В чем заключается сущность электрошлаковой сварки
В чем заключается сущность электрошлаковой сварки — справочник металлиста

Электродная сварка, получившая широкое распространение благодаря своей относительной простоте, не всегда способна обеспечить стабильное качество структуры сварного шва.
Между тем, при изготовлении некоторых видов продукции именно эта характеристика имеет важное значение.
Для того чтобы устранить существующий технологический недостаток, была разработана методика электрошлаковой сварки. Сокращённо её называют ЭШС.
Зри в корень
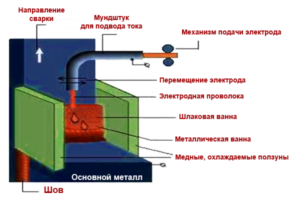
Сущность процесса заключается в том, что в подготовленный зазор между соединяемыми деталями помещают специальный химический состав – сварочный флюс, на который воздействуют с помощью электрической дуги.
В результате нагрева флюс расплавляется, превращаясь в шлак, который защищает зону обработки от воздействия атмосферного воздуха. При использовании этой технологии расплавленный металл остывает медленно, что создаёт благоприятные условия для формирования качественной структуры соединительного шва.
Понять, что такое электрошлаковая сварка, посмотрев видео, довольно сложно. Ведь в этом случае зрители получают представление лишь о внешней стороне процесса.Понять сущность электрошлаковой сварки проще, если рассмотреть этот процесс в упрощённом виде. Всё происходит следующим образом:
- Соединяемые детали устанавливают с некоторым зазором, величина которого варьируется в зависимости от размеров изделия, химического состава материала и параметров сварочного тока. В этот зазор помещают химическое вещество, именуемое флюсом, к которому подводят электрод.
- Подаваемый на электрод ток проходит через флюс, состав которого может быть различен. В результате нагрева образуется так называемая шлаковая ванна, внутри которой и поддерживается необходимая для расплавления металла температура. Более лёгкий, чем металл, шлак всегда находится сверху, блокируя поступление атмосферного воздуха к зоне формирования шва и увеличивая время остывания расплавленного металла.
- Чтобы удержать расплавленные материалы от вытекания, зону обработки ограждают охлаждаемыми водой подвижными ползунами, изготовленными из меди. В некоторых случаях допускается использование остающихся на уже готовой детали ограждающих пластин.
Особый подход
Оборудование для электрошлаковой сварки имеет свои особенности. В частности, для удобства выполнения работ принято использовать не цилиндрические, а плоские или ленточные электроды. Для оптимизации рабочего процесса и достижения заданных характеристик сварного шва используются флюсы различного состава.
- АН-348А. Отличающийся повышенным содержанием трёхвалентного железа, он относится к высококремнистым марганцевым составам и хорошо подходит для соединения нелегированных или низколегированных сталей.
- ФЦ-7. Близкий по характеристикам и условиям применения с АН-348А он обеспечивает лучшую стабильность процесса в шлаковых ваннах малой глубины.
- Флюсы АН-8, ФЦ-21, АН-22 относятся к группе низкокремнистых марганцевых смесей. Для теплоустойчивых сталей перлитного класса лучше подходит ФЦ-21, для углеродистых и низколегированных – АН-8, а для среднелегированных – АН-22.
- Для сварки легированных сталей хорошо подходят низкокремнистые безмарганцевые составы, имеющие маркировку АН-9 и АН-25, пришедшие на смену разработанному ещё перед началом Второй мировой войны флюсу АН-2. Именно благодаря последнему крепко соединялись листы брони отечественных танков.
- Также стоит упомянуть составы, относящиеся к группе фторидных. С помощью АНФ-5 изготавливают детали из нержавеющей стали, а использование АНФ-14 оправданно в том случае, когда идёт речь о сварке или наплавке чугуна.
Разумеется, это далеко не полный перечень флюсов, а лишь отдельные примеры, иллюстрирующие, каким образом химический состав используемых для создания шлаковой ванны веществ может влиять на параметры процесса электрошлаковой сварки.
Достоинства
У электрошлаковой сварки есть ряд несомненных достоинств, которыми нельзя пренебрегать при организации производственных процессов.
- Возможность обеспечения стабильной и качественной структуры шва при соединении деталей, имеющих значительную массу и толщину.
- Нет нужды в предварительном снятии фасок на кромках и последующей обработке готового изделия для удаления шлака.
- В случае одновременного использования нескольких электродов появляется возможность наложения сварочного шва по всей длине за один проход, что существенно сокращает сроки работ и ускоряет производство.
Недостатки
Более широкому распространению технологии мешают её недостатки, а точнее – специфические особенности процесса.
- Таким способом удаётся сваривать только вертикальные швы, что допустимо только при изготовлении деталей относительно простой формы.
- Для создания необходимых условий плавления флюса и поддержания температуры шлака на заданном уровне требуется специальное оборудование.
- Метод не применим, если толщина листов соединяемого металла менее 16 мм. На самом деле, даже в этом случае экономическая эффективность электрошлаковой сварки остаётся под вопросом. Действительно оправданной она становится при работе с металлом толщиной 40 мм и более, а наивысшей эффективности достигает, когда этот показатель превышает 100 мм.
Важно знать!
Собираясь использовать эту технологию, нужно сначала здраво оценить все её достоинства и недостатки. Обязательно следует учесть ряд важных моментов.
- Поверхность металла в месте соединения необходимо тщательно очищать от грязи и окислений. В противном случае процесс плавления внутри шлаковой ванны будет протекать нестабильно.
- Для обеспечения наилучшего качества сварного соединения температура металла должна быть максимально приближена к температуре плавления.
- Появление дугового разряда в глубине шлаковой ванны или между её свободной поверхностью и электродом является распространённой причиной дефектов шва. Именно поэтому следует уделять особое внимание регулированию дуги.
Новые возможности
Нетрудно догадаться, что требующая наличия квалифицированного персонала, использования специального оборудования и имеющая ряд жёстких технологических ограничений, электрошлаковая сварка не может быть осуществлена в домашних условиях. Тем не менее, многие предприятия активно и вполне успешно применяют эту методику. Причин этому несколько.
- При правильной организации процесса структура соединительного шва максимально приближается к структуре соединяемого материала, благодаря чему обеспечивается высокая прочность готовых изделий.
- Эта прочность настолько велика, что во многих случаях технология электрошлаковой сварки позволяет отказаться от использования сложного оборудования, необходимого для отливки и ковки заготовок, а также их последующей обработки.
- По сравнению с другими способами сварки существенно снижается расход материалов. Это важно, поскольку именно стоимость материалов составляет значительную часть стоимости конечного продукта.
Даже с учётом всех специфических особенностей, достоинств и недостатков, область применения ЭШС широка. Более того, благодаря разработке современного оборудования этой технологии находят даже в тех областях производства, где об этом ранее не помышляли.
- В тяжёлом машиностроении, где благодаря электрошлаковой сварке удаётся упростить производство сложных фундаментов и оснований. Раньше станину паровой турбины или высокоточного станка приходилось отливать, а иногда и ковать, тратя драгоценное время на длительную последующую обработку, при которой шла в отходы значительная часть материала. Сегодня подобную деталь можно заранее разбить на несколько более простых для изготовления и обработки частей, соединив их воедино с помощью ЭШС.
- В строительстве, когда необходимо надёжно срастить массивные балки несущих конструкций. Возведённые с помощью такой методики небоскрёбы стоят долго.
- При производстве бронетехники. Ведь, как уже было отмечено выше, именно электрошлаковая сварка используется для сваривания толстых броневых листов, защищающих экипажи и агрегаты боевых машин. Прочность такого соединения практически не отличается от прошедшего сложную обработку материала, способного противостоять различным средствам поражения.
Проверенная годами технология постоянно совершенствуется и, вполне возможно, что когда вы прочитаете эту статью, она уже выйдет на новый уровень!
Поделись с друзьями
Сварка электрошлаковая: разновидности и сущность
Сварочные операции с металлами в большинстве своем основываются на химико-термических процессах плавления. В зависимости от применяемой оснастки, активных расходных материалов и в целом технических условий организации процесса, меняются и характеристики получаемого продукта.
Главной задачей сварщика является формирование прочного шва, способного противостоять нагрузкам, которые также будут приходиться на основную конструкцию. В этом отношении сварка электрошлаковая не является лучшим решением на сегодняшний день, поскольку классическое электродуговое воздействие позволяет образовывать более выгодные для дальнейшей эксплуатации швы.
Свойства и применение электрошлаковой сварки

Достаточно оригинальный и не всем известный метод сварного соединения металлических деталей – электрошлаковая сварка. Она предназначается для изготовления вертикальных (преимущественно) сварных швов. Вертикальный шов, особенно на толстом металле, в силу многих причин требует особого подхода.
Понятие процесса
Сущность процесса электрошлаковой сварки (ЭШС) состоит в том, что в зазор между торцами соединяемых деталей помещают шлаковую массу, которую расплавляют путем включения электрической дуги между электродом и самой деталью.
В расплавленную массу шлака подается присадочный металл, который, в свою очередь, начинает плавиться вместе с металлом по краям соединяемых деталей.
Жидкий металл тяжелее жидкого шлака, поэтому он опускается вниз, вытесняя шлаковую массу. В нижней части зазора он застывает, а расплавленная масса поднимается вверх — так заваривается вертикальный шов.
В отличие от более традиционных видов электросварки здесь первоначальному нагреву и расплавлению электрической дугой подвергается именно шлак, а не присадочный и основной металл. Температура плавления шлака должна быть существенно выше температуры плавления металла.
После того, как шлак расплавляется, он шунтирует (гасит) электрическую дугу, но подача тока не прекращается. Прохождение тока через шлаковую массу с оптимально подобранными параметрами тепло- и электропроводности вызывает стабильный и равномерный прогрев ее до высоких температур.
Отличить шлак от металла очень легко по его цвету и консистенции. В конце процесса сварки он легко отделяется от монолитного соединения.
Во избежание вытекания расплава на зазоры ставят защитное ограждение — ползуны, постоянно охлаждаемые водой. Во время электрошлакового сварочного процесса они медленно поднимаются вверх.
Уникальные свойства
Примененный принцип «косвенного расплава» определяет уникальные свойства процесса. Особенности, являющиеся преимуществами, состоят в следующем:
- защита шва от атмосферного воздуха жидким шлаком, заключенная в самом принципе электрошлаковой технологии;
- изменение плотности тока при сварке этим способом меньше влияет на качество шва, чем при сварке дугой;
- некритичность кратковременного прерывания подачи тока в процессе;
- возможность варить швы любой толщины за один проход;
- возможность подвергать сварке необработанные края деталей;
- малый расход электроэнергии;
- небольшая стоимость расходников — шлаков;
- высокий КПД.
Кроме того, стоит отметить, что электрошлаковая сварка производится на переменном, а не постоянном токе.
Но у ЭШС есть и недостатки. Этим способом варят только вертикальные швы, либо швы под острым углом к вертикали (основная причина малой распространенности электрошлакового метода).
Начатый процесс нельзя прекращать на середине, иначе возникают дефекты, которые могут быть устранены только разрывом шва и проведением работ заново.
Металл шва имеет крупнозернистую структуру, поэтому детали с таким соединением не предназначены для использования при отрицательных температурах — они становятся ломкими.Сварочный электрошлаковый процесс требует большого количества оборудования, начиная от медных ползунов, которые должны максимально плотно прижиматься к шву (их отхода допускать нельзя) до иных вспомогательных деталей стартового кармана. Минимальная толщина стыков составляет 20 мм.
Способы сваривания
Электрошлаковая сварка подходит не для всех металлов, но ее область применения нельзя назвать узкой. Ее используют обычно для соединения низкоуглеродных и среднеуглеродных сталей, чугуна, цветных металлов (вплоть до титана и алюминия), реже — для легированных сталей.
Применяют при производстве массивных, крупногабаритных деталей (толщина порядка 100-600 мм), переплавке отходов.
На практике используется 3 основных методики сварки. Первая подразумевает непрерывную подачу в расплав присадочного электрода, направляемого в горизонтальной плоскости. Движение электрода носит возвратно-поступательный характер, чтобы обеспечивалась максимальная плотность контакта.
Вторая электрошлаковая методика — это сварка габаритными пластинчатыми электродами, которые фактически заменяют собой медные ползуны.
В этом случае присадка используется в меньшей степени — электроды сами плотно перекрывают зазор и обеспечивают эффективный расплав: торцы деталей соединяются без присадки. Но в этом случае электроды должны быть подогнаны по форме к деталям, это узкоспециализированный способ.
Третья методика основана на соединении первых двух. В ней присутствует и пластинчатый электрод, и особый плавящийся электрод. Первый во время всего процесса электрошлаковой сварки остается неподвижным, второй подается в зону расплава и является, по сути своей, присадкой.
Обратите внимание, что химический состав присадки должен быть аналогичен составу основных металлов.
Также существуют два разных принципа работы установок электрошлаковой сварки. Устройства, в которых реализован первый способ, работают с твердой шлаковой смесью, которую самостоятельно расплавляют. Установки, работающие по второму принципу, используют жидкую, предварительно расплавленную в печи смесь.Первым для начала работы необходим более мощный пусковой ток, потому что много энергии тратится на доведение шлака до жидкого состояния. Вторым, соответственно, требуется находящаяся неподалеку плавильная печь.
Какие применяют флюсы
Флюс — это, собственно, и есть шлак, основное рабочее вещество электрошлаковой сварки. К нему выдвигаются определенные требования. Флюсы должны обеспечивать:
- максимально быстрый запуск процесса электрошлаковой сварки при любом напряжении (спектр рабочих напряжений достаточно широк);
- максимально эффективное проплавление кромок;
- максимально прочный шов;
- легкое удаление с поверхности после окончания варки.
Для каждого вида металлов предназначены свои флюсы. Так, низколегированные стали и стали с повышенным содержанием углерода варятся с помощью флюсов АН-8, АН-22 или АН-47. Для нержавейки — АН-45.
Для высоколегированных стальных сплавов применяется АН-9, АНФ-1 и АНФ-7. Чаще всего рассматриваемый вид сварки применяют на производстве, в бытовых условиях он встречается редко.
Электрошлаковая сварка

Аналоги подобных работ стали появляться вместе с развитием металлургической отрасли. Металлические изделия применялись в создании угольных и железных шахт, и в местах добычи полезных ископаемых. Однако удобного оборудования в то время не было, и части соединяли кузнечным методом.
Электрошлаковая сварка
В современном мире есть множество аппаратов, которые используют различные источники энергии. Однако, ввиду специфики, большинство из них используется редко. И шлаковый вариант попадает в эту категорию. Нет, низкая популярность не говорит о плохом качестве готовой продукции, просто процедура обладает своим своеобразие.
Особенности процесса сваривания и типы ЭШ сварки
Здесь к главному отличию относится отсутствие электрической дуги. Вся электроэнергия поступается в шлак, являющийся проводником. Благодаря такой реакции выделяется нужное для расплавки количество тепла.
Специальный электрод погружают в подготовленную ёмкость с побочными продуктами. Здесь отсутствует горение дуги, но ток продолжает поступать через расплавленный шлак.
Следует отметить, что у данных работ есть отличительные черты:
- расстояние между плитами, которые находятся в вертикальном положении;
- активная плоскость не контактирует с кислородом, поскольку вся площадь закрыта шлаком;
- электрошлаковая сварка сопровождается малым расходом флюса, и шов легируется электродной проволокой;
- сплав долго пребывает жидким, благодаря чему из состава испаряются лишние газы.
Сварные соединения, выполняемые электрошлаковой сваркой
Также присоединение звеньев протекает при помощи плоского электрода. Цилиндрические тоже можно эксплуатировать, но он доставит дополнительных трудностей. Чаще шов наносят сверху в низ, а между обоими предметами допускается наличие зазора. Но для правильности припайки в пустой промежуток помещаются медные ползунки имеющие свойства кристаллизации.
Важный момент! Сущность проведения электрошлаковой сварки заключается в расплавлении и последующем быстром охлаждении листов.
И если проводить такие манипуляции на открытом воздухе, то на поверхности способны появиться трещины. Но шлаковая субстанция защищает от подобных неприятностей.
Такая методика даёт возможность скреплять полосы неограниченной толщины, однако, исполнение работы невозможно в домашних условиях. Ведь весь механизм имеет большие габариты, а способы перемещения оборудования для электрошлаковой сварки подразумевают эксплуатацию рельсовых установок. А главным узлом является агрегат, подающий проволоку в соединительную зону.
Что касается дополнительных тонкостей, то жар, исходящий от ванны, оказывает влияние на прилегающие ко шву участки. Происходит такое из-за сильных перепадов температуры. Околошовные зоны делятся на несколько классов:
- Перегрева. В этом месте зёрна основного металла значительно увеличиваются.
- Участок полной перекристаллизации. Здесь протекают фазы превращения, но нагрева недостаточно для роста зерна.
- Самая дальняя зона. Тут происходит снижение прочности зоны, которое можно исправить грядущей термообработкой.
Да, такая автоматическая сварка невозможна в частном хозяйстве, но человек может обзавестись электрошлаковой плавильней. Она не занимает много пространства, проста в использовании, а для исходного сырья можно использовать всё что угодно: ржавые железки, чистые куски сплавов, стружку и прочее.
Чтобы правильно пользоваться таким устройством, необходимо получить важные знания. В частности, про характеристики металлопроката.
Например, пластины повышенной толщины, сделанные из чугуна, титана, меди, алюминия и их аналоги, отлично подходят для такой процедуры. Однако такой вариант не годиться для спайки тонких объектов.
Что касается использования, то его проще понять по зарисовкам. Схема всего процесса электрошлаковой сварки позволяет понять всю технику и особенности применения агрегата.Всё начинается со сборки деталей: устанавливают две пластины на определённом расстоянии друг от друга, снизу с и обеих сторон устанавливают специальные скобы, которые фиксируют заготовки. Затем в пустой промежуток помещают сварочную проволоку и засыпают флюсом (в дальнейшем он будет расплавляться, образуя твёрдую основу).
После накопления определённого количества жидкого шлака дуга шунтируется им и гаснет. Далее, электроэнергия течёт сквозь побочные продукты, которые имеют завышенные параметры сопротивления. В ходе проведения процесса сваривания создаётся высокотемпературная обстановка, которая доводит железо до расплавленного состояния.
Также в ходе наложения шва гладь проходит стадию охлаждения.
По мере поднятия ванны фиксирующие скобы демонтируют и образуется ровная и прочная спайка. Однако это не окончательный этап, ведь требуется зачистить готовый шов, удаляя поверхностные трещины и раковины.
Технологические планки, которые монтировались в начале процедуры, срезают болгаркой или другим инструментом. Технология осуществления электрошлаковой сварки позволяет получить высококлассный экземпляр, который можно подвергать последующей ковке и штамповке.
Следует отметить, что методика показывает высочайшую эффективность при конструировании кольцевых соединений.
Технология электрошлаковой сварки
Несмотря на всю сложность, многие предприятия активно практикуют такой подход. Дело в том, что полученное соединение получается настолько качественным, что оно схоже с основной структурой заготовки.
При всём этом пропадает необходимость в отливке и ковке большинства деталей.
Также электрошлаковая сварка менее затратная, а схема, на которой хорошо видны все этапы, свидетельствует прямым тому подтверждением.Прогресс не стоит без дела, и с каждым годом появляются свежие приёмы, позволяющее решить трудные задачи металлургической отрасли. Относятся совершенствования не только к появлению новых приспособлений, но и к обнаружению новых материалов. Следует обозначить, что в приоритете такой «эволюции» стоит автоматизация и компактность установок, а также манера нанесения спаек.
Подготовка изделия к процессу сваривания
Торец предмета с габаритами не более 20 см обрабатывают газорезателем. Необходимость этой операции возникает из-за нужды откорректировать гребни и выхваты: они обязаны быть 0,2-0,3 см, с отклонением от прямого угла не более 0.4 см.
Поверхность более толстых металлических изделий проходит стадию механического воздействия, а весь прокат очищают от окислов и коррозии при помощи наждачной машины.
Литьё и ковка обязаны быть обработаны по аналогичной методике, и на расстоянии 8 см от торца.
Если присутствует необходимость в соединении двух прокатов с разными слоями, то в работе используют ступенчатую систему ползунов, либо над поверхностью металла большей толщины проводят удаление необходимого слоя. При скреплении кольцеобразных сплавов разность в диаметре стыка не должна быть больше 0,5, а сдвиг свыше 1 мм.
Из вышеперечисленного можно сделать вывод, что такие действия имеют ювелирный характер. Но тут содержится ещё один немаловажный момент: чтобы получилась качественная деталь, всю разметку нужно делать с небольшим отступом в большую сторону. Это необходимо делать из-за деформации, которая возникает в ходе воздействия жаром.
Эта реакция начинается в самом начале, когда в ванне расплавляется флюс и вся зона разогревается до рабочей температуры. Также на качество оказывает сильное влияние подготовка.
Всего существует два варианта наведения шлаковой ванны:
- твёрдый старт. Здесь плавка осуществляется за счёт электрической дуги, с последующим шунтированием и подсыпанием нового шлака;
- жидкий старт. Тут в рабочее пространство добавляют флюсовую материю в жидком состоянии. Её предварительно расплавляют в печи.
Использование первого пункта требует больше энергетических затрат из-за повышения силы тока. Также на дно планки засыпается перемолотый порошкообразный металл, который способствует получению сварочной дуги. На протяжении всей работы необходимо следить за расходниками, и периодически добавлять их.
Скачать ГОСТ 15164-78
Материалы и оборудование при проведении ЭШС
Одним из популярных станков для данной процедуры является А535. Он предназначен для однопроходной ЭШС с переменным электричеством. Но эта установка подойдёт для ограниченной электрошлаковой сварки.
Важно добавить, что приспособление отлично справится со спайкой кольцевых и продольных швов, диаметр которых будет не более 300 мм.
Технические характеристики:
- напряжение сети – 380 В;
- частота тока – 50 Гц;
- количество стержней – 3 шт;
- диаметр проволоки – 3 мм;
- толщина металла – до 450 мм.
Аппарат для электрошлаковой сварки А535
Другое оборудование — А550. Электрошлаковая сварка с его помощью проходит по аналогичному сценарию, но тут отличаются его некоторые параметры и свойства.
Некоторые производители предлагают изготовить модель по индивидуальному заказу, где его напряжение будет составлять 380 В, 415 В с частотой 50 Гц.
Также можно задать высоту хода автомата, в зависимости от размеров заготовки.
Для улучшения качеств изделия могут добавляться различные присадки. Они также подаются напрямую в резервуар, где смешиваются с главным веществом и помогают на протяжении всего действия.
Преимущества и недостатки способа ЭШС
Ведущей положительной чертой этого воздействия является возможность сваривания предметов огромных габаритов. Благодаря открытию этой методики стало проще конструировать и ремонтировать массивные объекты. Другие положительные особенности процесса электрошлаковой сварки:
- высочайшие показатели производительности при работе с крупногабаритными пластинами;
- консервативное потребление электроэнергии и вспомогательных веществ из расчёта на 1 кг;
- прекрасное качество скрепления, которое наделено схожестью со структурой основного материала;
- нет нужды в разделывании кромок, что сильно облегчает подготовительные действия.
К описанию настоящих характеристик можно добавить, что эта манера является более экономной, и в теории можно сделать шов любой толщины за один проход.
Область применения
Область применения любой электрошлаковой сварки имеет узкий круг специализации. Чаще к ней прибегают в строительстве крупного транспорта, например, торговых судов. Также ЭШС помогает в строительстве массивных мостов, где качество соединения и прочность играют жизненно важную роль.
Конструкции, сваренные электрошлаковой сваркой
Именно такой манерой сваривают опорный волок толстолистового прокатного стана, вес которого составляет более 100 тонн, а сечение в несколько квадратных метров.
В ходе исследования и совершенствования оказалось, что ЭШ сварку можно использовать в различных металлургических манипуляциях: электрошлаковый переплав. Отличие здесь в том, что ток подводится не к проволоке, а к электроду из переплавляемого материала.
Само расплавленное вещество скапливается в ёмкости, которая охлаждается путём циркуляции воды., пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Электрошлаковая сварка: в чем заключается сущность технологии, преимущества и недостатки
Это тоже сварка. Тоже металлов. Тоже через нагревание соединяемых деталей. Вот только тепло для этого нагревания формируется от тока, который проходит через оплавленный шлак. Зачем такие трудности, когда можно нагреть детали без лишней возни?
А вот зачем: это классный способ для сварки в самых проблематичных для сварщиков плоскостях – вертикальных. Или для работы с металлическими кромками большой толщины, которые также являются весьма непростыми объектами для мастеров.
Подробнее о способе сварки
Как выполняется электрошлаковая сварка?
Теперь официально: электрошлаковая сварка ЭШС – способ, основанный на выделении тепла в результате прохождения тока через специальный расплавленный шлак. Этот шлак плавится в ванне – пространстве между краями соединяемых металлических деталей. В ванну погружается электрод из металлического стержня, чтобы ток шел между электродом и металлом детали.
Температура в шлаковой ванне должна быть очень высокой, вплоть до 1600 – 1700°С, во всяком случае она должна превышать уровень температур плавления электрода и основного металла. Когда проволока электрода расплавляется, дуга гаснет, и дальнейший процесс идет за счет тепла, получаемого от тока в шлаке. Дальше плавка является уже бездуговой.
Немного физики и шлака
Схема электрошлаковой сварки в принципе несложная: когда в шлаке плавится электрод и кромка заготовки, расплавленный металл оседает на дно, формируя новую – металлическую ванну. Эта ванна твердеет и формирует в итоге сварочный шов. Электрод в таком процессе всегда подается сверху вниз.
Это технология принудительного образования сварочной ванны, которая отлично подходит при вертикальных осях швов. Суть этой технологии – искусственное охлаждение той самой «новой» металлической ванны.
Причем здесь шлак? его функция – превращение энергии электрической в тепловую. Поэтому сам шлак должен быть электропроводным. Проводимость шлака – величина, к сожалению, не постоянная. Она резко повышается с ростом температуры, особенно в состоянии плавления. А при понижении температуры шлак вовсе перестает проводить ток.
Этот фактор никак не облегчает рабочий процесс. Главное условие стабильности сварки – это постоянная температура в шлаковой ванне.
Конечно, проводимость зависит и от состава шлака. Если в нем присутствует, к примеру, титан, шлак является неплохим проводником даже в твердом состоянии при обычной температуре. Это называется электронной проводимостью. Что же касается привычной проводимости, появляющейся в жидком расплавленном шлаке, она называется ионной.
Фтористый кальций также является весьма желанной составной частью шлака: электропроводность с ним просто отличная, она помогает сэкономить и время, и энергию, которые нужна для трансформации дугового этапа плавления в электрошлаковому.
Классификация типов электрошлаковой сварки
Схема аппарата для электрошлаковой сварки.
Электрошлаковая сварка может подразделяться по самым разным критериям.
По типу формирования сварочной ванны:
- свободное формирование ванны;
- принудительное формирование ванны.
Если принять во внимание тип электродов и способ их погружения в сварочную ванну, ЭШС делится на три вида:
ЭШС с проволокой
По данной технологии электродная проволока подается в сварочную шлаковую ванну постепенно, по ходу их расплавления. Электроды передвигаются в горизонтальной плоскости медленно и ровно – их движение поступательное.
В результате обеспечивается ровное нагревание толщины кромок свариваемых металлических заготовок. Немаловажный фактор: для реализации данного способа нужен практический опыт сварщика, новичкам здесь будет непросто.
ЭШС с пластинами
Это метод с использованием электродов в виде пластин и с большим диаметром, который нужен для того, чтобы максимально перекрыть зазор между соединяемыми заготовками. Пластинки электродов фиксируются, чтобы подаваться в ванну через короткие промежутки времени – в зависимости от того, хватает ли расплавленного металла в ванне для заполнения зазора между поверхностями.
Следует ответить, что конструкция аппаратов для ЭШС пластинами или электродами с большим диаметром проще в использовании, чем при ЭШС с помощью проволоки.
Электроды с большим диаметром бывают разной формы: их сечения могут быть прямоугольными или круглыми, если нужно работать с заготовками цилиндрической формы. Они бывают даже полые внутри, заполненные металлической крупкой.
ЭШС плавящимся мундштуком
По своей сути это комбинация двух первых технологий. Пластина из электрода также фиксируется в зазоре, в который подается проволока с помощью направляющих трубок. В процессе сварки пластины неподвижны, потому что расплавленного металла в ванне вполне достаточно за счет подающейся проволоки.
В аппарат для ЭШС с мундштуком входит специальный переносной механизм для подачи проволоки. Все детали и мелкие конструктивные элементы в ЭШС описаны в ГОСТе 15164.
Какие выводы можно сделать? Для сварки металлических деталей с краями большой толщины нужно использовать либо специальные колебательные движения электродов для постепенности прогревания, либо электроды с пластинами или большого диаметра. А самым лучшим вариантом будет сочетание этих способов.В промышленности чрезвычайно популярна сварка проволокой. Это швы самой разной формы с любой длиной, края деталей любой толщины: от 20-ти до 600 миллиметров. Если применяются пластины, варить можно швы тоже любой толщины, но с ограниченной длиной до 1,5 метров. Пластинчатая ЭШС возможна с чугунными электродами, ведь из чугуна практически невозможно сделать проволоку.
Особенности и отличия ЭШС, плюсы и минусы
Для начала определимся с особенностями ЭШС в сравнении с дуговой технологией – как ручной, так и автоматической.
Экономия ресурсов
При ЭШС ток проходит через шлак, поэтому в процессе нет никакого разбрызгивания, которое обычно имеет место в дуговой сварке из-за массивного выделения газов. Шлак не разбрызгивается вообще. Благодаря этому факту сварочная шлаковая ванна может оставаться открытой.
Шлак подается в нее очень понемногу: его количество должно быть таким же, как в шлаковой корке толщиной 1,5 мм на поверхности сварочного шва. Такие малые дозы делают возможной высокую производительность и экономию электроэнергии, она полностью расходуется на плавку металла и электрода.
Кроме этого, плавление краев металлических заготовок проводится на значительно большем расстоянии от электрода. Такое практически невозможно при дуговой сварке.
Любая толщина металла по плечу
Схема электрошлаковой сварки.
Электрошлаковая сварка – истинная любимица в тяжелом машиностроении благодаря огромным возможностям в сварке массивным металлических деталей с кромками большой толщины. На один электрод можно осуществить сварку одним проходом краев с толщиной от 150-ти до 200 мм.
А если электродов несколько, то толщина кромок практически не ограничена. Эти свойства делают технологию ЭШС весьма перспективной в промышленности.
Оборудование для ЭШС
Технология электрошлаковой сварки относится к особым методам. Оборудование и расходные материалы для нее тоже особые. Это касается, прежде всего, химического состава многочисленных вариантов флюсов, предлагаемых на рынке для ЭШС.
- Марганцевые флюсы с высокими долями кремния и железа. Отлично подходят для работы со сталями низколегированных типов.
- Низкокремниевые марганцевые флюсы также предназначены для сталей теплоустойчивого типа перлитного класса, а также для низко- и среднелегированных сплавов стали.
- Безмарганцевые низкокремнистые смеси подходят для бронированных металлов.
- Фторидные флюсы выбирают для сварки деталей из нержавейки или чугуна.
Пара слов о сварочном шве высокого качества.
Качество сварочного шва – самый главный в итоге критерий эффективности всех технологий работы по металлу. Особенность ЭШС в виде минимального и очень постепенного пополнения шлаковой ванны новыми дозами флюса выливается в постоянный химических состав металла сварочного шва. А это напрямую влияет на его высокое качество.
Мы уже писали выше, что электрошлаковая сварка проводится при вертикальном положении оси шва. Благодаря этому факту газовые пузыри и частицы шлака всплывают и удаляются легче и быстрее, чем при горизонтальном положении. Вследствие этого пустоты шва заполняются металлом намного лучше.
При ЭШС практически не образуются поры и никакие другие участки низкой плотности, по крайней мере, эти дефекты наблюдаются намного реже и в меньшем количестве, чем при дуговой сварке в нижнем расположении.
Следующее преимущество – отличные температурные условия для рабочей зоны. Нагревание краев металлических деталей стартует на поверхностном уровне шлаковой ванны, а расплавление этих краев начинается лишь в самой близости от вновь образованной металлической ванны.
Между этими процессами – началом подогрева краев свариваемых металлических заготовок и их расплавлением проходит совсем небольшое время – всего 2 – 3 минуты. Но их вполне хватает, чтобы скорость нагрева и скорость следующего за ним охлаждения были ниже, чем при других способах сварки. Это называется стабильностью, что напрямую работает по высокое качество шва.
Перед сваркой по технологии ЭШС кромки металлических деталей разделывать не нужно. Их складывают с зазором, который по идее заменяет эту разделку. Такой подход позволяет снизить ресурсные затраты при подготовке кромок к процессу сварки.
Электрошлаковая сварка предполагает симметричное расположение электродов. Поэтому при ее использовании нет никаких угловых изменений в виде деформации. Если толщина свариваемых металлов небольшая, например, в пределах 40 – 50 мм, ресурсные затраты на ЭШС выше, чем при дуговой сварке по флюсовой технологии, так что тонкие детали лучше варить без шлака.
А вот если толщина кромок большая, выше, например, 100 мм, то применять лучше ЭШС, которая намного производительнее и экономичнее дуговой.Конечно, есть и кое-какие недостатки. Ориентация шва должна быть только вертикальной, иногда это не очень удобно. Процесс сварки должен быть непрерывным в обязательном порядке, в противном случае могут образоваться дефекты, в результате чего придется делать повторную сварку. Шов при ЭШС отличается своеобразной структурой – она особая, крупнозернистая.
Где и зачем нужна ЭШС
Режимы электрошлаковой сварки.
Экономия металлов, их долговечность и надежность, снижение металлоёмкости конструкций с одновременным повышением их прочности – только часть задач постоянного характера, которые стоят в отраслях, связанных с современным машиностроением.
Давно высчитано, что при производстве сварных металлических конструкций затраты на промежуточные ресурсы и расходные материалы составляют больше половины общих расходов. Особенно это актуально для отраслей, касающихся массивного крупногабаритного оборудования разного толка, но больше всего газовой, нефтяной и энергетической.
Если с самого начала электрошлаковая технология была изобретена исключительно для сварки в вертикальном положении, то в последующем обнаружились серьезные преимущества этого способа с точки зрения экономии ресурсов.
Важно знать перед работой
Есть ряд нюансов, о которых нужно помнить всегда:
- Обязательное требование – тщательнейшая очистка поверхностей в месте сварки от грязи и любых следов окисления. Если этого не сделать, внутри шлаковой ванны потеряется одно из самых главных достоинств: стабильность плавления.
- Еще одно обязательное условие – соблюдение одной и той же температуры нагрева металла и плавления, это должна быть наибольшая приближенность.