схема «левой» и «правой» сварки показана на рис. 21.
Рис. 21. Схема сварки:
а — „левая» сварка; б — „правая» сварка. 1 — присадка; 2 — угольный (графитовый) электрод.
Несмотря на то, что «правая» сварка в сравнении с «левой» сваркой имеет некоторые преимущества, например наиболее эффективное использование тепла электрической дуги и возможность сваривать медь большей толщины без разделки фаски, что повышает скорость сварки на 20—25%, в практике наиболее широко применяется «левая» сварка.
При «левой» сварке сварщику лучше наблюдать за процессами, происходящими в сварочной ванне; держа присадочный пруток в левой руке, сварщик его концом может легко удалять с поверхности жидкого металла окислы и шлаки.
В процессе сварки дугу необходимо направлять на сварочную ванну, не выходя на основной металл; в момент подачи присадочного металла в дугу следует делать небольшие петлеобразные движения электродом.
Конец присадочного прутка должен быть погружен в сварочную ванну и должен расплавляться под действием теплоты металла ванны и дуги.
По мере расплавления присадка подается в сварочную ванну; одновременно с присадкой сварочная ванна перемешивается.
Если присадка находится вне сварочной ванны, возможно окисление присадочного металла в момент перехода его в сварочную ванну через воздушный промежуток.
Скорость сварки должна быть такой, при которой свариваемые кромки только слегка оплавляются по поверхности, а жидкий металл во время сварки не должен забегать на холодный основной металл.
Для предупреждения возможных ожогов теплом электрической дуги руки сварщика, а которой находится присадочный металл, и более полного использования последнего, необходимо пруток присадочного металла зажимать в держатель, свободный от провода, тем самым удаляя руку от пламени электрической дуги.
Выполнить сварку угловых швов угольным электродом качественно не представляется возможным. Хорошее качество сварки может быть получено только при положении шва «в лодочку».При сварке угольная дуга легко отклоняется от своей продольной оси под действием магнитных полей. Особенно это проявляется, когда сварка ведется на больших силах тока.
Отклонение дуги от продольной оси затрудняет и осложняет выполнение сварки. Для уменьшения «блуждания» дуги могут применяться специальные держатели с соленоидом.
Эти держатели практического применения не находят, так как вес держателя увеличивается, и сварщик быстрее утомляется.
В процессе сварки магнитное «дутье» может быть уменьшено путем изменения наклона электрода и места подключения обратного провода. Для уменьшения магнитного дутья приспособления, применяемые при сварке угольной дугой, должны изготовляться из немагнитного материала.
См. также:
Сварка медных проводов графитовым электродом своими руками — инструкция

Соединить несколько медных проводов можно разными способами. Сварка занимает среди них особое место, поскольку по надёжности является одним из лучших методов.
Полученное таким образом соединение отличается прочностью, хорошей электропроводимостью, отвечает максимальным требованиям безопасности и служит долгие годы.
Для сваривания проводов применяют графитовый электрод, обладающий несколькими неоспоримыми достоинствами.
Инверторный сварочный аппарат
Инверторный аппарат обладает явными преимуществами перед другими приборами:
- Малогабаритные параметры;
- Небольшой вес;
- Регулировка параметров тока;
- Наличие переносного ремня (удобно производить работы на стремянке, в распределительной коробке);
- Устойчивая дуга, зажигающаяся при малых токах;
- Качество сварных соединений;
- Меньшее энергопотребление, не изменяющее напряжение бытовой электрической сети.
Кроме того, сварку производят трансформаторными приборами, аппаратами, станциями, устройствами, сделанными самостоятельно (при наличии определенных навыков).
Простота эксплуатации аппарата дуговой точечной электросварки скруток своими руками сделала его наиболее распространенным. Основные параметры данного оборудования:
- Ток электрической дуги;
- Напряжение сети, образующее дугу;
- Тип электрического тока (переменный, постоянный).
Технология сварных работ
Сварные работы необходимо производить с использованием защитной маски, очков, рукавиц, специальной одежды. Существует возможность обжечься раскаленным металлом, «поймать зайчиков».
Сварка медных проводов в домашних условиях инвертором производится с применением графитовых, угольных электродов. Заменить электроды можно угольным стержнем отработавшей батарейки.
Ориентировочный диапазон сварочного тока:
- 2 жилы, сечение каждой 1,5 мм² – 70 А;
- 3 жилы, сечение каждой 1,5 мм² – 80-90 А;
- 2-3 жилы, сечение 2,5 мм² – 80-100 А;
- 3-4 жилы, сечение 2,5 мм² – 100-120 А.
Используемая при изготовлении электропроводов медь – разного состава, качества, что определяет применяемый режим сварки. Показатели оптимально подобранного режима: электрод не липнет к сварному месту, дуга устойчива. Данное сочетание удается удерживать при наличии опыта сварных работ.
- Снимается изоляционная оболочка медного кабеля (7-10 см);
- Выполняется скрутка многожильных проводов;
- Скруток медных проводов подрезается, чтобы образовался ровный срез. Оставшаяся длина скрутки – 5 см;
- На скрутке размещается медный зажимной механизм отведения избыточного тепла, подключается заземление («масса»);
- Срез скрутки подносится к электроду;
- Производятся сварные работы до появления на конце проводов расплавленного медного шарика, достаточно 1-2 сек;
- После сварка медных скруток прекращается, чтобы изоляционный материал остался целым;
- Остывшие концы проводки необходимо изолировать (изолента, термоусадочная трубка).
Кроме того, необходимо своевременно менять наконечник медный сварочный, который удерживает электрод во время сварки. Основная функция – подавать электрический ток электродному стержню.
Его состояние определяет качество сварного шва: отверстие внутри наконечника должно плотно удерживать стержень, но оно быстро теряет свои свойства в процессе сварных работ.
Наконечник медный сварочный изнашивается, требует замены чаще всего.
Электроды для сварки проводов
Выбор подходящего типа электрода определяет качество проделанной работы. Необходимо выбирать сварочные средства, оптимально отвечающие параметрам предстоящего процесса. Общая классификация данных средств, применяемых в сварочном процессе, включает электроды для:
- Легированной стали;
- Высоколегированной стали с нестандартными параметрами;
- Наплавки металла (нанесение металлического сплава, металла на поверхность предмета путем сварки плавлением);
- Цветных металлов;
- Конструкционной стали;
- Чугуна.
Покрытие электродов определяет следующую типологию:
- А – кислотное покрытие (окись железа, кремния, марганца);
- Б – основное покрытие, позволяющее производить сварку постоянным током переменной полярности. Содержит карбонад кальция, фтористый кальций;
- Ц – целлюлозное напыление создает газовую защиту при сварке (мука, соединения органического происхождения);
- Р – рутиловое (рутил, органические, минеральные составляющие) обеспечивает малый процент разбрызгивания металла, газовую защиту.
Электроды для сварки проводов:
- Угольные – электротехнический уголь;
- Графитовые – кристаллический углерод.
Популярные марки
Среди электродов отечественного производства наиболее популярными являются следующие:
- ЭГ— графитированный, производится из нефтяного кокса с добавлением каменноугольного пека. Выдерживает плотность рабочего тока до 25 А/см2. Комплектуется ниппелями, применяется в электропечах для плавки руды и для сварки металлов в различных сочетаниях, например, сварка нихром-медь.
- ЭГС— вместо нефтяного коса используется игольчатый. Такие изделия используют в электропечах на сталелитейных заводах и установках рафинирования металлов.
- ЭГП дополнительно пропитываются пеком. Применяется в установках электродуговой резки, в литейных производствах.
- ЭГСП— изделия на базе игольчатого кокса, с усиленной пропитки пеком. Используются для того, чтобы сваривать цветные металлы, а также в плавильных печах различного назначения.
Графитовые электроды для сварки
Состав – графит, углеродное вещество темно-серого цвета с металлическим отблеском. Мягкий материал позволяет легко разрезать элементы. Графитовые электроды для сварки показывают лучший итог по сравнению с угольными.
- Графитовый электрод остается целым во время сварочного процесса;
- Стоимость ниже угольного;
- Подходят к инверторным сварочным аппаратам, оборудованным регулированием силы тока;
- Соединение проводов сваркой графитового стержня отличается прочностью, надежностью;
- Сварка графитовым электродом обеспечивает сопротивляемость металла к окислению.
- Низкий расход при сварочных работах благодаря высокой температуре плавления (выше, чем у меди в четыре раза);
- При сваривании проводов графитовым электродом возможно заменить его подручными графитовыми изделиями (графитовый стержень, щетки коллекторных двигателей, стержни батареек);
- Отсутствие омеднения графитовых заменителей решается применением зажима «крокодил» для электрода вместо стандартных держателей, также «крокодил» применяется для соединения массы.
- Сварка проводов в распределительной коробке своими руками с данными зажимами удобнее из-за их меньших габаритов.
Процесс производства
В качестве сырья для производства используют как природный уголь, добываемый из месторождений, так и искусственно полученный графит. Связующим веществом служат различные смолы. Производство разбивается на следующие технологические стадии:
- экструзия стрежневидных заготовок при большой температуре и давлении;
- окончательная формовка и охлаждение;
- нарезка резьбы;
- омеднение.
Для выпуска изделий определенного назначения в материал добавляют небольшие количества металлических присадок.
Угольные электроды для сварки медных проводов
- Температура плавления 3800⁰ С, кипения – 4200⁰ С, поэтому процесс плавления незаметен, фиксируется испарение;
- Сварочные работы угольным электродом проводится на прямой полярности;
- Сварочный процесс угольным электродом сопровождается воздействием внешних факторов (ветер, газовый поток);
- КПД сварочной дуги ниже;
- Область применения: сварочные работы по тонколистному металлу, цветных сплавов, исправление дефектов металлического литья;
- Способы сварочных работ: без присадочного материала, подача присадки в дугу, укладка присадочного металла на шов;
- Наиболее распространенный способ – оплавление края свариваемых элементов (безприсадочный);
- Величина сварочного тока определяется толщиной металла, видом соединения;
- Разогреваясь, угольные электроды для сварки медных проводов быстро расходуются;
- Создает сварочную дугу высокой температуры (даже при заниженном токе).
Рекомендации
Полезные советы, благодаря которым сварка проводов своими руками пройдет качественно:
- Использование при сварных работах неомедненных графитовых стержней для медных проводов своими руками. Выгорание угла электрода приведет к снижению сопротивления, долгому контакту, что ухудшит качество соединения электропроводки.
- Формированию необходимой формы шарика медной спайки способствует предварительная подготовка графитового стержня: внутри торца делается углубление.
- Использование альтернативы заводским стержням (отработанные батарейки, троллейбусные токосъемники и т.д.).
- Использование защитной маски, очков, рукавиц, специальной одежды обязательно.
- Сварка скруток проверяется подачей на сеть максимального напряжения. Отсутствие нагрева – показатель качественного соединения.
- Пайка или сварка медных проводов лучше простой скрутки, клеммного соединения, зажимов.
- Правильный выбор электродного стержня, режима сварных работ определяет качество результата, надежность сварного шва.
- Использование инверторного аппарата целесообразно в быту, при частых сварочных работах для проводов своими силами.
Читать также: Фото плат сварочных инверторов
Прежде, чем производить работы по соединению жил электрических кабелей, необходимо определить, как сделать, что лучше выбрать для данной конкретной ситуации. Правильный выбор во многом способствует успешному результату проделанной работы: качество соединения, течение тока, надежность электрической проводки при пиковой нагрузке на сеть.
Не стоит доверять скрутке электропроводов как способу соединения. Это достаточно ненадежный вариант. Клеммные, обжимные механизмы увеличивают надежность, но уступают по качеству пайке, сварному типу соединения.
Для того чтобы соединить два провода, используют несколько приёмов. Это может быть скрутка, спаивание или сварка различных проводов. Последний приём является одним из самых удачных и часто применяемых. Он помогает добиться длительного срока службы электрической проводки.
Она в основном изготовляется из медного состава, а не из алюминия, который не годится для данных целей. Сварка происходит с использованием постоянного и переменного тока, при напряжении в 12-36 В. Непосредственно для процесса, рекомендуем использовать сварочный инверторный аппарат.
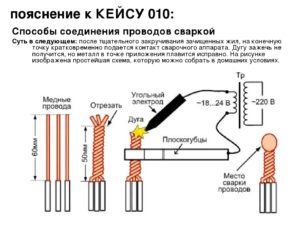
Технология сварки проводов из меди
Существует одна методика, которая всегда приводит сварщика к наилучшему результату. Как упоминали ранее, самый лучший прибор для сварки, это инвертор. Затем берутся за провод. Он освобождается от изоляции, лишней оболочки и выполняется скрутка. При подрезке проводов, концы должны оставаться одной длины и на одном уровне, а скрутка должна получиться как минимум 50 мм в длину.
Далее устанавливается отталкивающий тепло, медный зажим и подключается сварочный аппарат. Угольный карандаш (точнее его торец) приближают к готовой скрутке. При сварке карандаш обязательно зажимается в держаке.
Сварка скруток считается завершенной после того, как образовался небольшой расплавленный шар меди. Чтобы изоляция осталась целой, надо не переусердствовать, а уделять каждой скрутке не больше 1-2 секунд времени. Когда сварка медных проводов прекращена, для изолирования застывшей части используется обыкновенная изолента или свой, подобный вариант.
Поэтапный процесс
Распишем весь процесс поэтапно:
- Убираем изоляцию на проводах;
- Делаем скрутки;
- Присоединяем массу;
- Включаем сварочный инвертор;
- Подводим электрод к скрутке до образования дуги;
- Продолжительность контакта 1-2 секунды;
- Приступаем к следующей скрутке (если она есть), после остывания уже готовой;
- Производим изоляцию термоусадочными трубками или изолентой.
Аппарат стоит подобрать с возможностью регулировки тока, сила которого должна составлять 30-90 ампер. Электрод используется угольный, содержащий в себе медь.
Стандарты производства
Требования к технологии производства и качеству сформулированы в ГОСТ 4426-62. В нем описан химический состав изделия, способы изготовления, их конструкция и следующие типовые формы сечения:
Сварка меди в домашних условиях угольным электродом — Металлы, оборудование, инструкции
Дуговая сварка угольным электродом была изобретена русским инженером Николаем Бенардосом ещё в 1882 году. По сути, это старейший способ электросварки. На сегодняшний день угольные или графитовые электроды используются значительно реже, чем металлические, но всё же у них остаётся своя сфера применения.
Свойства и разновидности
Угольный электрод представляет собой твёрдый стержень, состоящий из угля (кокса) и нескольких добавок. В роли связующего элемента здесь применяется смола.
Такими стержнями можно сваривать все сорта и разновидности металлов — от тугоплавких и тяжёлых до лёгких и пористых. Диаметр угольного электрода может варьироваться от 1,5 до 25 мм, а длина – от 25 до 300 мм (самые длинные используются тогда, когда соединяемые детали располагаются в труднодоступном месте). Также они могут иметь разную форму:
- круглую;
- полукруглую;
- прямоугольную;
- полую.
В большинстве ситуаций для работы применяются круглые и полукруглые электроды — это лучший вариант для получения стандартного сварного шва.
Прямоугольные изделия в основном используются для заделки дефектов на стальных поверхностях, а полые характеризуются тем, что способны создать в месте соединения канавку в виде буквы U.
Стоит также знать, что помимо обычных существуют омеднённые угольные электроды. На них наносят медное напыление для увеличения прочности, но при этом все иные эксплуатационные свойства остаются примерно такими же.
Особенности процесса
Электроды, сделанные из угля, отличатся от металлических тем, что относятся к неплавким. Это значит, что при сварке они играют роль проводника электричества, но не становятся частью сварочной ванны.
В ходе работы угольные стержни разогреваются до очень высокой температуры. А если продолжать нагрев, то практически сразу из расплавленного состояния они перейдут в состояние кипения (к слову, уголь кипит при температуре 4200 °C).
Из-за особенностей материала использовать в процессе сварки можно только постоянный электрический ток прямой полярности. Соответственно, минус (катод) здесь должен находиться на электроде, а плюс (анод) на металлической поверхности изделия.При работе с угольными электродами сварщику, как правило, требуются присадочные элементы. При этом сваривать можно двумя путями:
- слева направо (в таком случае присадка оказывается позади электрода);
- справа налево (впереди находится присадка).
Интересно, что при сварке слева направо тепловая энергия используется эффективнее, и это позволяет увеличить скорость работы. Однако на практике чаще можно встретить технологию «справа налево» – она привычней.
В некоторых ситуациях можно обойтись и без присадки, например, при отбортовке тонких металлических изделий или при сварке угловых стыков. Причём если использовать угольный электрод без присадок для соединения металлических листов, имеющих толщину до 3 мм, то производительность будет на порядок больше, чем при сварке с иными электропроводниками.
Применение в домашних мастерских
Для работы с угольными электродами в домашних условиях подойдёт стандартный элекродуговой сварочный аппарат. Так как теплопроводность угольных стержней мала, можно создавать дугу при силе тока всего в 3-5 Ампер.
Причём эта электродуга при необходимости вытягивается в длину в 30-50 миллиметров. Электрод испаряется медленно и не липнет к металлу, поэтому вести угольную дугу по направлению будущего шва достаточно легко.
Навыки, нужные для выполнения простых работ (таких как сварка проводов, сварка тонких металлических пластин и так далее), приобретаются в данном случае очень быстро.
Варить домашним мастерам следует не на улице, а строго в закрытых помещениях. Угольная дуга реагирует на дуновения ветра, газовые потоки, магнитные поля и другие воздействия.
Чтобы не тратить время на перестановку электрода в держателе и чтобы он не слишком нагревался при сварке, его можно заранее заточить с обоих концов. Когда один конец перегреется, электродержатель поворачивается на 180 °, и сварка продолжается другим концом.
Мастерам, у которых в наличии не слишком много расходных материалов, следует воспользоваться данным советом.
Угольные и графитовые электроды некоторые специалисты используют, чтобы варить медные шины на трансформаторных подстанциях. А в домашних кустарных мастерских такими электродами можно, например, сваривать медные провода.
Хорошим присадочным материалом в данной ситуации станут бронзовые прутки. Диаметры таких прутков подбираются в зависимости от толщины свариваемых деталей и рассчитываются по специальным формулам.Вдобавок ко всему угольными электродами можно выполнять не только сварочные работы, но и операции по резке металлических изделий.
Работа с алюминием
Угольными электродами соединяют даже алюминиевые изделия, которые традиционно считаются сложными для сваривания. Алюминий обладает малой плотностью, значительной теплопроводностью и стойкостью к коррозии.
Плавится этот металл при температуре 660 °C, к тому же он достаточно хорошо сочетается с кислородом, из-за чего покрывается плёнкой окиси алюминия (химическая формула – Al2O3).
Наличие такой плёнки, а также лёгкость образования трещинок и пор в металле шва – главные трудности, с которыми сталкиваются при сварке алюминия. Но применение угольных электродов позволяет справляться с ними.
В частности, именно такой способ используют для соединения алюминиевых шин в цехах электролиза. Сваривают шины традиционно встык на подкладке из графита или алюминия.
По бокам шин монтируют графитовые пластины с вырезами напротив шва. Данные вырезы дают возможность вывести конечную и начальную точку шва за границы рабочего сечения.
При сварке алюминиевых поверхностей угольной дуговой сваркой присадочным материалом служит проволока или пруток из того же металла. Для того чтобы окисная плёнка не мешала и не повлияла на результат, на кромки шва добавляют флюс марки АФ-4А, который представляет собой однородный мелкодисперсный порошок белого цвета.
Сварка меди угольным электродом
| » Статьи » Профессионально о сварке » Основы сварки |
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе! Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Дуговая сварка угольным электродом (способ Бенардоса) принципиально отличается от сварки металлическим электродом. При дуговой сварке угольным электродом дуга горит между свариваемыми элементами и электродом. Электрод в этом случае является только проводником электричества, присадочный же металл по мере надобности вводится в сварочную ванну дополнительно.
Род тока. Сварку меди угольной дугой выполняют только с применением постоянного тока на прямой полярности (положительный полюс машины присоединяется к изделию, а отрицательный — к электроду). На переменном токе сварку выполнить невозможно, так как дуга горит неустойчиво.
Сварка меди угольной дугой на обратной полярности не выполняется, так как в этом случае дуга горит неустойчиво и происходит быстрое сгорание угольного (графитового) электрода.
При обратной полярности положительный полюс машины подключается к держателю, а отрицательный — к изделию.
Каждый сварщик должен уметь определять полярность машины.
Внешними признаками для определения полярности являются: а) при обратной полярности затруднено возбуждение дуги, дуга горит неустойчиво — «блуждает» по изделию, поддержание дуги возможно при небольшой ее длине, наблюдается чрезмерно быстрый разогрев электрода до светлокрасного каления, и на поверхности пробной планки образуется черный налет угольных частиц; б) при прямой полярности дуга горит устойчиво, дугу можно «растягивать» примерно до 50 мм, в процессе сварки конец электрода «самозатачивается», в то время как при обратной полярности конец электрода делается тупым. При прямой полярности угольный налет отсутствует.
Электроды. Сварку меди угольной дугой можно выполнять угольным и графитовым электродами. Необходимое поперечное сечение электродов зависит от материала, из которого они изготовлены, и силы применяемого сварочного тока. Рекомендуемые в литературе сечения для угольных и графитовых электродов в зависимости от силы сварочного тока приведены в табл. 15.