Сварочные электроды маркировка и назначение
Сварочные электроды. Назначение, виды и характеристики

Сварочные электроды необходимы при создании конструкций из металла, соединении и ремонте различных металлических деталей.
Именно они формируют сварочный шов, являющийся прочным связующим «мостиком» между соединяемыми элементами.
Существует свыше 200 видов сварочных стержней, из которых примерно половина разработана специально для ручной сварки.
Где и как используют сварочные электроды?
Сварочные электроды применяют как в домашнем строительстве, так и при возведении массовых промышленных объектов.
В обоих случаях, как правило, используют одинаковые виды этих расходников.
Приобретают их всегда под конкретный сварочник, с учетом условий эксплуатации, и технологических параметров.
В процессе сварки стержни плавятся, и расплавляют места соединения металлических элементов, следствием чего становится прочная молекулярная связь последних.
Посредством сварочных электродов можно выполнять:
- Соединение двух металлических частей. Это, в принципе, основное их назначение.
- Заваривание трещин.
- Резка металлических конструкций и отдельных элементов.
Также сварочные электроды нередко применяют для наплавки металла на различные детали, которые в процессе эксплуатации, подверглись износу, и утратили изначальные геометрические размеры.
Сварочными стержнями можно работать в различных положениях, в зависимости от их типа:
- Нижнее расположение сварочного соединения – используют в тех случаях, когда к соединению не предъявляется каких-либо особых требований. Считается самым производительным и оптимальным способом. Электрод располагается вертикально, а соединяемые поверхности – горизонтально.
- Горизонтальное расположение – горизонтальный шов, горизонтальное положение электрода, вертикальное положение свариваемых элементов.
- Вертикальное – вертикальный шов, вертикальное расположение свариваемых элементов, горизонтальное позиционирование электрода.
- Потолочное – вертикальное расположение электрода, горизонтальное размещение соединяемых элементов. Это самый трудновыполнимый вид шва, так как мастер выполняет сварку снизу, из-за чего расплав может стекать, минуя сварочную ванну.
Кроме прочего, существует сварка «в лодочку».
Тут свариваемые элементы располагаются по отношению друг к другу под углом.
Сварка производится преимущественно в нижнем положении, за счет чего повышается скорость работы.
Что касается позиционирования самого электрода, в процессе работы он может быть расположен под 90-градусным углом по отношению к шву, а также под 30 – 60 градусов в наклоне вперед или назад.
Устройство и характеристики
Сварочный электрод представляет собой сердечник, выполненный в виде проволоки, покрытый обмазкой из специального состава.
В процессе работы плавится как внутренняя, так и внешняя часть, причем первая заполняет место стыка двух деталей, а вторая выделяет газ, предотвращающий проникновение кислорода в сварочную зону.
В дополнение электродное покрытие обладает такими свойствами, как защита шва от разрушительного воздействия кислорода, в частности, от окисления, дополнительно предотвращая рассеивание сварочной энергии.
Размеры и вес сварочных электродов
Диаметр – основная величина электрода.
Обычно этот параметр находится, как правило, в пределах 1,6 – 8 мм, но ГОСТами предусмотрены варианты на 10 и 12 мм.
В быту обычно используют 2,5-миллиметровые стержни.
На вес каждого стержня влияет материал изготовления, его длина (обычно это 250 – 450 мм, однако далеко не всегда), толщина покрывающего слоя, иные факторы.
Изделия упаковываются в пачки весом от 1 до 7 кг.
Материал и виды покрытия
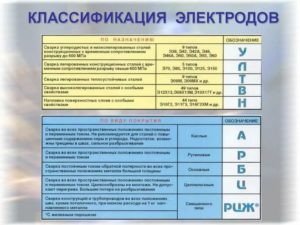
Электродное покрытие по соотношению общего диаметра электрода к диаметру сердечника делится на следующие категории (коэффициент):
- Типа М – тонкое покрытие (до 1,2).
- С – среднее (до 1,45).
- Д – толстое (до 1,8).
- Г – особо толстое (свыше 1,8).
По составу также существует отдельная классификация:
- А – кислое.
- Б – основное.
- Ц – целлюлозное.
- Р – рутиловое.
- Две буквы (указанные выше, а также рутилово-железные с обозначением РЖ) – смешанный тип.
- П – прочие типы.
Приведенные буквы участвуют в маркировке.
ПРИМЕЧАНИЕ:
Предусмотрено дополнительное деление электродов на несколько групп, в зависимости от состояния обмазки, точности изготовления этих изделий.
Цвет
Вольфрамовые электроды отдельно имеют цветовую маркировку, указывающую на тип и процентный вес содержащегося в составе оксида:
- Торий – голубые (0,35 – 0,55%), желтые (0,8 – 1,2%), красные (1,7 – 2,2%), сиреневые (2,8 – 3,2%), оранжевые (3,8 – 4,2%).
- Цирконий – коричневые (0,15 – 0,5%) и белые (0,7 – 0,9%).
- Оксид лантана – черные (0,9 – 1,2%), золотые (1,4 – 1,6%), синие (1,8 – 2,2%).
- Оксид церия – серые, соответствующие 1,8 – 2,2%.
Сиреневым и бирюзовым цветами отмечаются смешанные оксиды, состоящие из редкоземельных элементов. Зеленые стержни производятся из чистого вольфрама.
ГОСТ
Для покрытых стержней, посредством которых выполняется дуговая сварка, разработан ГОСТ 9466-75.
Кроме него существуют стандарты, распространяющиеся на электроды, исходя из их назначения.
Для примера, это ГОСТ 9467-75, ГОСТ 10052-75 и ГОСТ 1051-75.
Маркировка сварочных электродов
Маркировка электродов бывает простой, например, состоящей буквально из 3-х символов, и крайне сложной.
В качестве примера можно привести изделия Э50А и, например, Э42А, где:
- Первая бука Э буквально означает «электрод».
- Идущее следом число означает минимальное время сопротивления разрыву.
- Последующие буквы указывают на назначение изделия (А – допускается применение пластичного наплавляемого металла, имеющего повышенную вязкость, Н – изделия для наплавления на поверхности, У – для углеродистых сталей, Т – для теплоустойчивых легированных сталей).
Также в наплавке содержатся самые разные химические элементы, которые маркируются буквами Х, М, Б и Ф, что соответствует хрому, молибдену, ниобию и ванадию.
Касательно непосредственно сердечника, он маркируется следующим образом (последовательно):
- Св – буквенное обозначение сварочного типа проволоки.
- Число, указывающее на процентное содержание углерода.
- Буквы, в которых зашифрован код содержащихся легирующих веществ.
- Число, указывающее на процентное содержание легирующих веществ.
Сварочные электроды, виды и цена
Универсальной классификации сварочных стержней по причине огромного их разнообразия попросту не существует, тем более что никакими универсальными стандартами не регламентированы марки этих изделий.
Из-за этого разумно разделить их на виды по определенным критериям.
В зависимости от материала, из которого изготовлен стержень, все электроды можно отнести к неметаллическим, либо же металлическим.
Неметаллические варианты состоят исключительно из неплавящихся изделий, делятся на:
Графитовые
Бывают обычные и омедненные, используются для соединения медных проводов.
Угольные
Необходимы для строжки, резки и прошивки отверстий.
Применяются по легированным, низколегированным и углеродистым сталям.
Металлические электроды, в свою очередь, делятся еще на две подгруппы:
Неплавящиеся
Как и в случае с неметаллическими вариантами, в работе либо вовсе не плавятся, либо же плавятся, но незначительно, так как сам материал этих расходников не участвует в процессе образования шва и наплавленного металла.
Плавящиеся
Материал сердечника плавится, одновременно расплавляя и кромки соединяемого материала, что в купе и формирует шов.
Группа неплавящихся металлических электродов состоит из следующих типов изделий:
Вольфрамовые
Так называемые чистые (без добавлений, перечисленных ниже) электроды, необходимые для работы в среде аргона (метод сварки TIG). Температура плавления вольфрама составляет 3410°С, за счет чего этот металл является самым тугоплавким.
Торированные
Предыдущий вариант, но с добавлением тория-232 в количестве 1,7 – 2,2%. Обладает минимальным расходом, устойчив к коррозии и высоким температурам, отличается отличными рабочими показателями, из-за чего применяется в автоматизированном создании швов.
Лантанированные
С добавлением лантана. Отличаются отличным возбуждением высокостабильной дуги, низкой скоростью расплавления присадочной проволоки.
Иттрированные
Расходники повышенной стойкости за счет введения в вольфрам окиси иттрия (Y2O3).
Группа плавящихся металлических электродов содержит варианты без покрытия (представляют собой непрерывную проволоку) и изделия с покрытием.
Последние необходимы в ММА-сварке, а по материалу сердечника распространения получили:
Стальные
Изготавливаются из специальной сварочной проволоки толщиной от 0,3 до 12 мм, имеющей несколько марок.
Из них 5 марок – углеродистая, 23 – легированная, а 28 – высоколегированная стали.
Чугунные
Широкое распространение получили в промышленности, имеют намного меньше подвидов.
Сварочные электроды из цветных металлов
Бывают медные, алюминиевые, бронзовые и другие.
Электродные покрытия также получили классификацию, исходя из химического состава:
Руднокислые
Обладают довольно высокой скоростью плавления.
По сути, это универсальные электроды, причем одновременно и инверторные, и трансформаторные, то есть подходят для работы как на постоянном, так и на переменном токе.
Следует помнить, что при сварочных работах выделяется едкий дым, из-за содержания большого количества марганцевой руды, который оказывает негативное влияние на легкие сварщика.
Рутиловые
Производятся, соответственно из рутила, да еще и с двуокисью титана.
Эти дуговые электроды по своим характеристикам схожи с предыдущим вариантом, но меньше выделяют газ, не так интенсивно разбрызгивают материал и обеспечивают лучшее формирование.
Рутил-целюлозные (РЦ) варианты – хороший пример покрытия смешанного типа, обладающего свойствами одновременно двух представленных категорий.
Фтористо-кальциевые
Низководородистые покрытия, которые еще называют основными.
Стержни работают на постоянном обратном токе.
Яркий представитель – марка УОНИ, которую используют в случаях, когда требуется получить высококачественный шов.
Органические
Изготавливаются из различных органических материалов, вроде оксицеллюлозы.
Само целюлозное покрытие обеспечивает низкую чувствительность к состоянию поверхности и качеству сборки материала.
Такие расходники используют на постоянном и переменном токе, причем в любом доступном положении.
Отдельно следует упомянуть ильменитовые покрытия, которые занимают свое место где-то между кислыми и рутиловыми.
Такие электроды обеспечивают плавное и стабильное горение дуги, что дает возможность полностью контролировать рабочий процесс.Необходимо уточнить, что многие марки электродов в тех же интернет-магазинах рассортированы по материалам, для работы с которыми они предназначены:
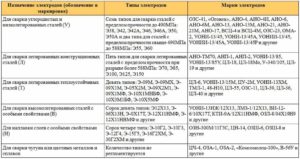
- По нержавейке (в зависимости от марки самой стали) – это электроды ОЗЛ-8, НЖ-13, ОЗЛ-6 и другие.
- По чугуну – это популярные ОЗЧ-2 и 4, ОК 92.18, ОЗЖН-1, МНЧ-2 и другие. Для правильного выбора марки необходимо знать вид чугуна: серый, высокопрочный или ковкий.
- По алюминию и сплавам – применяются в основном для работы в полевых условиях и частном производстве. Предварительно свариваемые алюминиевые детали требуют серьезной подготовки, в частности это очистка от загрязнений и обезжиривание. Для сварки применяют стрежни типа ОЗАНА, ОК, ОЗА, УАНА и ЭВЧ.
- Для сварки меди и ее сплавов используют стержни К-100, ЗТ, Комсомолец, ММ3-2, ОЗЧ-1 и другие.
- По углеродистым сталям – подбирают электроды, соответствующие конкретной марке свариваемого материала. Это стержни МР, АНО, УОНИ и ОЗС.
Учитывая огромное разнообразие видов и размеров сварочных электродов, а также тот факт, что этот расходник поставляется в упаковках с разным количеством, стоимость последних варьируется в широких пределах.
Обычно ценник составляет 160 – 1300 рублей за пачку.
Для сварки пластика, следует отметить справедливости ради, изготавливают специальные электроды.
По сути, это присадочные пластиковые прутки или полоски (плоские электроды), которые применяют для ремонта распространенных видов термопластика, вроде полиамида, полибутилентерефталата, и, конечно, полипропилена с полиэтиленом.
Что нужно знать о сварочных электродах?
На электродный стержень любые покрытия (если предполагается их наличие) наносятся окунанием (обмакиванием) или опрессовкой.
В первом случае проволочный пруток буквально окунают в специально подготовленный раствор.
Это фактически паста, которую готовят путем смешивания требуемых компонентов до образования сметанообразной консистенции.
На первом этапе перемешивается сухая смесь, после чего уже происходит добавление связующего вещества, например, жидкого стекла.
После обмакивания в эту пасту, стержень отправляют на сушку, а затем на упаковку.
Что касается опрессовки, паста наносится под давлением от 400 до 800 атмосфер.
Это более эффективный способ, позволяющий полностью сформировать до 600 готовых изделий в течение всего 1 минуты.
Сушка происходит при температуре 150 – 180 °С.
Перед упаковкой, что касается и первого метода нанесения покрытия, все электроды проходят обязательную проверку на качество.
Сварочные электроды, учитывая, что это расходники, обычно закупают с запасом, это часто приводит к их длительному хранению в складских помещениях.
К последним предъявляются два условия:
- Постоянная влажность, не превышающая 50%.
- Температура не ниже 14 °С. Другими словами, помещение должно быть отапливаемым в холодное время года. Причем и тут важна стабильность, так как перепады в отрицательную сторону дают повышение влажности воздуха.
Подобные условия хранения требуются для вин большой выдержки.
Срок годности сварочных электродов может быть неограничен.
Сварочные электроды: маркировка и назначение, расшифровка марок и обозначений
Работая с ручными электродуговыми сварочными аппаратами, каждый специалист сталкивается с электродами. Важным моментом в этой теме является знание, что такое сварочные электроды, их маркировка и назначение. Данная деталь является несколько сложной в плане изучения, поэтому изобрели специальную классификацию.
На сегодняшний день элементы можно подобрать под любой случай, учитывая при выборе – свариваемые металл, материал, вид конструкции, необходимые особенности шва и другие дополнительные параметры. Ниже можно узнать точную расшифровку всех электродов, их назначение, обозначение и свойства.
Виды электродов
Чтобы качественно и прочно соединить несколько конструкций, сделанных из металла или сплава, используют сварочные оборудования. Одной из важных деталей в каждом инструменте является электрод. Необходимо знать обозначение электродов для сварки, чтобы шов на исходе получился качественным и максимально надежным.
Для более детального и доступного понимания, изучения, применяются виды и марка электродов. Один из самых популярных вопросов у большинства сварщиков – как расшифровываются марки электродов.
Деталь применяется в работах, где присутствует ручная дуговая сварка.
Классификация подобных элементов содержит в себе два группы:
- плавящиеся элементы;
- неплавящиеся.
Особенности маркировки электродов.
Кроме этого плавящиеся детали имеют своё подразделение на:
Одним из главных и весьма актуальных вопросов для любого сварщика, которому предстоит работа с электродами МР, является их обозначение. В первую очередь, стоит отметить, что стержни, расплавляющиеся сварочным аппаратом, должны быть чугунными, стальными, медными или изготовленными из другого материала.
Они выступают в качестве анода либо катода, с функцией присадочного материала.
Защищенная поверхность у стержней плавящихся электродов является многофункциональной, сюда относится удержание дуговой оси и создание облака газов, что мешает шву окисляться.
Детали неплавящиеся производятся при помощи тугоплавкого материала, например, графита, угля либо вольфрама. С их помощью можно разжечь или удержать дугу. Заполняется шов за счет присадки, подающейся в ручном режиме.
Из чего состоит плавящийся электрод?
Как уже упоминалось, сварочные детали делятся на плавящиеся и неплавящиеся. В первом случае, в пачке таких деталей есть внутренний стержень и внешний слой. По требованию Госстандартов, при производстве данного типа сварочных деталей, необходимо использовать материалы с углеродом и разным количество примесей.
Вольфрамовые электроды для сварки.
Кроме этого можно применять медь, различные цветные сплавы, алюминий. Несколько свариваемых частей должны быть изготовлены из одинакового материала. В редких случаях можно приваривать чугунные изделия со сталью и медь с железом.
Всё это влияет на маркировки электродов для сварки. Расшифровка электрода помогает специалисту подобрать правильную деталь под оборудование, чтобы работа в результате получилась качественной и достаточно надежной.
Стрежень вместе с внешним слоем производится, учитывая свариваемый металл, поскольку его состав в процессе изменяется. Марка электродов позволяет разобраться, какую деталь необходимо подобрать под один или иной случай.
Рассматриваемые детали могут способствовать удержанию дуги, помогать расплавить минеральный компонент поверхности, изготавливать защитный газ, возникающий вследствие горения натуральных компонентов поверхности, а также окисляет либо легирует металл.
Классификация покрытых электродов
Из-за большого количества обозначений электродов для ручной дуговой сварки создали специальную марку электродов, в которой находится цифра, обозначение и назначение детали. Маркировка помогает быстро отыскать нужный тип стержня.
Как расшифровать обозначения электродов, и какими признаками они разделяются между собой?
Виды электродов для сварочных работ.
Отметим несколько важных моментов:
- Назначение.
Оно зависит от материала – сплав с небольшим количеством примеси и углеродистый сплав, изделия с большим количеством лигатуры, сплав с повышенной прочностью, уникальными характеристиками и особенностями, наплавочные детали, обладающие уникальными возможностями. - Вид.
Данное значение касается результата, для которого важно следующее: прочные свойства, практически отсутствие вероятности разорваться, временно или точечно воздействовать с механической стороны с окружающей средой. - Марка.
Данное значение является одним из самых уникальных. Оно дается исключительно производителем для более удобной классификации конструкций на внутреннем уровне. Это дает возможность понять, почему некоторая маркировка деталей для сварочных работ может быть одинаковой по параметрам, но разной при отличных между собой производителях. - Толщина.
За счет различия между величинами толщины и её соотношения с размером прутка в центре, детали классифицируют по внешнем слою на: тонкие, небольшие, толстые и самые толстые. - Ток.
Для электродов УОНИ может использоваться любой род тока: постоянный, переменный, прямой, обратный и смешанный. - Состав поверхности.
В этой подкатегории сварочные элементы делят на: основные типы, кислотные, целлюлозные, рутиловые, детали, где есть повышенная концентрация железа и смешанные слои с напылением. - Качество шва.
Сюда также можно отнести и состояние шва, после того как стержни электродов уже будут использованы. Их классификация подразумевает под собой наличие трех групп. Самые лучшие конструкции с отличным высоким качеством находятся в первой группе. Далее идет на уменьшение. - Классификация стержней в зависимости от доступа к работе.
В данном случае их делят в зависимости от положения: хаотичные, все, кроме вертикальных и по направлению вниз, нижние и вертикальные, направляющиеся наверх и нижние.
Маркировка сварочных электродов и их расшифровка
Чтобы разбираться в таком вопросе, как марка электродов, необходимо знать хотя бы несколько их значений. В каждой упаковке есть около 10-ти основных цветов с характеристиками согласно ГОСТу 9466-75. Маркировка электродов определяется по типам покрытых деталей для сварки.
Расшифровка электродов происходит по параметрам. В первую очередь необходимо смотреть на материал: высокопрочная сталь, большое количество углерода в материале, повышенный либо пониженный процент лигатура.
Кроме этого расшифровать электроды можно при помощи специально разработанной таблицы, где указывается, что электрод имеет символ «Э». После этого обозначения следуют цифры, указывающие на самое большое число допустимого напряжения при растягивании шва.
После цифр должно стоять индексирующее значение А. Оно, в свою очередь, показывает и обозначает максимальную устойчивость шва к перегрузкам, которые создаются в условиях пластичности либо ударности. К примеру, Э 52, Э 48, Э 70 и др.
Также стоит обратить внимание на термостойкий и высоколегированный материал с особо толстым покрытием, он также обозначается буквой «Э», однако ещё добавляется после цифры ещё информация, показывающая, что входит в состав материала.
Каждая буква соответствует конкретному химическому элементу из таблицы Менделеева. Рядом указывается цифрами количество в виде сотой доли. Распорядок химических элементов расположен в сторону уменьшения.
Маркировка сварочных электродов обозначается также и марками. Это специальное значение, которое зависит непосредственно от изготовителя детали.Обозначения сварочных электродов.
При выборе необходимого элемента для сварочных работ стоит обращать внимание на диаметр детали, то есть толщину внутренних стенок детали. Его параметрами зачастую являются 1,5-12 миллиметров, однако в домашних условиях используются не больше 5 миллиметров.
Следующим важным значением является его назначение. Существуют детали с углеродистой сталью, небольшим количеством примеси и прочностью на 60 кг/м2. Такие детали обозначаются символом «У». Те, которые имеют легированную конструкционную сталь и прочность больше 60 кг/м2 , обозначаются буквой «Л».
Детали, имеющие низкий коэффициент теплопроводимости, маркируются символом «Т». Буквой «В» обозначаются материалы с большим количеством примеси и индивидуальными особенностями, при которых процесс сварки проходит легче и быстрее.
Символ «Н» имеют назначение для наплавочных слоев, также с индивидуальными свойствами.
Обозначения толщины поверхности подразумевает взаимоотношение поверхности и внутреннего стрежня. При значении меньше 1, конструкция обозначается буквой «М», и считается тонко покрытой. Значением среднего слоя является 1-1,5 и обозначается с использованием символа «С».
Более толстые имеют значение 1,5-2 с маркировкой «Д». Самый толстый слой характеризуется соотношением больше 2-х и маркируется под символом «Г». Кроме этого в маркировке выделяют и полярность электродов.
К основным свойствам шва относят значения собственно детали, благодаря которому он был сварен, прочности, какой процент примеси находится в составе, рабочая температура шва и большое количество дополнительных показателей.
Более подробные обозначения и полный перечень особенностей можно отыскать в специализированных таблицах с предоставленной расшифровкой.
Кроме этого, выделяют смешанный вид, обозначающийся с помощью нескольких символов, в зависимости от содержания вещества.Одной из последних маркировок является пространственной положение:
- любое направление;
- любое кроме вертикального с направлением к низу;
- нижнее с вертикальным;
- только нижнее.
Последнее обозначается от 1 до 4 в зависимости от направления.
Итог
Исходя из предоставленной выше информации, новички и даже профессионалы могут теперь разобраться, что такое марка электродов, какова их классификация, чем характеризуется марка электрода.
Благодаря нескольким значениям, которые стали известны, можно разобраться, какие элементы необходимо подбирать на тот или иной вид сварочных процессов.
Маркировка сварочных электродов и их расшифровка
При работе с ручной электродуговой сваркой вы постоянно работаете с электродами. Этот элемент сварочного процесса не столь прост как кажется и имеет свою обширную классификацию.
Сегодня можно подобрать изделия под любые нужды, исходя из свариваемых металлов, вида оборудования, необходимых свойств шва и множества вспомогательных параметров.
Ниже вы ознакомитесь с классификацией покрытых электродов и их обозначением.
Какие бывают электроды
Электроды, применимые для работ с ручной дуговой сваркой разделяются на плавящиеся и неплавящиеся. Стержни, плавящиеся при сварке, изготавливают из чугуна, стали, меди или другого металла, в зависимости от материала. Они играют роль анода или катода, а также выполняют функцию присадочного материала. Бывают покрытые или непокрытые.
Покрытие в плавящихся стержнях выполняет много функций от удержания дуги, до формирования газового облака, препятствующего окислению шва.Неплавящиеся электроды для сварки, изготавливают из различных тугоплавких материалов – графит, вольфрам или уголь. Служат они для розжига и удержания дуги, а заполнение шва присадками выполняется с помощью ручной подачи плавкого материала.
Из чего состоит плавящийся электрод
Плавящиеся электроды для ручной дуговой сварки состоят из внутреннего стержня и внешнего слоя.
Согласно требованиям Госстандарта, при создании плавящихся электродов сварочных используются разнообразные стали: углеродистые, с большим или малым числом примесей, также применяют медь, алюминий, никель и другие цветные сплавы.
Состав стержня обусловлен свариваемым материалом, так как оба металла должны подходить друг другу. Исключение составляет чугун, который может свариваться как стальными, так и электродами из меди и железа.
Как и стержень, внешний слой изготавливается с учетом свариваемого металла, именно поэтому его состав может несколько меняться. Но несмотря на это оно неизменно выполняет следующие функции:
- способствует удержанию дуги;
- производит шлак обволакивающий сварочную ванну, расплавляя минеральные компоненты покрытия;
- производит защитный газ, появляющийся как следствие горения органических компонентов покрытия.
- выполняет раскисление или легирование металла.
Рекомендуем! Как выбрать электроды для ручной дуговой сварки
Производители сварочных электродов
Ниже, представлена тройка лучших производителей сварочных, покрытых электродов России:
- НПП «Сварка Евразии». За более, чем 70 летнюю историю компания успела освоить полный цикл производства электродов и на данный момент выпускает все виды электродов – плавящиеся, сварочные, для легированных сталей и многие другие.
- ЗАО «Электродный завод». Производитель славится своими изделиями, поставляющимися на крупнейшие машиностроительные заводы страны, также компания выпускает продукцию и для рядового потребителя. Профессиональные сварщики отмечают удобство работы и качество продукции данной компании.
- ООО «НПО Спецэлектрод». Изделия этой фирмы это более 50 различных марок потребительских стержней толщиной до 6мм. Также производство принимает индивидуальные заказы.
Не стоит забывать и про мировых лидеров, тройка лучших:
- Esab – компания с вековой историей и продукцией, признанной лучшей в мире. Эти Шведские электроды знают на всех континентах как самые качественные.
- Kobe Steel – Японская компания, получившая популярность за счет поставок их продукции нефтедобывающим предприятиям.
- Klöckner & Co SE – немецкая компания, производящая сталь и расходные материалы для сварочных работ. Электроды для сварки данной фирмы очень популярны и широко используются в России.
Всё о маркировке электродов

Для чего необходима маркировка? Что означает цифра или буква в маркировке электродов? Эти, и многие другие вопросы часто задают начинающие сварщики. В этой статье мы расскажем, как расшифровывать надписи на упаковке, научим разбираться в деталях маркировок и их особенностях.
Но сначала определение. Маркировка сварочных электродов — это набор цифр и букв, шифрующих информацию о различных характеристиках стержня. Каждой букве или цифре соответствует своя информация.
Маркировка и зашифрованные в ней характеристики влияют на подбор комплектующих, будь то электроды для переменного тока или электроды для постоянного тока.
Сами электроды делятся по многим признакам, о которых мы поговорим далее, и по ходу дела будем объяснять маркировку.
Тип и маркировка
Первый набор букв и цифр, который вы видите на упаковке электродов, обозначается тип стержня. На примере выше указана маркировка Э50А. Такие стержни подходят для сварки низколегированной и легированной прочной стали. Сама маркировка электродов для сварки состоит из следующих символов:
- Буква Э. Ею помечают электроды, предназначенные для ручной дуговой сварки.
- Цифра (в данном случае «50»). Это предел прочности, иногда пишется «50 кгс на квадратный миллиметр или /мм2».
- Буква А. Она обозначает, что шов пластичный и обладает повышенной ударной вязкостью.
Как видите, на данном этапе условное обозначение электродов для сварки очень простое, достаточно запомнить (или выписать на листок), что значит каждая буква и цифра.
Теперь поговорим о существующих типах электродов. Постарайтесь так же запомнить их или выписать, поскольку это облегчит вашу дальнейшую работу.
Итак, для сварки низколегированной или углеродистой стали нам подойдут следующие типы стержней: Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А, Э55, Э60, Э70, Э85, Э100, Э125, Э150.
Не забывайте, что цифра после буквы «Э» обозначает предел прочности, чем сталь прочнее, тем выше должна быть цифра.
Если нужно сварить теплоустойчивую сталь, то подойдут следующие электроды: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ.Для работы с высоколегированной сталью, обладающей особыми свойствами, производители предлагают более сорока типов электродов, но вот наиболее популярные из них: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ.
Если нужно наплавить поверхностный слой, обладающий особыми свойствами, то используйте электроды Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ (также существует еще 38 типов).
Что ж, типов много, но это только начало. Помимо всего прочего, электроды делятся по другим признакам. Каким?
По марке
Следующий набор букв и цифр — это марка электрода (не путайте с понятием маркировка). Марка может быть установлена ГОСТом или запатентована производителем (как в случае с электродами ESAB и их маркой «ОК»). При этом стержню могут соответствовать сразу несколько марок. Это обширная тема, поэтому мы посвятили ей отдельную статью.
По диаметру
Следующие цифры — это диаметр стержня, измеряемый в миллиметрах. Диаметр подбирается исходя из толщины свариваемого металла. Чем толще, тем диаметр больше. В нашем примере это 5 мм.
По назначению
Также электроды могут быть предназначены для различных металлов. В нашем примере это буква «У», она означает, что можно варить низколегированную сталь с пределом прочности 60 кгс на миллиметр квадратный.
Если у такой стали предел прочности выше, то используйте электроды с маркировкой буквой «Л».
Электроды для сварки теплоустойчивой стали обозначаются «Т»; для сварки сталей, имеющих особые свойства установлена буква «В», а стержни для наплавки обозначаются буквой Н».
По коэффициенту толщины покрытия
Следующее обозначение — толщина покрытия или иначе обмазки. В нашем примере это «Д» (толстое покрытие). Но помимо этого, сварочные электроды так же маркируются буквой «М» (тонкое покрытие), буквой «С» (среднее) и буквой «Г» (очень толстое).
По группе индексов
Это одна из самых сложных маркировок, новички часто не понимают ее, потому что в нескольких числах заложено множество характеристик сразу. Обычно, группа индексов пишется на упаковке с электродами для сварки высоколегированной стали, так что это уже упрощает понимание. Давайте подробнее разберем, что значит каждая цифра в нашем примере.
Итак, цифра 5 — это стойкость шва к коррозии. Цифра 1 — это максимальная рабочая температура, при которой указана жаропрочность шва. Цифра 4 — это рабочая температура шва.
Цифра (4), взятая в скобки, обозначает, сколько в шве ферритной фазы. Чем каждая цифра больше, тем соответственно больше значение.
Ниже таблица с характеристиками металла шва для сварки высоколегированных сталей, изучив ее вы поймете, что значит каждая цифра.
Условное обозначение электродов для наплавки может состоять из двух частей, а не из 3-4 цифр, как мы говорили ранее. К индексу из 3-4 цифр добавляется индекс из трех цифра, написанных через дефис и разделенных дробью с первым индексом. Например, Е300/32-1.
Цифра 32 обозначает твердость металла, который можно наплавить. Цифра 1 обозначает, что твердость у таких электродов обеспечивается без термического воздействия.
Иногда можно встретить цифру 2, она означает, что твердость обеспечивается после термического воздействия.
По типу покрытия
Это одно из последних значений в маркировке. Как многие другие характеристики электрода обозначается буквой. В нашем примере буква «Б» (основное покрытие), но бывает также «Ц» (целлюлозное), «А» (кислое), «Р» (рутиловое) и «П» (прочее).
Буквы могут соединяться, обозначая электроды с особым покрытием (к примеру, «РЦ» обозначает рутилово-целлюлозное).
Если в составе обмазки есть железный порошок, то дополнительно ставится буква «Ж» (к примеру, «БЖ» обозначает основное покрытие с железным порошком).
По пространственному положению
Каждый тип электрода предназначен для работы в определенном положении. В нашем примере это стержень для работы в любых положениях, кроме вертикального, обозначается цифрой «2».
Также есть цифра «1» (полностью универсальный), «3» (для работы горизонтально на вертикальной плоскости) и «4» (для нижних угловых соединений).
Эти цифры соответствуют международным стандартам и ими маркируется большинство как отечественных, так и зарубежных материалов.
По характеристикам сварочного тока
Иногда этой маркировки нет, но мы добавили ее в свой пример. Это цифра «0», она означает, что такими электродами можно работать только на постоянном токе, установив обратную полярность.
Особые маркировки
Вы могли заметить, что мы пропустили букву «Е», когда говорили про группу индексов. Это особая маркировка, она обозначает, что перед вами плавящийся электрод с покрытием. Это так же международное обозначение.
Пример расшифровки
Чтобы закрепить, рассмотрим расшифровку марки электродов на примере АНО-21.
1: Тип электрода (Э46, подходит для низколегированных сталей с низким пределом прочности). 2: Марка (АНО-21 соответственно). 3: Диаметр (в нашем случае 2,5 миллиметра).
4: Назначение (буква «У», значит для углеродистой или низколегированной стали) и т.д.