ТВЧ установка своими руками
Самодельная индукционная печь для плавки металла своими руками: схема и видеоинструкция
Плавка металла методом индукции широко применяется в разных отраслях: металлургии, машиностроении, ювелирном деле. Простую печь индукционного типа для плавки металла в домашних условиях можно собрать своими руками.
Принцип действия
Нагрев и плавка металлов в индукционных печах происходят за счет внутреннего нагрева и изменения кристаллической решетки металла при прохождении через них высокочастотных вихревых токов. В основе этого процесса лежит явление резонанса, при котором вихревые токи имеют максимальное значение.
Чтобы вызвать протекание вихревых токов через расплавляемый металл, его помещают в зону действия электромагнитного поля индуктора — катушки. Она может иметь форму спирали, восьмерки или трилистника. Форма индуктора зависит от размеров и формы нагреваемой заготовки.
Катушка индуктора подключается к источнику переменного тока. В производственных плавильных печах используют токи промышленной частоты 50 Гц, для плавки небольших объемов металлов в ювелирном деле используют высокочастотные генераторы, как более эффективные.
Виды
Вихревые токи замыкаются по контуру, ограниченному магнитным полем индуктора. Поэтому нагрев токопроводящих элементов возможен как внутри катушки, так и с внешней ее стороны.
- Поэтому индукционные печи бывают двух типов:
- канальные, в которых емкостью для плавки металлов являются каналы, расположенные вокруг индуктора, а внутри него расположен сердечник;
- тигельные, в них используется специальная емкость — тигель, выполненный из жаропрочного материала, обычно съемный.
Канальная печь слишком габаритная и рассчитана на промышленные объемы плавки металлов. Её используют при выплавке чугуна, алюминия и других цветных металлов.
Тигельная печь довольно компактна, ей пользуются ювелиры, радиолюбители, такую печь можно собрать своими руками и применять в домашних условиях.
Устройство
- Самодельная печь для плавки металлов имеет довольно простую конструкцию и состоит из трех основных блоков, помещенных в общий корпус:
- генератор переменного тока высокой частоты;
- индуктор — спиралевидная обмотка из медной проволоки или трубки, выполненная своими руками;
- тигель.
Тигель помещают в индуктор, концы обмотки подключают к источнику тока. При протекании тока по обмотке вокруг нее возникает электромагнитное поле с переменным вектором. В магнитном поле возникают вихревые токи, направленные перпендикулярно его вектору и проходящие по замкнутому контуру внутри обмотки.
Они проходят через металл, положенный в тигель, при этом нагревая его до температуры плавления.
Достоинства индукционной печи:
- быстрый и равномерный нагрев металла сразу после включения установки;
- направленность нагрева — греется только металл, а не вся установка;
- высокая скорость плавления и однородность расплава;
- отсутствует испарение легирующих компонентов металла;
- установка экологически чиста и безопасна.
В качестве генератора индукционной печи для плавки металла может быть использован сварочный инвертор. Также можно собрать генератор по представленным ниже схемам своими руками.
Печь для плавки металла на сварочном инверторе
Эта конструкция отличается простотой и безопасностью, так как все инверторы оборудованы внутренними защитами от перегрузок. Вся сборка печи в этом случае сводится к изготовлению своими руками индуктора.
Выполняют его обычно в форме спирали из медной тонкостенной трубки диаметром 8-10 мм. Ее сгибают по шаблону нужного диаметра, располагая витки на расстоянии 5-8 мм.
Количество витков — от 7 до 12, в зависимости от диаметра и характеристик инвертора.Общее сопротивление индуктора должно быть таким, чтобы не вызывать перегрузки по току в инверторе, иначе он будет отключаться внутренней защитой.
Индуктор можно закрепить в корпусе из графита или текстолита и установить внутрь тигель. Можно просто поставить индуктор на термостойкую поверхность. Корпус не должен проводить ток, иначе замыкание вихревых токов будет проходить через него, и мощность установки снизится. По этой же причине не рекомендуется располагать в зоне плавления посторонние предметы.
При работе от сварочного инвертора его корпус нужно обязательно заземлять! Розетка и проводка должны быть рассчитаны на потребляемый инвертором ток.
Индукционная печь на транзисторах: схема
Существует множество различных способов собрать индукционный нагреватель своими руками. Достаточно простая и проверенная схема печи для плавки металла представлена на рисунке:
- Чтобы собрать установку своими руками, понадобятся следующие детали и материалы:
- два полевых транзистора типа IRFZ44V;
- два диода UF4007 (можно также использовать UF4001);
- резистор 470 Ом, 1 Вт (можно взять два последовательно соединенных по 0,5 Вт);
- пленочные конденсаторы на 250 В: 3 штуки емкостью 1 мкФ; 4 штуки — 220 нФ; 1 штука — 470 нФ; 1 штука — 330 нФ;
- медный обмоточный провод в эмалевой изоляции Ø1,2 мм;
- медный обмоточный провод в эмалевой изоляции Ø2 мм;
- два кольца от дросселей, снятых с компьютерного блока питания.
Последовательность сборки своими руками:
- Полевые транзисторы устанавливают на радиаторы. Поскольку схема в процессе работы сильно греется, радиатор должны быть достаточно большими. Можно установить их и на один радиатор, но тогда нужно изолировать транзисторы от металла с помощью прокладок и шайб из резины и пластика. Распиновка полевых транзисторов приведена на рисунке.
- Необходимо изготовить два дросселя. Для их изготовления медную проволоку диаметром 1,2 мм наматывают на кольца, снятые с блока питания любого компьютера. Эти кольца состоят их порошкового ферромагнитного железа. На них необходимо намотать от 7 до 15 витков проволоки, стараясь выдерживать расстояние между витками.
- Собирают перечисленные выше конденсаторы в батарею общей емкостью 4,7 мкФ. Соединение конденсаторов — параллельное.
- Выполняют обмотку индуктора из медной проволоки диаметром 2 мм. Наматывают на подходящий по диаметру тигля цилиндрический предмет 7-8 витков обмотки, оставляют достаточно длинные концы для подключения к схеме.
- Соединяют элементы на плате в соответствии со схемой. В качестве источника питания используют аккумулятор на 12 В, 7,2 A/h. Потребляемый ток в режиме работы — около 10 А, емкости аккумулятора в этом случае хватит примерно на 40 минут.При необходимости изготовляют корпус печи из термостойкого материала, например, текстолита.Мощность устройства можно изменить, поменяв количество витков обмотки индуктора и их диаметр.
При продолжительной работе элементы нагревателя могут перегреваться! Для их охлаждения можно использовать вентилятор.
Индукционный нагреватель для плавки металла: видео
Индукционная печь на лампах
Более мощную индукционную печь для плавки металлов можно собрать своими руками на электронных лампах. Схема устройства приведена на рисунке.
Для генерации высокочастотного тока используются 4 лучевые лампы, соединенные параллельно. В качестве индуктора используется медная трубка диаметром 10 мм. Установка оснащена подстроечным конденсатором для регулировки мощности. Выдаваемая частота — 27,12 МГц.
Для сборки схемы необходимы:
- 4 электронные лампы — тетрода, можно использовать 6L6, 6П3 или Г807;
- 4 дросселя на 100…1000 мкГн;
- 4 конденсатора на 0,01 мкФ;
- неоновая лампа-индикатор;
- подстроечный конденсатор.
Сборка устройства своими руками:
- Из медной трубки выполняют индуктор, сгибая ее в форме спирали. Диаметр витков — 8-15 см, расстояние между витками не менее 5 мм. Концы лудят для пайки к схеме. Диаметр индуктора должен быть больше диаметра помещаемого внутрь тигля на 10 мм.
- Размещают индуктор в корпусе. Его можно изготовить из термостойкого не проводящего ток материала, либо из металла, предусмотрев термо- и электроизоляцию от элементов схемы.
- Собирают каскады ламп по схеме с конденсаторами и дросселями. Каскады соединяют в параллель.
- Подключают неоновую лампу-индикатор — она будет сигнализировать о готовности схемы к работе. Лампу выводят на корпус установки.
- В схему включают подстроечный конденсатор переменной емкости, его ручку также выводят на корпус.
Охлаждение схемы
Промышленные плавильные установки оснащены системой принудительного охлаждения на воде или антифризе. Выполнение водяного охлаждения в домашних условиях потребует дополнительных затрат, сопоставимых по цене со стоимостью самой установки для плавки металла.
Выполнить воздушное охлаждение с помощью вентилятора можно при условии достаточно удаленного расположения вентилятора. В противном случае металлическая обмотка и другие элементы вентилятора будут служить дополнительным контуром для замыкания вихревых токов, что снизит эффективность работы установки.
Элементы электронной и ламповой схемы также способны активно нагреваться. Для их охлаждения предусматривают теплоотводящие радиаторы.
Меры безопасности при работе
- Основная опасность при работе с самодельной установкой — опасность получения ожогов от нагреваемых элементов установки и расплавленного металла.
- Ламповая схема включает элементы с высоким напряжением, поэтому её нужно разместить в закрытом корпусе, исключив случайное прикосновение к элементам.
- Электромагнитное поле способно воздействовать на предметы, находящиеся вне корпуса прибора. Поэтому перед работой лучше надеть одежду без металлических элементов, убрать из зоны действия сложные устройства: телефоны, цифровые камеры.
Не рекомендуется использовать установку людям с вживлёнными кардиостимуляторами!
Печь для плавки металлов в домашних условиях может использоваться также для быстрого нагрева металлических элементов, например, при их лужении или формовке.
Характеристики работы представленных установок можно подогнать под конкретную задачу, меняя параметры индуктора и выходной сигнал генераторных установок — так можно добиться их максимальной эффективности.
Индукционный нагреватель металла: простая схема для изготовления своими руками

страница » Индукционный нагреватель металла: простая схема для изготовления своими руками
Технология индукционного нагрева быстро наращивает популярность, благодаря многим преимуществам практического использования. Причём этот метод работы с металлами привлекает не столько промышленную индустрию, сколько частный бытовой сектор. Однако условия создания аппаратных установок в обоих случаях существенно отличаются.
В отличие от промышленного сектора, частникам, работающим в быту, требуется аппаратура относительно небольшой мощности, простая по исполнению, доступная по цене. Здесь описывается схема на индукционный нагреватель мощностью 1600 Вт, которая вполне реализуется в домашних условиях.
Это своего рода пример, демонстрирующий, как создать аппарат под индукционный нагрев для применения в быту.
Принцип технологии индукционный нагрев
Принцип технологии индукционного нагрева достаточно прост с физической точки зрения. Образованная из проводника тока катушка генерирует высокочастотное магнитное поле. В свою очередь, металлический объект, помещённый во внутреннюю область катушки, индуцирует вихревые токи. В результате объект сильно нагревается.
Параллельно с катушкой индуктивности, как правило, включается резонансная ёмкость. Предпринимается такой шаг для компенсации индуктивного характера катушки. Резонансная цепь, созданная элементами катушка-конденсатор, возбуждается на собственной резонансной частоте. Значение тока возбуждения существенно меньше, чем значение тока, протекающего через катушку индуктивности.
Схема индукционного простого нагревателя мощностью 1600 Вт
Представленную схему следует рассматривать, скорее, как экспериментальный вариант. Тем не менее, этот вариант является вполне работоспособным. Главные преимущества схемы:
- относительная простота,
- доступность деталей,
- лёгкость сборки.
Схема индукционного нагревателя (картинка ниже) работает по принципу «двойного полумоста», дополненного четырьмя силовыми транзисторами с изолированным затвором из серии IGBT (STGW30NC60W). Транзисторы управляются посредством микросхемы IR2153 (самостоятельно тактируемый полумостовой драйвер).
НАГРЕВАТЕЛИ
Схематически представленный упрощённый индукционный нагреватель малой мощности, конструкция которого допускает применение в условиях частных хозяйств
Двойной полумост способен обеспечить ту же мощность, что и полный мост, но тактируемый полумостовой драйвер затвора проще в исполнении и, соответственно, в применении. Мощный двойной диод типа STTH200L06TV1 (2x 120A) работает как схема антипараллельных диодов.
Гораздо меньших по мощности диодов (30А) будет вполне достаточно. Если предполагается использовать транзисторы серии IGBT со встроенными диодами (например, STGW30NC60WD), от этого варианта вполне можно отказаться.
Рабочая частота резонанса настраивается с помощью потенциометра. Наличие резонанса определяется по наиболее высокой яркости светодиодов.
ТРАНЗИСТОР IGBT
Электронные компоненты простого индукционного нагревателя, создаваемого своими руками: 1 — Мощный двойной диод типа STTH200L06TV1; 2 – транзистор со встроенными диодами тип STGW30NC60WD
ДИОДЫ STTH
Конечно, всегда остаётся возможность построения более сложного драйвера. Вообще, оптимальным видится решение использовать автоматическую настройку. Таковая, как правило, используется в схемах профессиональных индукционных нагревателей, но текущая схема, в случае такой модернизации, явно утрачивает фактор простоты.
Регулировка частоты, катушка индуктивности, мощность
Схемой индукционного нагревателя предусматривается регулировка частоты в диапазоне, примерно, 110 — 210 кГц. Однако схема управления требует вспомогательного напряжения 14-15В, получаемого от небольшого адаптера (коммутатор допускает коммутируемое исполнение или обычное).
Выход схемы индукционного нагревателя подключается к рабочей цепи катушки через согласующий дроссель L1 и трансформатор изолирующего действия. Дроссель имеет 4 витка провода на сердечнике диаметром 23 см, изолирующий трансформатор состоит из 12 витков двухжильного кабеля, намотанного на сердечнике диаметром 14 см.
Выходная мощность индукционного нагревателя с указанными параметрами составляет около 1600 Вт. Между тем не исключаются возможности наращивания мощности до более высоких значений.
КОНДЕНСАТОРЫ
Экспериментальная конструкция индукционного нагревателя, изготовленная своими руками в домашних условиях.Эффективность устройства достаточно высокая, несмотря на малую мощность
Рабочая катушка индукционного нагревателя изготовлена из проволоки диаметром 3,3 мм.
Лучшим материалом исполнения катушки видится медная труба, для которой допускается применить простую систему водяного охлаждения. Катушка индуктивности имеет:
- 6 витков намотки,
- диаметр 24 мм,
- высоту 23 мм.
Для этого элемента схемы характерным явлением видится существенный нагрев по мере работы установки в активном режиме. Этот момент следует учитывать, выбирая материал для изготовления.
Модуль резонансного конденсатора
Резонансный конденсатор сделан в виде батареи небольших конденсаторов (модуль собран из 23 малых конденсаторов). Общая ёмкость батареи равна 2,3 мкФ. В конструкции допускается использование конденсаторов ёмкостью 100 нФ (~ 275В, полипропилен МКП, класс X2).
Этот тип конденсаторов не предназначен для таких целей, как применение в схеме индукционного нагревателя. Однако, как показала практика, отмеченный тип элементов ёмкости вполне удовлетворяет работой на резонансной частоте 160 кГц. Рекомендуется использовать ЭМИ фильтр.
ЭМИ ФИЛЬТРЫ
Фильтр электромагнитного излучения. Примерно такой рекомендуется использовать в конструкции индукционного нагревателя с целью минимизации помех
Регулируемый трансформатор допускается заменить схемой «мягкого» старта. Например, можно рекомендовать прибегнуть к использованию схемы простого ограничителя тока:
- нагреватели,
- галогенные лампы,
- другие приборы,
мощностью около 1 кВт, подключаемые последовательно с индукционным нагревателем при первом включении.
Предупреждение о мерах безопасности
Изготавливая индукционный нагреватель по представленной схеме, следует помнить: контур схемы индукционного нагрева подключается к электрической сети и находится под высоким напряжением. Настоятельно рекомендуется использовать в конструкции потенциометр с изолированным стержнем.
Высокочастотное электромагнитное поле несёт вредный потенциал, способный повредить электронные устройства и носители информации. Представленная схема, учитывая простоту реализации, несёт значительные электромагнитные помехи. Этот фактор может привести к различным аварийным последствиям:
- поражению электрическим током,
- ожогам,
- возгораниям.
Поэтому, прежде чем принять решение по созданию и проведению экспериментов с индукционным нагревателем, следует обеспечить полную безопасность для конечного пользователя и окружающих.
: индукционный нагреватель сварочным инвертором
Представленный выше видеоролик – демонстрация работоспособности устройства по нагреву металла. Это устройство изготовлено посредством переделки сварочного инвертора, и как отмечает автор, действует вполне эффективно:
Заключительный штрих
Таким образом, сооружение индукционного нагревателя своими руками для расплавления металла в домашних условиях – это не фантастическая идея, но вполне реализуемое дело. При желании, наличии соответствующей информации, комплектующих деталей, собрать работоспособный нагреватель вполне допустимо.
При помощи информации: Danyk
Как сделать индукционный нагреватель своими руками по схеме

Приборы, осуществляющие нагрев за счет электричества, а не газа, безопасны и удобны. Такие нагреватели не производят копоти и неприятного запаха, но потребляют большое количество электроэнергии. Отличный выход — собрать индукционный нагреватель своими руками. Это и экономия средств, и вклад в бюджет семьи. Существует много простых схем, по которым индуктор можно собрать самостоятельно.
Сила индукции
Для того чтобы было легче разобраться в схемах и правильно собрать конструкцию, нелишним будет заглянуть в историю электричества. Способы нагрева металлических конструкций электромагнитным током катушки широко используются в промышленном изготовлении бытовых приборов — котлов, нагревателей и плит. Оказывается, можно сделать рабочий и долговечный индукционный нагреватель своими руками.
Сборка по схемам
Собрать индуктивный нагреватель своими руками может любой человек, знакомый с законами физики. Сложность устройства будет варьироваться от степени подготовленности и опытности мастера.
Существует множество видеоуроков, следуя которым можно создать эффективное устройство. Практически всегда необходимо использовать такие основные составляющие:
- стальная проволока диаметром 6−7 мм;
- медная проволока для катушки индуктивности;
- сетка из металла (для удержания проволоки внутри корпуса);
- переходники;
- трубы для корпуса (из пластика или стали);
- высокочастотный инвертор.
Этого будет достаточно для сборки индукционной катушки своими руками, а ведь именно она находится в основе проточного водонагревателя. После подготовки необходимых элементов можно подходить непосредственно к процессу изготовления аппарата:
- нарезать проволоку на отрезки в 6−7 см;
- металлической сеткой покрыть внутреннюю часть трубы и засыпать проволоку доверху;
- аналогично закрыть отверстие трубы снаружи;
- намотать на пластиковый корпус медную проволоку не менее 90 раз для катушки;
- вставить конструкцию в систему отопления;
- с помощью инвертора подключить катушку к электричеству.
Желательно предварительно заземлить инвертор и приготовить антифриз или воду.
По похожему алгоритму можно легко собрать индукционный котел, для чего следует:
- нарезать заготовки из стальной трубы 25 на 45 мм со стенкой не толще 2 мм;
- сварить их друг с другом, соединяя меньшими диаметрами между собой;
- приварить железные крышки к торцам и просверлить отверстия для патрубков с резьбой;
- сделать крепление для индукционной печки, приварив с одной стороны два уголка;
- вставить варочную панель в крепление из уголков и подключить к электросети;
- внести в систему теплоноситель и включить нагрев.
- нарезать заготовки из стальной трубы 25 на 45 мм со стенкой не толще 2 мм;
- сварить их друг с другом, соединяя меньшими диаметрами между собой;
- приварить железные крышки к торцам и просверлить отверстия для патрубков с резьбой;
- сделать крепление для индукционной печки, приварив с одной стороны два уголка;
- вставить варочную панель в крепление из уголков и подключить к электросети;
- внести в систему теплоноситель и включить нагрев.
Многие индукторы работают на мощности не выше 2 — 2,5 кВт. Такие обогреватели рассчитаны на помещение 20 — 25 м². Если генератор используют в автосервисе, можно подключить его к сварочному аппарату, но важно учитывать определенные нюансы:
- Необходим переменный ток, а не постоянный как у инвертора. Сварочный аппарат придется исследовать на наличие точек, где напряжение не имеет прямой направленности.
- Количество витков к проводу большего сечения подбирается математическим вычислением.
- Потребуется охлаждение работающих элементов.
Создание усложненных приборов
Сделать нагревательную установку ТВЧ своими руками сложнее, но это подвластно радиолюбителям, ведь для ее сбора потребуется схема мультивибратора. Принцип работы аналогичен — вихревые токи, возникающие из взаимодействия металлического наполнителя в центре катушки и ее собственного высокомагнитного поля, нагревают поверхность.
Конструирование ТВЧ-установок
Поскольку даже небольшого размера катушки вырабатывают ток около 100 А, вместе с ними потребуется подключить резонирующую емкость для уравновешивания индукционной тяги. Существует 2 вида рабочих схем для нагревательной ТВЧ в 12 В:
- целенаправленная электрическая;
- подключенная к питанию сети.
- целенаправленная электрическая;
- подключенная к питанию сети.
В первом случае мини ТВЧ-установку можно собрать за час. Даже при отсутствии сети в 220 В можно использовать такой генератор где угодно, но при наличии автомобильных аккумуляторов как источников питания.
Конечно, она недостаточно мощная, чтобы плавить металл, но способна нагреться до высоких температур, необходимых для мелкой работы, например, нагрев ножей и отверток до синего цвета.
Для ее создания необходимо приобрести:
- полевые транзисторы BUZ11, IRFP460, IRFP240;
- автомобильный аккумулятор от 70 А/ч;
- высоковольтные конденсаторы.
Ток источника питания 11 А в процессе нагревания снижается до 6 А из-за сопротивления металла, но необходимость в толстых проводах, выдерживающих ток 11−12 А, сохраняется, чтобы избежать их перегрева.
Вторая схема для индукционной установки нагрева в пластиковом корпусе более сложная, на основе драйвера IR2153, но по ней удобнее выстроить резонанс по регулятору в 100к.
Управлять схемой необходимо через адаптер сети с напряжением от 12 В. Силовую часть можно подвести напрямую к основной сети в 220 В, используя диодный мост. Частота резонанса получается 30 кГц.
Потребуются следующие элементы:
- ферритовый сердечник 10 мм и дроссель 20 витков;
- медная трубка в качестве катушки ТВЧ в 25 витков на оправку 5−8 см;
- конденсаторы 250 V.
Вихревые нагреватели
Более мощную установку, способную греть болты до желтого цвета, можно собрать по простой схеме. Но при работе выделение тепла будет довольно большим, поэтому рекомендуется устанавливать радиаторы на транзисторы. Также потребуется дроссель, позаимствовать который можно из блока питания любого компьютера, и следующие вспомогательные материалы:
- стальной ферромагнитный провод;
- медная проволока в 1,5 мм;
- полевые транзисторы и диоды под обратное напряжение от 500 В;
- стабилитроны мощностью 2−3 Вт с расчетом на 15 В;
- простые резисторы.
В зависимости от желаемого результата, намотка провода на медную основу составляет от 10 до 30 витков. Далее идет сборка схемы и подготовка катушки-основы нагревателя примерно из 7 витков медной проволоки в 1,5 мм. Она подключается к схеме, а затем к электричеству.
Умельцы, знакомые со сваркой и управлением трехфазным трансформатором, способны еще больше повысить КПД устройства при одновременном снижении веса и размера. Для этого нужно сварить основания двух труб, которые послужат как сердечником, так и нагревателем, а в корпус после обмотки вварить два патрубка для осуществления подвода и отвода теплоносителя.
Мастера рекомендуют обязательно сделать для этой конструкции изоляцию во избежание утечки тока и тепла. Это также позволит уменьшить шум во время работы.
Общие советы
Ориентируясь на схемы, можно достаточно быстро собрать индукторы различной мощности для нагрева воды, металлов, обогрева дома, гаража и автосервиса. Необходимо помнить и о правилах безопасности для эффективной службы нагревателей такого типа, ведь утечка теплоносителя из самодельного устройства может закончиться пожаром.
Есть определенные условия организации работы:
- расстояние между индукционным котлом, стенами, электроприборами должно быть не меньше 40 см, а от пола и потолка лучше отступить 1 м;
- с помощью манометра и устройства по сбросу воздуха обеспечивается система безопасности за выходным патрубком;
- пользоваться устройствами желательно в закрытых контурах с принудительной циркуляцией теплоносителя;
- возможно применение в пластиковых трубопроводах.
Самостоятельная сборка индукционных генераторов обойдется недорого, но и не бесплатно, ведь нужны комплектующие достаточно хорошего качества. Если у человека нет специальных знаний и опыта в радиотехнике и сварке, то не стоит самостоятельно собирать обогреватель для большой площади, ведь мощность нагрева не превысит 2,5 кВт.
Однако самостоятельная сборка индуктора может рассматриваться как самообразование и повышение квалификации хозяина дома на практике. Можно начать с небольших приборов по простым схемам, а поскольку принцип действия в более сложных устройствах тот же, только добавляются дополнительные элементы и преобразователи частоты, то и освоить его поэтапно будет легко и вполне бюджетно.
Индукционный нагреватель металла. Принцип работы

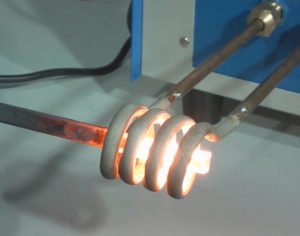
Технология индукционного нагрева заготовок востребована не только в цехах горячей объёмной штамповки. Компактные индукторы необходимы, в частности, для автосервиса, занимающегося изготовлением и ремонтом стальных деталей из профилированного проката. Приобретать промышленный индуктор дорого. Есть ли альтернатива?
Как работает индукционный нагреватель?
Для реализации процесса индукционного нагрева используется известный физический принцип, когда для деформирования в горячем состоянии заготовку размещают в магнитном поле кольцеобразного индуктора. Питание такой катушки производится электрическим переменным током частоты, резко выше, чем обычная (50 или 60 Гц).
Принцип работы индукционного нагревателя следующий. Создаваемые в электромагнитном поле вихревые токи (у них есть и другое название – токи Фуко) производят нагрев металла.
Непосредственное соприкосновение заготовки и нагревательного элемента не обязательно, важно только, чтобы индуктор равномерно охватывал нагреваемую поверхность металла.
Используя трансформатор, установка подключается к генератору, который обеспечивает требующиеся значения мощности и частоты.
Индукционным нагревом можно обеспечить сравнительно быстрое повышение температуры поверхностных слоёв. В частности, для нагревания прутковой заготовки сечением 35…40 мм и длиной 140….150 мм потребуется около 20…25 с.
Примерные диапазоны соответствия наилучшей частоты тока и поперечного сечения круглого прутка приведены в таблице.
| Диаметр, мм | 20…40 | 40…60 | 60…80 | 80…100 | 100…120 |
| Частота, кГц | 100…40 | 40…10 | 10…4 | 4…1 | 1…0,5 |
Для полосового металла применять индукционный нагрев менее выгодно, чем для круглого прутка, поскольку расстояние между внутренним диаметром катушки и металлом непостоянно.
Обычно применяется частота от 10 кГц, тогда КПД индукционного нагревателя достигает максимума. Частота регулируется в зависимости от:
- требуемой производительности нагрева;
- температуры нагреваемого металла;
- размеров поперечного сечения.
Конструкции промышленных индукторов снабжаются устройствами для автоматической загрузки-выгрузки нагретых заготовок. Это необходимо потому, чтобы интервал между нагревом и пластическим деформированием металла был минимальным.
Время нагрева стальных заготовок невелико: для сечения 20 мм оно составляет всего 10 с, поэтому потери металла в окалину незначительны.
Индукционный нагреватель своими руками
Известен ряд конструкций индукторов, изготовленных из сварочного инвертора, принцип действия которых может быть использован для наведения в металле вихревых токов Фуко.
Изготовление самодельного индуктора заключается в следующем. Вначале потребуется изготовить прочный корпус, в котором будет находиться узел крепления нагреваемой заготовки. Корпус необходимо подвергнуть закалке, чтобы он не деформировался под воздействием возможных ударов.
Ещё лучше, если материал подвергнуть азотированию: в этом случае реализуются два преимущества — дополнительное увеличение твердости за счет более полного превращения остаточного аустенита в мартенсит, и улучшение скин-эффекта, когда по внешней стороне заготовки будет протекать более мощный ток.
Прочность оценивается по пробе на искру.
Следующей стадией является изготовление нагревающей катушки. Её делают из индивидуально изолированных проводов: в этом случае потери мощности будут минимальными. Подойдёт и медная трубка – она имеет большую площадь поверхности, по которой будут наводиться вихревые токи, при этом собственный нагрев индуктора из-за высокой электропроводности меди практически отсутствует.
После подключения катушки к системе водяного охлаждения и проверки системы прокачки индуктор готов к работе.
Рабочая схема
В состав нагревателя входят следующие составляющие:
- Инверторный блок, рассчитанный на напряжение 220…240 В, при токе не менее 10 А.
- Трёхпроводная кабельная линия (один провод – заземляющий) с нормально разомкнутым переключателем.
- Система водяного охлаждения (крайне желательно использовать очистные фильтры для воды).
- Набор катушек, отличающихся внутренними диаметрами и длиной (при ограниченных объёмах работ можно обойтись и одной катушкой).
- Нагревающий блок (можно применить модуль на силовых транзисторах, которые выпускаются китайскими фирмами Infineon или IGBT).
- Демпферная цепь с несколькими конденсаторами Semikron.
Генератор высокочастотных колебаний принимается тот же, что и у базового инвертора. Важно, чтобы его эксплуатационные характеристики полностью соответствовали тем, которые указаны в предыдущих разделах.
После сборки блок заземляется, и с помощью соединительных кабелей нагревательная индукционная катушка присоединяется к блоку питания инвертора.
Примерные эксплуатационные возможности самодельного индукционного нагревателя металла:
- Наибольшая температура нагрева, °С – 800.
- Минимальная мощность инвертора – 2 кВА.
- Продолжительность включения ПВ, не менее – 80.
- Рабочая частота, кГц (регулируемая) — 1,0…5,0.
- Внутренний диаметр катушки, мм – 50.
Следует отметить, что такой индуктор потребует специально подготовленного рабочего места – бака для отработанной воды, насоса, надёжного заземления.
Индукционные нагреватели своими руками — из сварочного инвертора и не только, схема

Многих привлекает электрическое отопление тем, что оно работает автономно и не надо за ним постоянно присматривать. Негативной стороной таких отопительных котлов является стоимость и технические требования.
В некоторых местах их просто нельзя применить. Но многих владельцев это не пугает, и они считают, что именно простота эксплуатации перекрывает все недостатки.
Особенно тогда, когда на рынках сбыта появились новые типы электрических котлов, имеющих индуктивные катушки, а не ТЕНы. Они с мгновенной скоростью разогревают теплоноситель и экономно отапливают здание, по мнению владельцев агрегатов. Новый тип котлов называют индукционным.
Новый вид нагревателей удобен в эксплуатации. Считаются безопасными, в сравнении с газовыми нагревателями, нет сажи и копоти, что не скажешь о приборах с твёрдым топливом. И самое главное преимущество – нет нужды заготавливать твёрдое топливо (уголь, дрова, пеллеты).
И как только появились индукционные нагреватели, сразу нашлись умельцы, которые в целях экономии, пытаются создать такую установку своими руками.
В этой статье мы поможем вам сконструировать нагревательный прибор самостоятельно.
Устройство, где происходит нагревание металла и продуктов ему подобных без контакта, называют индукционным нагревателем. Работой управляет переменное индукционное поле, воздействующее на металл, и токи внутри образуют тепло.
Токи высокой частоты воздействуют на продукцию помимо изоляции, из-за чего конструкция является необыкновенной перед другими видами нагрева.
В сегодняшних индукционных нагревателях присутствуют полупроводниковые редукторы частоты. Такой тип нагревания широко используется в термообработке поверхностей из стали и различных соединений, сплавов.
Компактность оборудования используются в новаторских технологиях, при этом, присутствует огромный экономический эффект. Разнообразные модели помогают внедряться гибким и автоматизированным сочетаниям, включающие в себя транзисторные редукторы частот всестороннего типа и соединительные блоки, когда предпочитается индукционная система.
Описание
Устройство нагревателя
В состав типового нагревательного элемента входят следующие узлы:
- Нагревательный элемент в виде прутка или металлической трубки.
- Индуктор – это медная проволока, обрамляющая витками катушку. В процессе работы он исполняет роль генератора.
- Генератор переменного тока. Отдельная конструкция, где происходит преобразование стандартного тока в величину с высокой частотой.
На практике, индукционные установки используются недавно. Теоретические изучения намного опережают. Такое можно объяснить одной преградой – получение высокой частоты магнитных полей. Дело в том, что использовать установки с низкой частотой считается неэффективным. Как только появились генераторы токов с высокой частотой, проблема разрешилась.
Генераторы ТВЧ прошли свой эволюционный период; от ламповых, до современных моделей, выполняющихся на базе IGBT. Теперь они более эффективные, имеют малый вес и размеры. Частотное ограничение их 100 кГц за счёт динамических потерь транзисторов.
Принцип работы и область применения
Генератором повышается частота тока и передаёт свою энергию катушке. Индуктором ведётся преобразование высокочастотного тока в переменное электромагнитное поле. С высокой частотой меняются электромагнитные волны.
Нагревание происходит за счёт разогрева вихревых токов, которые провоцируются переменными вихревыми векторами электромагнитного поля. Почти без потерь передаётся энергия с высоким КПД и энергии достаточно на разогрев теплоносителя и даже больше.
Аккумуляторная энергия передаётся на теплоноситель, который находится внутри трубы. Теплоноситель, в свою очередь, является охладителем нагревательного элемента. За счёт чего, увеличивается срок эксплуатации.
Промышленность является наиболее активным потребителем индукционных нагревателей, так как многие проектирования предусматривают вести с высокой термообработкой. С их использованием повышается прочность продукции.
В высокочастотных кузницах устанавливаются приборы с высокой мощностью.
Кузнечно-прессовые компании, используя такие агрегаты, повышают производительность труда и уменьшают износ штампов, сокращают расход металла. Установки со сквозным нагревом могут охватывать сразу некоторое количество заготовок.При поверхностном упрочнении деталей, применение такого нагрева позволяет увеличить в несколько раз износостойкость и получить значительный экономический эффект.
Общепринятой областью применения устройств, являются пайка, плавка, нагрев перед деформацией, закалка ТВЧ. Но есть ещё зоны, где получают монокристаллические полупроводниковые материалы, наращивают эпитаксиальные плёнки, вспенивают материалы в эл. поле, ТВЧ сварка оболочек и труб.
Преимущества и недостатки
Плюсы:
- Высокое качество нагрева.
- Высокая точность управления и гибкость.
- Надёжность. Может работать автономно, имея автоматику.
- Греет любую жидкость.
- КПД прибора 90%.
- Длительный срок службы (до 30 лет).
- Простота монтирования.
- Нагревательный прибор не собирает накипь.
- За счёт автоматики, экономия электроэнергии.
Минусы:
- Высокая стоимость моделей с автоматикой.
- Зависимость от электроснабжения.
- Некоторые модели шумят.
Как сделать своими руками?
Электрическая схема индукционного нагревателя
Допустим, вы решили сделать лично индукционный нагреватель, для этого подготавливаем трубу, в неё насыпаем небольшие куски стальной проволоки (9 см в длину).
Труба может быть пластиковой или металлической, главное, с толстенными стенками. Затем, она закрывается специальными переходниками со всех сторон.
Далее, на неё накручиваем медную проволоку до 100 витков и располагаем по центральной части трубки. В результате получится индуктор. К этой обмотке подсоединяем выходную часть инвертора. В качестве помощника прибегаем к терморегулятору.
В качестве нагревателя выступает труба.
Подготавливаем генератор и всю конструкцию собираем.
Необходимые материалы и инструменты:
- проволока из нержавеющей стали или катанка (диаметр 7 мм);
- вода;
- сварочный инвертор;
- провод из эмалированной меди;
- сетка из металла, имеющая маленькие отверстия;
- переходники;
- толстостенная труба из пластика;
Пошаговое руководство:
- Режим проволоку на кусочки, длиною 50 мм.
- Подготавливаем оболочку для нагревателя. Используем толстостенную трубу (диаметр 50 мм).
- Дно и верх корпуса закрываем сеткой.
- Готовим индукционную катушку. Медным проводом делаем намотку на корпус 90 витков и располагаем их в центре оболочки.
- Из трубопровода вырезаем часть трубы и устанавливаем индукционный котёл.
- Катушку соединяем с инвертором и заполняем котёл водой.
- Заземляем полученную конструкцию.
- Проверяем систему в работе. Без воды использовать нельзя, так как может расплавиться пластиковая труба.
Из сварочного инвертора
Самым простым бюджетным вариантом является изготовление индукционного нагревателя, используя сварочный инвертор:
- Для этого берём полимерную трубу, стенки её должны быть толстыми. С торцов монтируем 2 вентиля и подсоединяем разводку.
- Засыпаем в трубу кусочки (диаметр 5 мм) металлической проволоки и монтируем верхний вентиль.
- Далее, делаем 90 витков вокруг трубы медной проволокой, получаем индуктор. Нагревательным элементом является труба, генератором используем сварочный аппарат.
- Прибор должен стоять в режиме переменного тока с высокой частотой.
- Подсоединяем медную проволоку к полюсам сварочного аппарата и проверяем работу.
Работая индуктором, будет излучаться магнитное поле, при этом, вихревые токи будут раскалять рубленую проволоку, что приведёт к закипанию воды в полимерной трубе .
Советы
- Открытые участки конструкции, в целях безопасности, следует изолировать.
- Применение индукционного нагревателя рекомендовано только в закрытых системах отопления, где обустроен насос для циркуляции теплоносителя.
- Конструкцию с индукционным нагревателем размещают на 800 мм от потолка, 300 – от мебели и стен.
- Установка манометра обезопасит вашу конструкцию.
- Нагревательное устройство желательно оснастить автоматической системой управления.
- Нагревательный прибор к электросети следует подсоединять специальными переходниками.